
Abstract
Thermally-sprayed tungsten carbide (WC)-based cermet coatings have been widely used for a large variety of wear resistance applications. More recently, these coatings are being used as an alternative to hard chrome plating, especially in the aerospace and automotive industries. Utilizing the automated spray systems and the commercial availability of spray grade powders with different compositions, the WC-based cermet coatings that are conventionally used for wear protection are now being extended for simultaneous corrosion protection. Therefore, the corrosion behavior of various WC-based cermet coatings as a function of matrix composition, feedstock type and deposition technique exposed to a variety of corrosion mediums has been critically reviewed. The corrosion mechanisms of WC-based cermet coatings studied using various analytical tools have also been comprehensively discussed. The interrelationship between the microstructural integrity and the corrosion behavior has been critically assessed. Further, the influence of pre- and post-treatments to improve the overall corrosion resistance of the coatings has also been highlighted.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
In-service degradation of engineering components, especially working under relatively harsh wear and corrosion prone environments, typically drives the development of tailored alloy chemistry to meet the functional requirements of applications pertaining to the petrochemical, chemical, energy, automotive and aviation industries. However, the overall cost of new alloy development together with the need for complex manufacturing routes often restricts the utility of such advanced materials. Alternatively, deposition of coatings with such an advanced material composition on components made from conventional alloys is an interesting approach that the present day industry relies heavily upon. Accordingly, to cater for such needs, several coating deposition techniques have been developed. Thermal spray, with its special ability to deposit a large spectrum of coatings with diverse material chemistries including metals, alloys, ceramics and cermets has today become a well-accepted technology by industry.1,2,3
Tunsten carbide (WC)-cobalt (Co) cermet coatings deposited by thermal spray techniques have been widely used in abrasion and erosion wear-resistant applications and as a replacement for hard chromium coatings in the aerospace and automobile industries.4,5,6,7,8,9,10,11,12,13,14 Various industrial components coated with WC-based cermet coatings by high velocity thermal spray techniques, namely detonation spray coating (DSC) and high-velocity oxy-fuel spray (HVOF) are shown in Fig. 1a, b, c, and d. These coatings are mostly deposited by DSC and HVOF rather than the atmospheric plasma spray (APS) technique, because the HVOF and DSC processes involve relatively higher particle velocities and optimum flame temperatures, contributing to the formation of dense coatings.15,16,17 Interestingly, the Co, despite being the most popular binder (matrix) phase commonly employed in WC-based cermet coatings, cannot contribute to any enhancement in the overall corrosion resistance.18 Therefore, as an alternative approach, tailoring the chemistry of the matrix phase by partial or complete replacement of Co by Ni, Cr and Ni-Cr alloys resulted in enhanced corrosion and oxidation resistance of WC-based cermet coatings, more importantly without affecting the tribological properties.18,19,20,21,22 In addition, a good number of studies have been devoted to WC-based cermet coatings with the addition of CrC or TiC.23,24,25 Continued efforts have been made in recent years to increase the quality of thermal spray grade WC-based cermet powders for achieving the best possible combination of wear and corrosion resistance.26 Accordingly, WC cermet powders with Ni-based superalloy matrix composition with superior wear and corrosion properties have been developed for deposition of coatings.26

(Open access Ref. 12)
Detonation-sprayed WC-Co coatings deposited on (a) thrust-bearing sleeves, (b) hydro-turbine guide vanes, (c) LPC III blade module for aircraft and (d) HVOF-sprayed 0.6-m-long nose landing gear cylinder.
It is to be noted that the microstructure of WC-based cermet coating is unique as compared to any other thermally sprayed coating, wherein its microstructure is significantly influenced by the spray parameters and feedstock characteristics (due to decomposition of the WC phase) that eventually influences the corrosion behavior. Therefore, adequate attention is drawn in this article with regard to the decarburization mechanisms. Furthermore, because a variety of newer feedstock compositions, such as WC-NiCr, WC-NiMoCr, WC-CrC-Ni, and WC-(W,Cr)2C-Ni, manufactured through different routes are commercially available and the resulting coating properties and performances have been evaluated by different researchers, the coating properties are compared with the WC-Co, WC-Ni and WC-Co-Cr coatings for developing a comprehensive understanding. In addition to the general corrosion behavior and corresponding damage mechanisms, the high-temperature corrosion and thermal fatigue behavior of various WC-based advanced cermet coatings have also been briefly presented and are discussed on a relativistic scale. Furthermore, recent trends in employing several pre- and post-treatments for WC-based cermet coatings aimed at enhancing the corrosion protection are also briefly discussed. A great deal of research has been reported on understanding the erosion–corrosion behavior of thermally sprayed WC-based coatings as suitable candidates for various industrial components experiencing harsh working environments. However, the erosion–corrosion behaviour was not considered within the scope of present article.27 With such an exhaustive scope of this article and critical analysis of results presented by various researchers, a comprehensive understanding about various scientific aspects has been presented and the critical gaps identified and utilized to portray the future research directions in this field.
Thermal Spray in a Nut Shell
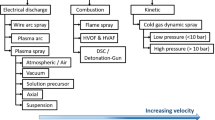
Thermal spray coatings are being extensively employed to protect components from wear, corrosion, high-temperature oxidation, fatigue and combinations thereof. The surface-engineered components are used in automotive, aerospace, power and marine applications.1,2,28 The thermal spray process involves accelerating the molten or semi-molten feedstock (initial feedstock in the form of powder, wires or rods) towards the target (substrate) where it impacts to form a dense coating. Further, several thermal spray techniques have been developed by means of varying the feedstock heating source and acceleration levels. The range of temperature and velocities involved in various thermal spray processes are provided elsewhere.1,24,25 Based on the temperature and velocities developed in the various thermal spray processes, it is possible to select a suitable technique for depositing metals, alloys, ceramics and cermets. The process fundamentals are entirely different in each thermal spray variant, and the relevant details can be found in the literature.1,2,28,29
A typical thermal spray coating consists of a layered structure (splats formed one over another) with porosity, oxide inclusions and inter-splat boundaries.1,2,28,29 Therefore, optimization of the process parameters is crucial for the development of thick, dense and homogeneous coatings with the required metallurgical phase combination. In addition, the melting point, hardness, thermal conductivity of the substrate and coating material influence the interface bonding, porosity and layered structure. The deformation of particles and substrate upon particle impact depends on their relative hardness followed by the degree of particle melting. Free oxygen availability in the process significantly influences the final coating structure, and therefore the oxygen-deficient environment is ideal for the deposition of reactive material coatings. Furthermore, the final microstructure of a thermal spray coating depends on the gas mixture composition responsible for the heating and acceleration of the particles, feedstock size, feedstock composition and stand-off distance between the gun edge and the component.16,17,30,31 The physico-chemical–thermal interactions experienced by the WC-based cermet particles resulting in the formation of a typical microstructure and associated phase formation are discussed separately in the following section.
WC Phase Decomposition and Typical Microstructure of WC-Co Coatings
The microstructure and phase constituents of thermal spray WC-Co coatings appear to significantly influence the wear and corrosion behavior. Although the thermally sprayed WC-Co coating microstructure is identical to that of any other coating, having a layered structure, splat boundaries and isolated porosity, the distinctive feature is the decomposition of the WC phase during the coating formation. This behavior is commonly observed among the coatings deposited by any thermal spray variant, namely APS, HVOF and DSC. However, the extent of decomposition strongly depends on the deposition technique due to the inherent variation in thermal and kinetic energies associated with each of the processes. For example, the plasma spray deposition process involves high thermal energy and low kinetic energy, resulting in excessive WC phase decomposition compared with coatings deposited by the HVOF or DSC techniques. Hence, WC-based coatings are more widely deposited using HVOF and DSC than using the APS technique. Optimization of the process parameters in HVOF and DSC techniques is a key factor in controlling the WC decomposition in the final coating. Furthermore, the extent of decomposition is also found to vary significantly with the manufacturing route adopted for the initial feedstock powder. Accordingly, sintered and crushed powders exhibit less decomposition of WC than agglomerated and sintered powders.32 Such a behavior is attributed to the dense structure in the sintered and crushed powder compared with agglomerated and sintered powders. Further, the WC cuboid size in the initial feedstock also influences the extent of WC decomposition. For example, the extent of WC decomposition is greater for the WC phase in the nano- and submicron-size ranges than when it is in micron size, due to larger surface area of the nano-WC particles. The decomposition WC phase has been studied in detail, and Vinayo et al.33 reported the oxidation of WC in the plasma spray process as follows:
Further modification to the reaction sequence was carried out by Fincke et al.,34 who proposed that the carbon diffuses from the WC into the metallic matrix and concurrently Co diffuses from the matrix into the carbide and promotes the formation of η phases as well as oxidation of C in the presence of oxygen as per the following reaction mechanisms:
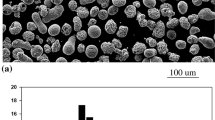
The WC-Co powder particles are heated as they travel through the flame resulting in melting of the Co matrix of the powder.15,16,17,35,36 Subsequently, the WC cuboid starts to dissolve in the liquid Co phase. At the same time, carbon rapidly diffuses into the Co liquid and eventually gasifies at the particle’s surface through an oxidation reaction. Finally, quenching of the particle upon impact with the substrate results in the formation of an amorphous/nano-binder phase. The quantitative fraction of the W2C and W phases depend on the extent of WC decomposition as experienced by the WC-Co particles.36 For example, the SEM images of WC-12Co coatings deposited at different oxy-fuel ratios by the DSC technique are shown in Fig. 2a, b, c, and d. Larger degrees of WC decomposition are noticed in the coatings deposited at a higher oxy-fuel ratio than in the coatings deposited at a lower oxy-fuel ratio. The final coating structure in general consists of relatively lower volume fractions of the WC phase and the carbon content as compared to the initial powder, along with the additional phases such as W2C, W and the Co(W,C). Due to the presence of incoherent splat boundaries and the porosity in the WC-Co coatings, the average hardness and elastic modulus of the coatings is always significantly lower than the bulk WC-Co cermets of the same composition and identical WC cuboid size.37

(Reprinted with permission from Ref. 17)
BSE SEM images of WC-Co coating cross-sections deposited by detonation spray technique at an oxy-fuel ratio of (a) 1.16 and (b) 2.0; (c, d) high-magnification SEM images of (b).
Corrosion Behavior of WC-Based Cermet Coatings
As mentioned earlier, WC-based cermet coatings are now being used in corrosion as well as the wear-resistant applications. To merit such an approach, the corrosion behavior of various WC-based coatings deposited by thermal spray techniques, as evaluated through different test methods, namely the potentio-dynamic polarization (PDP), electrochemical impedance spectroscopy (EIS) and salt spray, are highlighted in the following sections.
WC-Co, WC-Ni and WC-Co-Cr Coatings
In WC-based cermet coatings, Co is the most widely used binder matrix. The corrosion behavior of WC-Co coatings as a function of thermal spray technique, spray parameters and feedstock composition has been well reported. It is noteworthy to highlight that the coatings obtained in optimum spraying conditions with low porosity and good inter-splat bonding exhibit better corrosion resistance irrespective of the coating deposition technique.38 However, remarkably improved corrosion resistance was noticed in the HVOF- and DSC-deposited WC-Co coatings than that of APS coatings. Further, the corrosion resistance of WC-Co coatings deposited by the recently developed low-power plasma torch is comparable to HVOF and DSC WC-Co coatings, which is understandable in view of reduced thermal input and concurrently reduced WC decomposition compared with the conventional APS technique.39 In general, a WC-12 wt.% Co coating with WC cuboid in micron size is regularly deposited on various industrial components.
Although the Co matrix-based cermet coatings have demonstrated superior wear resistance, Cobalt’s vulnerable nature to corrosion substantially limit their usage in marine, power and petrochemical applications. For example, corrosion resistance decreased with increased Co content in WC-Co cermet coatings, as can be observed from open circuit potential (OCP) and PDP test data shown in Tables I and II. Furthermore, the corrosion resistance of WC-X (X = 10–25) wt.% Co coatings decreases rapidly (2–3 orders of magnitude increase in current density − 10−6 A/cm2 to 10−3 A/cm2) with the rise in temperature from ~ 20 to 100°C and with the aggressive nature of the corrosion medium (hydrochloric acid, sulfuric acid and the addition of 1000 ppm NaHCO3 to 3.5 wt.% NaCl) was clearly noticed from earlier studies as compared to 3.5 wt.% NaCl corrosion medium, as can be seen from the data provided in Tables I and II.4,22,38,40,41,42,43,44,45,46,47,48,49,50,51 Therefore, the employment of an alternative noble matrix such as nickel with comparable wear resistance has been considered.52 Furthermore, referring to Table I, WC-Ni coatings exhibited better corrosion resistance in terms of higher OCP than that of WC-Co with almost identical wear properties, which is attributed to the presence of relatively nobler Ni in the coating.
Another recently popular WC-based coating composition widely used for both wear and corrosion resistance applications has been WC-10Co-4Cr. The corrosion resistance of WC-10Co-4Cr coatings is generally superior to WC-Co and WC-Ni coatings due to the presence of Cr, which assists the formation of a beneficial tenacious oxide layer. It is obvious from the data provided in Table II that the WC-Co-Cr coating exhibits better corrosion resistance than the WC-Co and WC-Ni coatings. Furthermore, employing the optimized set of spray parameters also enhances the corrosion resistance as clearly reported in the case WC-Co-Cr coating.38 WC-10Co-4Cr coatings are also being employed as a safer alternative to hazardous hard chrome plating. Accordingly, the salt spray/fog testing of WC-Co coatings demonstrated the considerably improved corrosion resistance over conventional and accelerated hard chrome plating. Furthermore, the salt spray performance of the WC-Co-Cr coating is superior to that of WC-Co and WC-Ni coating, the Cr2O3 layer being formed in the case of WC-Co-Cr assisting in withstanding 1000 h of salt spray exposure.13 Macroscopic images of the bare substrate, hard chrome, WC-17Co and WC-10Co-4Cr coatings after exposure to salt spray are shown in Fig. 3a, b, c, and d. It is clear that the hard chrome and WC-17Co coatings did not adequately protect the substrate in the salt spray environment, as the corrosion products appear on almost the entire substrate surface while no visible sign of corrosion was noticed on the WC-10Co-4Cr-coated surface.13,53

WC-Cr-Ni and WC-NiMoCr Coatings
The other thermally sprayed WC-based coating (WC-(W,Cr)2C-Ni) commercially available as WC-CrC-Ni, WC-Cr3C2-Ni, WC-CrNi and WC-27CrNi with 18–21 wt.% Cr and 7 wt.% Ni (replacing the Co matrix) exhibited substantially better corrosion resistance in alkaline electrolytes and oxidation resistance up to 750°C. Otherwise, the maximum operation temperature of only 550°C for WC-Co coatings should be noted.23,54 In addition, many of these cermet powders have two hard phases, namely WC and (W,Cr)2C, unlike the previously discussed WC-based cermets having a single hard phase embedded in a metallic binder phase. The notable advantage of WC-(W,Cr)2C-Ni coatings is the excellent combination of corrosion and wear resistances. Therefore, it has the potential to fill the gap between the high-wear-resistant WC-Co coating and the high-corrosion-resistant Cr3C2-NiCr coating for meeting the demands for many industrial applications.55 Furthermore, the WC-Co-Cr and WC-CrC-Ni coatings exhibited better corrosion resistance than the WC-Co and WC-Ni coatings. However, the best corrosion resistance in 5% NaCl was exhibited by the WC-NiMoCr coatings.23,26 The outstanding performance of WC-CrC-Ni and WC-NiMoCr coatings with wear resistance comparable to WC-Co coatings indicate that these coatings have the potential to be used in paper mills, hydraulic cylinders in marine environments and water turbines.56
Relative Corrosion Resistance of WC-Cermet Coatings
The corrosion behavior of various WC-based cermet coatings has been studied comparatively and is well documented.53,54,55,56,57,58,59,60,61,62,63,64 Figure 4a and b illustrates the consistently superior corrosion resistance of WC-Co-Cr coatings over WC-Co and WC-Ni coatings in two different corrosion media, namely 5 wt.% NaCl and 5 wt.% H2SO4 solutions. Furthermore, WC/CrC-Ni coatings have also been found to exhibit lower corrosion resistance than WC-Co-Cr coatings due to the absence of free Cr as well as the low total Cr content, which is critical for the formation of impervious Cr2O3 film. It is to be noted that the tendency to form a protective Cr2O3 film is higher for free Cr than a combined Cr (CrC) phase.18,57 Furthermore, the region I in Fig. 4b corresponds to the general corrosion (anodic reaction) due to the dissolution of the binder matrix, while region II corresponds to the trans-passive behavior observed at the potential higher than 400 mV due to the oxidation of the WC phase.57 The corrosion behavior of detonation-sprayed WC-Co and WC-(W,Cr)2C-Ni coatings in 3.5 wt.% NaCl solution demonstrates the approximately 8 times better corrosion resistance of WC-(W,Cr)2C-Ni coating compared with WC-12Co coating due to the presence of Ni and Cr and its associated phases in the WC-(W,Cr)2C-Ni coating, as clearly shown in Fig. 4c.22

Comparative potentiodynamic polarization behavior of various WC-based cermet coatings in (a) 5 wt.% NaCl, (b) 5 wt.% H2SO4, (c) and (d) 3.5 wt.% NaCl solutions. Regions I and II in (b) indicate the potentials < 400 mV and > 400 mV, respectively; upward and downward arrows indicate the forward and reverse scans, respectively, in (c); NC nanocrystalline, MC multidimensional in (d).
Nano- and Multi-dimensional WC-Based Coatings
Nano-structured feedstock, i.e., WC carbide particles in the nano-range and submicron range has been of recent interest to further enhance the properties of WC-Co coatings. The increase in the corrosion resistance of nano-WC-Co coating as compared to conventional WC-Co coating depends on the feedstock morphology and processing parameters. Accordingly, the superior corrosion properties of nano-WC-Co coatings as compared to conventional WC-Co coatings have been reported in the literature. Guilemany et al.65 observed the superior corrosion resistance of WC-Co coatings with nano-WC particles as compared to micron-sized WC particles in the Co matrix, while this behavior was attributed to the increased WC surface area and dense microstructure with decreased WC particle size. However, they have not investigated the extent of WC decomposition which is predominantly more in nano-WC-Co coatings than in the conventional WC-Co coatings leading to the formation of mixed carbide (η) phases which are more corrosion-resistant than the pure Co matrix.66 It is worth noting that the η phases might be advantageous for protection against corrosion but appear to be detrimental to the wear resistance. The multi-dimensional WC-Co-Cr coating (having WC particle sizes of nano, sub-micron and micron sizes) deposited by HVOF exhibited significantly improved density and therefore resulted in superior electrochemical properties as compared to the conventional and nano-WC-Co-Cr coatings (Fig. 4d).48 However, a given coating performing better or worse than another coating on a relative scale can be scientifically explained only if the corresponding corrosion mechanisms are clearly understood. Therefore, the mechanistic aspects of corrosion are dealt separately in the following section.
Specific Corrosion Mechanisms
The corrosion behavior of WC-based cermet coatings has been evaluated in a large variety of corrosion media using different electrochemical tests, molten baths and salt spray methods.45,50,58,67,68,69 In general, it is largely agreed that, in a NaCl medium, the corrosion damage occurs mainly due to (1) dissolution of the Co matrix, (2) eventual release of WC cuboids due to the loss of surrounding matrix support69 and (3) the galvanic effect between the WC cuboid and the Co matrix interface. Recently, based on a detailed analysis of WC-Co coatings, it has been proposed that the simultaneous dissolution of the WC phase along with surrounding Co matrix leads to eventual loss of the WC cuboid.69 The corrosion mechanisms of WC-Co coatings as discussed are schematically shown in Fig. 5a. In addition, as also mentioned before, the mixed Co phases (the CoxWyC phase is generally termed as the η phase) formed during coating deposition exhibit better corrosion resistance than the pure Co phase.47 In the case of WC-Co-Cr coatings, the detailed corrosion mechanism proposed by Souza and Neville.69 illustrates the parallel and sequential reactions at different locations on the coating surface. The generalized corrosion mechanism for WC-(W,Cr)2C-Ni coatings was schematically illustrated in Fig. 5b. The corrosion of WC-Co-Cr coatings involves the dissolution and oxidation of Co and W, the oxidation of Cr assisting the formation of a thin layer on the coating surface. In the WC-Co-Cr coating, a thin Cr2O3 layer forms immediately on the surface of the coating after immersion, suppresses the dissolution of the WC and Co in the aqueous solution. In contrast, it has been reported that the thin Cr2O3 layer does not in practice cover the entire coating surface, but is mostly a porous Cr2O3 layer formed as islands. In the regions where the Cr2O3 layer is not formed, selective corrosion attacks can be found at the hard phase–matrix interface via pitting. Subsequent exposure of the coating leads to the formation of severe pitting which then eventually turns to crevice corrosion. The reactions that take place when the WC-Co-Cr coatings are immersed in sea water are summarized by Souza and Neville.60,69

Schematic illustration of corrosion degradation mechanisms for (a) WC-Co and (b) WC-(W,Cr)2C-Ni coatings in 3.5 wt.% NaCl medium
The in situ atomic force microscopy technique employed to determine the corrosion mechanism of WC-Co and WC-Co-Cr coatings in artificial seawater is in clear support of the simple dissolution mechanism in the case of WC-Co and the pitting at the interface in the case of WC-Co-Cr coatings.59 Accordingly, the SEM images of the coating surfaces after corrosion tests are shown in Fig. 6a, b, c, and d.59,60 In the WC-Co coatings (Fig. 6a), the dissolution of the Co matrix and removal of WC as well as the free standing of WC cuboids are evident. On the other hand, the SEM images of the WC-Co-Cr coating after corrosion tests (Fig. 6b) clearly depict the localized corrosion at Co-rich regions while the corrosion attack is not noticed at regions where W and Cr are present in the Co matrix. Furthermore, in the case of WC-CrNi coatings (Fig. 6c), the WC phase was embedded in the dense Ni-Cr matrix. The corrosion is noticed in the regions adjacent to the inter-splat stringers and also at coating defects, i.e., porosity in the WC-CrNi coatings. However, no dissolution is evident inside the splats due to the presence of the WC, Ni-Cr and (W,Cr)2C phases. In the WC/CrC-CoCr coatings, the corrosion attack was severe at the carbide–matrix interface and eventually caused the extensive removal of the hard phase, as clearly depicted in Fig. 6d. Furthermore, pitting at few regions were also observed in the case of the WC/CrC-CoCr coating due to the presence of susceptible Co content as well as lower free Cr content. The results presented and discussed so far clearly strengthen the argument that the presence of both Ni and Cr in the matrix further improves the corrosion resistance of WC coatings owing to the relatively nobler nature of Ni and Cr than Co, as postulated earlier in this article. However, detailed corrosion mechanisms, as discussed in the case of WC-Co and WC-Co-Cr coatings, are yet to be investigated in the case of WC-(W,Cr)2C-Ni- and WC-NiMoCr-based coatings and which are expected to pave the way for future R&D directions, such that these coatings can be translated into industrial applications.

High-Temperature Corrosion and Thermal Fatigue Resistance
Tool steels used as casting dies, and also in manufacturing processes of Al extrusions, suffer from wear and the formation of unfavorable inter-metallic layers on the component surface, thereby accelerating the liquid metal erosion and thermal fatigue, resulting in degraded casting quality. Tool steels coated with WC-17Co exhibited resistance to the infiltration of molten aluminum after 24 h of immersion, and the infiltration depth was limited to only 15% of the total coating thickness. Moreover, the thick WC-Co coating suppressed the formation of Fe-Al inter-metallic layers at the substrate–coating interface which otherwise could be clearly noticed in the case of an uncoated substrate.70 WC-based coatings are also the candidate materials for improving the thermal fatigue resistance of metallic substrates that are subjected to thermal cycles during their service.70 In the absence of any coating, plain carbon steel exhibits the formation FeO, Fe2O3 and Fe2O3 oxide layers with an average total layer thickness of 25 µm being seen after 120 h of thermal cycling at 520°C in air, as shown in Fig. 7a. Subsequently, due to the differential coefficient of thermal expansion, the oxide layer breaks down and accelerates the further oxidation, as shown in Fig. 7a. In contrast, in the WC-17Co-coated substrate, the coating is intact with the substrate and free of cracks as shown in Fig. 7b. In addition, the formation of a thin hydrate oxide (WO3·H2O) can be seen on the coating surface after thermal cycling tests, resulting in the surface color changing from gray to green. The weight gain of the substrate due to oxidation during thermal cycling is more than an order of magnitude higher than the coated substrate’s weight gain, as shown in Fig. 7c. Overall, the WC-Co coating retained the integrity and withstood the thermal stresses generated during thermal cycling, and protected the steel substrate. A detailed study investigating the thermal fatigue behavior of WC-17Co coatings exposed up to 120 cycles indicated that neither spallation nor cracking demonstrate their functional capability.71 A study by Singh et al. on the composite Cr3C2-25(NiCr)/(WC-Co) coating deposited on ASTM SA 213-T22 boiler steel demonstrated superior erosion and corrosion resistances to Na2SO4-82%Fe2(SO4)3 molten salt medium, as well as high-temperature oxidation resistance in air at 700°C.72 The formation of stable oxides such as Cr2O3, NiCr2O4 dense spinel phases and Cr3C2 phase restricted the diffusion of oxygen and therefore limited the scaling rate as against loose Fe2O3 oxide layer formation on the boiler steel, as shown schematically in Fig. 8. Furthermore, WC-Co improves the coating hardness and the erosion wear resistance, while NiCr provides good corrosion resistance by the formation of stable oxides and carbides in the Cr3C2-25(NiCr)/(WC-Co) coating deposited using a blend powder feedstock consisting of 75% Cr3C2-25(NiCr) and 25% WC-Co by HVOF technique, which is an interesting phenomenon to be favorably utilized while designing the coating for high-temperature applications.

(Reprinted with permission from Ref. 70)
SEM images of (a) uncoated steel with oxidized top layers, (b) WC-Co coating and (C) mass gain of uncoated and coated specimens after thermal cycling tests at 700°C for 120 h.

(Reprinted with permission from Ref. 72)
Schematic of mechanisms pertaining to (a) oxidation and (b) hot corrosion in HVOF-sprayed Cr3C2-NiCr + WC-Co coating deposited on T22 boiler steel subjected to 50 thermal cycles at 700°C and low-temperature superheater of stage II boiler thermal power plant at 700°C after 1500 h exposure, respectively.
Emerging Ways to Enhance the Corrosion Protection of WC-Based Cermet Coatings
Tailoring the coating composition is one of the most promising directions to enhance the overall corrosion resistance of WC coatings, as achieved through the addition of Ni and Cr to the matrix, as discussed so far. Accordingly, the thicker coating with least possible porosity, optimized Co content and minimized decarburization enables the WC-Co coatings to achieve the best corrosion and wear resistance. In addition, the corrosion resistance can also be improved further through post-sealing, laser treatment and heat treatment methods which are briefly dealt in this section.
The corrosion resistance of WC-based cermet coatings can be further enhanced by means of providing an intermediate layer as a pretreatment step, or sealing and heat treatments as post-treatment steps or the combination thereof. The boron nitride sealing of WC-12Co improved the corrosion resistance by reducing the corrosion current density (icorr) to 65% of the unsealed WC-12Co coating.46 Armada et al. have demonstrated that the superior barrier nature of the aluminum isopropoxide sealant formed over a WC-Co-Cr coating,73 although the polymeric sealing enhances the corrosion resistance of WC-Co-Cr and WC-NiCrBSi coatings to a moderate extent. The benefit of sealing is lost if the immersion/exposure time is prolonged due to dissolution of the sealant.51 Accordingly, the sealed coating withstood up to 1000 h of immersion in 3.4% NaCl solution, whereas the unsealed coating exhibited severe attack at the coating–substrate interface after an immersion time of 600 h. However, since the sealant was able to clog the pores open to the coating surface and therefore confine itself to very shallow depths, the sealing wasn’t found to be beneficial in the case of prolonged exposure to the corrosion medium.73
The idea of depositing a corrosion-resistant intermediate NiCrAlY and Inconel 625 sandwich layer between the substrate and the WC-based cermet top coat has been verified to yield significantly enhanced corrosion protection.62,74 Furthermore, the heat treatment of coatings in optimized conditions of heating temperature and soaking time enables the reduction in final porosity and the formation of beneficial η phases (nobler than the binder phase), imparting better corrosion resistance. However, in contrast, the presence of the heat treatment-derived η phases induces matrix brittleness and therefore reduces the fracture toughness, which is to be noted especially if the wear resistance been a required property of the application. Furthermore, laser heat treatment densifies the coating (reduction in pore volume), in situ repairs the inter-connected cracks and defects present at inter-splat boundaries and thereby improves the hardness, wear and corrosion resistances.75,76,77 The cross-sectional morphology of typical layered and gradient coatings obtained using computer-controlled multiple powder feeders attached to a DSC system in the authors’ laboratory are shown in Fig. 9a and b, respectively.78 Such layered and gradient coatings are expected to enhance the corrosion and oxidation resistances of components without compromising the general tribological performance. The formation of a thin and protective oxide layer on the NiCrBSiFe overlay acts as a reservoir and protects the component from oxidation, while the wear resistance is provided by the WC-Co underlay.71,78 However, the full potential of layered and gradient coatings deposited by the DSC technique is yet to be comprehensively examined.

Cross-sectional SEM images of (a) multilayered WC-12Co/Ni-Cr coating and (b) graded WC-12Co + Ni-Cr coating
Conclusion
WC-Co cermet coatings are well known for their superior wear resistance and moderately good corrosion resistance. The HVOF and DSC techniques are widely used for the deposition of WC-based cermet coatings of diverse coating chemistry combinations on various industrial components demanding both wear and corrosion properties. WC-Co coatings have also been conceptualized and used as replacements for hard chrome plating in aircraft landing gear actuators, and shafts and blades for tidal power plants. The corrosion resistance of WC-based cermet coatings can be significantly improved simply by changing the matrix composition, i.e., replacing Co partially or fully by Ni, Cr, Ni-Cr, NiCrMo, NiCrBSi and other superalloy matrix. The corrosion resistance of WC-based coatings is further improved by using nano-structured WC coatings and multi-dimensional WC-Co coatings. Owing to the improved wear and corrosion protection, WC-based cermet coatings are also being used in erosion–corrosion resistance applications.
The corrosion behavior of WC-based cermet coatings is generally known to be complex due to the presence of multi-component phases and accompanying coating defects. Multiple reactions have been found to be in simultaneous action in most corrosive media, leading to complexities in generalizing the corrosion mechanism. However, it is widely agreed that the dissolution or selective leaching of the matrix phase leading to eventual dislodgement of WC cuboids being the predominant corrosion mechanism. In the presence of Cr, a thin Cr2O3 layer forms and protects the coating from corrosion damage by way of limiting the dissolution of the WC and Co phases present in the coating.
The corrosion resistance of WC-based cermet coatings is further enhanced by sealing the pores with nitrides or alumina sealants. The increase in the density of the coating by post-heat treatments or laser irradiation increases the corrosion protection. An intermediate Ni-based alloy layer is also effective in reducing the corrosion rate of WC-based cermet coatings. An alternative layer of WC-Co and Ni-Cr and gradient coatings can be effectively used in wear and corrosion resistance applications.
Finally, WC-based cermet coatings can be used in various industries where wear and corrosion are of prime importance and in the temperature range between 25°C and 750°C. These coatings performed well against a molten Al bath as compared with bare die steel. By tailoring the process parameters and matrix composition, the coating microstructure can be suitably altered to create application-specific properties. More focused research is yet to be accomplished to understand the corrosion mechanisms of WC-Cr-Ni, WC-Ni/Co and WC-Fe (green powders)-based coatings so as to conceptualize and extend these coatings for relevant industrial applications. Similarly, the development of functional and gradient coatings for wear and corrosion resistance applications is in the earky stages of investigation and is expected to open up significant opportunities for future research and development. Thick and dense WC-based cermet coatings are also possible to be deposited by cold spray techniques permitting the retention of the original feedstock structure in the final coating. At present, with regard to the corrosion and oxidation aspects, the WC-based cermets are generally inferior to Cr3C2-NiCr coatings, although the former composition has demonstrated the outstanding combination of wear and corrosion properties. Therefore, multi-directional efforts are in progress to develop WC-based cermet coatings for achieving corrosion resistance comparable to Cr3C2-NiCr coatings with significantly better wear resistance.
References
J.R. Davis, Handbook of Thermal Spray Technology (Ohio: ASM International, Materials Park, 2004).
P.L. Fauchais, J.V. Heberlein, and M.I. Boulos, Thermal Spray Fundamentals (New York: Springer, 2014).
D.S. Rao, L.R. Krishna, and G. Sundararajan, Aerospace Materials and Material Technologies. Indian Institute of Metals Series, ed. N. Prasad and R. Wanhill (New York: Springer, 2017), p. 483.
M. Magnani, P.H. Suegama, N. Espallargas, S. Dosta, C.S. Fugivara, J.M. Guilemany, and A.V. Benedetti, Surf. Coat. Technol. 202, 4746 (2008).
A.C. Bozzi and J.D.B. de Mello, Wear 233–235, 575 (1999).
D.A. Stewart, P.H. Shipway, and D.G. McCartney, Wear 225–229, 789 (1999).
H. Liao, B. Normand, and C. Coddet, Surf. Coat. Technol. 124, 235 (2000).
P.S. Babu, B. Basu, and G. Sundararajan, Wear 268, 1387 (2010).
P.S. Babu, B. Basu, and G. Sundararajan, Wear 270, 903 (2011).
P. Kulu, I. Hussainova, and R. Veinthal, Wear 258, 488 (2005).
Q. Wang, Z.H. Chen, Z.X. Ding, and Z.L. Liu, Proceedings of 2nd International NanoElectronics Conference on INEC-2008, IEEE Xplore, Shanghai, 24–27 Mar 2008, p. 340. https://doi.org/10.1109/inec.2008.4585500.
B.D. Sartwell, HVOF Thermal Spray Coatings as an Alternative to Hard Chrome Plating on Military and Commercial Aircraft. Final Report, NRL, Washington, 2004. https://pdfs.semanticscholar.org/0b94/84e5171db79a84d22917deb464ce278449c1.pdf. Accessed Dec 2017.
A. Aguero, F. Camon, J.G. de Blas, J.C. del Hoyo, R. Muelas, A. Santaballa, S. Ulargui, and P. Valles, J. Therm. Spray Technol. 20, 1292 (2011).
M.P. Nascimento, R.C. Souza, I.M. Miguel, W.L. Pigatin, and H.J.C. Voorwald, Surf. Coat. Technol. 138, 113 (2001).
C. Verdon, A. Karimi, and J.L. Martin, Mater. Sci. Eng. A 246A, 11 (1998).
D.A. Stewart, P.H. Shipway, and D.G. McCartney, Acta Mater. 48, 1593 (2000).
P.S. Babu, B. Basu, and G. Sundararajan, Acta Mater. 56, 5012 (2008).
J.E. Cho, S.Y. Hwang, and K.Y. Kim, Surf. Coat. Technol. 200, 2653 (2006).
L.M. Berger, S. Saaro, T. Naumann, M. Wiener, V. Weihnacht, S. Thiele, and J. Suchanek, Surf. Coat. Technol. 202, 4417 (2008).
G. Bolelli, L.M. Berger, M. Bonetti, and L. Lusvarghi, Wear 309, 96 (2014).
J.F. Pelton and J.M. Koffskey Jr., Process of flame spraying a tungsten carbide-chromium carbide-nickel coating and article produced thereby. U.S. Patent 3071489 (1963).
P.S. Babu, P.C. Rao, A. Jyothimayi, P.S. Phani, L.R. Krishna, and D.S. Rao, Surf. Coat. Technol. 335, 345 (2018).
T. Itsukaichi and S. Osawa, Proceedings of International Thermal Spray Conference-2003, Orlando, FL, 5–8 May 2003, ed. B.R. Marple, C. Moreau, (Ohio, OH: ASM International, Materials Park; 2003), p. 237.
L.M. Berger, Powder Metall. 50, 205 (2007).
L.M. Berger, Int. J. Refract. Met. Hard Mater. 49, 350 (2015).
S. Zimmermann, H. Keller, and G. Schwier, Proceedings of International Thermal Spray Conference-2003, Orlando, FL, 5–8 May 2003, ed. B.R. Marple and C. Moreau (Ohio, OH: ASM International, Materials Park; 2003), p. 227.
R.J.K. Wood, S. Herd, and M.R. Thakare, Tribol. Int. 119, 491 (2018).
L. Pawlowski, The Science and Engineering of Thermal Spray Coatings (Chichester: Wiley, 1995).
R.J.K. Wood, Int. J. Refract. Met. Hard Mater. 28, 82 (2010).
P.S. Babu, D.S. Rao, G.V.N. Rao, and G. Sundararajan, J. Therm. Spray Technol. 16, 281 (2007).
G. Sundararajan, D. Sen, and G. Sivakumar, Wear 258, 377 (2005).
H.L.D.V. Lovelock, J. Therm. Spray Technol. 7, 357 (1998).
M.E. Vinayo, F. Kassabji, J. Guyonnet, and P. Fauchais, J. Vac. Sci. Technol. A 3A, 2483 (1985).
J.R. Fincke, W.D. Swank, and D.C. Haggard, Proceedings of the 7th National Thermal Spray Conference-1994, Boston, MA, 20–24 June 1994 (Ohio, OH: ASM International, Materials Park; 1994), p. 325.
D. Tu, S. Chang, C. Chao, and C. Lin, J. Vac. Sci. Technol. A 3A, 2479 (1985).
B.H. Kear, G. Skandan, and R.K. Sadangi, Scr. Mater. 44, 1703 (2001).
G. Sundararajan and P. Suresh Babu, Trans. IIM 62, 95 (2009).
S. Hong, Y. Wu, Y. Zheng, B. Wang, W. Gao, G. Li, G. Ying, and J. Lin, J. Mater. Eng. Perform. 23, 1434 (2014).
M.F. Morks, Y. Gao, N.F. Fahim, and F.U. Yingqing, Mater. Lett. 60, 1049 (2006).
M. Couto, S. Dosta, J. Fernandez, and J.M. Guilemany, J. Therm. Spray Technol. 23, 1251 (2014).
M. Couto, S. Dosta, and J.M. Guilemany, Surf. Coat. Technol. 268, 180 (2015).
H. Myalska, J.K. Michalska, G. Moskal, and K. Szymanski, Surf. Coat. Technol. 318, 270 (2017).
G.C. Saha, T.I. Khan, and G.A. Zhang, Corr. Sci. 53, 2106 (2011).
M.R.S. Beyragh, S.K. Asl, R. Vasfpour, F. Tazesh, and P. Khallagi, Mater. Sci. Forum 673, 173 (2011).
Z. Kamdi, C.Y. Phang, and H. Ahmad, Mater. Sci. Forum 819, 87 (2015).
B. Janette, G. Anna, D. Dagmar, and B. Jozef, Mater. Sci. Forum 811, 63 (2015).
Q. Wang, S. Zhang, Y. Cheng, J. Xiang, X. Zhao, and G. Yang, Surf. Coat. Technol. 218, 127 (2013).
X. Ding, X.D. Cheng, C. Li, X. Yu, Z.X. Ding, and C.Q. Yuan, Int. J. Adv. Manuf. Technol. 96, 1625 (2018).
J.A. Picas, E. Ruperez, M. Punset, and A. Forn, Surf. Coat. Technol. 225, 47 (2013).
D. Utu, L. Hulka, V.A. Serban, and H. Flipescu, Proceedings of the NANOCON, 2012, Brno, Czech Republic, EU, 23–25 Oct 2012.
P.K. Aw, A.L.K. Tan, T.P. Tan, and J. Qiu, Thin Solid Films 516, 5710 (2008).
Y.S. Hui, S.Y. Liang, S.H. Yu, Y.Z. Ling, and L.Y. Chen, Key Eng. Mater. 739, 120 (2017).
H.J.C. Voorwald, R.C. Souza, W.L. Pigatin, and M.O.H. Cioffi, Surf. Coat. Technol. 190, 155 (2005).
L.M. Berger, S. Saaro, T. Naumann, M. Kasparova, and F. Zahalka, Surf. Coat. Technol. 205, 1080 (2010).
G. Hou, Y. An, G. Liu, H. Zhou, J. Chen, and Z. Chen, J. Therm. Spray Technol. 20, 1150 (2011).
P. Fauchais and A. Vardelle, Thermal sprayed coatings used against corrosion and corrosive wear. Advanced Plasma Spray Applications, ed. H.S. Jazi. ISBN 978-953-51-0349-3 (2012).
L.J. Wang, P.X. Qiu, Y. Liu, W.X. Zhou, G.Q. Gou, and H. Chen, Trans. Nonferrous Met. Soc. China 23, 2611 (2013).
M. Takeda, N. Morihiro, R. Ebara, Y. Harada, R. Wang, and M. Kido, Mater. Trans. 43, 2860 (2002).
J.M. Perry, A. Neville, and T. Hodgkiess, J. Therm. Spray Technol. 11, 536 (2002).
V.A.D. Souza and A. Neville, Mater. Sci. Eng. A 352A, 202 (2003).
M.S. Han, S.J. Lee, M.S. Kim, S.K. Jang, and S.J. Kim, Trans. Nonferrous Met. Soc. China 22, s753 (2012).
A. Neville and T. Hodgkiess, Surf. Eng. 12, 303 (1996).
P.M. Natishan, S.H. Lawrence, R.L. Foster, J. Lewis, and B.D. Sartwell, Surf. Coat. Technol. 130, 218 (2000).
A.C. Murariu, N. Plesu, I.A. Perianu, and M.T.L. Mihali, Int. J. Electrochem. Sci. 12, 1535 (2017).
J.M. Guilemany, S. Dosta, and J.R. Miguel, Surf. Coat. Technol. 201, 1180 (2006).
J.M. Guilemany, S. Dosta, J. Nin, and J.R. Miguel, J. Therm. Spray Technol. 14, 405 (2005).
P.L. Cabot, J. Fernandez, and J.M. Guilemany, Mater. Sci. Forum 289–292, 667 (1998).
S. Brioua, K. Belmokre, V. Debout, P. Jacquot, E. Conforto, S. Touzain, and J. Creus, J. Solid State Electrochem. 16, 633 (2012).
V.A.D. Souza and A. Neville, J. Therm. Spray Technol. 15, 106 (2006).
A.J. Lopez and J. Rams, Surf. Coat. Technol. 262, 123–133 (2015).
B. Somasundaram, K.R. Kiran, and M.R. Ramesh, J. Therm. Spray Technol. 23, 1000 (2014).
H. Singh, M. Kaur, and S. Prakash, J. Therm. Spray Technol. 25, 1192 (2016).
S. Armada, B.G. Tilset, M. Pilz, R. Liltvedt, H. Bratland, and N. Espallargas, J. Therm. Spray Technol. 20, 918 (2011).
C. Godoy, M.M. Lima, M.M.R. Castro, and J.C.A. Batista, Surf. Coat. Technol. 188–189, 1 (2004).
K.R.R.M. Reddy, N. Ramanaiah, and M.M.M. Sarcar, J. King Saud Univ. Eng. Sci. 29, 84 (2017).
S.K. Asl, M.R.S. Beyragh, and N.F. Noori, Adv. Sci. Technol. 64, 13 (2011).
S.H. Zhang, T.Y. Cho, J.H. Yoon, M.X. Li, P.W. Shum, and S.C. Kwon, Mater. Sci. Eng. B 162B, 127 (2009).
S. Nirmala, G. Sivakumar, A.S. Joshi, N. Aruna, D.S. Rao, and G. Sundararrajan, J. Sci. Ind. Res. 72, 477 (2013).
Acknowledgement
The authors would like to thank the Director, ARCI, for permission to publish this article.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Suresh Babu, P., Madhavi, Y., Rama Krishna, L. et al. Thermally-Sprayed WC-Based Cermet Coatings for Corrosion Resistance Applications. JOM 70, 2636–2649 (2018). https://doi.org/10.1007/s11837-018-3131-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-018-3131-6