
Abstract
The aim of this paper is to briefly analyze different methodologies for development of novel materials systems and coatings for use in extreme environments, with a focus on high-temperature applications in aerospace and aeronautics. The approach is based on a comparative analysis of selected major thermal stability properties of different material systems (mainly transition-metal oxides and carbides) used in thermal protection systems and how different existing coating methods can be used as best available technologies to implement these new materials in high-temperature coatings. Finally, an original example of high-temperature coatings based on barium and lanthanum zirconates with perovskite structure obtained by electron beam vapor deposition is presented.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Many modern technologies require special structures and properties to enable their safe operation in harsh conditions such as extreme high/low temperatures, high thermal shock, high pressures and mechanical stresses, radiation or corrosion. Generally, one or more of these environmental stresses act together. Use of specially designed materials for such extreme conditions is essential for safe utilization in the transport (e.g., engine components and high-friction parts), energy (components used for energy conversion, transport, and storage, including chemical or nuclear reactions), and manufacturing (e.g., cutting tools, dies and molds, welding tools, high-temperature nozzles, etc.) fields.1,2
Development of new materials and innovative processes for synthesis and processing of such systems is therefore a major research direction for improving the thermomechanical properties of components and devices for applications in extreme environments. Material systems that can be used in a device with specified performance for a given application may vary, depending on the environment in which a particular task is to be fulfilled and being strongly limited by the restrictions and safety requirements imposed by harsh environments.
Radical improvements in the performance and reliability of coating materials for operation under extreme conditions would provide industry with a competitive edge in many high-value markets at acceptable cost. Progress made in atomistic and molecular simulation and modeling of physicochemical processes at the interfaces between materials systems and harsh environments has assisted development of new coatings with designed functionalities.2,3 Improvements in the reliability of materials for use in the space and energy sectors has a very strong economic impact in terms of avoiding serious problems produced by damage to a wide range of electricity transmission infrastructures, loss of satellites due to damaged electronics or increased orbital drag, etc.4,5,6,7,8 As an example of such a critical application, it is well known that aerospace vehicles are among the highest-performance machines ever built, because they must work for long periods of time in extreme operating conditions with periodic changes in humidity, a wide range of operating conditions from cryogenic to high temperatures, abrasive wear due to electrostatic deposition of powder particles, radiation at absorbed doses from 10−3 to 102 Gy, and low pressures from 104 to 10−12 Pa. Increasing the functional performance and endurance of aerospace parts, rocket engines, turbine blade systems, high-performance metallurgical installations, or energy systems requires the creation of new systems for integrated assessment and testing investigations.
Different strategies can be considered to reduce the effects of, and improve the resistance of materials systems and structures to, extreme conditions. The first step is to select chemically inert materials, dense materials to reduce the effect of radiation, new ceramics, or composites and alloys with improved thermal stability. The next step is to select and develop the best available manufacturing technology (additive manufacturing, and application of coatings and thin nanostructured layers with improved adhesion, reduced delamination, and increased resilience) to apply such new materials systems in specific applications.
A brief analysis of these two approaches is presented herein from the point of view of potential applications in high-temperature environments. As an original example, novel thin films based on multilayered barium zirconate and lanthanum zirconate obtained by a combined electron beam vapor deposition system (EBPVD) are finally presented.
Criteria for Selection of Materials Systems for Use in High-Temperature Applications
The range of materials that can be used in extreme environments is limited due to several critical requirements, mainly high melting point, chemical inertness, low thermal conductivity, and no phase transformations between room and operation temperature. When such material systems are to be used as coatings, additional requirements such as good adherence to the substrate, thermal expansion match with the metallic substrate, and low sintering rate of the porous microstructure must also be considered.
Ultrahigh-temperature ceramics (UHTCs) are a family of compounds that display a unique set of properties, including extremely high melting temperature (close to 3000°C), good chemical stability in oxidizing and corrosive environments, and high hardness and strength at high temperatures. UHTC materials are typically considered to comprise carbides, nitrides, and borides of transition metals, although new oxide systems are also being considered.9 They represent promising candidates for use in high-temperature applications as thermal protection systems (TPSs).
Table I presents an overview of some oxide materials that are currently applied in high-temperature coatings, against yttria-stabilized zirconia for reference. Table II presents some selected properties of ultrahigh-temperature ceramic carbides.
An important observation regarding materials selection for TPS applications is that an “ideal” material for extreme temperatures could be a combination of different oxide and nonoxide ceramics, thereby combining the high melting point and good mechanical properties of transition-metal carbides with the higher thermal stability and lower density of metallic oxides. The most economical and easily adaptable approach is based on development of novel strategies for surface engineering by obtaining multilayered coatings as functionally graded materials and thermal barrier coatings.
A critical comparison between the major ultrahigh-temperature ceramic materials is presented in Table III.
Best Available Technologies for Surface Engineering of High-Temperature Applications
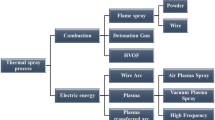
During the last century, surface engineering developed as one of the key technologies in materials science and engineering,13,14,15,16 with electrochemical deposition, sol–gel methods, gas-phase plasma processes, chemical vapor deposition (CVD), and physical vapor deposition being applied for deposition of metallic, ceramic, or composite materials as thermal protective coatings.17,18 The increasing demand for new functional coatings and thin films has provided a strong incentive for research aimed at not only understanding the fundamentals and technical aspects of film nucleation and growth, but also developing new deposition techniques which allow for better control of the deposition process.19 Table IV summarizes the application requirements and characteristics of thin-film deposition processes, with a comparison of the main thin-film processes, depending on features such as the substrate temperature, deposition rate, uniformity, film density, grain size, and level of impurities. Thermal evaporation is the most inexpensive process, but the resulting thickness uniformity and film density are very poor, and the impurity level is generally too high. The best approach must be selected depending on the quality required, including very good uniformity and film density at very low impurity level with affordable cost.
Thermal protection systems (TPSs) are the most effective means to protect structural components of spacecraft vehicles from damage caused by high-temperature and corrosive/erosive environments. In particular, the capability of ceramic TPS systems has become an important variable in the design and development of lifetime models for aerospace and aeronautics components that are subject to aggressive thermal, corrosive, and erosive environments.20
Among the various coating processes for producing reference yttria-doped zirconia TBCs, electron beam physical vapor deposition (EB-PVD) is widely used because it offers several advantages over other techniques, including high deposition rate, use of high-melting-point oxides, and excellent thermal shock resistance due to the columnar microstructure of the final coating. ZrO2-4 mol.%Y2O3 coating layers have been deposited by EB-PVD and plasma spray.21,22 At given temperature, the thermal conductivity of such coatings decreases with increasing porosity, depending on the process parameters (rotation speed of the substrate). Suspension plasma spraying (SPS) has been investigated as a potential manufacturing route for thermal barrier coatings. The SPS process makes it possible to directly feed nanoscale particles into the plasma plume, in contrast to the standard APS process in which powders with particle size up to 100 µm must be used.23 Conventional APS coatings have porosity below 15%, while the SPS process generates coatings with porosity of up to 40%.24 The high porosity levels in SPS coatings lead to a decrease of the thermal conductivity in the range of 0.7–1.25 W m−1 K−1.25
Electron beam physical vapor deposition, powder flame spraying, plasma thermal spray, and cold gas dynamic spray are coating techniques that are suitable for creating thermal barrier coatings, but they are expensive and impractical for small-scale production. Studies have also been carried out on the wet powder spray and sintering (WPS) method, which involves suspending the powdered coating material in a liquid solution to create a slurry mixture which is then sprayed directly onto a substrate surface using a pressurized spray gun. The WPS process can form coatings on surfaces with almost any geometry, with surface thickness between 5 µm and 100 µm.26
Various research approaches to modify and control the microstructure of UHTCs have been reported. Recent works have aimed to control the following material characteristics: grain size through additives and processing by field-assisted sintering, control of grain shape by addition of preceramic polymers and use of particle coatings (fluidized-bed CVD), ensuring the purity of grain boundaries by addition of preceramic polymers, use of fluidized-bed CVD processing, and self-propagating reactions, and control over oxide formation, including increasing the stability/emissivity of the oxide using additives and reducing the amount of expensive carbides required.27
Multilayered UHTC plasma-sprayed coatings containing mullite, YSZ, and ZrB2 are suitable for use as TPSs in the space industry. They can withstand extreme heat fluxes over many thermal cycles due to the introduction of lower-melting-point ceramics between two high-melting-point ceramics. At extreme temperature, the molten mullite penetrates into ZrB2 and YSZ to seal the cracks and voids, increasing the performance and durability of the overall system.28
Hafnium and hafnium–niobium protective coatings have been produced to increase the heat resistance of graphite components. Electrodeposition of Nb coatings on graphite with subsequent precise surface alloying of niobium with hafnium has been studied. Composites with a graphite matrix and coatings of Hf-Nb alloys, showing columnar structure and microhardness of 3200 kg mm−2 ± 250 kg mm−2, have been used to make units for operation for some period of time in an oxidizing atmosphere at temperature of up to 2000°C.29
Chemical vapor deposition (CVD) remains a widely used process for producing high-quality coatings with controlled thickness uniformity and low open porosity for various applications, and can be applied on selected areas, e.g., using a patterned substrate. This process can be enhanced by using thermal energy (thermally activated CVD) or plasma flux (plasma-activated CVD). These methods are particularly useful for fabrication of thin films of oxide materials.30 Deposition rates of up to 500 nm per hour have been achieved, leading to coatings several micrometers thick. Due to the low temperature of the substrate and controlled molecular-flow regime, the process is highly flexible, allowing incorporation of in situ high-vacuum characterization techniques and surface microstructuring using hard masks and lift-off methods.
One of the main challenges regarding formation of high-temperature oxide coatings remains the use of an optimal precursor with appropriate volatility while achieving a satisfactory deposition rate in high vacuum.
A large variety of thermal spray methods have been developed with a main application in deposition of thermal barrier coatings (TBC) with high and very high thickness. The challenges in this field are growing due to the need to meet demands for higher engine performance and efficiency, including new component materials as well as new turbine structural designs. The main applications envisaged are related to the development of coatings for increasing the performance and efficiency of engines and gas turbines working in high-temperature, corrosive, and erosive environments. Applications of ceramic-matrix composite (CMC) components31 have also been attempted and are continuously being investigated. TBCs normally have two layers: a ceramic topcoat comprising zirconia (ZrO2) “partially stabilized” with yttria (Y2O3) and a bond coat of alumina.
Arc plasma spraying (APS) and solution precursor plasma spray (SPPS) are two methods that are popularly used for creating thermal barrier coatings (TBCs). These processes are versatile and have been used to deposit TBCs for many years. APS is characterized by the high temperature of the plasma jet, which allows the melting of high-melting-point materials to yield an effective thermal spray process. APS coatings are characterized by a highly porous, flat and thin (lamellar) microstructure with the presence of minipores and cracks. It has been used, for example, for producing 8 wt.%Y2O3-ZrO2 and 25.5 wt.%CeO2–2.5Y2O3-ZrO2 coatings with controlled microstructure and properties.32
Different solution precursor plasma spraying (SPPS) methods have been developed, involving the flow of cationic precursors in aqueous and nonaqueous solutions to form an oxide coating.33 In the suspension plasma spray (SPS) method, the coating is obtained by feeding a particle suspension into a heated plasma jet; its main advantage is its ability to use particles with lower size, resulting in nanostructured coatings that exhibit improved performance.
Electron-beam physical vapor deposition (EBPVD) is another method that has been proposed to overcome some problems associated with thermal spraying, CVD, and other PVD methods.34 The main advantage of the EBPVD process is its ability to directly melt and evaporate practically any type of solid material in the form of metal ingots or ceramic/composite targets using highly focused high-energy electron beams generated using electron guns consisting of a tungsten filament. The EBPVD process takes place in a high-vacuum chamber, ensuring a relatively high deposition rate of up to 150 nm/min with an evaporation rate of approximately 10–15 kg/h.35 The thermal losses during heating and evaporation of the coating material from the crucible are very low due to the application of a focused beam on the surface. The composition and microstructure of the coatings can be easily controlled, as well as avoiding contamination due to the very high vacuum used. The adhesion of the coating can be controlled by controlled heating of the substrate during deposition. The combined merits of this process enable denser coatings to be achieved. The EBPVD process has been successfully used for selective deposition of multilayered films based on refractory metals, oxides, carbides, nitrides, etc. for parts to be used in extreme conditions. A specific aspect of EBPVD coatings is related to their columnar microstructure, which determines the behavior of the coating during its service life. EBPVD is often preferred over APS because it offers a higher growth rate and columnar coatings with longer lifetime. However, the drawback of EBPVD is its cost-intensive nature and that it leaves areas of the surface uncoated if they are not directly approachable.36
In the final example presented herein, new highly thermally stable barium zirconate (BZ), lanthanum zirconate (LZ), and BZ/LZ multiple thin films were successfully deposited with controlled thickness of around 200 nm each on silicon, stainless steel, and NIMONIC superalloys using a custom-designed combinatorial EBPVD system equipped with four independent e-guns, each having a carrousel of four crucibles around, allowing deposition of up to 16 components (Fig. 1).

EBPVD system with multiple e-gun sources for combinatorial coatings
The thin-film structure was investigated using a high-performance low-angle x-ray diffractometer, while the morphology of the samples was analyzed by high-resolution field-emission scanning electron microscopy (HR-SEM).
The XRD spectra shown in Fig. 2 allow the identification of the presence of Ni (ICDD 04-019-2676) with cubic symmetry corresponding to the susbtrate, and BaZrO3 (ICDD 04-017-4972) with cubic symmetry and La2Zr2O7 (ICDD 04-020-7289) with cubic symmetry corresponding to the coating.

DRX pattern of double BZ/LZ thin films on NIMONIC
Thin films with uniform thickness of around 370 nm were obtained (SEM image in Fig. 3a). Chemical and morphological characterization showed that the BZ film on the Ni-based superalloy exhibited dendritic structures that can probably be attributed to the difference in thermal expansion coefficients between the BZ and substrate. In the case of (LZ) thin films on metallic substrates, no obvious grain structure was observed, whereas surfaces with homogeneous grain structure were obtained for double BZ/LZ thin films on NIMONIC substrate (Fig. 3b).36

SEM image of BZ/LZ thin film on Ni-based super-alloy in cross section (a) and on coated surface (b)
Cathodic arc deposition is another alternative method for generating a high-velocity jet of the vaporized cathode material by applying a high-current low-voltage arc onto the surface of a target material.37
As an emerging technology, high-power pulsed magnetron sputtering (HPPMS) has attracted great attention. In this process, the power is applied in pulsed mode, e.g., with duty cycle <10% at frequency <10 kHz, resulting in a power density of up to several kW/cm−2, which leads to generation of an ultradense plasma with a high degree of ionization of the sputtered atoms and off-normal transport of the ionized species with respect to the target. These characteristics improve the properties of the coating, e.g., enabling formation of dense and smooth coatings on complex-shaped substrates with flexible control over tailored properties, and thereby optimize elemental and compound films.38
Conclusion
Development of thermal protective systems for use in high-temperature conditions requires selection of materials with controlled thermal stability and mechanical properties. A limited number of materials are available for use in such high-temperature applications, generally comprising ultrahigh-temperature ceramics, including both oxide and nonoxide materials. Generally, carbides possess higher melting temperature and enhanced mechanical properties, while oxides exhibit better thermal stability and lower density.
For economical utilization of such materials, multilayer coatings are the best choice, taking advantage of the beneficial properties of each material.
Surface functionalization and multilayered coatings with controlled composition and microstructure have been demonstrated to be highly efficient strategies for parts for use in extreme environments. Plasma spraying technologies and electron beam deposition can be considered to represent the best available technologies for obtaining high-temperature-resistant coatings.
The potential of a combinatorial EBPVD process for obtaining thin films based on zirconates with high thermal stability was finally presented.
References
P. French, G. Krijnen, and F. Roozeboom, Microsyst. Nanoeng. 2, 16048 (2016).
R.J. Hemley, Off. Basic Energy Sci. (2008). https://doi.org/10.2172/935440.
N. Simos, Composite Materials/Book 2 (Delft: InTECH Open Publisher, 2011).
E.J. Oughton, A. Skelton, R.B. Horne, A.W.P. Thomson, and C.T. Gaunt, Space Weather 15, 65 (2017).
M.H. Hapgood, R.B. Kerridge, D. Jones, B. Cannon, P. Ryden, K. Gibbs, M. Jackson, D. Rodger, A. Thomson, A. Dyer, and C. Cander, Summary of Space Weather Worst-case Environments (Didcot: RAL Technical Report, Science and Technology Facilities Council, 2012).
Space Studies Board, A Workshop Report (Washington: National Academies Press, 2009).
C.J. Schrijver, K. Kauristie, A.D. Aylward, C.M. Denardini, S.E. Gibson, and A. Glover, Adv. Space Res. 55, 2745 (2015).
J.P. Eastwood, E. Biffis, M.A. Hapgood, L. Green, M.M. Bisi, R.D. Bentley, R. Wicks, L.A. McKinnell, M. Gibbs, and C. Burnett, Risk Anal. 37, 206 (2017).
J. Binner, B. Lee, Ultra-High Temperature Ceramics: Materials for Extreme Environment Applications (IV-An ECI Conference Series Cumberland Lodge, Windsor, 2017).
X.Q. Cao, R. Vassen, and D. Stoever, J. Eur. Ceram. Soc. 24, 1 (2014).
E.L. Corral, Adv. Mater. Process. 166, 30 (2008).
W.G. Fahrenholtz, J. Binner, and J. Zhou, J. Mater. Res. 31, 2757 (2016).
R.V. Dennis, J.L. Andrews, V.S. Patil, and S. Banerjee, Mater. Res. Express 2, 032001 (2015).
W. Gissler and H.A. Jehn, Advanced Techniques for Surface Engineering (New York: Springer, 1992).
A. Tiwari, R. Wang, and B. Wei, Advanced Surface Engineering Materials (Beverly, MA: Scrivener Publishing LLC, 2016).
D.K. Dwoivedi, Surface Engineering (New York: Springer, 2018).
A. Eder, G. Schmid, H. Mahr, and C. Eisenmenger-Sittner, Eur. Phys. J. D 70, 247 (2016).
K. Sarakinos, J. Alami, and S. Konstantinidis, Surf. Coat. Technol. 204, 1661 (2010).
P.M. Martin, Handbook of Deposition Technologies for Films and Coatings, 3rd ed. (Amsterdam: Elsevier, 2010).
Y. Kuzminykh, A. Dabirian, M. Reinke, and P. Hoffmann, Surf. Coat. Technol. 230, 13 (2013).
J.T.D. Marcin and D.K. Gupta, Surf. Coat. Technol. 68–69, 1 (1994).
P.C. Patnaik, X. Huang, J. Singh, Meeting Proceedings RTO-MP-AVT-135 (Paper 38, 2006)
J.D. Rigney, A.F. Maricocchi, B.R.Tholke, K.S. Fessenden, J.D. Evans, Method for forming a thermal barrier coating by electron beam physical vapor deposition, US Patent No. 6,342,278B1 (2002)
H. Kassner, R. Siegert, D. Hathiramani, R. Vassen, and D. Stoever, J. Thermal Spray Technol. 17, 115 (2007).
P. Fauchais, V. Rat, J.-F. Coudert, R.E. Salas, and G. Montavon, Surf. Coat. Technol. 202, 4309 (2008).
B. Bernard, A. Quet, L. Bianchi, A. Joulia, A. Malie, V. Schick, and B. Remy, Surf. Coat. Technol. 318, 122 (2017).
S.-Y. Ho, A. Kotousov, P. Nguyen, S. Harding, J. Codrington, and H. Tsukamoto, Report No 064043 (Adelaide: University of Adelaide, 2017).
S.M. Johnson, 16th AIAA/DLR/DGLR International Space Planes & Hypersonic Systems & Technologies Conference (Bremen, 2009)
R. Darolia, Int. Mater. Rev. 58, 315 (2013).
M.F. Morks, I. Cole, and A. Kobayashi, Vacuum 88, 134 (2013).
S.A. Kuznetsov, Chem. Pap. 66, 511 (2012).
A. Ganvir, N. Curry, S. Govindarajan, and N. Markocsan, Int. J. Appl. Ceram. Technol. 13, 324 (2016).
E.H. Jordan, C. Jiang, and M. Gell, Thermal Spray Technol. 24, 1153 (2015).
M. Urbina, A. Rinaldi, S. Cuesta-Lopez, A. Sobetkii, A.E. Slobozeanu, P. Szakalos, Y. Qin, M. Prakasam, and R.R. Piticescu, Manuf. Rev. 5, 9 (2018). https://doi.org/10.1051/mfreview/2018006.
B.A. Movchan and K.Y. Yakovchuk, J. Coat. Sci. Technol. 1, 96 (2014).
A. Sobetkii, A.I. Tudor, C.F. Rusti, R.R. Piticescu, A. Rinaldi, D. Valerini, Proceedings 18th EEEI Conference (Palermo, 2018)
D.M. Sanders, A. Anders, The 27th International Conference on Metallurgical Coatings and Thin Films-ICMCTF2000 (San Diego, 2000), p. 110–114
R. Prabu, S. Ramesh, M. Savitha, M. Balachandar, Proceedings of the International Conference on Sustainable Manufacturing, p. 427 (2013)
Acknowledgements
Financial support from H2020 Grant Agreement TWINNING 692216 “The Virtual Center for Sustainable Development of Advanced Materials Operating under Extreme Conditions” (SUPERMAT) and COST Action 15102 “Solutions for Critical Raw Materials under Extreme Conditions” is acknowledged. R.R.P. and A.S. also acknowledge financial support from the grant of the Romanian Ministry of Research and Innovation, RDI Program for Space Technology and Advanced Research - STAR, project number 528 (Androtech) and Core Program 1807/2018 Emernef with support from MCI.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Piticescu, R.R., Urbina, M., Rinaldi, A. et al. Development of Novel Material Systems and Coatings for Extreme Environments: A Brief Overview. JOM 71, 683–690 (2019). https://doi.org/10.1007/s11837-018-3273-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-018-3273-6