
Abstract
To enable use of copper slag and extract the maximum value from the contained copper, an innovative method of reducing moderately diluted slag to smelt copper-containing antibacterial stainless steel is proposed. This work focused on moderate dilution of copper slag using natural gas. The thermodynamics of copper slag dilution and ternary phase diagrams of the slag system were calculated. The effects of blowing time, temperature, matte settling time, and calcium oxide addition were investigated. The optimum reaction conditions were identified to be blowing time of 20 min, reaction temperature of 1250°C, settling time of 60 min, CaO addition of 4% of mass of slag, natural gas flow rate of 80 mL/min, and outlet pressure of 0.1 MPa. Under these conditions, the Fe3O4 and copper contents of the residue were 7.36% and 0.50%, respectively.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
With the ongoing development of copper smelting technology, strongly oxidizing smelting processes have become widely used. The copper content in such slags is higher than that of typical ore (0.3–0.5% Cu) and the iron grade generally exceeds 40%, far greater than the average ore grade of 29.1% Fe.1,2,3 At present, copper slag is used as a building material, for roadbeds, and in cements;4,5,6,7 however, development of alternative ways of utilizing copper slag to enable realization of its contained value remains an important task.
Copper element in copper slags can be recovered by dilution, including reduction dilution, beneficiation dilution, and wet leaching.8,9,10,11,12,13 Fire reduction dilution is the most important way to recover copper from matte. The reducing agents applied are usually carbonaceous; however, these materials have low density and float readily on the melt surface, and these properties also result in environmental problems and reduce the utilization ratio of the reducing agent.
Copper-containing antibacterial stainless steels (Cu content 2.0% or 3.0%), which have a bactericidal effect due to the copper ions, can be used as tableware, scalpels, tap water pipes, staircase handrails, etc. Natural gas is widely available as a resource, has high calorific value, and is nonpolluting. The ratio of copper to iron in oxygen-rich bottom slag is typically higher than in three common types of copper-containing antibacterial stainless steel. Moderate dilution is therefore needed to reduce the copper content.
Our group has proposed a new process involving moderate dilution and strong reduction of copper slag to smelt copper-containing antibacterial stainless steel.14 , 15 Natural gas is first used to dilute molten copper slag, following which the diluted copper matte is returned to the copper smelting process. The residue is considered to be the base slag: according to the requirements for different types of copper-containing antibacterial stainless steels, an appropriate mass of matte can be added to the residue to adjust the ratio of copper to iron. The secondary slag resulting from the strong reduction process is reduced to copper-containing molten iron for smelting copper-containing antibacterial stainless steel. This process offers a means of using copper slag in a higher-value application.
Experimental Procedures
Copper Slag
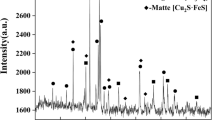
The raw material used was copper slag originating from an oxygen-rich bottom-blown furnace. The slag was ground to less than 74 µm. Its typical elemental composition (mass fraction, %) was: TFe, 42.47; FeO, 43.14; Fe3O4, 16.05; Cu, 4.51; S, 1.55; CaO, 0.96: SiO2, 20.82. A photograph and scanning electron microscopy (SEM) image of the slag are shown in Fig. 1.

Photograph and scanning electron microscopy image of copper slag
There were four phases in the copper slag. The main components were fayalite (b) and magnetic iron oxide (c), while copper matte (a) and SiO2 (d) were present as inclusions. Under reducing conditions, the magnetic iron oxide was reduced to fayalite, thereby increasing the mobility of the copper slag and facilitating deposition of matte. Most matte particles in the slag were about 200 µm in diameter.
Procedures
Reduction experiments were performed in a vertical resistance furnace (Fig. 2). Copper slag was placed in an alumina crucible [Φ48(40) × 120 mm] and a graphite sleeve was employed to prevent escape of slag. When the specified temperature was reached, the temperature was held constant for 30 min, then an alumina tube was inserted below the liquid level and natural gas was introduced. The baseline experimental conditions were as follows: mass of copper slag of 200 g, temperature of 1250°C, holding time at temperature of 30 min, CH4 flow rate of 80 mL/min, inlet gas pressure of 0.1 MPa, blowing time of 20 min, matte settling time of 30 min, and Ar atmosphere.

Schematic of laboratory equipment
Dilution Basis and Equation
The copper content in slag is influenced by the oxygen potential during the copper smelting process. This provides the basis for the dilution:16 reducing the oxygen potential causes magnetite to be reduced to ferrous oxide, which can improve the fluidity of the slag and accelerate accumulation and settling of copper matte particles. Dilution of copper slag is therefore essentially the reverse of the copper smelting process, involving a transition from high to low oxygen potential.
Fact-Sage combines the FACT-Win/F*A*C*T and ChemSage/SOLGASMIX thermochemical packages. Fact-Sage is one of the world’s largest database computing systems, being fully integrated in the field of chemical thermodynamics.17
Natural gas will break down above 500°C. The reaction of copper slag dilution by natural gas therefore also involves C and H2. The dilution reaction occurring in copper slag is as follows:
According to the thermodynamic data in the Electronic Supplementary Material, Fe3O4 can be reduced to FeO by natural gas under the experimental conditions.
Results and Analysis
The experimental results obtained under different conditions are shown in Fig. 3 and discussed in the following sections.

Cu and Fe3O4 content and copper recovery versus (a) blowing time, (b) temperature, (c) setting time, and (d) CaO addition
Influence of Blowing Time on Fe3O4 and Cu Contents and Copper Recovery
Using the baseline conditions, but varying the blowing time, the effects on the magnetite and copper contents in the slag and the copper recovery with time were monitored. The experimental results are shown in Fig. 3a.
When natural gas was passed into the molten slag, magnetite in the slag was reduced. The ternary phase diagram (FeO-Fe3O4-SiO2) is shown in Fig. 4a. The system moved from point A to point F with extension of blowing time. The melting point of slag is known to decrease with reduction of Fe3O4. Low melting point means good liquidity, which is conducive to settling of matte. With extension of blowing time, metallic iron did not appear. Magnetite in the slag was preferentially reduced, and the FeO mainly bound with SiO2 to form stable olivine. Reduction of olivine requires more energy. At 20 min of reaction time, the contents of Cu and Fe3O4 in the slag were 0.55% and 9.12%, respectively, the copper recovery was 88.05%, and the copper content in the matte was 69.35%. When the reduction time exceeded 20 min, metallic iron appeared, indicating that reduction of FeO had occurred.

Ternary phase diagrams for (a) FeO-Fe3O4-SiO2 and (b) FeO-CaO-SiO2
The main reaction is as follows:
with extension of blowing time, the content of Fe3O4 gradually decreased while the content of FeO increased. K was smaller and ΔG was also smaller, which are conducive to progress of reaction 6. This is the process that should be avoided during the moderate dilution process. The suitable condition for dilution was therefore concluded to be 20 min of holding at the reaction temperature.
Influence of Temperature on Fe3O4 and Cu Contents and Copper Recovery
The holding temperature was varied from 1200°C to 1300°C while maintaining the other operating conditions constant at their baseline values. The experimental results are shown in Fig. 3b.
With increase of the temperature, the fluidity of the slag improved, which enhanced agglomeration of copper matte particles in the slag and the gas–liquid reduction reaction. At high temperatures, it is easy to excessively reduce the slag; however, crucible erosion is also exacerbated: alumina will penetrate the slag, which affects the slag fluidity. Therefore, the experiments should be carried out at suitable temperatures. Industrial discharge temperatures of oxygen-rich bottom-blown slag are generally 1232–1260°C, and the slag release temperature is 1171–1193°C.18 At experimental temperature of 1250°C, the content of copper in the slag was 0.55%, the Fe3O4 content was 8.57%, the copper recovery was 88.05%, and the matte grade was 69.35%. When the temperature was 1300°C, metal appeared and the slag was excessively reduced. In reaction 7, K < 0, and increase of the temperature favors progression of reaction 6. The optimal dilution temperature was therefore selected as 1250°C.
Influence of Matte Settling Time on Fe3O4 and Cu Contents and Copper Recovery
The settling time was varied from 30 min to 90 min, maintaining the other conditions constant. The experimental results are shown in Fig. 3c.
With increase of the settling time, the copper recovery increased, but when the time exceeded 60 min, the matte grade decreased significantly because FeS (which has lower density than Cu2S) settled into the matte. Returning low-grade copper matte to a copper smelting process is inconvenient. For settling time of 60 min, the Fe3O4 content in the slag was the lowest, viz. 8.20%. The Cu content in the matte gradually decreased, and at 60 min, the grade was 67.50%. The copper recovery gradually increased, with direct copper recovery as high as 91.40%. A suitable settling time was identified as 60 min.
According to Stokes formula:
where V is the matte droplet settling velocity (m/h), g is gravitational acceleration (9.8 m/s2), ρ m is the matte density (5.4 × 103 kg/m3) ρ s is the slag density (3.419 × 103 kg/m3), μ is the viscosity of the slag (given as 0.077–0.864 Pa s at 1220–1500°C and as 0.366 Pa s at 1250°C), and r is the matte particle radius (with average values of 4.5 × 10−6 m to 1 × 10−5 m). The values of ρ m, ρ s, μ, and r for the slag and matte were determined using a melt properties tester (RTW-10).
In this work, the particle size of the matte particles in the slag was about 0.0045–0.001 mm and the slag depth was 5.75 cm. The corresponding settling time was calculated to exceed 2 days, which can be considered as extremely difficult settling. Larger particles are known to have a faster settling rate. In a conventional dilution process, the diameters of the matte particles in the slag are between 0.001 mm and 0.2 mm. If the particle size is 0.04 mm and the slag depth is 1 m, the settling time will be 59 h, which is unrealistic for production. Blowing natural gas to dilute copper slag therefore contributes significantly to matte settling.
Influence of CaO Addition on Fe3O4 and Cu Contents and Copper Recovery
Different amounts of CaO were added to the slag under the baseline experimental conditions, changing the settling time to 60 min. The results are shown in Fig. 3d.
The ternary phase diagram for the FeO-CaO-SiO2 system is shown in Fig. 4b. The system moved from point A to point D with addition of CaO; the melting point correspondingly decreased and then increased. CaO can decrease the surface tension of slag and promote separation of slag and sulfide.19 , 20 Within a certain range, CaO helps to enhance the liquidity and reduce the loss of copper, but excess CaO will form dicalcium silicate, which has high melting point. Excessive CaO also intensifies crucible erosion. At 4% CaO addition relative to the mass of slag, the copper content in the slag was reduced to 0.50%, the Fe3O4 content in the slag was 7.36%, while the copper content in the matte was 64.70%. The appropriate level of CaO addition was identified as 4% by mass.
Discussion
The suitable conditions identified through this work were blowing time of 20 min, reaction temperature of 1250°C, matte settling time of 60 min, CaO addition of 4%, natural gas flow rate of 80 mL/min, and outlet pressure of 0.1 MPa. Under these conditions, the elemental composition of the slag (mass fraction, %) was: TFe, 44.18; FeO, 51.85; Fe3O4, 7.36; Cu, 0.50; S, 1.06; CaO, 4.02; SiO2, 24.51.
After dilution, the main component of the slag was fayalite, with SiO2 and a little matte present as inclusions; Fe3O4 was almost not observed. According to the photograph and scanning electron microscopy image of the copper slag after experiments (Supplementary Material), the residual matte particles were about 2 µm in diameter, compared with about 200 µm in the original slag, indicating that particles with large diameter deposited into the matte.
These results indicate that it is effective to moderately dilute copper slag using natural gas. According to the requirements of certain types of copper-containing antibacterial stainless steels, an appropriate amount of matte can be added to the slag after dilution and the remaining matte returned to the copper smelting process. After treating the slag, it can be reduced to copper-containing molten iron and used to smelt copper-containing antibacterial stainless steel.
Conclusion
We propose a new process in which moderately diluted copper slag is reduced to smelt antibacterial stainless steel. The process of copper slag dilution by natural gas was studied. The conclusions are as follows:
-
1.
Excessive natural gas and temperature can lead to appearance of metal: the amount of natural gas and the temperature should be controlled in appropriate ranges. A suitable matte settling time was identified as 60 min. Blowing natural gas to dilute copper slag significantly improved the rate of matte settling.
-
2.
Within a certain range, CaO helps to enhance liquidity, but excess CaO forms dicalcium silicate that has high melting point. Appropriate addition of CaO was 4% of the slag mass.
-
3.
The optimum reaction conditions were blowing time of 20 min, reaction temperature of 1250°C, settling time of 60 min, CaO addition of 4% of slag mass, natural gas flow rate of 80 mL/min, and outlet pressure of 0.1 MPa. Under these conditions, the Fe3O4 and Cu contents in the residue were 7.36% and 0.50%, respectively. After treatment of the slag, it can be further reduced to copper and iron alloy and used to smelt copper-containing antibacterial stainless steel.
References
L. Li, J.H. Hu, and H. Wang, J. Iron Steel Res. Int. 19, 14 (2012).
Z.Q. Guo, D.Q. Zhu, J. Pan, T.J. Wu, and F. Zhang, Metals 6, 86 (2016).
T.V. Long, J. Palacios, and M. Sanches, Tetsu Hagane 98, 48 (2012).
K. Murari, R. Siddique, and K.K. Jain, J. Mater. Cycles Waste Manag. 17, 13 (2015).
K. Mostafa and B. Ali, Constr. Build. Mater. 23, 2183 (2009).
W. Wei, W. Zhang, and G. Ma, Mater. Des. 31, 2878 (2010).
C. Shi, C. Meyer, and A. Behnood, Resour. Conserv. Recycl. 52, 1115 (2008).
R.S. Edwin, M.D. Schepper, E. Gruyaert, and N.D. Belie, Constr. Build. Mater. 119, 31 (2016).
S. Gyurov, Y. Kostoya, G. Klitcheva, and A. Ilinkina, Waste Manag. Res. 29, 157 (2011).
B.S. Kim, S.K. Jo, D.Y. Shin, J.C. Lee, and S.B. Jeong, Int. J. Miner. Process. 124, 124 (2013).
S. Mostafa, N. Mohammad, S. Seied Ziadin, and G. Mahdi, Geosyst. Eng. 19, 57 (2016).
L. Li, H. Wang, and J.H. Hu, J. Cent. South. Univ. 22, 59 (2015).
T.J. Chun, C. Ning, H.M. Long, J.X. Li, and J.L. Yang, JOM 68, 2332 (2016).
T.A. Zhang, L.P. Niu, Z.H. Dou, X.H. Zhang, Z.M. Zhang, Y. Liu, J. He, and X.L. Jiang, CN Patent, CN 104120351A (2014). http://www.soopat.com/Patent/201410345197
B.J. Zhang, L.P. Niu, T.A. Zhang, Z.Q. Li, D.L. Zhang, and C. Zheng, ISIJ Int. 57, 775 (2017).
N. Cardona, P. Coursol, J. Vargas, and R. Parra, Can. Metall. Q. 50, 330 (2011).
C.W. Bale, E. Belisle, P. Chartrand, S.A. Decteroy, G. Eriksson, K. Hack, I.H. Jung, Y.B. Kang, J. Melancon, A.D. Pelyon, C. Robelin, and S. Petersen, Calphad 32, 295 (2009).
P.F. Tan, JOM 63, 51 (2011).
M. Nakamoto, A. Kiyose, T. Tanaka, L. Holappa, and M. Hamalainen, ISIJ Int. 47, 38 (2007).
A. Rusen, A. Geveci, Y.A. Topkaya, and B. Derin, JOM 68, 2323 (2016).
Acknowledgements
This research was supported by the Basic Research Universities Special Fund Operations (N140204013, N130102002, N130702001), the Education Department of Liaoning Province (LZ2014021), and the National Natural Science Foundation of China (51374064).
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Zhang, Bj., Zhang, Ta., Niu, Lp. et al. Moderate Dilution of Copper Slag by Natural Gas. JOM 70, 47–52 (2018). https://doi.org/10.1007/s11837-017-2670-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-017-2670-6