
Abstract
Neodymium-iron-boron (NdFeB) waste magnets consist of approximately 28% rare earth values in the form of the Nd2Fe14B phase. According to the results, carbothermic reduction through microwave irradiation of crushed magnets was observed to be promising for the separation of metallic iron and rare earth values. The effect of microwave exposure time and charcoal addition on the formation of different phases was evaluated. Carbothermic reduction (10% C) for 1.2 min raised the temperature of the sample to 990°C and resulted in the formation of iron balls with more than 85% purity. Higher exposure time favors the formation of the NdFeO3 phase, thereby encapsulating the rare earths, resulting in limited dissociation. Rare earth oxides with purity of more than 98% were recovered via a leaching and precipitation route. The microwave route was found to be superior to the conventional muffle furnace heating route with low energy consumption and metallic iron formation.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Neodymium-iron-boron (NdFeB) magnets are extensively used in electronic devices (laptops, music players, cell phones, hard drives), wind turbines, electric vehicles, magnetic cooling systems, etc.1,2 NdFeB magnets are comprised of 25–35% rare earth elements (REEs) (Nd, Dy, Pr), with the rest being Fe, while modification of some physical and magnetic properties as per application can be done by adding Al and Co.3 An approximately 400-kg NdFeB magnet is required in a wind turbine for production of 1 MW electrical energy, and an electric vehicle motor uses an approximately 2-kg magnet, reflecting a considerable quantity of NdFeB waste to be considered as a potential source, which can be procured easily.4 The increasing demand for and limited production of REEs, including Nd and Dy from primary sources, draws attention to the recovery of REEs from secondary sources.1,2 It has been reported that recycled magnets have greater energy efficiency (75%) compared with magnet production from primary resources (60%).5 The REE content in the sorted magnet (~ 25%) is quite high compared with primary deposits (0.15–3%).6,7 Magnets collected from discarded instruments provide a potential REE source with several advantages such as reducing landfill problems and environmental impact.8,9
Hydrometallurgical and pyrometallurgical processing routes provide various opportunities to extract REEs from waste NdFeB magnets. Pyrometallurgy based routes are energy-intensive with high reaction temperatures (1000–1500°C), duration (6–24 h), and excess flux dosage (Si, Ti, C, B2O3, Mg).8,10,11 Sulfation/nitration, followed by calcination and water leaching, has been proved to be efficient in recovering over 90% REEs.12 Sulfation/nitration converts all the metals present in NdFeB magnets into metal sulfate followed by calcination for oxides, whereas REEs remain in the sulfate form and are further separated by water leaching. The hydrometallurgy route uses acid leaching (H2SO4, HCl, HNO3) with more than 95% dissolution of Fe and Nd.13,14 Nd is recovered from the solution through precipitation using oxalic acid.13 However, the iron dissolution, along with REEs, makes further extraction difficult and energy-intensive. Oxidative roasting of the NdFeB magnet transforms the underlying elements (Nd, Dy, Fe) to their respective oxides (Nd2O3, Dy2O3, Fe2O3).15,16 Furthermore, the rare earth oxides (REOs) are recovered in solution after acid leaching while Fe2O3 remains as a residue. The process involves thermal treatment at 900°C for 6–15 h, followed by leaching in 0.5 M HCl for 5 h.4 It has been reported that HCl is a better lixiviant than H2SO4 for leaching of the oxidized magnet material, and a low acid concentration is more conducive to REE leaching.17 Furthermore, REE enriched sulfate solution provides effective separation of REEs from the solution with fewer Fe impurities. On the other hand, the HCl based leachate consisting of Fe has an adverse effect on the purity of the final product.
In the present study, carbothermic microwave reduction of NdFeB magnets was investigated in the context of metallic iron formation for its effective separation from REEs. In our previous work, microwave exposure was found to be beneficial for the oxidation of NdFeB magnets.18 With just 80 s of microwave exposure at 900 W, a temperature of 600°C was attained, and approximately 56% REEs were recovered via the leaching and precipitation route. It is expected that microwave carbothermic reduction may yield higher efficiencies because iron can be selectively reduced over Nd which facilitates subsequent separation. To the best of our knowledge, this is the first attempt to use carbothermic microwave reduction of NdFeB magnets for separation of metallic Fe and REE values. The objectives of this study for REE recovery from NdFeB magnets included (a) investigation of carbothermal reduction in the microwave to recover REE values, (b) comparison with conventional muffle furnace treatment, (c) leaching and precipitation, and (d) energy consumption analysis for different routes (exposure, carbothermal reduction, and muffle furnace route).
Materials and Methods
Material and Characterization
The NdFeB magnets used in this study were dismantled from waste hard disc drives procured from the institute warehouse, and were manufactured in the last 10 years. The magnet units were demagnetized after heating at 360°C for 1 h, followed by pulverization below 100 µm using a mortar and pestle. The pulverized magnet sample comprised 28% REE (26% Nd, 2% Dy), 65% Fe, and 2% Co in the form of Nd2Fe14B phase, as determined from the characterization study we reported previously.18 The complete chemical analysis and x-ray analysis of NdFeB magnet feed is shown in supplementary Table S-1 and Fig S-1 (refer to online supplementary material). The sample composition was evaluated with x-ray fluorescence (XRF) (Rigaku, Supermini 200). The sample morphology and elemental analysis were carried out using a scanning electron microscope (SEM) equipped with an energy-dispersive x-ray spectroscopy (EDS) system (Zeiss). The change in the mineral phase in the sample during treatment was investigated with an x-ray diffractometer (XRD, Rigaku) with Cu-Kα radiation. The XRD spectrum was noted in 2-theta of 10–90° with a scanning rate of 2°/min and 0.02° step size. The quantitative phase analysis was conducted by presuming triangular peaks, and the underlying peak area depicts the phase quantity.18
Microwave and Muffle Furnace Treatment
The experimental procedure followed is shown in Fig. 1. Microwave treatment was carried out in a refractory grade alumina crucible in a 900-W, 2.45-GHz microwave unit (Enerzi) for a predetermined time. The microwave reactor used in our study had a multimode cavity with a chamber volume of 5.6 l. The temperature attained during the microwave treatment was determined immediately after the exposure using a metallic thermocouple. Temperature measurement during exposure was avoided because of the significant interference of microwaves with the metallic thermocouple, which can cause inaccurate temperature readings.

Experimental flowsheet followed in this study.
Two different processing routes were studied: (1) carbothermal reduction (R) (microwave irradiation of feed mixed with 10% charcoal), and (2) exposure followed by carbothermal reduction (E + R) (microwave irradiation of feed followed by cooling at room temperature and further reduction with 10% charcoal). The prime purpose of direct reduction experiments was to reduce the iron values to metallic iron, thereby liberating the REE values into oxides. On the other hand, the exposure followed by reduction route oxidizes the iron values in the magnet to Fe2O3 during initial exposure, which is further reduced to metallic iron through carbothermic reduction. The proximate analysis of charcoal indicates that it contains 88% fixed carbon, 1.1% ash, 0.4% moisture, and 10.1% volatile matter. The effect of exposure time (0–10 min) and addition of charcoal (10%) on the formation of phases was also evaluated. Charcoal dosage was selected based on stoichiometric calculation for the reduction of Fe2O3 to Fe. The conventional thermal treatment was conducted in a muffle furnace (Carbolite) in a refractory grade crucible for predetermined times and temperatures. The heat-treated samples were further processed for REE extraction. All the experiments and measurements were conducted twice, and average values are reported along with the error involved.
Rare Earth Extraction
The NdFeB magnet powder exposed to microwave irradiations was dissolved in 0.5 M HCl for recovery of the REEs (Nd, Dy). Leaching trials were conducted at 70°C with a 5% pulp density for 2 h. The leach solution was vacuum filtered, and the residue was oven-dried at 110°C, and the leach solution was precipitated for REE with oxalic acid (0.015 g/mL). Based on the literature, a pH value in the range of 1–2 was required for precipitation of REEs with continuous magnetic stirring at 600 rpm for 20 min.18 The oxalic acid content was kept above the stoichiometric value because of the presence of non-REE species like Fe3+. The recovered precipitates were calcined at 900°C and 1 h to REO and corresponding extraction, as shown in Eq. 1.
WFEED and WREO depict the weight of the sample used in leaching and REO weight attained, whereas %REEFEED and %REEREO depict RE values in sample and product separately.
Results and Discussion
Thermodynamic Analysis and Microwave Properties of NdFeB Magnets
The time–temperature plot for microwave exposure of 15 g of NdFeB magnets at 900 W in a microwave furnace is shown in Fig. 2a. It is observed that temperature surges to approximately 400°C within 5 min. The heating rate was 102°C/min in the initial phase of heating (3–6 min), and an average heating rate of 40°C/min was further attained up to 26 min. It is reported that the Nd2Fe14B phase decomposes to α-Fe, Fe2B, and Nd2O3 in an oxidative environment, according to Eqs. 2–4. The Gibbs free energy formation for the oxide compounds of Nd (Nd → Nd2O3), Dy (Dy → Dy2O3), Fe (Fe → Fe2O3), and NdFeO3 is shown in Fig. 2b.8,15 It is observed that ΔG° formation of REO is more negative compared with Fe2O3; therefore, the formation of Nd2O3 and Fe occurred in the initial stage as per Eq. 2 and can also oxidize as per Eq. 3. However, because of sufficient Nd2O3 content, the formation of NdFeO3 occurs, as shown in Eq. 4 because of the lower ΔG° values in the entire temperature range.8,11 It is evident that at temperatures higher than 630°C, charcoal can reduce Fe2O3 to Fe (Eq. 5), and REOs remain unaffected even at a higher temperature, i.e., no formation of neodymium carbide/oxycarbide. Above 1090°C, NdFeO3 diminishes because of carbothermal reduction along with the formation of CO as per Eq. 6. Therefore, in this study, an effort was made to decompose Fe2O3 and NdFeO3 by carbothermic reduction.

(a) Time–temperature plot for microwave exposure at 900 W, and (b) the Gibbs free energy formation (ΔG°) for Fe2O3, Nd2O3, Dy2O3, and NdFeO3 and reducing agent (charcoal) calculated based on 1 mol of oxygen (O2) gas.
Penetration depth is often used to study the microwave absorbing properties of a material. The penetration depth of a material is the distance over which the power of the electromagnetic wave is reduced by one half and is inversely proportional to the frequency of the microwave radiation. Penetration depth is calculated as per Eq. 7, where, λo is the wavelength of the incident wave, ε′ is the dielectric constant and ε″ represents the dielectric loss factor. The values of and ε′ and ε″ are 13 and 0.5, respectively, as determined from the literature.19,20 The penetration depth is inversely proportional to microwave frequency, which can increase the permissible batch size with a decrease in the operating frequency. Corresponding penetration depth was calculated to be 14 cm, which is high enough for microwaves to penetrate inside the sample. On the other hand, the penetration depth of graphite (ε′ = 18, ε″ = 0.12) was calculated to be 68.7 cm. The addition of graphite during reduction further increases the penetration depth, thereby increasing the microwave adsorption capability of the sample, which further increases the temperature attained during treatment.
Microwave Exposure: Characterization and Analysis of Product
Microwave exposure, carbothermic reduction, and exposure followed by reduction processing routes were attempted. The exposed sample specimen photographs are shown in Fig. 3, depicting a solid surface. The final temperature of the sample attained at different microwave exposure durations is shown in Fig. 4a. Data points corresponding to E represent direct exposure, R represents the carbothermic reduction, whereas E + R represents exposure followed by carbothermic reduction. With an increase in exposure time, the sample surface was observed to be quite hard, and the thermocouple was not easily inserted to monitor the temperature. As per our previous work on the exposure of NdFeB magnets,18 a temperature of approximately 600°C was obtained in 80 s of exposure, which further saturated with time (~ 450°C after 5 min).

Sample specimen photographs during microwave processing.

(a) Temperature attained under different conditions, (b) XRD spectra of microwave-treated product under different conditions, and (c) quantitative XRD analysis of microwave-treated products.
The stoichiometric carbon required for a complete reduction of Fe2O3 to Fe was evaluated as ~ 10% as per Eq. 5. The addition of 10% charcoal increased the temperature, and the temperature surged to approximately 990°C in 1.2 min during the reduction and exposure-reduction route. The XRD analysis of the microwave product under various conditions is shown in Fig. 4b. Metallic Fe and Fe2O3 were the main phases formed during exposure to the liberation of REO. However, it is essential to mention that microwave exposure of 5–10 min was found to be adequate for the formation of the desired phases (Fe, Nd2O3, Fe2O3), whereas extended exposure time caused NdFeO3 phase formation.
The quantitative XRD analysis of microwave products (exposure, reduction, exposure and reduction) is shown in Fig. 4c. Approximately 28% Nd2O3, 37% Fe, and 30% Fe2O3 phases were formed after 5 min exposure. In the case of carbothermal reduction, approximately 28% NdFeO3 phase was formed in the initial 2.5 min. It should be noted that higher exposure time and temperature does not guarantee pure Nd/Dy2O3 formation and leads to NdFeO3 formation. However, the formation of metallic balls (4% by weight) of approximately 1 mm diameter was observed, as shown in Fig. 3. The addition of charcoal after exposure treatment reduces Fe2O3 and NdFeO3 phases as per the Gibbs free energy diagram shown in Fig. 2b and is also evident from the pores visible in the sample specimen photograph (Fig. 3) of the reduced sample. It is expected that the diffusion of carbon into metallic Fe decreases the melting point of Fe close to the eutectic point of 1147°C, and during reduction a surface temperature of approximately 990°C was obtained in 1.2 min (10% charcoal); therefore, the formation of metallic Fe is possible. It was interesting to observe that approximately 32% of metallic balls by weight were formed after 1.2 min in the exposure-reduction experiment, and a weight loss of 5% was observed. Furthermore, approximately 54% of metallic balls by weight were observed at 2.5 min, which further diminished at 5 min, and the fraction of NdFeO3 surged to 41%. Approximately 12% Nd2O3, 24% Fe, 37% Fe2O3, and 28% NdFeO3 phases were observed after 2.5 min in the exposure-reduction route. The backscattered micrograph at higher magnification (2000 ×) of balls shown in Fig. 5a revealed three different morphologies at point P1 (85% Fe), P2 (97% Fe), and P3 (28% Fe, 52%Nd) and quantitative XRD analysis (Fig. 5b) of Fe balls revealed 81% Fe, 9% Fe2O3, and 10% NdFeO3. The SEM micrograph of microwave exposed product shows the porous sample surface with bulk oxygen diffusion during the microwave treatment.

(a) Backscattered image of Fe ball, (b) XRD analysis of Fe ball, and (c) SEM micrograph of the microwave product.
Microwave Exposure Followed by REE Recovery
The REE extraction under different conditions is displayed in Fig. 6a, and approximately 55% was attained within 2.5 min exposure. The extraction was observed to be constant until 5 min and subsequently decreased with time. Fe2O3, being acid-insoluble, reports to the leach residue, and some Fe values also dissolved during leaching. The Pourbaix diagram of the Fe-H2O and Nd-H2O system is shown in Fig. 6b.21 As per the Pourbaix diagram, Nd3+ can be selectively leached, leaving Fe2O3 in the residue in the stability region (pH 0 to 7). With charcoal addition during microwave exposure, the Fe percentage increased with the formation of Fe balls. Extraction of approximately 50% was achieved after 2.5 min reduction with 10% charcoal.

(a) Leaching results of REEs; (b) Pourbaix diagram of the Fe-H2O and Nd-H2O system, and (c) purity of REOs based on the elemental analysis.
However, during the exposure-reduction route, 41% extraction was attained in 2.5 min. This can be attributed to the fact that the iron phase dissolved during leaching reports to the final REO product and thereby decreases yield and purity. Also, at a higher temperature, NdFeO3 formation takes place, which encapsulates the Nd values. In the case of reduction, the excessive Fe formation and conversion to NdFeO3 resulted in lower RE extraction compared with direct microwave treatment. The elemental analysis of the REO product corresponding to different microwave exposure conditions is shown in Fig. 6b. The carbothermic reduction route resulted in the excessive dissolution of Fe values during leaching, which further restricted the precipitation process, thereby resulting in poor purity of the REO product. The product of direct exposure contains less than 2% Fe impurities. Acidic leaching results in the dissolution of Fe values; therefore, it is recommended that a new solvent could be pursued for effective separation of REE and Fe values to obtain the desired products.
Muffle Furnace Treatment
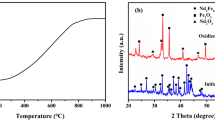
Crushed NdFeB magnets were also subjected to muffle furnace heating at 900°C for different time intervals. A weight gain of approximately 33% was attained after 30 min of heating and further saturated with an increase in time reflecting complete oxidation of the magnet material within 30 min. The XRD analysis of the muffle furnace heated magnet material (1 h, 3 h, 6 h) in Fig. 7a shows the presence of the NdFeO3 phase throughout the entire temperature range. The heated mass was further leached under the same conditions [0.5 M HCl, 2 h, and precipitation with oxalic acid (0.015 g/mL)], and the corresponding REE extraction is shown in Fig. 7b. Maximum REE extraction of 41% was achieved after 270 min of heating and is quite different from the reported values (> 90%).4 The processes in the literature include leaching with 0.5 M HCl for 6 h and using the carboxyl-functionalized ionic liquid. It is expected that 270 min would be sufficient time for the oxidation of NdFeB magnet material, while extended oxidation promotes NdFeO3 formation, thereby encapsulating the REE values.

Muffle furnace treatment (a) XRD analysis, and (b) REO extraction, and weight gain.
Comparison of Different Routes and Energy Use Considerations
The comparison for different routes shown in Table I reveals that the microwave exposure route offers the highest REO purity and approximately 55% yield. The microwave furnace operated for 2.5 min consumes 0.0375 kW h energy, whereas the muffle furnace operated for 270 min consumes 5.5 kW h energy. The energy consumed per unit mass for the microwave route is approximately 7.5 MW h/t of energy, which is about 144 times less than the muffle furnace route. However, it should be noted that calculations are done on a laboratory scale, and the associated energy consumption can drastically vary during the scale-up studies by enhancing sample size and microwave power. The absorbed power of dielectric material is a function of the electric field intensity and microwave power.22 An increase in sample size decreases the heat loss due to volumetric heating, and a decrease in energy consumption per unit mass.22,23 Based on these factors, there is a huge opportunity to employ microwave exposure routes for the recycling of NdFeB magnets on a large scale. The difficulties associated with the scale-up of microwave treatment may involve the determination of optimal load size and economical range of electromagnetic frequency. The electrical to electromagnetic energy conversion efficiency is inversely proportional to microwave frequency and, generally, the industrial microwave furnaces operate at 915 MHz compared with 2.45 GHz in small-scale microwaves. Based on the exergy flows analysis for the metallurgical production of NdFeB magnets in the literature,5 the microwave exposure and leaching step can be employed as a potential recycling step in the flowsheet. The recycling of magnets through the microwave exposure and leaching route will produce REO, metallic Fe, and Fe2O3, which can be further processed through molten salt electrolysis and powder metallurgy techniques to fabricate new magnets.5 Compared with the conventional muffle furnace pretreatment processes (800°C, 2 h; 900°C, 6 h) reported in the literature,4,17 the microwave processing route is quick (2.5 min), energy efficient (144 times less) and produces valuable products (metallic Fe, REO). Overall, in the context of REE extraction yield, process conditions, and energy consumption, the microwave exposure route is found to be promising.
Conclusion
NdFeB permanent magnets retrieved from obsolete hard disc drives comprise 28% RE and 65% Fe. Based on the experiments carried out in a microwave (exposure, reduction, exposure + reduction) and muffle furnace, it was found that microwave treatment of NdFeB magnets is an efficient and low energy process for separation of metallic Fe and REO phases. A temperature of ~ 600°C was obtained within an 80-s exposure, and the addition of 10% charcoal surges the temperature to 990°C. Approximately 54% of the mass was converted into metallic balls (Fe with purity > 85%) of approximately 1 mm diameter during exposure, followed by a reduction route. The carbothermal reduction had a positive impact on the dissociation of Fe2O3 and NdFeO3 phase, thereby resulting in the formation of metallic Fe at a higher temperature. The conventional muffle furnace processing resulted in the formation of Fe2O3, NdFeO3, and Nd2O3 phases without metallic Fe formation. The microwave exposure route offers the highest REO purity (> 98%) and approximately 55% yield. The reduction route resulted in the excessive dissolution of Fe values during leaching, which further restricted the precipitation process, thereby resulting in reduced yield and purity of the REE product. The microwave route consumes approximately 7.5 MW h/t of energy, which is significantly lower than the muffle furnace route. Observations from this study can provide valuable guidelines for the recycling industry recovering similar magnets from waste hard disc drives.
References
J.W. Darcy, H.M.D. Bandara, B. Mishra, B. Blanplain, D. Apelian, and J.H. Emmert, JOM 65, 1381 (2013).
I.C. Nlebedim and A.H. King, JOM 70, 115 (2018).
M. Sagawa, S. Fujimura, H. Yamamoto, Y. Matsuura, and K. Hiraga, IEEE Trans. Magn. 20, 1584 (1984).
A. Kumari, M.K. Sinha, S. Pramanik, and S.K. Sahu, Waste Manag 75, 486 (2018).
I.B. Fernandes, A.A. Llamas, and M.A. Reuter, JOM 72, 2754 (2020).
C.K. Gupta and N. Krishnamurthy, Extractive Metallurgy of Rare Earths (Boca Raton: CRC Press, 2005).
F. Habashi, Can. Metall. Q. 52, 224 (2013).
M. Firdaus, M.A. Rhamdhani, Y. Durandet, W.J. Rankin, and K.J. McGregor, Sustain. Metall. 2, 276 (2016).
Y. Yang, A. Walton, R. Sheridan, K. Guth, R. Gau, O. Gutfleisch, and K. Binnemans, Sustain. Metall. 3, 122 (2017).
Y. Bian, S. Guo, L. Jiang, J. Liu, K. Tang, and W. Ding, ACS Sustain. Chem. Eng. 4, 810 (2016).
M. Nakamoto, K. Kubo, Y. Katayama, T. Tanaka, and T. Yamamoto, Metall. Mater. Trans. B 43, 468 (2012).
M.A.R. Onal, C.R. Borra, M. Guo, B. Blanpain, and T.V. Gerven, J. Sustain. Met. 1, 199 (2015).
C.H. Lee, Y.J. Chen, C.H. Liao, S.R. Popuri, S.L. Tsai, and C.E. Hung, Metall. Mater. Trans. A 44, 5825 (2013).
M.A.R. Onal, C.R. Borra, M. Guo, B. Blanpain, and T.V. Gerven, J. Rare Earths 35, 574 (2017).
M. Firduas, M.A. Rhamdhani, Y. Durandet, W.J. Rankin, and K. McGregor, Corros. Sci. 133, 318 (2018).
M. Firduas, M.A. Rhamdhani, W.J. Rankin, M. Pownceby, N.A.S. Webster, A.M. D’Angelo, and K. McGregor, Corros. Sci. 133, 374 (2018).
F. Liu, A. Porvali, P. Halli, B.P. Wilson, and M. Lundström, JOM 72, 806 (2020).
H. Tanvar, S.S. Kumar, and N. Dhawan, JOM 71, 2345 (2019).
T. Horikawa, K. Miura, M. Itoh, and K.I. Machida, J. Alloys Compd. 408, 1386 (2006).
X. Jilei, P. Shunkang, C. Lichun, L. Xing, L. Peihao, and Y. Qingrong, J. Rare Earths 33, 514 (2015).
M. Tanaka, T. Oki, K. Koyama, H. Narita, and T. Oishi, Handb. Phys. Chem. Rare Earths 43, 159 (2013).
C.A. Pickles, Miner. Eng. 22, 1102 (2009).
E.R. Bobicki, Q. Liu, and Z. Xu, Miner. Eng. 70, 43 (2015).
Acknowledgements
The authors gratefully acknowledge the funding provided by the Indian Institute of Technology, IIT Roorkee, through a Faculty Initiation Grant. Thanks are also due to Sonu Kumar for his help in the experiments.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Tanvar, H., Dhawan, N. Microwave-Assisted Carbothermic Reduction of Discarded Rare Earth Magnets for Recovery of Neodymium and Iron Values. JOM 73, 54–62 (2021). https://doi.org/10.1007/s11837-020-04409-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-020-04409-9