
Abstract
The heat treatment of friction stir tailor-welded aluminum joints is one important key process to improve the efficiency of joint strength and ductility as well as fracture locations, since almost all of the welded parts are subjected to a forming process. Therefore, the effect of heat treatment on microstructural characterization and mechanical properties of welded joints is a very important research area to improve the nugget zone in welded structures of aircraft segments. The objective of this study is to investigate the effect of changing pre-weld heat treatment conditions (first case: solution heat treated with artificial aging (T6) and second case: annealed heat treatment (O)) by microstructural characterization with an optical microscope, scanning electron microscope and x-ray diffraction and mechanical properties using micro-hardness, tensile and bending tests. After that, ANOVA was used in order to determine the interaction effect between the conditions of heat treatment (T6 and O) and interlayer strip widths. The results revealed that the softened zone of FSW joints in the annealed condition (O) was relatively more homogeneous than FSW joints from solution heat treated and artificially aged (T6). On the other hand, the strength efficiency of FSW joints from annealed (O) samples was the higher value than the joints efficiency at solution heat treated and artificially aged (T6). Furthermore, the annealed (O) FSW joints fractured in the base metal, while FSW joints from solution heat treated and artificially aged (T6) samples fractured in the HAZ. The microstructure and mechanical properties of weld nugget zones were influenced by the pre-weld heat treatment conditions. Finally, the results of ANOVA agreed with the results of mechanical properties.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
The heat treatment of friction stir tailor-welded (FSW) aluminum joints is one important key process to improve the efficiency of joints strength and ductility as well as fracture locations, this poses challenges that limit the wide acceptance of the welded structures in aircraft industry, where almost all of the welded parts are subjected to post-weld heat treatment before the forming processes [1, 2]. FSW is a solid-state technology used for joining aluminum and its alloys [3, 4]. This technique contains several advantages over fusion welding including high joint strength, low distortion, no cracks, low power consumption and non-pollution [5,6,7]. Therefore, FSW is considered as a good alternative to fusion welding and has been applied in aerospace, automotive, electronics and shipbuilding [8,9,10].
In many industrial applications, especially in the airplane industry, the effect of prior heat treatment on microstructure and mechanical properties of welded joints is an important research area to improve the weak part of the nugget zone in welded structures. So the prior heat treatment of friction stir tailor-welded aluminum joint base metal is one important key parameter that should be considered in the welding process. Accordingly, a number of research papers have been published on post-weld heat treatment conditions of friction stir tailor-welded aluminum joints [11,12,13]. However, only a few researchers had investigated the effect of pre-weld heat treatment conditions of base metal on microstructural and mechanical properties of friction stir weld aluminum alloys [14,15,16,17,18,19]. Yan et al. [14] reported that pre-weld heat treatment condition, viz. initial base metal temper, of AA7050 has a significant influence on the mechanical properties of FSW joints. FSW of AA7050 in W temper condition (which is used to describe an as-quenched condition between solution heat treatment and artificial or room temperature aging) followed by post-weld aging, can change the fracture location from the heat-affected zone (HAZ) to weld nugget zone (WNZ) and increases the tensile strength and percentage of elongation, due to higher and more uniform hardness distribution relative to welding in T62 conditions (which represents solution heat treatment followed by artificially aging). Initial precipitate distribution in the W temper has been reported to be less susceptible to coarsening than that in T62 and T7 temper conditions (which represents solution heat treatment followed by over aging). Chen et al. [15] studied the characteristics of FSW joints of AA2219 in O (annealed) and T6 heat-treated conditions. They concluded that the base metal condition has a significant influence on weld morphology, defects, tensile properties and fracture location. They also revealed that the strength efficiency of FSW joints in AA2219-O was higher than the joint efficiency of AA2219-T6. The AA 2219-O joints fractured from base metal or weld nugget on the advancing side, while AA2219-T6 joints fractured from HAZ on the retreating side. Dixit et al. [16] studied the effect of base material temper conditions on microstructure and mechanical properties of friction stir weld joints of AA2024. It was found that microstructure and tensile properties of the weld nugget were independent of the initial temper conditions of the base metal, while T3 (solution heat treated and then cold worked) and T8 (solution heat treated, cold worked and then artificially aged) temper conditions of base metal had opposite effect on tensile properties of the HAZ. Aydin et al. [17] have reported that tensile properties of friction stir weld joints of AA2024 aluminum alloy increased with the precipitation hardening of the base metal. The maximum tensile properties were obtained for joints developed using base metal subjected to T6 treatment prior to FSW. FSW joints developed using base metals AA2024 in the O temper condition were found to be stronger than the base metal. Sato et al. [18] reported that FSW of aluminum alloy 6063 in the T5 (cooled from an elevated temperature shaping process and then artificially aged) temper condition softened the region around the weld center leading to lower hardness, while in the case of FSW in T4 (solution heat treated and naturally aged to a stable condition) temper condition, such softened zone was not observed and hardness profile was relatively homogeneous. FSW of the base metal, in an under-aged or peak-aged temper condition followed by post-weld artificial aging is often beneficial with respect to its response properties. Alternatively, if the base metal has been provided a known temper condition, the resulting weld zone will have uniform precipitate distribution with good stress corrosion cracking resistance and a stabilized structure. FSW of AA7075 in T7 temper condition followed by post-weld artificial aging exhibited higher tensile and yield strengths and better exfoliation corrosion resistance than FSW of AA7075 in the T6 temper followed by aging to T73 [19]. This literature survey suggests that pre-weld base metal temper conditions have great influence on microstructure evolution, mechanical properties and fracture locations [14,15,16,17,18,19]. Initial base metal condition also affects the selection and range of process parameters for the friction stir welding process. Base metal in annealed condition can be welded at higher welding speed than that in peak-aged condition [15].
Friction stir welding in peak-aged condition reduces tool life because of higher resistance to deformation. Further, the effect of initial temper conditions of friction stir welded sheets of AA2024 with interlayer strip width AA7075 alloy on microstructure and mechanical properties has not been reported in the literature. Therefore, an attempt has been made to study the effect of initial temper conditions (T6 and O) of friction stir welded sheets of AA2024 as base metal with interlayer strips of AA7075 alloy on mechanical properties, microstructure and fracture locations.
Materials and Experimental Procedures
Characterization of Materials and Heat Treatment Conditions
AA2024 was chosen as base material (BM). AA7075 was selected as a compensation interlayer between the two blanks of AA2024. Five different values of compensation interlayer widths (w) were selected: 1.0, 1.5, 2.0, 2.5 and 3.0 mm. The thicknesses of base material and interlayer compensation strips were 3.5 mm. The chemical compositions of AA2024 and AA7075 are presented in Table 1. The mechanical properties of both alloys are shown in Table 2. In the present work two cases of pre-weld heat treatments were chosen and carried out on base material AA2024 and compensation interlayer strips AA7075: viz. solution heat treatment with artificial aging (T6) and annealing heat treatment (O), respectively, in order to improve the microstructural and mechanical properties. The T6 temper strip was used in the 2024-T6 temper joints and the O-temper strip was used in the 2024 O temper joints. Solution heat treatment with artificial aging (T6) was carried out through a combination of solution treatment at 470 °C for a soaking period of 1 h followed by quenching in water at room temperature and subsequent artificial aging at 165 °C for 6 h [20]. Annealing heat treatment comprised of initial heating to 435 °C, soaking for 2 h, followed by air cooling and reheating at 230 °C for 4 h followed by air cooling gradually till room temperature [21]. After natural aging of the alloys for about 2 months, friction stir welding technique was used to join these alloys.
Characterization of Process Parameters of FSW
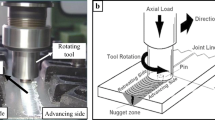
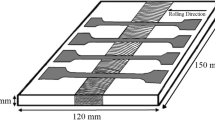
Figure 1 shows a schematic diagram of applied FSW with an interlayer compensation strip or vertical compensation friction stir welding (VCFSW). The parameters of FSW and tool geometry are presented in Table 3, where these parameters have been proposed in previous study by Okail et al. [6], which have been good process parameters of FSW for different values of interlayer strip width. The welding tool has a taper pin thread profile as shown in Fig. 2 [4]. The tool is made from K110 alloy steel and has hardness of 62 HRC. During the welding process, the tool rotates clockwise, and the inclination angle was kept constant at 2.5°. The tool rotational speed and traverse speed were also kept constant at 2000 rpm and 20 mm/min, respectively. The depth of plunging shoulder was 0.2 mm. The plunging dwelling time was 15 s, while the dwelling time (withdrawn) during welding was 4 s. The welding was applied normal to the rolling direction of the base plates, and a single pass welding procedure was used to produce the joints.

Schematic drawing of FSW process with addition of compensation interlayer

Schematic and actual picture of FSW tool
Characterization of Microstructural and Mechanical Tests
After welding, specimens were cut perpendicular to the welding direction using an electrical discharge cutting machine to perform the mechanical tests and microstructural characterizations. Samples for microstructure observation were polished according to the standard metallographic procedures of ASTM E3 and, then etched with Keller’s reagent according to the standard etching procedures ASTM E340. Microstructural analysis was performed using OM and SEM whereas the fracture surface after tensile test was analyzed using SEM. The grain size was measured using several SEM micrographs of etched samples. Energy dispersive x-ray spectroscopy (EDS) is used to perform elemental analysis of the cross section of a typical joint. The x-ray source beam line was used copper K-alpha. Additionally, x-ray diffraction (XRD) was performed in order to study the crystal structure and identify phases, especially intermetallic compounds (IMCs).
Vickers hardness was measured at a load of 200 g and applied for 10 s using Shimadzu Vickers micro-hardness testing device according to ASTM E-384 standard. Thus, hardness values were determined of transverse cross section at a distance 2 mm of the weld. Tensile and bending tests were performed on a universal testing machine at room temperature according to the standard recommendations of ASTM E8M and ASTM E190, respectively. The crosshead speed during tensile and bending tests was kept 2 mm/min for all the tests. The diameter of the rollers was 30 mm while the distance between the rollers was 37 mm. Finally, three specimens were tested and the average value of ultimate strength, failure strain, bending load and bending angle is presented.
ANOVA Approach
After finishing the experimental program, analysis of variance (ANOVA) was used in order to determine the interaction effect between the conditions of heat treatment (T6 and O) and interlayer strip widths. Design of experiments approach was used to determine the influential control factors for the optimization of friction stir welding responses. The observed responses, such as UTS, percentage elongation, joint efficiency%, hardness and bending load of welds, were compared with the specified requirements for the shown application. A full-factorial experimental design was conducted to obtain the weld responses. Analysis of variance, interaction effects and desirability function-based techniques were used to determine the significant welding parameters and to set the optimal level for each control factor.
Results and Discussion
Macrostructural Analysis
Figure 3 shows surface formations and macrostructures of the welded joints of solution heat treated and artificial aged (T6) base metal at different interlayer strip widths (a) 0 mm, (b) 1 mm, (c) 1.5 mm, (d) 2 mm, (e) 2.5 mm and (f) 3 mm. Figure 4 presents surface formations and macrostructures of the welded joints of annealed heat treated (O) base metal at different interlayer strip widths (a) 0 mm, (b) 1 mm, (c) 1.5 mm, (d) 2 mm, (e) 2.5 mm and (f) 3 mm. It can be observed that all samples share qualitatively the same usual structure of FSW process which consists of three main zones :(1) stir zone (SZ), (2) thermo-mechanically affected zone (TMAZ) and (3) heat-affected zone (HAZ) [3, 4]. The three regions are marked over each sample. According to Fig. 3a it can be seen that a longitudinal groove appeared on the nugget zone (NZ) in the surface formation of welded joint at solution heat treated and artificial aged (T6), while in Fig. 4a the longitudinal groove completely disappeared in a welded joint at annealed heat treat (O). On the other hand, Fig. 3a shows the macrostructures of the welded joints. There was macroscopic pore defect in the softened zone of welded joints at solution heat treated with artificial aged (T6). Figure 4a shows the macrostructure of the welded joint of annealed heat treatment (O). There was macroscopic pore defect decreased.

Photographs of surface formations and macrostructures of the welded joints of solution heat treated and artificial aged (T6) at different interlayer strip widths (a) 0 mm, (b) 1 mm, (c) 1.5 mm, (d) 2 mm, (e) 2.5 mm and (f) 3 mm

Photographs of surface formations and macrostructures of the welded joints of solution heat treated (O) at different interlayer strip widths (a) 0 mm, (b) 1 mm, (c) 1.5 mm, (d) 2 mm, (e) 2.5 mm and (f) 3 mm
Microstructural Analysis
Figure 5 shows OM observations of welded joints of T6 base metals at different interlayer strip widths (a) 0 mm, (b) 1 mm, (c) 1.5 mm, (d) 2 mm, (e) 2.5 mm and (f) 3 mm. Figure 6 presents OM observations of welded joints of anneal heat treated (O) at different interlayer strip widths (a) 0 mm, (b) 1 mm, (c) 1.5 mm, (d) 2 mm, (e) 2.5 mm and (f) 3 mm. The OM micrographs are taken at the transition between the three zones e.g. SZ, TMAZ and HAZ, in the advancing side to highlight the difference between microstructure formations during the cooling process. According to Fig. 5a it can be seen that, a tunnel defect appeared between the SZ and TMAZ in the welded joint at T6 condition. On the other hand, the tunnel defect was decreased in the welded joint of annealed heat treatment (O) (see Fig. 6a). Moreover, excellent connections between reinforcement clusters of compensation material AA7075 and BM matrix AA2024 was observed in welded joints of annealed (O) condition (Fig. 6e and f) when compared to the welded joints at T6 condition (see Fig. 5b–f).

OM observations of welded joints of T6 at different interlayer strip widths (a) 0 mm, (b) 1 mm, (c) 1.5 mm, (d) 2 mm, (e) 2.5 mm and (f) 3 mm. All photographs have been taken at the advanced side

OM observations of welded joints of annealed heat treated (O) at different interlayer strip widths (a) 0 mm, (b) 1 mm, (c) 1.5 mm, (d) 2 mm, (e) 2.5 mm and (f) 3 mm. All photographs have been taken at the advanced side
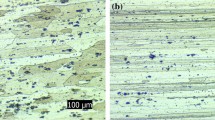
Figure 7 shows microstructures of welded joints in the SZ by SEM of T6 joints. It can be seen that there is non-homogeneous distribution in the welded joint without compensation interlayer in Fig. 7a. On the other hand, Fig. 8 presents microstructures of welded joints in the SZ by SEM of annealed (O). It can be seen that the homogeneity of the phases was improved in the case of welded joints in the annealed (O) condition. According to Figs. 7 and 8, it can be seen that there are three precipitates or particles in both of the types of welded joints. The first precipitate is Al2Cu while, the second precipitate is Mg2Zn, and the third precipitate is un-dissolved copper (see Fig. 7 and 8). Figure 9 shows grain size in the NZ as a function of compensation strip width values at T6 joints. While, Fig. 10 shows grain size in the NZ as a function of compensation strip width values in annealed (O) joints. It can be observed that the grain size was very close to each other.

Microstructure conditions of welded joints in the SZ by SEM of T6 at different compensation interlayer strip widths: (a) 0 mm, (b) 1 mm, (c) 1.5 mm, (d) 2 mm, (e) 2.5 mm and (f) 3 mm

Microstructure conditions of welded joints in the SZ by SEM of O at different compensation interlayer strip widths: (a) 0 mm, (b) 1 mm, (c) 1.5 mm, (d) 2 mm, (e) 2.5 mm and (d) 3 mm

Grain size in the NZ as a function of compensation strip width values in T6 condition

Grain size in the NZ as a function of compensation strip width values in annealed heat treated (O)
Figure 11 shows the mapping analysis of the SZ at compensation interlayer strip width of 1.5 mm at T6 material. Figure 12 presents the mapping analysis of the SZ at compensation interlayer strip of 2 mm from annealed (O) material. According to Figs. 11 and 12 it can be seen that the elements distribution was homogenous in the structure. This was due to balanced material flow, sufficient dynamic recrystallization, uniform distribution and very fine grains and complete deposition of plastic material especially in the case of annealed heat treated (O).

Mapping and EDS analysis of welded joints in SZ in T6 at compensation interlayer strip width 1.5 mm

Mapping and EDS analysis of welded joints in SZ of annealed heat treated (O) at compensation interlayer strip width 2 mm
Crystal Structural Study and Phase Analysis
Figure 13 shows XRD patterns of welded joints T6 material. Figure 14 presents XRD patterns of welded joints from O materials. Generally, the main element in AA2024 except Al is Cu as shown in Table 1. On the side, the main elements in AA7075 except Al are Zn and Mg as shown in Table 1. According to Figs. 13 and 14 it can be observed that two intermetallic phases appear Al2Cu and Mg2Zn due to the reaction between Al and Cu and Mg and Zn, respectively, during the FSW process. The Mg2Zn intermetallic phase was formed. This was due to the large content of Zn than Mg in the reinforcement AA7075 as shown in Table 1 and Figs. 13 and 14. Nevertheless, the intermetallic phase of Al2Cu was also formed. This was due to the main element of the matrix AA2024 is Cu as shown in Table 1 and Figs. 13 and 14. Abu-Okail et al. [22] determined the interaction between Al–Zn–Mg–Cu alloys during the FSW process. They determined by the state of metastable η′ (MgZn2) precipitates that mainly act as pinning centers during dislocation movement. Although FSW is non-equilibrium process, the evolution of phases in Al–Zn–Mg–Cu alloy is so complex that there is no exact Al–Zn–Mg–Cu alloy phase diagram. It can be deduced that the transition of phases in FSW joint is based on the evolution of Mg–Zn, Al–Cu, Al–Cu–Mg and Al–Zn–Mg–Cu phases.

XRD patterns of welded joints of T6 material at different compensation interlayer strip widths: (a) 0 mm, (b) 1 mm, (c) 1.5 mm, (d) 2 mm, (e) 2.5 mm and (f) 3 mm

XRD patterns of welded joints of annealed heat treated (O) at: (a) without interlayer strip width and with compensation interlayer strip width (b) 1 mm, (c) 1.5 mm and (d) 2 mm, (e) 2.5 mm and (f) 3 mm
Micro-hardness
Figure 15 shows micro-hardness profiles across the weld zone of T6 material at different interlayer compensation strip widths (w). Figure 16 presents micro-hardness profiles across the weld zone of annealed heat-treated (O) material at different interlayer compensation strip widths (w). The micro-hardness tests were measured on the softened regions of the all specimens from Advancing Side (AS) to Retreating Side (RS). The softened region is defined as the all zones which are included as stir zone as Heat Affected Zone (HAZ), Thermo-Mechanically Affected Zone (TMAZ) and Nugget Zone (NZ) in Retreating Side (RS) and Advancing Side (AS)). According to Figs. 15 and 16 it can be observed that lower hardness values were noted at the NZ in joint without compensation interlayer. The lower hardness values in the two cases are related to the poor distribution, bad atomic diffusion, insufficient material flow and incomplete deposition of plastic material in the stir zone, which are observed in the macrostructural observations Figs. 3a, 4a, 7a, and 8f. The highest hardness values in the softened regions were obtained in compensation interlayer strip widths at 1.5 mm in case of T6 and 3 mm in case of O see Fig. 17. This result is related to the width of softened region in the NZ which also has been related to add the compensation strip width. This led to improve macro- and microstructural observations, which led to elimination of the tunnels and pores in the NZ in the macroscale as shown in Figs. 3f and 4f and in micro-size as shown in Figs. 7f and 8f. These were due to different reasons like perfect atomic diffusion, balanced material flow, sufficient dynamic recrystallization, severe plastic deformation, uniform distribution of very fine grains and complete deposition of plastic material. These observations and results agree with reported by Abu-Okail et al. [4].

Micro-hardness profiles across the weld zone of T6 material at different interlayer compensation strip widths (w)

Micro-hardness profiles across the weld zone of annealed (O) at different interlayer compensation strip widths (w)

Surface plot of hardness at interlayer compensation strip widths (w) and heat treatment (O, T6) conditions
Strength and Ductility Properties
Figure 18 shows stress-strain curves of welded joints of T6 material. Figure 19 presents stress-strain curves of welded joints of annealed (O) material. From Figs. 18, 19 and 20 it can be seen that the strength of welded joints in T6 is very close to the strength of welded joints in annealed (O) material except the VCFSW at 1.5 mm in case of T6. This is attributed to two main reasons: the same almost reduction of grain size (see Figs. 9 and 10) and the presence of the second intermetallic phase, Mg2Zn, formed during the FSW process. Moreover, better uniform distribution, balanced material flow and sufficient dynamic recrystallization. On the other hand, according to Figs. 18, 19 and 21, it can be observed that the ductility of welded joints of annealed (O) is larger than the ductility of welded joints of T6. This strain improvement in annealed samples makes the joint ductility almost equal to that for the base metal. The improvement in the ductility is attributed to the higher content of Mg and Zn in compensation interlayer of AA7075 than base metal of AA2024 see (Figs. 11 and 12) and (Table 1). The joint efficiency of the welded joints was calculated by the law (UTSweld/UTSBM). Table 4 presents the joint efficiency of friction stir welded joints of T6. Table 5 shows the joint efficiency of friction stir welded joints of O. From Fig. 22, Tables 4 and 5, it can be deduced that the joint efficiency of FSW from annealed (O) was higher than the joint efficiency from T6 material.

Stress-strain curves of T6 material at different interlayer compensation strip widths (w) as a representative

Stress-strain curves of annealed (O) material at different interlayer compensation strip widths (w)

Surface plot of ultimate tensile strength at interlayer compensation strip widths (w) and heat treatment (O, T6) conditions

Surface plot of elongation at interlayer compensation strip widths (w) and heat treatment (O, T6) conditions

Surface plot of joint efficiency at interlayer compensation strip widths (w) and heat treatment (O, T6) conditions
Table 6 presents the fracture locations of welded joints of T6. It can be observed that the fracture locations of welded joints at (a) 0 mm, (b) 1 mm, (c) 1.5 mm, (d) 2 mm, (e) 2.5 mm and (f) 3 mm were NZ at center, TMAZ at Advancing Side (AS), HAZ at Retreating Side (RS), TMAZ at AS, TMAZ at AS and TMAZ at AS, respectively. On the other hand, Table 7 shows the fracture locations of welded joints of annealed heat treated (O) at: (a) 0 mm and with interlayer strip with width (b) 1 mm, (c) 1.5 mm, (d) 2 mm, (e) 2.5 mm and (f) 3 mm. It can be shown that the fracture locations of welded joints at (a) without VCFSW, (b) 1 mm, (c) 1.5 mm, (d) 2 mm, (e) 2.5 mm and (f) 3 mm were NZ at center, Base Metal (BM) at AS, BM at RS, BM at RS, BM at RS and BM at AS, respectively. Figure 23 shows fracture morphologies of welded joints of T6 material. It can be observed that the fracture behavior of all-welded joints at T6 was ductile mode, except the fracture behavior of the joint without vertical compensation was brittle. Figure 24 presents fracture morphologies of welded joints of annealed (O) material. The failure mode of all-welded joints at O was ductile. The presence of these two alloying elements (Mg and Zn) facilitates grain boundary slipping during fracture which results in more ductile fracture shape [4]. The slipping of grain boundaries during fracture results in deeper dimples as shown in Figs. 23c, and 24c and d, which dissipate more energy during the fracture process as friction energy between grains. The reduction of grain size also affects the deformability of the grains which results in fracture modes as shown in Figs. 23 and 24. Therefore, we can conclude that the ductility of the welded joints between AA2024 and AA7075 alloys is controlled by two main factors. First, the decrease of grain size reduces to the generation of the failure strain. The second factor is the presence of Mg and Zn elements assist to prevent the slipping between grains and hence control in the strain to failure [3, 4]. These two factors affect the ductility in an opposite manner, which make controlling the compensation interlayer width essential.

SEM micrographs of the fracture surface of welded joints of T6 material vertical compensation interlayer strip with width (a) 0 mm, (b) 1 mm, (c) 1.5 mm, (d) 2 mm, (e) 2.5 mm and (f) 3 mm

SEM micrographs of the fracture surface of welded joints of annealed (O) material at vertical compensation interlayer strip with width (a) 0 mm, (b) 1 mm, (c) 1.5 mm, (d) 2 mm, (e) 2.5 mm and (f) 3 mm
Bending Properties
Figure 25 shows bending loads and bending angles as functions of compensation interlayer strip widths of T6 material. Figure 26 presents bending loads and bending angles as functions of compensation interlayer strip widths of annealed (O) material. It is very difficult to reach a 180º bending angle of welded joint, due to many defects occurring in the stir zone of FSW process such as micro-holes, voids, tunnels and lack of penetration [4]. The highest bending angle of 180° occurred without any cracks only the compensation interlayer of 1.5 mm and 2 mm in T6 and O at ultimate bending loads of 4.25 KN and 1.8 KN, respectively (see Figs. 27 and 28). The rest of the bending specimens failed at small bending angles and bending loads (see Figs. 25 and 26). The behavior of the bending joints with compensation interlayer was slightly better than that of the joints without compensation interlayer at different heat treatment conditions (see Fig. 29). Three reasons behind this behavior: the first reason is uniform distribution of the grains without any voids in the structure especially in case of compensation interlayer of 1.5 mm in T6 and 2 mm O as observed in Figs. 5c and 6d. The second is the two precipitate phases; Al2Cu and Mg2Zn assisted as impedance for the dislocation movement and grain boundary sliding during the bending as shown in Figs. 7 and 8. Finally, the improvement in strength and ductility in both cases of 1.5 mm at T6 see Figs. 2 and 18 mm at O see Fig. 19 than the joint without compensation interlayer. These three factors affect the bending behavior, which make controlling the compensation interlayer width essential.

Bending loads and bending angles as functions of compensation interlayer strip widths of T6 material joints

Bending loads and bending angles as functions of compensation interlayer strip widths of annealed (O) material joints

Bending test specimen of T6 at compensation interlayer strip width 1.5 mm (a) front view and (b) lateral view

Bending test specimen of annealed (O) at compensation interlayer strip width 2 mm (a) front view and (b) lateral view

Surface plot of bending load at interlayer compensation strip widths (w) and heat treatment (O, T6) conditions
Conclusion
For the first time, the effect of changing initial heat treatment conditions is investigated on microstructural and mechanical properties of friction stir welded sheets of AA2024 with interlayer strip width AA7075. The heat treatment of friction stir tailor-welded aluminum joints is one important key condition to improve the efficiency of joint strength and ductility as well as fracture locations. This study presents a novel and simple procedure to produce AA2024 alloy welded blanks with improving strength and ductility as well as fracture locations. Based on the present results, the main and new findings have been summarized as follows:
-
1.
The softened zone of FSW joints in the annealed (O) material was relatively more homogeneous than FSW joints from solution heat treated with artificial aged T6.
-
2.
The strength efficiency of FSW joints from annealed (O) was higher than the joint efficiency from (T6).
-
3.
The annealed (O) FSW joints fractured in the base metal, while FSW joints from T6 fractured in the HAZ.
-
4.
The microstructure (OM, SEM and XRD) and mechanical properties (tensile, hardness and bending) of weld nugget zones were influenced by the pre-weld heat treatment conditions.
-
5.
The highest bending angle of 180° occurred without any cracks in the case of compensation interlayer of 1.5 mm in T6 and 2 mm in O, respectively. This was due to balanced material flow, sufficient dynamic recrystallization, uniform distribution and very fine grains as well as complete deposition of plastic material.
-
6.
The results of ANOVA showed the strength efficiency of FSW joints from annealed (O) was higher than the joint efficiency from (T6).
Prime Novelty Statement
For the first time, the effect of changing heat treatment conditions are investigated on microstructural and mechanical properties of friction stir welded sheets of AA2024 with interlayer strip width AA7075. The heat treatment of friction stir tailor-welded aluminum joints is one important of key conditions to improve the efficiency of joints strength and ductility as well as fracture locations. So, this study presents a novel and simple procedure to produce AA2024 alloy welded blanks with improved ductility.
References
Z. Kailun, J. Denis, W. Liliang et al., A review on forming techniques for manufacturing lightweight complex-shaped aluminum panel components. Int. J. Lightweight Mater. Manuf. 1, 55–80 (2018)
Y. Morishita, Y. Sakamoto, F. Yoshida, Role of counter punch for square cup drawing of tailored blank composed of thick/thin sheets. J. Mater. Process. Technol. 212(10), 2102–2108 (2012)
R. Mishra, Y. Ma, Friction stir welding and processing. J. Mater. Sci. Eng: R Rep. 50(1–2), 1–78 (2005)
M. Abu-Okail, M.H. Ata, A. Abu-Oqail et al., Production of tailor-welded blanks by vertical compensation friction stir welding technique. J. Mater. Sci. Technol. 34(16), 2030–2041 (2018)
M. Abu-Okail, M.H. Ata, Enhancement ductility of friction stir welded aluminum blanks AA2024 via adding interlayer strip width of AA7075. J. Mater. Res. Express (2019). https://doi.org/10.1088/2053-1591/ab448c
M. Abu-Okail, M.H. Ata, A. Abu-Oqail, Effect of friction stir welding process parameters with interlayer strip on microstructural characterization and mechanical properties. J. Fail. Anal. Prev. 20(1), 173–183 (2019)
L. Zhang, S. Ji, G. Luan et al., Friction stir welding of Al alloy thin plate by rotational tool without pin. J. Mater. Sci. Technol. 27(7), 647–652 (2011)
R. Nandan, T. DebRoy, H. Bhadeshia, Recent advances in friction-stir welding–process, weldment structure and properties. Prog. Mater. Sci. 53(6), 980–1023 (2008)
J. Guo, H. Chen, C. Sun et al., Friction stir welding of dissimilar materials between AA6061 and AA7075 Al alloys effects of process parameters. Mater. Des. 56, 185–192 (2014)
T. Amancio-Filho, S. Sheikhi, J.F. Dos Santos et al., Preliminary study on the microstructure and mechanical properties of dissimilar friction stir welds in aircraft aluminum alloys 2024-T351 and 6056-T4. J. Mater. Process. Technol. 206(1–3), 132–142 (2008)
M. Cabibbo, A. Forcellese, M. Simoncini et al., Effect of welding motion and pre-/post-annealing of friction stir welded AA5754 joints. J. Mater. Des. 93, 146–159 (2016)
Z. Hu, S.J. Yuan, X.S. Wang et al., Effect of post-weld heat treatment on the microstructure and plastic deformation behavior of friction stir welded 2024. Mater. Des. 32(10), 5055–5060 (2011)
M. Imam, K. Biswas, V. Racherla, On use of weld zone temperatures for online monitoring of weld quality in friction stir welding of naturally aged aluminium alloys. Mater. Des. 52, 730–739 (2013)
J. Yan, A.P. Reynolds, Effect of initial base metal temper on mechanical properties in AA7050 friction stir welds. Sci. Technol. Weld. Join. 14(4), 282–287 (2009)
Y. Chen, H. Liu, J. Feng, Friction stir welding characteristics of different heat-treated-state 2219 aluminum alloy plates. Mater. Sci. Eng. A 420, 21–25 (2006)
V. Dixit, R.S. Mishra, R.J. Lederich et al., Effect of initial temper on mechanical properties of friction stir welded Al-2024 alloy. Sci. Technol. Weld. Join. 12(4), 334–340 (2007)
H. Aydin, A. Bayram, A. Uğuz et al., Tensile properties of friction stir welded joints of 2024 aluminum alloys in different heat-treated-state. Mater. Des. 30, 2211–2221 (2009)
Y.S. Sato, M. Urata, H. Kokawa, Parameters controlling microstructure and hardness during friction-stir welding of precipitation-hardenable aluminum alloy 6063. Metall. Mater. Trans. A 33, 625–635 (2002)
C.A. Widener, D.A. Burford, B. Kumar, J.E. Talia, B. Tweedy, Evaluation of post-weld heat treatments to restore the corrosion resistance of friction stir welded aluminum alloy 7075-T73 vs. 7075-T6. Mater. Sci. Forum 539–543, 3781–3788 (2007)
S. Sato, H. Kokawa, Distribution of tensile property and microstructure in friction stir weld of 6063 aluminum. Metall. Mater. Trans. A 32, 3023–3031 (2001)
M Abu–Okail, W Shewakh, A Brisha, Y Abdelraouf, A Abu-Oqail. Effect of GNPs content at various compaction pressures and sintering temperatures on the mechanical and electrical properties of hybrid Cu/Al2O3/xGNPs nanocomposites synthesized by high energy ball milling. Ceram. Int. (2020) (in press)
M. Abu-Okail, T.S. Mahmoud, A. Abu-Oqail, Improving microstructural and mechanical properties of AA2024 base metal by adding reinforced strip width of AA7075 via vertical compensation friction stir welding technique. J. Fail. Anal. Prev. 20(1), 184–196 (2019)
Acknowledgments
The authors are thankful to Helwan Company for Non-Ferrous Industries for providing the base material and compensation material for this research work and Helwan Engineering Industries Company for converting the milling machine to friction stir welding machine.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Abu-Okail, M., Sabry, I., Abu-Oqail, A. et al. Effect of Changing Heat Treatment Conditions on Microstructural and Mechanical Properties of Friction Stir Welded Sheets of AA2024 with Interlayer Strip Width AA7075. J Fail. Anal. and Preven. 20, 701–722 (2020). https://doi.org/10.1007/s11668-020-00868-z
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-020-00868-z