
Abstract
Equal channel angular pressing (ECAP) was performed on extruded pure Mg, which was clad with a drilled pure Fe coat through an ECAP die to produce a pure Mg sample without obvious cracks at room temperature. After one-pass ECAP, the grain size decreased because of basal slip activation during the dynamic plastic deformation but the microstructure became inhomogeneous. The deformed texture was less scattered and inclined by ~20° from the normal direction toward the extruded direction, and low angle boundaries increased continuously. The mechanical properties decreased slightly as a result of the combined effect from a more refined microstructure and a weaker texture.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Magnesium (Mg) and its alloys, with low density and high specific strength,1,2 have promising application in the aerospace, automotive, and communication fields. Nevertheless, their wide application in these fields is restricted by their limited strength, poor ductility, and low formability.3,4 They usually possess a poor plasticity, which hinders their processing at room temperature because of their hexagonal close-packed (HCP) crystal structure.
Severe plastic deformation (SPD), such as equal channel angular pressing (ECAP),5,6,7 high-pressure torsion (HPT),8,9,10,11 and multiaxial forging12,13,14 has attracted scientific attention. ECAP is the most efficient of these methods to refine grain size and to modify texture without changing the initial sample dimensions.6,15,16 ECAP for pure Mg is usually conducted at a higher temperature,17,18,19 which may result in grain recrystallization and growth. Ideal nanostructures can only be obtained for the ECAP of pure Mg and its alloys at a lower temperature. Recent studies20,21,22 have shown that providing a back pressure, reducing the pressing speed, or enlarging the channel angular allows for ECAP to be conducted below 200°C. Nevertheless, it is still difficult to subject pure Mg and its alloys to ECAP at room temperature, and few relevant studies have been reported because the HCP structure of Mg usually cracks during ECAP.23
To process pure Mg at room temperature, an Fe-canned Mg bar was extruded through an ECAP die at 90° between two die channels to study its microstructure and properties. The excellent processing formability of pure Fe and the strong bonding force for pure Mg during ECAP allowed for the preparation of a deformed pure Mg bar clad with Fe at room temperature. Electron back-scattered diffraction (EBSD) measurements were conducted on the longitudinal section within the deforming zone to observe the evolution of microstructure and texture. Tensile tests were carried out on the sample that was machined from initial and one-pass specimens along the longitude using a CMT5205 electrical universe testing machine.
Experimental Procedures
A pure 8-mm-diameter Mg (99.99%) bar was prepared at 300°C by hot extrusion at 12 mm/min, and the extruded Mg bar was cut to ~70 mm. To avoid cracks during ECAP, it was clad by a pure Fe block (10 mm × 10 mm × 67 mm) with a circular 8-mm-diameter longitudinal hole as shown in Fig. 1a. It was coated with a mixture of graphite and medical vaseline as a lubricant. The Fe-canned Mg bar was pressed in an ECAP die with a crossing channel angle of 90° and a pressing speed of 4 mm/min at room temperature. The prepared sample is shown in Fig. 1b.

Appearance of samples (a) before and (b) after ECAP process
A rectangular specimen cut by an electrical discharge machine was ground mechanically using a series of sandpapers from 1200 to 2500 grit number, and the specimens were electro-polished by twin-jet equipment in an electrolyte of perchloric acid and ethanol with a ratio of 1:19 by volume at 243 K. The specimen was placed into ethanol solution to avoid oxidation.
Evolution of microstructures and textures in the normal direction (ND)-extruded direction (ED) plane were characterized by EBSD using a MRIA3 scanning electron microscope (SEM) that was fitted with an EBSD camera operating at 20 kV and a 70° tilting angle. Tensile tests were performed using a CMT5205 electrical universe testing machine at 0.5 mm/min at room temperature.
Results and discussion
Microstructure
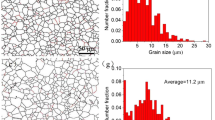
Figure 2 shows the orientation image microscope (OIM) figures of as-extruded and one-pass pure Mg prepared by ECAP.

OIM figures of (a) as-extruded and (b) as-ECAPed pure Mg
Compared with the as-extruded pure Mg with large grains (Fig. 2a), most grains from the ECAP material (Fig. 2b) were refined to several microns and had an equiaxed microstructure as a result of recrystallization. Twins of type (10–12) decreased with a twin density that dropped to 2.91% from the initial 18.80%, which is characterized and calculated by EBSD software. The microstructure is inhomogeneous because of local strain during ECAP. Some larger grains are surrounded by small grains and display an elongated microstructure. A local and inclined shear band with refined grains existed in Fig. 2b (dashed lines in white), which is consistent with the pole figure (Fig. 3b) with a tilting angle of ~20°. The severe shear forces refine, rotate, and allow the grains to form with a preferred orientation.

Pole figures of (a) as-extruded and (b) as-ECAPed pure Mg
Texture Evolution
Figure 3 shows pole figures of as-extruded and one-pass pure Mg subjected to ECAP. To visualize the sample shear deformation during ECAP, the pole figures for pure Mg are determined in the ND toward the ED.
The texture of extruded pure Mg is typically a (0001) basal plane fiber texture, which corresponds to previous studies,24,25 whereas the (10–10) cylindrical texture is weaker and the (10–11) pyramidal texture is the weakest.
One of the biggest differences between the pole figures is that the texture of the later one was inclined by ~20° from ED toward ND, whereas the initial one was almost parallel with the ED. This result is attributed to dynamic shear forces in the ECAP. Another difference is that the texture contours are straighter and more intensive than in the extruded sample, which indicates that the preferred grain orientation becomes more obvious after ECAP.
Misorientation Distribution
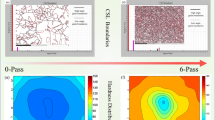
Figure 4a shows that the distribution of the misorientation angle for the as-extruded sample has a large number of low-angle boundaries (with a misorientation <10°) and some high-angle boundaries formed after hot extrusion.

Misorientation distribution of (a) as-extruded and (b) as-ECAPed pure Mg
When pure Mg was hot-extruded at 300°C with a high strain rate and a short deformation time, coarse grains were refined by forming a series of subgrains that generated many low-angle boundaries. Some subgrains were incorporated into larger subgrains at a high temperature, which increased the misorientation angle. Therefore, a small number of high-angle boundaries resulted.
Similarly, after one-pass ECAP (Fig. 4b), slightly more low-angle boundaries resulted than for the as-extruded sample, but the high-angle boundaries nearly disappeared. The magnitude of plastic deformation induced by ECAP at room temperature was 100%, which is sufficiently large to cause coarser grains created during prior extrusion at 300°C to transform into subgrains, thereby also increasing the number of low-angle boundaries.
Mechanical Properties
Tensile curves for as-extruded and pure Mg that was subjected to ECAP are shown in Fig. 5, and tensile statistics are plotted in Table I.

Curves of tensile properties for as-extruded and as-ECAPed pure Mg
The tensile properties decreased slightly, with yield strengths (YS) of 112 MPa to 97 MPa, ultimate tensile strengths (UTS) of 183 MPa to 116 MPa, and uniform elongations (UE) of 13% to 9%.
Schmid factors of as-extruded and pure Mg subjected to ECAP are given in Fig. 6. The decrease of YS and UTS resulted from the influence of the Schmid factors. Figure 4 indicates that the (0001) basal plane deviated from ED for ~20° after ECAP, so the Schmid factors for the basal plane increased from the average value of 0.31–0.37 as shown in Fig. 6, and basal slip was easier to activate. Mabuchi et al.26 prepared alloys of magnesium with the same-sized grains by hot extrusion and ECAP and confirmed that the mechanical properties of the ECAP samples were slightly lower than those of the extruded samples. By comparison, Li et al.27 reported the compressive mechanical properties of pure Mg processed by ECAP at room temperature and found that the YS was only 83 MPa after four passes, which is lower than that achieved in this study. Biswas et al.22 achieved ECAP processing of pure Mg below 150°C and even at room temperature after several passes, but the relative tensile or compressive properties were not reported.

Schmid factors of (a) as-extruded and (b) as-ECAPed pure Mg
Another reason is that the friction between the sample and die was much more inhomogeneous during ECAP extrusion, with the central part being smaller than the edge. Under deformation, grains with a soft misorientation slip prior to those with a hard misorientation, which causes an inhomogeneous stress distribution.
Studies25,26,28 have shown that texture also affects the mechanical properties. The sample pole densities (Fig. 3) decreased from 14.8 to 12.7. This weakened texture had a negative effect on the mechanical properties, and it offset the improvement in refined grains on the yield and ultimate tensile strengths. Thus, microstructure and texture can affect the mechanical properties and decrease the results from the combined role of refined grains and a weak texture.
The decrease in elongation is attributed to the plastic deformation of metals. Dislocation movement is limited as a result of the smaller grain and subgrain sizes, thereby reducing the ability of the tensile samples to deform prior to failure.4
Liu et al.29 studied the mechanical properties of Mg-8% Li-1%Al alloys subjected to ECAP at 403 K. Alloy elongation decreased after one-pass ECAP, but it increased after several subsequent passes. Segal30 also found that after Armco steel was processed by eight-pass ECAP, its elongation decreased rapidly to several percent from an initial 20%.
Conclusion
ECAP for pure Mg was carried out innovatively via a die at room temperature. The sample microstructure, texture, and mechanical properties were studied, and the following was concluded:
-
1.
The grain size of the pure Mg that was subjected to ECAP was smaller than the extruded material. The microstructure is not well distributed because of inhomogeneous deformation during ECAP.
-
2.
The deformed texture of the pure Mg is typically a (0001) basal plane fiber texture; (10–10) cylindrical and (10–11) pyramidal textures were weaker. The texture was inclined by ~20° from ED toward ND after one-pass ECAP, which is attributed to dynamic shear forces in the ECAP. Low-angle boundaries increased continuously because of the formation of subgrains.
-
3.
After one-pass ECAP, the tensile mechanical properties decreased slightly because of the combined effect of refined grains and a weakened texture, which indicates that, besides the microstructure, texture affects the mechanical properties of pure Mg.
References
S. Kamado and Y. Kojima, Mater. Sci. Forum 546–549, 55 (2007).
D. Brungs, Mater. Des. 18, 285 (1997).
R.W.K. Honeycombe, The Plastic Deformation of Metals (London: Edward Arnold, 1968), p. 20.
R.Z. Valiev and T.G. Langdon, Prog. Mater. Sci. 51, 881 (2006).
A. Muralidhar, S. Narendranath, and H. Shivananda Nayaka, J. Mag. Alloys 1, 336 (2013).
M.Z. Bian, Y.L. Li, M. Mathesh, D. Abreu, and N.D. Nam, J. Alloys Compd. 578, 369 (2013).
R. Kaibyshev, A. Galiev, Y. Huang, R.B. Figueiredoand, and O. Sitdikov, Nanostructured Mater. 6, 621 (1995).
Y. Huang, R.B. Figueiredo, and T. Baudin, Adv. Eng. Mater. 14, 1018 (2012).
R. Wadsack, R. Pippan, and B. Schedler, Fusion Eng. Des. 66–68, 265 (2003).
G. Sakai, Z. Horita, and T.G. Langdon, Mater. Sci. Eng. A 393, 344 (2005).
S.V. Dobatkin, E.N. Bastarache, and G. Sakai, Mater. Sci. Eng. A 408, 141 (2005).
R.Z. Valiev, Y. Estrin, and Z. Horita, JOM 58, 33 (2006).
Q. Guo, H.G. Yan, and Z.H. Chen, Mater. Charact. 2, 162 (2007).
A. Bhowmik, S. Biswas, and S.S. Dhinwal, Mater. Sci. Forum 702–703, 774 (2012).
R.Z. Valiev, Nature 419, 887 (2002).
F.S.J. Poggiali, R.B. Figueiredo, M.T.P. Aguilar, and P.R. Cetlin J. Mater. Res. Technol. 2, 30 (2013).
C.Y. Lin, H.Y. Bor, C.G. Chao, and T.F. Liu, J. Alloys Compd. 578, 26 (2013).
K.E. Jeong, B.C. Hee, S.M. Hong, K. Taek-Soo, and K.H. Seop, Mater. Trans. 49, 1006 (2008).
B. Beausir, S. Suwas, L. Tóth, K.W. Neale, and J.J. Fundenberger, Acta Mater. 56, 200 (2008).
S.X. Ding, W.T. Lee, and C.P. Chang, Scr. Mater. 59, 1006 (2008).
K. Xia, J.T. Wang, X. Wu, G. Chen, and M. Gurvan, Mater. Sci. Eng. A 410, 324 (2005).
S. Biswas, S.S. Dhinwal, and S. Suwas, Acta Mater. 58, 3247 (2010).
H. Kitahara, F. Maruno, M. Tsushida, and S. Ando, Mater. Sci. Eng. A 590, 274 (2014).
X. Yang, H. Miura, and T. Sakai, Mater. Trans. 46, 2981 (2005).
W.J. Kim, S.I. Hong, Y.S. Kim, S.H. Min, H.T. Jeong, and J.D. Lee, Acta Mater. 51, 3293 (2003).
M. Mabuchi, Y. Chino, and H. Iwasaki, Metall. Mater. Trans. 42, 1182 (2001).
J.Z. Li, W. Xu, X.L. Wu, H. Ding, and K. Xia, Mater. Sci. Eng. A 528, 5993 (2011).
W.J. Kim and H.G. Jeong, Mater. Sci. Forum 419–422, 201 (2003).
T. Liu, W. Zhang, S.D. Wu, C.B. Jiang, S.X. Li, and Y.B. Xu, Mater. Sci. Eng. A 360, 345 (2003).
V.M. Segal, Mater. Sci. Eng. A 197, 157 (1995).
Acknowledgements
This research was completely supported by the National Natural Science Foundation of China (No. 51474152).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Lei, W., Liang, W., Wang, H. et al. Evolution of Texture and Mechanical Properties of Pure Mg Processed by ECAP at Room Temperature. JOM 69, 2297–2301 (2017). https://doi.org/10.1007/s11837-017-2497-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-017-2497-1