
Abstract
There is a constant call for reduction of operational and maintenance costs of induction motors (IMs). These costs can be significantly reduced if the health of the system is monitored regularly. This allows for early detection of the degeneration of the motor health, alleviating a proactive response, minimizing unscheduled downtime, and unexpected breakdowns. The condition based monitoring has become an important task for engineers and researchers mainly in industrial applications such as railways, oil extracting mills, industrial drives, agriculture, mining industry etc. Owing to the demand and influence of condition monitoring and fault diagnosis in IMs and keeping in mind the prerequisite for future research, this paper presents the state of the art review describing different type of IM faults and their diagnostic schemes. Several monitoring techniques available for fault diagnosis of IM have been identified and represented. The utilization of non-invasive techniques for data acquisition in automatic timely scheduling of the maintenance and predicting failure aspects of dynamic machines holds a great scope in future.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
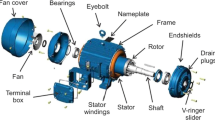
Condition Monitoring (CM) of induction motor is the process of continuously monitoring or observing the health of the system. This aims at improving productivity, efficiency, cost reduction and increases the machine availability [1, 2]. IM, a critical component in industrial processes, are most significant prime movers in industrial applications due to their simplicity and reliability of construction [3]. IMs are widely used in different sectors of industries, such as, railways, mining, wood working machines, automotive, chemical, paper mills, etc. Single phase IMs are used widely in domestic applications i.e. fans, centrifugal pumps, blowers and industrial machines, due to their high efficiency and reliability. A study has been done on variety of faults, such as unbalanced stator winding, broken rotor, eccentricity, bearing and misalignment faults in induction motor [4,5,6].
Conventionally, maintenance of IM occurs at a fixed interval of time. However, due to environmental and operating conditions, performance of IM may deteriorate at irregular interval. Therefore, online monitoring of the IM is necessary to achieve higher efficiency. The key element of new developing approaches is predictive maintenance through CM, which aims at predicting the maintenance schedule depending upon the plant or process condition [7, 8]. The condition based monitoring is used for increasing the performance and efficiency of IM, enhancing life and productivity, reducing internal and external damages [9]. The CM and fault detection of IMs has become necessary to stop the unexpected breakdowns and minimize unscheduled downtime. Several techniques viz. Acoustic Emission (AE) monitoring, vibration signature analysis, Motor Current Signature Analysis (MCSA) are used for condition monitoring of IM, but these monitoring techniques are complex and require expensive sensors [10]. An efficient CM scheme is capable of providing warning and predicting the faults at early stages. The CM system collects primitive data information from the motor using signal processing or data analysis techniques. However, the major drawback of the system is human interpretation [11]. The automation of the fault detection and diagnostic process is a logical progression of the CM technologies [12]. The automatic fault diagnostic system requires an intelligent system such as artificial intelligence techniques, Genetic Algorithm (GA), Fuzzy Logic (FL), Artificial Neural Network (ANN) and expert systems [13,14,15,16,17,18,19]. An industry based comprehensive survey on high voltage IM failures has been carried out using different type of categorization, including protection scheme, machine size, age, number of poles, maintenance regime and running hours [20]. The cause of both stator and bearing faults which together constitutes 75% of all failures has been investigated in induction machines [21].
This report focuses on surveying and summarizing the recent developments in the field of condition monitoring and diagnosis of faults for determining the health of IM. This review is useful for orienting new research in the area of condition monitoring of rotating machines and its components. An attempt has been made to consolidate the work of various scholars and researchers on condition monitoring related to induction motors. This study endeavors to provide an in-depth analysis to researchers for future reference which may help in paving a way for advanced research in this field.
2 Foregoing Research
Condition monitoring of electrical rotating equipments has attracted the attention of researchers for more than three decades. The art of CM should be moderate enough to take the minimum measurements. The first modern book on the CM of electrical machine was published in 1987 [22] followed by many revised versions by various researchers [23, 24]. An efficient sequence impedance as a predictor of incipient failure has been suggested. The results of IM fault detection using vibration, stator current and AE methods have been compared [25]. The stator current method has been found to be more sensitive to rotor fault, while the vibration monitoring technique is sensitive to bearing defects identification. AE monitoring has been considered as very appealing to contain less noise and interference within the analyzing frequency band of generated signal. Several researchers have reported the CM and fault diagnosis for electrical rotating components [26], large motors and generators [27]. The comprehensive analysis of CM signals must take into account the inter-relationship between mechanical and electrical signals. The study focuses not only on identifying the most common causes for majority of motor problems but also on preventive actions to be taken to avoid these problems [28]. The facts about CM and diagnostic measures have been collected by conducting a survey on IM drives for industrial applications [29]. The study concentrates on the existing and upcoming issues in the development of automatic diagnostic processes. Advance tools for online CM of induction motors have been developed in LabVIEW environment [30]. The use of stator current analysis based demodulation techniques has been considered most appropriate for diagnosis of bearing fault [31]. The various non-contact CM techniques have been discussed for diagnosis of inductor motor faults [32]. It was found that the Park vector analysis and instantaneous power analysis techniques are best suited for identifying the motor fault signatures. The author proposed Support Vector Machine (SVM) based techniques and demonstrated that it gives better results for CM and fault diagnosis of a three-phase IM [33]. The Bearing Damage Index (BDI) based on wavelet packet node energy coefficient analysis method has been proposed not only to detect the faults in bearing but also to detect the severity level of the fault [34]. The most recent reviews have been presented on automation of condition monitoring of IM [35, 36]. The ratio of CM cost to equipment cost has been proposed as one of the impeding factor for guiding maintenance for majority of the electrical machines.
3 Induction Motor Faults
In today’s world, IM is contemplated as a fault tolerant motor and is a more pleasing choice for industrial applications [36, 37]. Installation, manufacturing defects and tolerance, working environment and schedule of maintenance are the major factors responsible for failures in electrical rotating machines [38]. The protection of IM is a challenging task for engineers and technicians [39]. In the conventional method, protective relays were used to monitor these faults and to disconnect the motor if any faults occurs [40]. IM can be categorized into internal and external faults that are further classified into mechanical, electrical and environmental faults. Faults may be classified into the rotor, stator, bearing and other mechanical faults based on its location in the equipment as shown in Fig. 1. These faults and their causes are summarized in Table 1. Induction motor is reliable in operation, but it has different types of undesirable faults which leads to unexpected machine breakdowns. The statistical studies of IM failure by Institution of Electrical and Electronics Engineers (IEEE), ASEA Brown Boveri (ABB) and Electric Power Research Institute (EPRI) are shown in Fig. 2. IMs are symmetrical electric rotating machines because of rotating magnetic field, so any kind of defect can change its symmetrical properties. The reliability of IM has been reported in several surveys [41,42,43]. According to these surveys, commonly encountered failures in IMs are bearings and stator winding defects [44, 45]. Several conventional methods have been used in industries to prevent severe defects in IM. The scheduled maintenance has been developed to investigate the integrity of IM bearing defects, broken rotor and stator winding related integrity. Redundancy, as a conventional method, has been used to prevent unexpected shutdowns, but not motor failure. This solution has many limitations such as high maintenance cost and physical space required for motor due to implantation of preventive measures [46].

Classification of faults in induction motor

Study on induction motor faults. a ABB, b IEEE, c EPRI
3.1 Bearing Faults
Bearings are considered as essential components of electrical rotating machine, having a wide range of industrial applications such as rope conveyors, bicycles, electric motors, turbines, rolling mills etc. [67]. The bearing of IM provides support to the rotating shaft placed at both the ends of the rotor [68]. The most common fault in IM is bearing failure. Bearing defects can be classified into localized and distributed faults. The most dominant mode of the rolling element bearing failure is spalling on raceway surface, improper mounting, manufacturing errors and corrosion. Although they are subjected to diverse influences that affect their service life. The bearing fault occuring in IM during operation, according to IEEE and EPRI, are 41% and 42% respectively as shown in Fig. 2b, c. Different category of bearing defects i.e. cage, ball, outer race, inner race and the healthy bearing are depicted in Fig. 3. Bearings defects can lead to failures, inefficient operation and downtime. Acoustic emission and vibration monitoring techniques are well-known techniques for CM of bearing in IM [69, 70]. The survey story of fault detection in IM has been presented with different bearing faults using vibration and acoustic signals [71]. Fig. 3 depicts various parts of the bearings.
During bearing failures, there is an increase in shaft friction increases which causes further increase in temperature of the bearings of concerned IM and hence this change provides useful information regarding the health of the bearing using acoustic signals [4]. An experimental comparison of bearing fault diagnostics with a new AE based approach begins with a heterodyne approach that allows AE signals to be sampled at a rate comparable to vibration signal based approaches. The report consists of a detailed survey of rolling element bearing and their diagnostic schemes [72,73,74]. A new technique has been developed for CM of rolling element bearings using vibration analysis [75]. This technique has the ability to identify the bearing faults of IM at an early stage. The stator current monitoring technique based on wavelet analysis of the starting current transient has been proposed to detect bearing defects in IM [76].

Structure of ball bearing. a bearing defects and b healthy
3.2 Stator Fault
The most common faults in IM are stator inter-turn fault due to heavy current flow in the short-circuited coils and insulation downgrading [60,61,62]. The stator faults can be classified as faults in stator winding, winding laminations, and the frame of the stator. Out of these, the first one is the most commonly occuring fault in stator. The different types of faults in stator winding such as turn to turn, coil to ground faults, coil to coil, phase to phase are shown in Fig. 4.

Types of stator winding faults
Many researchers have presented the techniques based on negative sequence current that is sensitive to different phenomena beyond stator asymmetry [77]. Positive, negative and zero sequence are used in order to transform a generic set of phasors into balanced vectors. Three balanced vector can be expressed as:
where, \(\alpha = e^{ja}\), \(a=\frac{2\pi }{3}\), \(\overline{I}_{u}\), \(\overline{I}_{v}\) and \(\overline{I}_{w}\) are line currents, \(\overline{I}_{p}\), \(\overline{I}_{n}\) and \(\overline{I}_{o}\) are positive, negative and zero sequence currents respectively.
A novel indicator of inter-turn fault in stator winding has been developed in IM with pseudo-coloring of grayscale using hottest region segmentation of thermal images [60]. It has been found that the proposed technique is not suitable for different environmental conditions. The original method of area selection of image has been discussed for diagnosis of stator fault with different classifiers [78]. All the known possible harmonic fields were first tabulated for stator related problems in quiet IM [79]. As per the study by EPRI and IEEE, faults occur in the stator winding of IM are 36% and 28% respectively. A novel technique for fast detection of stator winding faults in three phase IM has been presented using autoregressive model [80]. The fault diagnosis method applied on IM, is based on higher-order spectrum [81].
3.3 Rotor Fault
The rotor is the inner part of an IM which is made by bars of solid copper or aluminum that spans the rotor length and is connected through a ring at each end [82]. The rotor broken fault (with single rotor broken bar) is shown in Fig. 5. The synchronous speed can be expressed as
where, p = number of pole, f is supply frequency, \(N_{r}\) is rotor speed, \(N_{s}\) is synchronous speed and s is slip. The slip can be expressed as
for the locked rotor \(N_{r} = 0\), therefore \(s = 1\). The slip will decrease as the rotor speed increases [83].
The thermal image segmentation using IRT has been applied to identify the rotor broken faults and faulty end rings [84]. IRT technique has been proved to be more efficient as compared to other CM methods. Such faults do not initiate the failure of IM, but have some skew to reduce noise and harmonics. The rotor fault which occur in IM during operation, according to EPRI and IEEE, are 8% and 9% respectively. A transformative based technique has been proposed for rotor broken bar fault detection in IM using stator current signal [85]. A novel technique based on Singular Value Decomposition (SVD) and information entropy has been suggested for broken-rotor-bar and bearing faults detection in IM [83].

Single broken rotor bar of induction motors
3.4 Eccentricity Fault
The common cause of eccentricity is bearing fault, which contributes approximately 42% of IM faults [86]. The eccentricity faults create a non-uniform air gap between rotor and stator [87]. There are three types of eccentricity faults i.e. static, dynamic and mixed eccentricity (both static and dynamic coexisted in the motor). \(R_{s}\) is the stator radius and \(R_{r}\) is the rotor radius as shown in Fig. 6.

Cross-section of induction motor a normal (concentric), b static eccentricity and c dynamic eccentricity
In the case of static eccentricity, the sideband components for frequencies can be determined as:
where, R is number of rotor bars, s is slip, \(f_{ec}\) is eccentricity frequency, \(f_{e}\) is electrical supply frequency, \(n_{d}=\pm 1\), \(n_{ws}=1, 3, 5, 7, \ldots\), p is pole-pairs.
Therefore, either mechanical (vibration or torque) or electrical (current or instantaneous power) quantities can be analyzed to identify the eccentricity related problems [88]. A new transformative based approach for early detection of air-gap eccentricity fault in three phase IM has been suggested for healthy as well as faulty motor conditions [89]. A review has been carried out to detect the eccentricity fault in large IM [90]. Fast Fourier transform, wavelet and Hilbert method are most suitable methods to extract the signal for identifying the eccentricity faults in IM.
4 Condition Monitoring Techniques
One of the most important elements of Condition Based Maintenance (CBM), condition monitoring, has become an efficient strategy for carrying out the predictive maintenance of IM for industrial applications. Induction motor is considered inherently reliable due to its robust and relatively simple design. About 50% of total energy generated in the whole world is utilized by IM for industrial and domestic applications [89]. The different CM indicators have been explored for fault analysis of dynamic machines [91]. The times of action in maintenance process through CM is summarized in Table 2, which aims at predicting the maintenance schedule depending upon the motor condition.
Traditionally, the techniques used for maintenance procedures in industries are electromagnetic torque analysis, acoustic noise measurements, vibration monitoring and partial discharge [29]. Recently, artificial intelligent techniques such as IRT, MCSA, ANN, GA, FL, Adaptive Neuro Fuzzy Inference System (ANFIS), expert systems etc. have been employed to assist the CM and fault diagnostic systems [13]. A review of the utilization of soft computing techniques has been introduced in CBM [92]. There is a huge extension for ideal usage of non-invasive instruments for measuring vibration in assessing the maintenance and failure aspects of machines that are progressive in nature [93]. Figure 7 shows the different maintenance strategies through condition monitoring to maintenance actions.

Condition monitoring and prognostics and health management
4.1 Vibration Monitoring
Vibration analysis has been developed as the most effective method for CM of induction motor [94]. Over the past decade, new signal processing techniques and their application to induction motor has increased [95, 96]. Several effective signal analysis techniques i.e. wavelets analysis, FFT, Short Time Fourier Transform (STFT), and auto diagnostic expert system using artificial intelligence to extract the vibration signature that embedded in the raw vibration signals have been introduced [13,14,15,16,17,18,19, 97].
Induction motors without vibration in the operating environment are something non-existent [97]. During operations, motors generate vibrations which are directly linked to the problems in systems having rotating components such as rotor shaft, bearing etc. These vibrations in IM are the effects of electromagnetic forcing on the motor parts i.e. stator and rotor [99]. The first research in vibration monitoring was reported way back in 1930s [79].
The mathematical expression of electromagnetic vibration has been described as a force-wave expression:
where P(r, w) is amplitude of force wave, r is order of force-wave (mode), \(\psi _{p}\) is phase angle, w is wave angular frequency, \(\alpha\) is angular coordinate, t is time period.
In healthy conditions, IM produces a weak vibration signal which is very useful to identify the fault in IM using vibration spectrum. When a fault occurs in internal part of IM it generates large vibration signals. Vibration signals can be detected in the term of velocity or acceleration or displacement in relative or absolute value [58]. An online CM system has been developed to record the frame, temperature, line voltages, vibrations and speed from a three-phase IM for different operating conditions [97]. The combined method of vibration spectrum analyses and current signature has fast detection reliability, which plays a vital role in vibration based signal classification [100]. The detection of different types of faults occurred in IM, using vibration analysis technique, are summarized in Table 3.
4.2 Acoustic Emission Monitoring
AE is frequently encountered technique to detect defects and flaws in equipment and electrical rotating machine, which provide early warnings to find preventive solutions for maintenance or diagnostic actions [82, 104, 105]. AE signals generate complexity as the wave travels through the medium. It requires knowledge of the wave characteristics, starting with the properties of the medium through which the wave travels [106]. AE monitoring system essentially involves two integral elements: a material deformation that becomes the machine, and transducers that receive the stress signals generated from the machine [68]. AE monitoring works with ultrasonic and audible frequencies monitoring techniques [107]. This monitoring technique can be exploited for detecting bearing and rotor related problems. The ultrasonic waves have the ability to monitor the stator related fault [4]. However, in all CM techniques, various actuators and sensors are used to acquire data from the models. On the other hand, the application of high frequency acoustic signal can be utilized for CM of bearing defects in electrical rotating machinery [98]. It has been observed that the AE monitoring method is less efficient for diagnosing the faults in IM as compared to recently developed monitoring methods [101,102,103, 108]. Hence, there is a need for a comprehensive study of AE techniques for CM and fault detection in IM with the combination of acoustic and vibration signals. The application of AE monitoring has been suggested to measure the condition of low speed anti-friction bearings of slewing cranes [109]. The different types of faults occurred in IM detected using AE analysis technique have been summarized in Table 4.
4.3 Air-Gap Torque Monitoring
The production of air gap torque is dependent on current and flux linkages [56]. The air-gap torque can be measured, when the IM is in running condition. The instantaneous input power of a three phase IM can be expressed as [57]:
The power distribution in the term of voltage can be written as:
Substituting Eqs. (7), (8) and (9) in (6) to get instantaneous input power:
where, P is power, \(v_{a}\), \(v_{b}\) and \(v_{c}\) are instantaneous phase voltages, \(i_{a}\), \(i_{b}\) and \(i_{c}\) are instantaneous phase currents, \({\psi }_{a}\), \({\psi }_{b}\) and \({\psi }_{c}\) are flux linkage of windings, and r is phase resistance.
It is laborious to directly measure the air-gap torque in electrical rotating machine. A finite element analysis has been proposed for estimating the air-gap torque in IM under standard supply systems at different frequencies [98, 110,111,112, 114]. The investigation have discussed the different states of the motor in either healthy or faulty condition at different loading conditions i.e. no load, half load and full load using air-gap torque monitoring [114]. This MCSA technique can give early indication of the presence of one or more broken bar in three phase IM. The comparison and experimental validation using FFT technique has also been provided to validate the proposed technique for fault detection of broken rotor bar [113]. An efficient diagnosis system has been developed by combining MCSA and neural network techniques which may exhibit high performance in industrial applications [48]. The detection of different faults occurred in IM using air-gap torque analysis are summarized in Table 5.
4.4 Motor Current Signature Analysis
MCSA has been considered as one of the most popular fault diagnostic technique to detect the common faults in electrical rotating machines [115]. MCSA techniques have been suggested for reliable performance and for improving the efficiency of large IM drives [95, 116, 117]. Many researchers have successfully implemented MCSA technique to diagnose the IM related problems [116,117,118,119,120,121]. MCSA technique works by acquiring current and voltage signals from the stator which are considered for signature analysis of IM. IRT technique based on thermal image segmentation, feature extraction and statistical analysis under the region of interest can be used as a complement for MCSA in fault detection of IM. The detection of different types of faults occurred in IM using MCSA are summarized in Table 6.
The measured stator current signal is extracted from motor and processed further to produce its power spectrum profile for determining the cause of IM failure [123,124,125]. Figure 8 shows the general procedure for MCSA technique which is used as an advance tool for CM of induction motor [115].

General procedure for MCSA
The power spectrum profiles are helpful in the identification of different faults in IM [81, 107]. Such current and voltage signals are measured through current and voltage sensors, and then apply the advance tool such as artificial neural network, fuzzy logic, digital signal processing tools, etc. [77, 121, 126, 127]. The major faults of IM that can be detected with MCSA technique are
-
Stator faults
-
Bearing faults
-
Broken rotor bar
-
Misalignment
-
Abnormal stator winding connections
-
irregularities in static or dynamic air-gap
MCSA technique analyses the stator current spectrum to investigate any failure in the IM [51, 52]. It can detect these faults at an early stage and avoid failure of IM [96, 99]. Expert system and machine learning techniques such as ANN, FL, ANFIS and SVM are more effective in fault classification and fault diagnosis of IM. SVM can be applied to complement of MCSA [128].
4.5 Infrared Thermography
Infrared thermography, a non-invasive analysis technique, is utilized as a fault detection tool for non-contact CM of induction motor. One of the main advantages of IRT is that it requires minimal instrumentation. It is widely used in various disciplines and sectors viz. electrical and mechanical maintenance [11], agriculture [129], defence [130], aviation, geological survey [131], automotive [132], medical [133, 134], electronics [135, 136] etc. for fault detection. It is also used in industries to detect serious faults in equipment, quality control and process control.
IRT has become a widely accepted and matured CM tool for temperature measurement. The measurement of electrical rotating machine using IRT can be done in continuous operation without any physical contact [62, 137, 140,141,142,143,144]. An original method of area selection of image differences with three classifiers i.e. Nearest Neighbour (NN), k-means, Back Propagation Neural Network (BPNN) has been suggested for fault classification. Shaft misalignment diagnosis using thermogram analysis of thermal images has been presented for healthy and faulty conditions of IM [50]. A review of different faults and some cases of temperature measurement using thermal camera has been studied for IM healthy and faulty conditions [145]. The thermal profile study of a induction motor has been considered under different loading and environmental conditions [65]. Cooling failure detection technique using RGB model have been presented for three phase IM with load and no-load conditions [138]. The thermal images were captured in both healthy and faulty environments and analyzed using FLIR tools (open source software for thermal image analysis) to develop a knowledge based technique for IM [140]. Fault diagnosis of IM using IRT techniques has been presented by reviewing different case studies. FLIR Model Fluke Ti-100 thermal camera is used to capture the thermal images and analyzed using thermogram. Losses estimation in IM using IRT has been presented with comparative analysis of natural convection, forced convection, thermal image processing and statical treatment [137]. A HSI model based technique has been demonstrated to improve the IRT for fault identification in IM and the results were compared with physical i.e. electrical and mechanical measurements [146]. Thermal diagnostics in electrical machines has been performed with different faults such as winding connections test, short-circuit detection, cooling-ducts test, heating of bearings and overheating connections [147]. Table 7 shows the summary of popular research using IRT for monitoring and fault detection of different fault in IM. A novel method for diagnosing the stator winding inter-turn fault in IM has been presented with pseudo-coloring of grayscale using hottest region segmentation of thermal images [107]. A new technique has been proposed for early fault detection and to study its impact on kinematic chain using IRT analysis. It was shown that the proposed technique has ability to improve overall diagnosis. Furthermore, it was highlighted that criterion can also be applied on any IM at the thermal steady state [49]. IRT technique is also widely used in civil structures [148], water leakage [149], corrosion damages and welding processes [150], electrical installations [151], nuclear plant [152] and plastic industries [153].
5 Condition Monitoring Using Computational Techniques
A smart approach for predictive maintenance in electrical rotating machine and electrical equipments needs human intelligence along with machine learning, which can acclimatize maintenance needs to different operating environments [13]. With knowledge of limiting parameters of IM, CM analyses each measurement separately [14]. To enhance the performance of the CM and predictive maintenance, a few most common techniques including FL, ANN, SVM, ANFIS approaches are discussed in this section.
5.1 Artificial Neural Network
ANN appears to be a recent development in condition monitoring of IM . However, ANN is a powerful tool to estimate and predict the remaining useful life prediction of electrical rotating machine and equipments more accurately [15]. The machine learning techniques are more suitable for big data gathering around the large induction machines and electrical equipments to draw conclusions about its operating state of health. The computational intelligence methods, including ANN [16] and SVM [17] have been developed as effective methods for automatic diagnosis and identification of bearing faults in electrical rotating machines. An ANN based online diagnosis method has been suggested for CM and fault diagnosis of IM [18]. The researcher presents few techniques for expert system such as qualitative simulation, qualitative reasoning and the requirements of an expert system for CM of electrical machines. Foregoing development of ANN based fault diagnosis techniques are reported in literature [19, 154,155,156,157,158].
5.2 Fuzzy Logic
The main aim of introducing FL is to optimize the preventive maintenance prioritization under the main constraints. Basically, FL is a multivalued logic that can be defined between traditional evaluations like true or false and yes or no. The application of computational intelligence methods for CM and fault diagnosis for machinery have been discussed. The researchers are focused on recently developed computational intelligence methods for CM and fault diagnosis [13]. More published literature has been successfully utilized for condition monitoring and fault classification of electrical rotation machine [159,160,161,162,163,164,165]. The typical fault detection and diagnosis technique has been discussed for turbo-generator with a rule based expert system [166]. The approach used by researchers is adopted for knowledge acquisition and uncertainty management.
5.3 Adaptive Neuro Fuzzy Inference System
The knowledge based intelligent predictive maintenance technique mainly composed of an algebraic neurofuzzy network is termed as adaptive neuro fuzzy inference system (ANFIS). ANFIS with decision tree is used for identification and auto diagnosis of faults in IM. The author concluded that ANFIS has the capability of effective fault diagnosis [167]. ANFIS is applied for the identification of stator winding insulation and bearing wear faults using five measurable input parameters [168, 169]. ANFIS and its combination with other techniques was also employed for classification and diagnosis of faults in electrical rotating machine. Few researchers have discussed the hybrid algorithms for fault diagnosis and CM. ANFIS with genetic algorithms and wavelet transform have been applied for detecting bearing defects [170, 171]. Hence, the application of ANFIS and multiscale entropy has been developed for an early and fast detection of bearing defects in industrial applications of IM [172].
5.4 Support Vector Machines
SVM is a supervised machine learning algorithm which can be used for both classification and regression challenges [173]. However, it is mostly used in classification problems for CM and automatic fault diagnosis. SVM is more efficient and accurate than ANN techniques due to risk depreciation. The SVM technique has been presented in fault detection of bearing defects [174]. CM and fault identification using analytical, signal processing and based on features extraction of input signal are more active areas of research. The comparative study has been presented on various techniques for bearing fault identification based on case western reserve university data [175]. For identification and diagnosis of faults in IM, the frequency spectrum of torque, speed and stator currents, Parks transformation, and continuous wavelet transform (CWT) can be applied to train a SVM [176,177,178,179,180]. A Least Squares SVM (LSSVM) has been used to obtaining ideal prediction results under a small sample size. The researchers proposed to estimate the degradation trend of slewing bearings with particle swan optimization (PSO) technique [181].
6 Conclusion
In this study, a review on different types of induction motor faults and their diagnostic schemes has been presented. This review is useful for orienting new research in the domain of condition monitoring and fault diagnosis of rotating machines and its components. The condition monitoring of IM has evolved with motor diagnostics, information management and data analytics platforms. By in-depth study of literature it has become clear that non-invasive MCSA is the most useful technique to identify faults. However, theoretical and modeling analysis of machine faults are indeed necessary to distinguish the relevant component of higher frequency spectrum that may be present due to machine saturation and harmonics distortion etc.
The usage of non-invasive type instruments will overcome the drawbacks of conventional sensors and monitoring schemes which will eliminate the need for mounting the sensor on the machine and results in quick measurement, non intrusiveness and high accuracy. As compared to other non-invasive techniques, the thermal imaging technique is considered as an efficacious tool for online monitoring of IM without human intervention. The consolidation of infrared thermal imaging techniques using artificial intelligence based techniques can further expedite the decision making process for pragmatic applications. After going through the above review, it can be concluded that fault detection methods and condition monitoring result in improved enhanced arrangement compared to conventional procedures for improvement and prioritization of maintenance assets. A qualitative comparison is made for condition monitoring and fault detection in induction motor.
7 Research Trends
Notwithstanding of all, researchers have presented a few condition monitoring techniques for induction motor. Condition monitoring is going to underpin most success stories over the next few years. At its best it will reduce costs, increase production rate, and provide an opportunity to provide more evidence-based decision making.
The development of portable handheld devices is expected to grow manifolds by miniaturization of the machine monitoring systems. The condition of the machine could be assessed in a better way without any contact using such devices. It will make condition monitoring possible even without visiting the actual site and enable us to collect data from remote locations. The comprehensive analysis of condition monitoring techniques must take into account the interrelation between signals. The low-cost and large scale development are key elements of future condition monitoring of electrical rotating machine. Expert system based on artificial intelligence, such as ANN, fuzzy logic and machine learning can be developed for timely maintenance, better detection and auto diagnosis.
References
Goyal D, Pabla B (2016) The vibration monitoring methods and signal processing techniques for structural health monitoring: a review. Arch Comput Methods Eng 23(4):585–594
Goyal D, Pabla B (2015) Condition based maintenance of machine tools-a review. CIRP J Manuf Sci Technol 10:24–35
Van Hecke B, Yoon J, He D (2016) Low speed bearing fault diagnosis using acoustic emission sensors. Appl Acoust 105:35–44
Glowacz A, Glowacz Z (2017) Diagnosis of stator faults of the single-phase induction motor using acoustic signals. Appl Acoust 117:20–27
SaravanaKumar R, Kumar KV, Roy K (2009) Fuzzy logic based fault detection in induction machines using lab view. Int J Comput Sci Netw Secur 9(9):226–243
Henao H, Capolino G-A, Fernandez-Cabanas M, Filippetti F, Bruzzese C, Strangas E, Pusca R, Estima J, Riera-Guasp M, Hedayati-Kia S (2014) Trends in fault diagnosis for electrical machines: a review of diagnostic techniques. IEEE Ind Electr Mag 8(2):31–42
Picazo-Rodenas M, Royo R, Antonino-Daviu J, Roger-Folch J (2011) Energy balance and heating curves of electric motors based on infrared thermography. In: 2011 IEEE International Symposium on industrial electronics (ISIE). IEEE, pp 591–596
Medoued A, Metatla A, Boukadoum A, Bahi T, Hadjadj I (2009) Condition monitoring and diagnosis of faults in the electric induction motor. Am J Appl Sci 6(6):1133
Ilonen J, Kamarainen J-K, Lindh T, Ahola J, Kalviainen H, Partanen J (2005) Diagnosis tool for motor condition monitoring. IEEE Trans Ind Appl 41(4):963–971
Munoz-Ornelas O, Elvira-Ortiz DA, Osornio-Rios RA, Romero-Troncoso RJ, Morales-Hernandez LA (2016) Methodology for thermal analysis of induction motors with infrared thermography considering camera location. In: Industrial electronics society, IECON 2016-42nd annual conference of the IEEE, pp 7113–7118, IEEE
Younus AM, Yang B-S (2012) Intelligent fault diagnosis of rotating machinery using infrared thermal image. Exp Syst Appl 39(2):2082–2091
Wong W-K, Loo C-K, Lim W-S, Tan P-N (2010) Thermal condition monitoring system using log-polar mapping, quaternion correlation and max-product fuzzy neural network classification. Neurocomputing 74(1):164–177
Zhang W, Jia M.-P, Zhu L, Yan X.-A (2017) Comprehensive overview on computational intelligence techniques for machinery condition monitoring and fault diagnosis. Chin J Mech Eng 30(4):1–14
Palmero GS, Santamaria JJ, de la Torre EM, González JP (2005) Fault detection and fuzzy rule extraction in ac motors by a neuro-fuzzy art-based system. Eng Appl Artif Intell 18(7):867–874
Gindy N, Al-Habaibeh A (1997) Condition monitoring of cutting tools using artificial neural networks. In: Proceedings of the thirty-second international matador conference, pp 299–304. Springer, Berlin
Hwang Y-R, Jen K-K, Shen Y-T (2009) Application of cepstrum and neural network to bearing fault detection. J Mech Sci Technol 23(10):2730–2737
Sugumaran V, Ramachandran K (2011) Effect of number of features on classification of roller bearing faults using SVM and PSVM. Exp Syst Appl 38(4):4088–4096
Milne R (1987) Artificial intelligence for online diagnosis. In: IEE proceedings D (control theory and applications), vol 134, pp 238–244, IET
Rao B, Pai PS, Nagabhushana T (2012) Failure diagnosis and prognosis of rolling-element bearings using artificial neural networks: a critical overview. J Phys Conf Ser 364:012023
Thorsen OV, Dalva M (1999) Failure identification and analysis for high-voltage induction motors in the petrochemical industry. IEEE Trans Ind Appl 35(4):810–818
Stone GC, Boulter EA, Culbert I, Dhirani H (2004) Electrical insulation for rotating machines: design, evaluation, aging, testing, and repair, vol 21. Wiley, New York
Tavner PJ, Penman J (1987) Condition monitoring of electrical machines, vol 1. Research Studies Pre
Vas P (1993) Parameter estimation, condition monitoring, and diagnosis of electrical machines, vol 27. Oxford University Press
Kohler JL, Sottile J, Trutt FC (1992) Alternatives for assessing the electrical integrity of induction motors. IEEE Trans Ind Appl 28(5):1109–1117
Li W, Mechefske CK (2006) Detection of induction motor faults: a comparison of stator current, vibration and acoustic methods. J Vib Control 12(2):165–188
Tavner P (2008) Review of condition monitoring of rotating electrical machines. IET Electr Power Appl 2(4):215–247
Gol O (2007) Condition monitoring of large electrical machines. Ph.D. thesis, Branzowy Osrodek Badawczo-Rozwojowy Maszyn Elektryczncyh’Komel’
Finley WR, Burke RR (1994) Troubleshooting motor problems. IEEE Trans Ind Appl 30(5):1383–1397
Singh G, Al Kazzaz SAS (2003) Induction machine drive condition monitoring and diagnostic research—a survey. Electr. Power Syst Res 64(2):145–158
Ranga C, Chandel AK (2015) Advanced tool based condition monitoring of induction machines by using labviewa review. In: 2015 IEEE UP Section Conference on electrical computer and electronics (UPCON), pp 1–6, IEEE
Choqueuse V, Benbouzid M (2015) Condition monitoring of induction motors based on stator currents demodulation. Int Rev Electr Eng IREE 10(6):704–715
Irfan M, Saad N, Ibrahim R, Asirvadam VS, Alwadie AS, Sheikh MA (2017) An assessment on the non-invasive methods for condition monitoring of induction motors. In: Fault diagnosis and detection, InTech
Patel RA, Bhalja BR (2016) Condition monitoring and fault diagnosis of induction motor using support vector machine. Electr Power Compon Syst 44(6):683–692
Patel R, Giri V (2017) Condition monitoring of induction motor bearing based on bearing damage index. Arch Electr Eng 66(1):105–119
Kande M, Isaksson AJ, Thottappillil R, Taylor N (2017) Rotating electrical machine condition monitoring automationa review. Machines 5(4):24
Nunez J, Velazquez L, Hernandez L, Troncoso R, Osornio-Rios R (2016) Low-cost thermographic analysis for bearing fault detection on induction motors. J Sci Ind Res 75:412–415
Tandon N, Yadava G, Ramakrishna K (2007) A comparison of some condition monitoring techniques for the detection of defect in induction motor ball bearings. Mech Syst Signal Process 21(1):244–256
Halem N, Zouzou S, Srairi K, Guedidi S, Abbood F (2013) Static eccentricity fault diagnosis using the signatures analysis of stator current and air gap magnetic flux by finite element method in saturated induction motors. Int J Syst Assur Eng Manag 4(2):118–128
Sheikh MA, Nor NM, Ibrahim T, bin Hamdan MF (2016) A new method for detection of unbalanced voltage supply through rotor harmonics and symbolic state dynamics. In: 2016 6th international conference on intelligent and advanced systems (ICIAS), pp 1–6, IEEE
Glowacz A, Glowacz Z (2016) Diagnostics of stator faults of the single-phase induction motor using thermal images, moasos and selected classifiers. Measurement 93:86–93
Heising C (2007) Ieee recommended practice for the design of reliable industrial and commercial power systems. IEEE Inc., New York
Albrecht P, Appiarius J, McCoy R, Owen E, Sharma D (1986) Assessment of the reliability of motors in utility applications-updated. IEEE Trans Energy Convers 1:39–46
Thorsen OV, Dalva M (1995) A survey of faults on induction motors in offshore oil industry, petrochemical industry, gas terminals, and oil refineries. IEEE Trans Ind Appl 31(5):1186–1196
O’Donnell P, Heising C, Singh C, Wells S (1987) Report of large motor reliability survey of industrial and commercial installations. iii. IEEE Trans Ind Appl 23(1):153–158
Hänninen S (1991) Analysis of failure and maintenance experiences of large electrical motors. Teknillinen korkeakoulu
Da Silva AM (2006) Induction motor fault diagnostic and monitoring methods. Ph.D. thesis, Marquette University
Kanović Ž, Matić D, Jeličić Z, Rapaić M, Jakovljević B, Kapetina M (2013) Induction motor broken rotor bar detection using vibration analysisa case study. In: 2013 9th IEEE international symposium on diagnostics for electric machines, power electronics and drives (SDEMPED), pp 64–68, IEEE
Guedidi S, Zouzou S, Laala W, Sahraoui M, Yahia K (2011) Broken bar fault diagnosis of induction motors using MCSA and neural network. In: 2011 IEEE international symposium on diagnostics for electric machines, power electronics and drives (SDEMPED), pp 632–637, IEEE
Garcia-Ramirez AG, Morales-Hernandez LA, Osornio-Rios RA, Benitez-Rangel JP, Garcia-Perez A, de Jesus Romero-Troncoso R (2014) Fault detection in induction motors and the impact on the kinematic chain through thermographic analysis. Electr Power Syst Res 114:1–9
Jeffali F, Kihel B, Nougaoui A, Delaunois F (2015) Monitoring and diagnostic misalignment of asynchronous machines by infrared thermography. J Mater Environ Sci 6:4
Verma AK, Sarangi S, Kolekar MH (2013) Misalignment fault detection in induction motor using rotor shaft vibration and stator current signature analysis. Int J Mechatron Manuf Syst 6(5–6):422–436
Verma AK, Sarangi S, Kolekar M (2013) Shaft misalignment detection using stator current monitoring. Int J Adv Comput Res 3(8):305
Ahamed S, Mitra M, Sengupta S, Sarkar A (2012) Identification of mass-unbalance in rotor of an induction motor through envelope analysis of motor starting current at no load. J Eng Sci Technol Rev 5(1):83–89
Sadeghi I, Ehya H, Faiz J (2017) Eccentricity fault indices in large induction motors an overview. In: Power electronics, drive systems and technologies conference (PEDSTC), 2017 8th, pp 329–334, IEEE
Samaga R, Vittal K, Vikas J (2011) Effect of unbalance in voltage supply on the detection of mixed air gap eccentricity in an induction motor by motor current signature analysis. In: Innovative smart grid technologies-India (ISGT India), 2011 IEEE PES, pp 108–113, IEEE
Jagasics S (2010) Comprehensive analysis on the effect of static air gap eccentricity on cogging torque. In: 2010 IEEE 19th international workshop on robotics in Alpe-Adria-Danube Region (RAAD), pp 447–449, IEEE
Samaga BR, Vittal K (2011) Air gap mixed eccentricity severity detection in an induction motor. In: Recent advances in intelligent computational systems (RAICS), 2011 IEEE, pp 115–119, IEEE
Ahmed M, Imran K, JunaidAkhtar S (2011) Detection of eccentricity faults in machine usingfrequency spectrum technique. Int J Comput Electr Eng 3(1):111
Lopez-Perez D, Antonino-Daviu J (2017) Application of infrared thermography to failure detection in industrial induction motors: case stories. IEEE Trans Ind Appl
Eftekhari M, Moallem M, Sadri S, Hsieh M-F (2013) A novel indicator of stator winding inter-turn fault in induction motor using infrared thermal imaging. Infrared Phys Technol 61:330–336
Mortazavizadeha SA, Vahedib A, Zohouric A (2012) Detection of stator winding inter-turn short circuit in induction motor using vibration specified harmonic amplitude
Amaral T, Pires V, Martins J, Pires A, Crisostomo M (2007) Image processing to a neuro-fuzzy classifier for detection and diagnosis of induction motor stator fault. In: Industrial electronics society, 2007. IECON 2007. 33rd Annual conference of the IEEE, pp 2408–2413, IEEE
Chattopadhyaya A, Chattopadhyay S, Sengupta S (2013) Stator current assessment of an induction motor at crawling in clarke plane 1
Bapat A (2003) Ground fault detection and protection for motors
Fantidis J, Karakoulidis K, Lazidis G, Potolias C, Bandekas D (2013) The study of the thermal profile of a three-phase motor under different conditions. ARPN J Eng Appl Sci 8(11):892–899
Tita MC, Bitoleanu A (2012) Technologies and pollution factors in electrical machines factory. In: 2012 international conference on applied and theoretical electricity (ICATE), pp 1–6, IEEE
Harris TA (2001) Rolling bearing analysis. Wiley, New York
Ramirez-Nunez JA, Morales-Hernandez LA, Osornio-Rios RA, Antonino-Daviu JA, Romero-Troncoso RJ (2016) Self-adjustment methodology of a thermal camera for detecting faults in industrial machinery. In: Industrial electronics society, IECON 2016-42nd annual conference of the IEEE, pp 7119–7124, IEEE
Othman MS, Nuawi MZ, Mohamed R (2016) Experimental comparison of vibration and acoustic emission signal analysis using kurtosis-based methods for induction motor bearing condition monitoring. Przeglad Elektrotechniczny 92(11):208–212
Kumar S, Goyal D, Dhami SS (2018) Statistical and frequency analysis of acoustic signals for condition monitoring of ball bearing. Mater Today Proc 5(2):5186–5194
Othman MS, Nuawi MZ, Mohamed R. Vibration and acoustic emission signal monitoring for detection of induction motor bearing fault
Patel V, Tandon N, Pandey R (2012) Defect detection in deep groove ball bearing in presence of external vibration using envelope analysis and duffing oscillator. Measurement 45(5):960–970
Choudhury A, Tandon N (2000) Application of acoustic emission technique for the detection of defects in rolling element bearings. Tribol Int 33(1):39–45
Al-Dossary S, Hamzah RR, Mba D (2009) Observations of changes in acoustic emission waveform for varying seeded defect sizes in a rolling element bearing. Appl Acoust 70(1):58–81
Alfredson R, Mathew J (1985) Frequency domain methods for monitoring the condition of rolling element bearings. Transactions of the Institution of Engineers, Australia. Mech Eng 10(2):108–112
Eren L, Devaney MJ (2001) Motor bearing damage detection via wavelet analysis of the starting current transient. In: Instrumentation and measurement technology conference, 2001. IMTC 2001. Proceedings of the 18th IEEE, vol 3, pp 1797–1800, IEEE
Pires VF, Foito D, Martins J, Pires A (2015) Detection of stator winding fault in induction motors using a motor square current signature analysis (mscsa). In: 2015 IEEE 5th international conference on power engineering, energy and electrical drives (POWERENG), pp 507–512, IEEE
Mousavi S, Kar NC, Timusk M (2017) A novel parallel modelling-wavelet based mechanical fault detection using stator current signature of induction machine under variable load conditions. J Electr Eng Electr Technol 6(2):2–9
Hildebrand L (1930) Quiet induction motors. Trans Am Inst Electr Eng 49(3):848–852
Garcia-Guevara FM, Villalobos-Piña FJ, Alvarez-Salas R, Cabal-Yepez E, Gonzalez-Garcia MA (2016) Stator fault detection in induction motors by autoregressive modeling. Math Probl Eng 2016
Treetrong J (2010) Fault detection and diagnosis of induction motors based on higher-order spectrum. In: Proceedings of the international multiconference of engineers and computer scientists, vol 2
Siddiqui KM, Sahay K, Giri V (2015) Rotor broken bar fault detection in induction motor using transformative techniques. J Electr Eng 15(1):135–141
Hernandez-Vargas M, Cabal-Yepez E, Garcia-Perez A, Romero-Troncoso R (2012) Novel methodology for broken-rotor-bar and bearing faults detection through SVD and information entropy
Glowacz A, Glowacz Z (2017) Diagnosis of the three-phase induction motor using thermal imaging. Infrared Phys Technol 81:7–16
Miljković D (2015) Brief review of motor current signature analysis. HDKBR INFO Magazin 5(1):14–26
Faiz J, Moosavi S (2016) Eccentricity fault detection-from induction machines to DFIG—a review. Renew Sustain Energy Rev 55:169–179
Vaithilingam C, Thio G (2015) Health monitoring of induction motor for vibration. J Electr Eng 1–8
Shnibha R, Albarbar A, Abouhnik A, Ibrahim G (2012) A more reliable method for monitoring the condition of three-phase induction motors based on their vibrations. ISRN Mech Eng 2012
Sudhakar I, AdiNarayana S, AnilPrakash M, Condition monitoring of a 3-\(\phi\) induction motor by vibration spectrum anaylsis using FFT analyser—a case study. Mater Today Proc
Janier JB, Zaharia MFZ (2011) Condition monitoring system for induction motor using fuzzy logic tool. In: 2011 first international conference on informatics and computational intelligence (ICI), pp 3–7, IEEE
Goyal D, Pabla Vanraj B, Dhami S (2017) Condition monitoring parameters for fault diagnosis of fixed axis gearbox: a review. Arch Comput Methods Eng 24(3):543–556
Goyal D, Pabla B, Dhami S, Lachhwani K (2016) Optimization of condition-based maintenance using soft computing. Neural Comput Appl 1–16
Goyal D, Pabla B (2016) Development of non-contact structural health monitoring system for machine tools. J Appl Res Technol 14(4):245–258
Vanraj, Goyal D, Saini A, Dhami S, Pabla B (2016) Intelligent predictive maintenance of dynamic systems using condition monitoring and signal processing techniquesa review. In International conference on advances in computing, communication, and automation (ICACCA)(Spring), pp 1–6, IEEE, 2016
Benbouzid MEH (2000) A review of induction motors signature analysis as a medium for faults detection. IEEE Trans Ind Electr 47(5):984–993
Yamamoto GK, da Costa C, da Silva Sousa JS (2016) A smart experimental setup for vibration measurement and imbalance fault detection in rotating machinery. Case studies. Mech Syst Signal Process 4:8–18
Wadhwani S, Gupta S, Kumar V (2006) Vibration based fault diagnosis of induction motor. IETE Tech Rev 23(3):151–162
Tandon N, Choudhury A (1999) A review of vibration and acoustic measurement methods for the detection of defects in rolling element bearings. Tribol Int 32(8):469–480
Donnellan P, Condition monitoring of cooling tower fan gearboxes. In: IMECHE conference transactions 7:195–204. Professional Engineering Publishing; 1998, 2000
Raghavendra K, Karabasanagouda B (2014) Frequency response analysis of deep groove ball bearing. Int J Sci Res 3(8):1920–1926
Al-Ghamd AM, Mba D (2006) A comparative experimental study on the use of acoustic emission and vibration analysis for bearing defect identification and estimation of defect size. Mech Syst Signal Process 20(7):1537–1571
Gu DS, Choi BK (2011) Machinery faults detection using acoustic emission signal. In: Acoustic waves-from microdevices to helioseismology, InTech
Niknam SA, Songmene V, Au YJ (2013) Proposing a new acoustic emission parameter for bearing condition monitoring in rotating machines. Trans Canad Soc Mech Eng 37(4):1105–1114
Krondl M (1933) Noise of electrical machinery. CIGRE, Paris, France (in French)
Jordan H (1950) Low noise electric motors. Verlag W, Girardet Essen
Golaski L, Gebski P, Ono K (2002) Diagnostics of reinforced concrete bridges by acoustic emission. J Acous Emission 20(2002):83–89
Kim K, Parlos AG (2002) Induction motor fault diagnosis based on neuropredictors and wavelet signal processing. IEEE/ASME Trans Mechatron 7(2):201–219
Entezami M, Stewart E, Tutcher J, Driscoll W, Ellis R, Yeo G, Zhang Z, Roberts C, Kono T, Bayram S (2014) Acoustic analysis techniques for condition monitoring of roller bearings
Tan C (1990) Application of acoustic emission to the detection of bearing failures. In: International tribology conference 1990, Brisbane 2–5 December 1990: Putting Tribology to Work; Reliability and Maintainability through Lubrication and Wear Technology; Preprints of Papers, p 110, Institution of Engineers, Australia
Hsu JS (1995) Monitoring of defects in induction motors through air-gap torque observation. IEEE Trans Ind Appl 31(5):1016–1021
Thomas VV, Vasudevan K, Kumar VJ (2001) Use of air-gap torque spectra for squirrel cage rotor fault identification. In: 2001 4th IEEE international conference on power electronics and drive systems, 2001. Proceedings., vol 2, pp 484–488, IEEE
Thomas VV, Vasudevan K, Kumar VJ (2003) Online cage rotor fault detection using air-gap torque spectra. IEEE Trans Energy Convers 18(2):265–270
da Silva AM, Povinelli RJ, Demerdash NA (2013) Rotor bar fault monitoring method based on analysis of air-gap torques of induction motors. IEEE Trans Ind Inform 9(4):2274–2283
Kumar MJR, Banakara B (2017) Finite element analysis in the estimation of air-gap torque and surface temperature of induction machine. In: Materials science and engineering conference series, vol 225, p 012116
Pillay P, Xu Z (1996) Motor current signature analysis. In: Industry applications conference, 1996. Thirty-first IAS annual meeting, IAS’96., conference record of the 1996 IEEE, vol 1, pp 587–594, IEEE
Singhal A, Khandekar MA (2013) Bearing fault detection in induction motor using motor current signature analysis. Int J Adv Res Electr Electron Instrum Eng 2(7):3258–3264
Thomson WT (2009) On-line motor current signature analysis prevents premature failure of large induction motor drives. Maint Asset Manag 24(3):30–35
Thomson WT, Gilmore RJ (2003) Motor current signature analysis to detect faults in induction motor drives–fundamentals, data interpretation, and industrial case histories. In: Proceedings of the thirty-second turbomachinery symposium, pp 145–156
Mehala N, Dahiya R (2007) Motor current signature analysis and its applications in induction motor fault diagnosis. Int J Syst Appl Eng Dev 2(1):29–35
Kumar KV (2011) A review of voltage and current signature diagnosis in industrial drives. Int J Power Electron Drive Syst 1(1):75
Miceli R, Gritli Y, Di Tommaso A, Filippetti F, Rossi C (2014) Vibration signature analysis for monitoring rotor broken bar in double squirrel cage induction motors based on wavelet analysis. COMPEL Int J Comput Math Electr Electron Eng 33(5):1625–1641
Thomson WT, Fenger M (2001) Current signature analysis to detect induction motor faults. IEEE Ind Appl Mag 7(4):26–34
Singh S, Kumar A, Kumar N (2014) Motor current signature analysis for bearing fault detection in mechanical systems. Proc Mater Sci 6:171–177
Granda D, Aguilar WG, Arcos-Aviles D, Sotomayor D (2017) Broken bar diagnosis for squirrel cage induction motors using frequency analysis based on MCSA and continuous wavelet transform. Math Comput Appl 22(2):30
Schulz R, Verstockt S, Vermeiren J, Loccufier M, Stockman K, Van Hoecke S (2014) Thermal imaging for monitoring rolling element bearings. In: 12th International conference on quantitative infrared thermography, pp 7–11
Shehata SA, El-Goharey HS, Marei MI, Ibrahim AK (2013) Detection of induction motors rotor/stator faults using electrical signatures analysis. In: Proceedings international conference on renewable energies and power quality. Bilbao, Spain, vol 16
Gaeid KS, Ping HW, Khalid M, Salih AL (2011) Fault diagnosis of induction motor using MCSA and FFT. Electr Electron Eng 1(2):85–92
Pöyhönen S (2004) Support vector machine based classification in condition monitoring of induction motors. Helsinki University of Technology
Ishimwe R, Abutaleb K, Ahmed F (2014) Applications of thermal imaging in agriculturea review. Adv Remote Sens 3(03):128
Akula A, Ghosh R, Sardana H (2011) Thermal imaging and its application in defence systems. In AIP conference proceedings, vol 1391, pp 333–335, AIP
Rinker J (1975) Airborne infrared thermal detection of caves and crevasses. Photogramm Eng Remote Sens 44(11)
Wang M-H, Wu P-C, Jiang W-J (2015) Application of infrared thermography and extension recognize method to intelligent fault diagnosis of distribution panels. IEEJ Trans Electr Electron Eng 10(4):479–486
Ring E, Ammer K (2012) Infrared thermal imaging in medicine. Physiol Meas 33(3):R33
Feig SA, Shaber GS, Schwartz GF, Patchefsky A, Libshitz HI, Edeiken J, Nerlinger R, Curley RF, Wallace JD (1977) Thermography, mammography, and clinical examination in breast cancer screening: review of 16,000 studies. Radiology 122(1):123–127
Allred LG, Howard TR (1996) Thermal imaging is the sole basis for repairing circuit cards in the f-16 flight control panel. In: AUTOTESTCON’96, Test Technology and Commercialization. Conference Record, pp 418–424, IEEE,
Sonan R, Harmand S, Pellé J, Leger D, Fakès M (2008) Transient thermal and hydrodynamic model of flat heat pipe for the cooling of electronics components. Int J Heat Mass Transf 51(25):6006–6017
da Costa Bortoni E, Yamachita RA, Guimarães JM, de Castro Santos MC (2014) Losses estimation in induction motors using infrared thermography techniques. In Proceedings of the 12th international conference on quantitative infrared thermography (QIRT 2014)
Chaturvedi D, Iqbal MS, Pratap M (2015) Intelligent health monitoring system for three phase induction motor using infrared thermal image. In: 2015 international conference on energy economics and environment (ICEEE), pp 1–6, IEEE,
Abdulshahed AM, Longstaff AP, Fletcher S, Myers A (2015) Thermal error modelling of machine tools based on anfis with fuzzy c-means clustering using a thermal imaging camera. Appl Math Modell 39(7):1837–1852
Singh G, Kumar TCA, Naikan V (2016) Fault diagnosis of induction motor cooling system using infrared thermography. In: 2016 IEEE 6th international conference on power systems (ICPS), pp 1–4, IEEE
Singh G, Kumar TCA, Naikan V (2016) Induction motor inter turn fault detection using infrared thermographic analysis. Infrared Phys Technol 77:277–282
Mayr J, Jedrzejewski J, Uhlmann E, Donmez MA, Knapp W, Härtig F, Wendt K, Moriwaki T, Shore P, Schmitt R, Brecher C, Würz T, Wegener K (2012) Thermal issues in machine tools. CIRP Ann Manuf Technol 61(2):771–791
Khare S, Negi S (2007) Thermal (infrared) imaging sensors. Def Sci J 57(3):173
Cardone D, Pinti P, Merla A (2015) Thermal infrared imaging-based computational psychophysiology for psychometrics. In: Computational and mathematical methods in medicine, vol 2015
Bagavathiappan S, Lahiri B, Saravanan T, Philip J, Jayakumar T (2013) Infrared thermography for condition monitoring—a review. Infrared Phys Technol 60:35–55
Chien C-L, Tseng D-C (2011) Color image enhancement with exact hsi color model. Int J Innov Comput Inf Control 7(12):6691–6710
Almeida CAL, Braga AP, Nascimento S, Paiva V, Martins HJ, Torres R, Caminhas WM (2009) Intelligent thermographic diagnostic applied to surge arresters: a new approach. IEEE Trans Power Deliv 24(2):751–757
Wild W (2007) Application of infrared thermography in civil engineering. Proc Estonian Acad Sci Eng 13(4):436–444
Antonopoulos V (2006) Water movement and heat transfer simulations in a soil under ryegrass. Biosyst Eng 95(1):127–138
Al-Karawi J, Schmidt J (2004) Application of infrared thermography to the analysis of welding processes. In: 7th international conference on quantitative infrared thermography, Belgium
Jadin MS, Taib S (2012) Recent progress in diagnosing the reliability of electrical equipment by using infrared thermography. Infrared Phys Technol 55(4):236–245
NFP Association (2009) NFPA 70B: recommended practice for electrical equipment maintenance. National Fire Protection Association
Johnson E, Hyer P, Culotta P, Clark I (1998) Evaluation of infrared thermography as a diagnostic tool in CVD applications. J Cryst Growth 187(3):463–473
Unal M, DEmetgul M, Onat M, Kucuk H (2013) Fault diagnosis of rolling bearing based on feature extraction and neural network algorithm. Recent Adv Electr Eng Ser 10
Bin G, Gao J, Li X, Dhillon B (2012) Early fault diagnosis of rotating machinery based on wavelet packetsempirical mode decomposition feature extraction and neural network. Mech Syst Signal Process 27:696–711
Saravanan N, Ramachandran K (2010) Incipient gear box fault diagnosis using discrete wavelet transform (DWT) for feature extraction and classification using artificial neural network (ANN). Exp Syst Appl 37(6):4168–4181
Unal M, Onat M, Demetgul M, Kucuk H (2014) Fault diagnosis of rolling bearings using a genetic algorithm optimized neural network. Measurement 58:187–196
Leung FH-F, Lam H-K, Ling S-H, Tam PK-S (2003) Tuning of the structure and parameters of a neural network using an improved genetic algorithm. IEEE Trans Neural Netw 14(1):79–88
Abdulghafour M, El-Gamal M (1996) A fuzzy logic system for analog fault diagnosis. In: 1996 IEEE international symposium on circuits and systems, 1996. ISCAS’96, Connecting the World, vol 1, pp 97–100, IEEE
Nejjari H, Benbouzid MEH (1999) Application of fuzzy logic to induction motors condition monitoring. IEEE Power Eng Rev 19(6):52–54
Benbouzid M, Nejjari H (2001) A simple fuzzy logic approach for induction motors stator condition monitoring. In: Electric machines and drives conference, 2001. IEMDC 2001. IEEE international, pp 634–639, IEEE
Wang J, Hu H (2006) Vibration-based fault diagnosis of pump using fuzzy technique. Measurement 39(2):176–185
Noreesuwan T, Suksawat B (2010) Propose of unsealed deep groove ball bearing condition monitoring using sound analysis and fuzzy logic. In: 2010 international conference on control automation and systems (ICCAS), pp 409–413, IEEE
Mini V, Setty S, Ushakumari S (2010) Fault detection and diagnosis of an induction motor using fuzzy logic. In: 2010 IEEE region 8 international conference on computational technologies in electrical and electronics engineering (SIBIRCON), pp 459–464, IEEE
Mini V, Ushakumari S (2011) Incipient fault detection and diagnosis of induction motor using fuzzy logic. In: Recent advances in intelligent computational systems (RAICS), 2011 IEEE, pp. 675–681, IEEE
Chakrabarti B, Gupta KN, Yadava GS (1995) Diagnosing turbo-generator faults with a rule-based expert system. Maintenance-Farnham 10(5):12–18
Yang B-S, Oh M-S, Tan ACC (2009) Fault diagnosis of induction motor based on decision trees and adaptive neuro-fuzzy inference. Exp Syst Appl 36(2):1840–1849
Ballal M, Khan Z, Suryawanshi H, Sonolikar R (2006) Induction motor: fuzzy system for the detection of winding insulation condition and bearing wear. Electr Power Compon Syst 34(2):159–171
Ballal MS, Khan ZJ, Suryawanshi HM, Sonolikar RL (2007) Adaptive neural fuzzy inference system for the detection of inter-turn insulation and bearing wear faults in induction motor. IEEE Trans Ind Electron 54(1):250–258
Lei Y, He Z, Zi Y, Hu Q (2007) Fault diagnosis of rotating machinery based on multiple anfis combination with gas. Mech Syst Signal Process 21(5):2280–2294
Lou X, Loparo KA (2004) Bearing fault diagnosis based on wavelet transform and fuzzy inference. Mech Syst Signal Process 18(5):1077–1095
Zhang L, Xiong G, Liu H, Zou H, Guo W (2010) Bearing fault diagnosis using multi-scale entropy and adaptive neuro-fuzzy inference. Exp Syst Appl 37(8):6077–6085
Kankar PK, Sharma SC, Harsha SP (2011) Fault diagnosis of ball bearings using machine learning methods. Exp Syst Appl 38(3):1876–1886
Widodo A, Yang B-S (2007) Support vector machine in machine condition monitoring and fault diagnosis. Mech Syst Signal Process 21(6):2560–2574
Boudiaf A, Moussaoui A, Dahane A, Atoui I (2016) A comparative study of various methods of bearing faults diagnosis using the case western reserve university data. J Fail Anal Prevent 16(2):271–284
Amel B, Laatra Y, Sami S, Nourreddine D (2013) Classification and diagnosis of broken rotor bar faults in induction motor using spectral analysis and SVM. In: 2013 8th international conference and exhibition on ecological vehicles and renewable energies (EVER), pp 1–5, IEEE
Das S, Koley C, Purkait P, Chakravorti S (2010) Wavelet aided SVM classifier for stator inter-turn fault monitoring in induction motors. In: Power and energy society general meeting, 2010 IEEE, pp 1–6
Armaki MG, Roshanfekr R (2010) A new approach for fault detection of broken rotor bars in induction motor based on support vector machine. In: 2010 18th Iranian conference on electrical engineering (ICEE), pp 732–738, IEEE
Kurek J, Osowski S (2008) Support vector machine for diagnosis of the bars of cage inductance motor. In: 15th IEEE international conference on electronics, circuits and systems, 2008. ICECS 2008. pp. 1022–1025, IEEE
Fang R, Ma H (2006) Application of MCSA and SVM to induction machine rotor fault diagnosis. In: The sixth world congress on intelligent control and automation, 2006. WCICA 2006. vol 2, pp 5543–5547, IEEE
Dong S, Luo T (2013) Bearing degradation process prediction based on the PCA and optimized LS-SVM model. Measurement 46(9):3143–3152
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
About this article

Cite this article
Choudhary, A., Goyal, D., Shimi, S.L. et al. Condition Monitoring and Fault Diagnosis of Induction Motors: A Review. Arch Computat Methods Eng 26, 1221–1238 (2019). https://doi.org/10.1007/s11831-018-9286-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11831-018-9286-z