
Abstract
Ladle cranes are metallurgical equipment used to carry and pour molten metal. Their security and operational reliability are important. This paper adopts mechanical analysis to obtain the method for formulating allowable casting hook loading when the ladle crane is pouring molten steel. Taking advantage of ladle’s inner cavity size and molten steel height, the corresponding relationship between tilting moment and tilting angle is obtained. Then, according to tilting moment, the relationship between casting hook load and tilting angle is found, and then used to obtain the precise algorithm for the casting hook load on the ladle crane. The research shows that when the ladle is pouring molten steel, the tilting moment and the casting hook load on ladle crane show a trend of rising first and then decreasing; when molten steel had been poured, dumping the steel slag with different tilting mechanisms results in different casting hook loads on the ladle crane.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The ladle crane is one of the most important pieces of equipment in the steelmaking process, and the ladle is the main functional part of the ladle crane (Fig. 1). With advancement of metallurgical technology, the ladle has the functions of holding, carrying, refining, pouring molten steel, as well as dumping slag and landing. When ladle crane is pouring, the influence of the ladle during different tilting operations varies.

Ladle pouring
In 2001, Kazuhiko Terashima and Ken’ichiYano studied control of ladle pouring, with a goal of controlling the sloshing of the ladle during pouring processes by means of a three-axis synchronous control [1]. In 2002, Ken’ichiYano studied advanced control of liquid containers along an oblique transfer path, especially focusing on the suppression of liquid sloshing, and proposed a method for actively controlling rotational motion of the container [2]. In the same year, Yu Sugimoto and Ken’ichiYano used a tilt-type automatic pouring robot to keep the molten steel of the pouring cup at a constant level, and control the liquid level with a two-degree-of-freedom control system to complete automatic pouring [3]. In 2003, Kazuhiko Terashima and Ken’ichi Yano proposed a method for predicting the weight of molten metal when ladle is pouring, and a method for inhibiting liquid sloshing caused by ladle swing [4]. In 2008, Yoshiyuki Noda and Yusuke Matsuo examined an automatic pouring system which was used in the foundry industry, using a new flow estimation method with extended Kalman filter and sensor dynamic compensation, to estimate the flow of liquid in inclined trapezoidal containers [5]. In 2009, Yoshiyuki Noda and Kazuhiko Terashima introduced an advanced automatic pouring control system robot, and proposed to accurately control the weight of the pouring liquid on target weight. During the pouring process, precise pouring of molten metal is required to quickly enter the mold, thereby increasing productivity and saving energy [6]. In 2009, Ken’ichiYano and Kazuhiko Terashima introduced the monitoring of an all-metal gating system, which calculated the ladle tilt control by using an adaptive feedforward control method to improve the productivity of the factory and the quality of the product [7]. In 2010, Yoshiyuki Noda and Ryusuke Fukushima studied an automatic pouring robot used in the metal pouring industry with an advanced control system that enables the monitor and control of the falling position of liquid in ladle [8]. In 2012, Atsushi Ito and Yoshiyuki Noda proposed a new method of controlling the outflow of liquids, which allows the position of the sprue to be as low as possible, thus avoiding splashing of liquid between ladle and mold [9]. In 2017, pouring mode switching was proposed to shift to the lowest pouring mode depending on pouring conditions and ladle posture. An analytical algorithm of the falling position control system was built [10]. In 2018, using a fully automatic ladle pouring machine, the high demands on flexibility and quality could be met. The rejection rate was lowered significantly, the yield was considerably improved, and a high degree of automation was achieved [11]. We have studied the vibration control of nuclear power crane. For a ladle crane, we also need to consider its security and stability [12].
Ladle Pouring System for Ladle Crane
System Configuration
A ladle crane lifting a ladle and pouring molten steel is shown in Fig. 1. The two laminated plate hooks of the main lifting mechanism of the ladle crane are, respectively, hung on the trunnions of the ladle, and the casting hook is matched with the main hook to pour the metal. Through mutual cooperation between main and casting hooks, the ladle rotates around the fixed shaft to pour the molten steel. When the ladle rotates around the center of the trunnion, the casting hook moves on a circular orbit. The rotation angle of the ladle is precisely rotated by the control system, in order to realize rapid and efficient pouring of the molten steel according to the actual requirements of the steel mill.
Basic Parameters of the Ladle
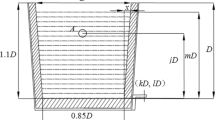
In this paper, Table 1 is the terms involved in the article, Fig. 2 shows the shape of a ladle, its basic dimensions are shown in Table 2. In the ladle as shown, D is the upper mouth diameter of ladle Inner cavity, D1 is the upper inner diameter of ladle shell (Contains refractory material), D2 is the upper mouth diameter of ladle shell, and D3 is the lower mouth diameter of ladle inner cavity, D4 is the lower inner diameter of ladle shell (Contains refractory material), D5 is the lower mouth diameter of ladle shell, H is the inner cavity height of ladle, H1 is the inner cavity height of ladle (Contains refractory material), H2 is the shell height of ladle, and y0 is the center of gravity of empty ladle.

Profile of the ladle
Analysis of Pouring Process of Ladle
Calculation of Tilting Moment with Pouring Molten Steel
The tilting moment of ladle M can be expressed as
Tilting Moment M 1 Caused by Weight of Molten Steel and Steel Slag
The molten steel moment is the tilting moment caused by the weight of the molten steel and slag. The quality of steel slag is much smaller than that of molten steel, so in actual calculations, the overall density of the molten steel and the steel slag is approximately 7000 kg/m3(The density of molten steel at 1600°C)./As tilting angle increases, the volume and center of gravity of molten steel also change. To simplify calculations, it is conceivable to treat the entire molten steel as a cylinder. According to this assumption, when ladle is covered by molten steel during tilting process, the volume of the entire molten steel is a truncated oblique cylinder, when bottom of ladle is exposed, the volume of the entire molten steel is a truncated oblique cylinder with incomplete bottom. The calculation of M1 is discussed below.
From the beginning of the tilting through when the bottom of ladle has not been exposed, there are three typical locations at this stage. In Fig. 3a is a simplified diagram when the crane casting hook just hooked the ladle, (b) is a simplified diagram of molten steel just flowing out of the ladle, (c) is a simplified diagram of ladle pouring molten steel until the bottom of the ladle is just exposed. From the bottom of ladle just to be exposed until the molten steel had been completely poured, there are two typical positions at this stage. In Fig. 3d is a simplified diagram of molten steel just past the central axis of ladle, and (e) is a simplified diagram of when all the molten steel in ladle has just been poured.

Five typical locations when molten steel pouring
The tilting moment Ml caused by weight of molten steel and steel slag is
According to actual situation of molten steel pouring, there are four stages to solve the volume of molten steel(v), the abscissa of the center of molten steel gravity(x), and the ordinate of the center of molten steel gravity(y).
First stage (Angle range): From ladle beginning to dump to molten steel is about to flow out, the volume of molten steel(v), the abscissa of the center of molten steel gravity(x), the ordinate of the center of molten steel gravity(y) are as follows.
Second stage (Angle range): From when the molten steel is about to flow out to the bottom of the ladle is just about to be exposed, the volume of molten steel(v), the abscissa of the center of molten steel gravity(x), the ordinate of the center of molten steel gravity(y) are as follows.
Third stage (Angle range): From when the bottom of the ladle is just about to be exposed to the molten steel just passed the bottom center axis of ladle, the volume of molten steel(v), the abscissa of the center of molten steel gravity(x), the ordinate of the center of molten steel gravity(y) are as follows. Figure 4 is a calculation diagram.

Calculation diagram
Fourth stage (Angle range): From when the molten steel has just passed the bottom center axis of ladle to the time the molten steel had been completely poured, the volume of molten steel(v), the abscissa of the center of molten steel gravity(x), the ordinate of the center of molten steel gravity(y) are same as the third stage, just the methods for solving sinγ and cosγ are different, formulas are as follows.
Tilting Moment M k Caused by the Weight of Empty Ladle
Tilting moment Mk caused by the weight of the empty ladle that contains refractory material is
Frictional Torque M m Caused by Friction Between Hook and Trunnion
Friction torque Mm is
Casting Hook Load with Pouring Molten Steel
The calculation formula for the weight of casting hook load when ladle crane pouring molten steel is
Tilting Moment and Casting Hook Load
Table 3 is relevant calculation data of 320t ladle, the density ρ of molten steel is 7000 kg/m3, the quality of ladle and lining material m3 is 57,790 kg., the angle between L1 and y-axis is 38°. Table 4 is the tilting moment and casting hook load of crane when the ladle pours molten steel. Figure 5 is the curve of tilting moment and casting hook load when the ladle is under different tilting angles, which is drawn by software OriginPro.

Tilting moment curve and casting hook load curve of ladle under different tilting angles
Analysis of Casting Hook Load
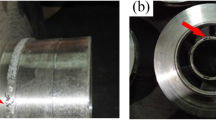
Since the ladle shown in Fig. 6b has no slag removal mechanism, this type of ladle is only pouring molten steel, it’s tilting angle can be up to 86.7°, it’s casting hook load can be formulated according to Table 4.

Ladle of different tilting mechanisms. a Ladle with slog removal mechanism. b Ladle without slog removal mechanism
For the ladle with slag removal mechanism as shown in Fig. 3a, it is also necessary to calculate the casting hook load when crane lifts ladle for deslagging. Table 5 shows the tilting moment and the casting hook load of crane when this type of ladle is dumping steel slag.
For pouring of molten steel in previous 86.7°, the ladle dumping fulcrum does not change much compared with Fig. 6a, so tilting moment and casting hook load of the crane are the same as those in Table 4. Currently, it is only necessary to calculate the tilting moment and the casting hook load of the crane under different tilting angles when the tilting angle is greater than 86.7°. Using the above data to calculate the casting hook load of crane, since the ladle of Fig. 3a has a slag removal mechanism, after the ladle tilting angle reaches 90°, the ladle dumping fulcrum changes from the rightmost end to the leftmost end. Its casting hook load may be expressed by the following formula.
Figure 7 is a graph shows the tilting moment and the casting hook load when this type of ladle dumping of steel slag by different tilting angles.

When tilting mechanism is shown in Fig. 3a, tilting moment curve and the casting hook load when 320t ladle dumping slag
For another type of ladle with slag removal mechanism shown in Fig. 6a, it is also necessary to calculate the lifting capacity when the ladle is dumping slag. Table 6 shows the tilting moment and the casting hook load of this type of ladle in different tilting angles.
Figure 8 is a graph shows the tilting moment and the casting hook load when this type of ladle dumping of steel slag by different tilting angles. For pouring of molten steel in previous 86.7°, the ladle dumping fulcrum does not change much compared with Fig. 3a, so tilting moment and casting hook load of crane are the same as those in Fig. 3a. At this time, it is only necessary to calculate the tilting moment and the casting hook load of crane under different tilting angles when the tilting angle is greater than 86.7°. Using the above data to calculate the casting hook load of crane, since the ladle of Fig. 6a has a slag removal mechanism, after ladle tilting angle reaches 90°, the ladle dumping fulcrum of ladle changes from the rightmost end to the midpoint of the bottom, it’s casting hook load becomes the following formula.

When tilting mechanism is shown in Fig. 6a, tilting moment curve and casting hook load curve when ladle dumping slag
As can be seen from the above figures and tables, when the ladle is pouring molten steel, it’s tilting moment and casting hook load are firstly increased and then decreased. When molten steel had been poured, using different tilting mechanisms for dumping of the steel slag, the ladle of two tilting mechanisms of Fig. 3a and Fig. 6a have the same tilting moment under the same tilt angle, but their respective casting hook loads are different. Use Fig. 3a tilting mechanism, the casting hook load of the crane gradually decreases as the tilting angle increases during the dumping of the steel slag. Using Fig. 6(a) tilting mechanism, the casting hook load of the crane gradually increases as the tilting angle increases during the dumping of the slag.
Conclusion
Using the outer dimensions of the ladle and a mechanical analysis, one may obtain the method for formulating the casting hook load when the ladle is pouring. At the same time, the tilting moment and the casting hook load of the ladle under different tilting mechanisms are compared, and the following conclusions are drawn: When the ladle is pouring molten steel, the tilting moment and the casting hook load first increase and then decrease. When molten steel had been poured using different tilting mechanisms to dump the steel slag, their respective casting hook loads differ.
References
K. Terashima, K. Yano, Position control of ladle tip and sloshing suppression during tilting motion in automatic pouring machine. IFAC Autom. Min. Miner. Metal Process. 1(1), 182–187 (2001)
K. Yano, K. Terashima, Motion control of liquid container considering an inclined transfer path. Control Eng. Pract. 10(4), 465–472 (2002)
S. Yu, Liquid level control of automatic pouring robot by two-degrees-of-freedom control. IFAC Proc. Vol. 35(1), 137–142 (2002)
K. Terashima, Predictive control of flow quantity and sloshing-suppression during back-tilting of a ladle for batch-type casting pouring processes. IFAC Syst. Identif. 1(1), 441–8580 (2003)
Y. Noda, Y. Matsuo, K. Terashima et al., A novel flow rate estimation method using extended kalman filter and sensor dynamics compensation with automatic casting pouring process. IFAC Proc Vol 41(2), 710–715 (2008)
Y. Noda, K. Terashima et al., Weight control of pouring liquid by automatic pouring robot. Preprints of IFAC Workshop Automation Min Miner. Metal Process. Chili 42(23), 185–190 (2009)
K. Yano, K. Terashima, Supervisory control of automatic pouring machine. Control Eng. Pract. 18(3), 230–241 (2010)
Y. Noda, R. Fukushima, K. Terashima, Monitoring and control system to falling position of outflow liquid in automatic pouring robot. IFAC Proc. Vol. 43(9), 13–18 (2010)
A. Ito, Y. Noda, K. Terashima, Outflow liquid falling position control by considering lower ladle position and clash avoidance with mold. IFAC Workshop Autom. Min. Miner. Metal Ind. 9(3), 10–12 (2012)
Ito Atsushi, Noda Yoshiyuki, Outflow liquid falling position control considering lower pouring mouth position with collision avoidance for tilting-type automatic pouring machine. Mater. Trans. 58(3), 485–493 (2017)
Voss Thomas, Hartmann Jens, Optimization of the pouring process by using a fully-automatic ladle pouring machine. Prozesswarme 1, 107–113 (2018)
Qin YiXiao, Li BoLun, Vibration analysis and control of nuclear power crane with MRFD. Int. J. Appl. Mech. 10(8), 1850093 (2018)
Acknowledgments
This work was supported by the Key Research and Development (R&D) Projects of Shanxi Province (201903D121067).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Yang, H., Qin, Y., Ren, J. et al. Analysis of Casting Hook Load on Ladle Crane. J Fail. Anal. and Preven. 21, 338–344 (2021). https://doi.org/10.1007/s11668-020-01075-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-020-01075-6