
Abstract
Linz–Donawitz (LD) vessel is an integral part of the blast furnace–basic oxygen furnace route of steelmaking. Failures of the LD vessel can result in safety issues as well as production loss. In the event of any such failure, the thrust should be to carry out the investigation at the minimum lead time and suggest for corrective actions to prevent any recurrence in the future. For this purpose, an on-site or in situ nondestructive method of investigation can be extremely useful. Present work is a case study of analysis of cracking of the shell of a vessel. Visual observation revealed that a large crack of around 6.5 m length developed at the bottom of the top cone connected to the vertical portion of the vessel shell by means of welding. Crack had propagated along the weld. The investigation consisted of chemical analysis using portable x-ray florescence spectroscopy, hardness testing across the weld and replica technique for microstructural analysis. These were aided by detailed analysis of refractory wall thickness measurements and thermography data for over a year. The study revealed that the failure occurred in thermo-mechanical fatigue mode from the weld joint due to use of inferior welding electrode. In contrast to the micro-alloyed base metal, no precipitation strengthening was present at the weld zone that resulted in the onset of softening mechanism therein. Recommendations are provided to prevent similar failures in the future.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Steelmaking shops are of paramount importance in an integrated steel plant. Linz–Donawitz (LD) vessels are the basic oxygen furnace that converts liquid iron or hot metal from blast furnaces to refined steel. Usually, it takes approximately 40-50 min to complete a heat. This is often referred to as “tap-to-tap time” [1]. The high efficiency of the converter is the need of the hour, and hence, its unavailability is a huge concern from economic point of view. Figure 1 shows the process flow in an integrated steel plant. Clearly, any major interruption in steelmaking can halt the subsequent processes like continuous casting and rolling.

Process flow sheet of an integrated steel plant
This study presents analysis of an unexpected and catastrophic failure of the LD vessel that led to safety concerns and huge delay in production. The inspection, in situ failure investigation, weld repair and relining of the vessel took over 5 days, and it is certainly undesirable for any steel plant. However, with this unique in situ failure analysis, it throws light on possible reasons of vessel cracking and the factors that needs to be looked at the design and operation stages to reduce the likelihood of such instances in the future.
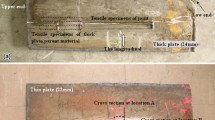
Figure 2a shows the LD vessel that experienced failure during the service. A large crack opened up the top cone weld joint. The shell of the vessel is made up of micro-alloyed low carbon steel to achieve good formability, weldability, high strength-to-weight ratio and resistance to softening at moderate temperatures up to 350 °C. The top conical part is usually joined with the vertical straight section using metal inert gas welding process. The shell of the vessel is lined by basic refractory such as magnesia bricks which protects the shell from the heat, erosive and corrosive actions of the molten steel and slag. The vessel was tilted 90 ° as shown in Fig. 2b to bring it to a horizontal position so that access for inspection, in situ failure investigation and repair work could be made.

Overall view of the failed LD vessel: (a) in standing condition, (b) in titled condition
Although failure investigation of LD vessel has rarely been reported in the literature, failures of pressurized components operating at high temperature and stress reversals have been well documented. Broadly, five types of failures have been presented by researchers, namely (i) thermal fatigue, (ii) overheating and creep, (iii) corrosion induced failures, (iv) thermo-mechanical corrosion fatigue and (v) hydrogen induced cracking. Each of these has characteristic features at macroscopic and microscopic levels.
Saha [2] reported the failure investigation of boiler tubes in creep and due to hydrogen induced damage. The former is characterized by significant tube wall thinning, elongation of ferritic grains in the direction of creep strain and substantial coarsening of carbides; the latter showed no gross reduction of wall thickness, presence of swelling and random and discontinuous grain boundary cracking. Similarly, Dehnavi et al. [3] attributed the failures of Cr-Mo steel superheater tubes to long-term overheating characterized by severe microstructural degradation like decarburization, carbide coarsening and presence of creep voids. Kishore et al. [4] showed the combined effect of thermal expansion and contraction arising from thermal fluctuations, mechanical stresses and corrosive environment of hot LD gas leading to failures of movable hood tubes placed above the LD converter to provide safe passage to the gases. Crack density was reported to be more in tube-to-tube welding locations due to formation of metallurgical stress raisers there. In contrast, Pal et al. showed the attributed the failure of tie rods for skirt lifting application of the LD vessel to the creep mechanism suggested by pronounced thinning and elongation at macroscopic level and extensive grain boundary precipitation and formation of creep voids at the grain boundaries [5]. Tanaka et al. [6] discussed about the creep-fatigue failure test and analysis of a vessel-type structure subjected to cyclic thermal transients. After 1300 severe thermal cycling, they observed intergranular cracking characterized by rock-candy fracture feature suggesting creep. In general, for field failures of components exposed to high temperatures, Toft and Marsden criteria [7] for estimating the extent of microstructural degradation have been extensively used.
Literature review clearly indicates that although there are case studies on failure investigation and metallurgical degradation of components operating at high temperatures, detailed study on LD vessel has rarely been reported. Furthermore, most of the studies have relied on post-failure metallurgical analysis of the components and did not trace back the condition monitoring system in detail. In addition to in situ metallographic examinations, this study is aimed to bridge this gap by the use of infrared thermography and ultrasonic techniques for assessing the condition of the vessel over an extended period.
Investigation Procedure
Based on the limited time duration afforded for in situ analysis, following procedure has been followed:
- (i)
Careful visual observation of the crack and correlating it with the operation of the LD vessel.
- (ii)
In situ chemical analysis of the shell material of the vessel was carried out using portable x-ray fluorescence spectroscopy. It was aimed to determine whether the material of the shell complied to the specified grade or not. Subsequently, chemical analysis of the fusion zone was also determined to assess the type of welding electrode being used.
- (iii)
Measurements of hardness across the crack using portable hardness tester (rebound based).
- (iv)
Replica metallography from different locations of the vessel shell was carried out. It involved grinding operation to remove any rust, dust and dirt and to obtain a relatively shiny surface appearance. This was followed by polishing using in situ metallography kit having the provision of removable emery papers. Emery papers from 240 to 2000 grits were used. After that, diamond pastes of 6, 3 and 1 µm were used in an attempt to obtain scratch-free surface for metallography. Polished locations were etched using 3% nital solution. Replica tape was pressed at the polished and etched locations, and acetone was sprayed over it. Dryer was used to achieve the desired state to remove the replica tape carefully. These were kept between glass slides and were observed under optical microscope.
- (v)
Thickness of refractory was mapped using ultrasonic technique. A lower thickness of refractory below a threshold value can expose the shell to a temperature for which it is not designed and it may experience creep or thermal fatigue.
- (vi)
Thermography data of the vessel were collected for previous 1-year period, and the trend was analyzed.
Results
Visual Observations
Inside view of the crack that appeared in the vessel is shown in Fig. 3a. Closer view of the crack is shown in Fig. 3b. Weld bead can be seen in the cracked location. It is evident that cracking occurred from the weld joining top cone of the vessel to its vertical portion. Based on the location of the crack, a schematic is shown in Fig. 3c to pinpoint its location with respect to the operation of the LD vessel. Crack appeared adjacent to the tap hole, where there is expected to be a greater fluctuation in the level of thermal and mechanical stresses due to tilting action of vessel and flow of hot liquid steel. No crack was observed in the charging side.

On-site images of the failed vessel: (a) inside view showing the location of crack, (b) closer view of the cracked vessel showing welding beads, (c) schematic showing the location of crack in the vessel
Thickness Measurement of the Refractory Linings
As a lower thickness of refractory below a critical value can result in overheating of the shell of the vessel, it was imperative to examine the condition of refractory. Figure 4 shows the thickness of the refractory lining during early stages of its service life (after 181 heats; Refer Fig. 4a) and after failure (after 6246 heats; Refer Fig. 4b). Although it is evident that there is a significant reduction in thickness of the refractory lining during service life due to slag attack, erosion, etc., at or around the location of failure (to the right of tap hole), the refractory thickness was between 700 and 800 mm, which is well above the alarm value of 100 mm. Thus, the failure of the vessel shell cannot be attributed to the decrease in thickness of the lining.

Contour map showing thickness of refractory lining at different locations of the vessel: (a) after 181 heats, (b) after 6246 heats (failure)
Thermography Analysis for Temperature Trend
Temperature measurement using thermography is a regular practice in steelmaking shops as part of condition monitoring. Figure 5 shows the temperature at six different zones of the vessel during its entire life cycle. It is interesting to note that, in general, the temperature of charging side is lower than that of the tapping side. Additionally, the location where crack appeared constantly experienced the highest temperature among all the locations of measurements. On more than one occasions, temperature exceeded the non-permissible value of 400 °C. There is fluctuation in temperature between 300 and 425 °C. A higher peak temperature alludes to a higher fluctuation in temperature and consequently higher thermal stresses therein. The fact that temperature is considerably higher on the tapping side compared to the charging side near the top cone joint can probably explain why failure occurred on tapping side of the joint.

Temperature of vessel shell at different locations measured using thermography technique during its life cycle
In Situ Chemical Analysis
Based on the alloy content of the base metal and the heat-affected zone (HAZ), it is evident that the shell of the vessel was made up of micro-alloyed steel (Table 1). The presence of vanadium and niobium is known to raise the temperature of no recrystallization which prevents grain coarsening during hot rolling [8]. These are strong carbide and nitride forming elements and provide precipitation strengthening to the steel [9]. These elements can also help steel retain their strength at relatively high temperature. In addition to these micro-alloying elements, shell has significant amount of manganese and copper which provides solid-solution strengthening to the steel. Copper is also known to improve corrosion resistance of mild steel in normal atmosphere. Fusion zone had strikingly different composition compared to the base metal and HAZ. Unlike base metal and HAZ, it was not micro-alloyed with niobium and vanadium. Furthermore, there is lower amount of manganese and copper which would have caused lesser strengthening.
In Situ Microstructural Analysis
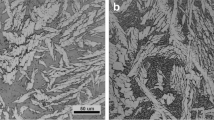
Figure 6a shows the location of microstructural analysis in the cracked vessel. Base metal revealed fine-grained polygonal ferritic microstructure as shown in Fig. 6b. The presence of carbides and/or carbo-nitrides of Nb, V and Mo (based on chemical analysis but not possible to resolve by optical microscope of replica) would have helped in grain refinement. Heat-affected zone showed the presence of bainite and/or martensite (Ref. Fig. 6c). Due to the inherent limitation of the quality with replica technique, it is not possible to distinguish between martensite and bainite. Fusion zone consisted of polygonal ferrite and acicular ferrite as shown in Fig. 6d. It is not expected to have any carbide owing to absence of Nb and V in the chemistry of fusion zone/weld pool.

Optical micrographs of different zones: (a) location of microstructural analysis, (b) base metal, (c) heat-affected zone, (d) fusion zone
Hardness Measurements
Hardness profile across the weld (including the crack) is shown in Fig. 7. Base metal (BM) has hardness value between 220 and 230 HB despite having predominantly α-ferritic microstructure. Strengthening is achieved by the virtue of grain refinement due to formation of micro-alloy carbides (NbC + VC). Heat-affected zone showed higher hardness (around 250-255 HB) due to formation of martensite/bainite. As the temperature of the shell in this location was measured to be around 400 °C, tempering and reduction in acicularity would have reduced the hardness slightly than as-welded condition. Fusion zone showed substantially lower hardness because of absence of any micro-alloying element and lower Mn and Ni (solid-solution strengtheners). A temperature in excess of 400 °C as confirmed by thermography analysis would have resulted in softening mechanisms like tempering. The kinetics of tempering would have been the fastest in fusion zone due to absence of alloy carbides to impede the motion of dislocations and reduced grain boundary mobility.

In situ hardness profile across the weld
It should be noted that sharp hardness gradient existed at HAZ/fusion zone interface that created metallurgical notch, and therefore, it is the possible site of fatigue crack initiation. Due to significant variation in chemistry and microstructure and thus thermal properties of the HAZ and fusion zone, thermo-mechanical fatigue would have initiated at this site.
Discussion
Based on the analysis, it is evident that LD vessel failed from the weld joint of the top cone. There has been occasional rise in temperature above the permissible value at this location. Operation of the LD vessel is such that there are large fluctuations in mechanical as well as thermal stresses. Different stages of steelmaking process through LD converter involve different state of stress. It is evident that the vessel would experience different state and magnitude of stresses during different stages. This would have resulted in fluctuation and cyclicity of mechanical stresses. Top cone joint, being the point where there is change in cross section, is a potential stress concentration site. It inevitably experiences thermal fluctuations during its campaign as revealed by thermography analysis (Refer Fig. 5), and thus, thermal stresses are introduced. This has been termed as thermo-mechanical fatigue [10]. Crack occurred in the tapping side due to higher peak temperature and thermal fluctuations leading to greater thermal stresses compared to the charging side. The location of failure at the fusion zone/HAZ interface can be attributed to the microstructural heterogeneity leading to large difference in hardness values creating a metallurgical notch therein. Furthermore, due to difference in microstructures and hardness at HAZ and fusion zone, they would have had varying response to thermal fluctuations, and thus, crack initiated at the fusion zone/HAZ interface. Owing to absence of carbide forming elements like Nb and V, fusion zone would have experienced faster kinetics of softening phenomena like tempering during exposure to higher temperature.
Conclusions
Crack developed in LD vessel at top cone welded joint location which is a stress concentration site due to its geometry. Crack appeared on the tapping side that experiences highest temperature during operation of the vessel. Mode of failure is thermo-mechanical fatigue due to different state and magnitude of mechanical and thermal stress experienced by the joint during different operational stages of the vessel such as scrap charging, blowing of oxygen, tilting action during sampling and tapping. The use of plain carbon electrode evident from the analysis showing absence of micro-alloying elements like Nb and V manifested as pronounced lowering of hardness in the fusion zone. A metallurgical notch was created by a microstructural gradient and hardness variation of around 100 HB at fusion zone/HAZ interface that acted as the site for crack initiation. This would have led to differential mechanical and thermal response in a localized zone leading to fatigue crack initiation and propagation. The fact that it is also the location that experienced maximum temperature and occasional rise above the permissible limit would have aggravated the situation.
Recommendations
In order to avoid similar failures in future, following recommendations are made:
- (i)
Use of welding electrode such as AWS A5.29 E81T5-G H4R containing carbide forming elements (V or Nb) is suggested.
- (ii)
After welding and post-weld heat treatment, in addition to ultrasonic and dye penetrant tests, hardness profile across the joint should be measured to ensure that there is no sharp metallurgical notch formation as in the present case.
- (iii)
It is recommended to carry out follow-up research on optimization of post-weld heat treatments between 300 and 600 °C for 2 h (based on the section thickness) and measure micro-hardness profiles and residual stress across the joint. The temperature at which the difference in micro-hardness values between base metal, heat-affected zone and fusion zone is minimum and has predominantly compressive residual stress is expected to perform the best under fatigue loading condition.
- (iv)
Corrective actions should be taken based on thermography analysis to bring down the shell temperature within the permissible limit.
References
L. Sun, H. Jin, Y. Li, J. Xi, Research on steelmaking-continuous casting production scheduling problem based on augmented lagrangian relaxation algorithm under multi-coupling constraints. IFAC Pap OnLine 52, 820–825 (2019)
A. Saha, Boiler tube failures: some case studies, in Handbook of Materials Failure Analysis with Case Studies from the Chemicals, Concrete and Power Industries, 2016, pp. 49–68
F. Dehnavi, A. Eslami, F. Ashrafizadeh, A case study on failure of superheater tubes in an industrial power plant. Eng. Fail. Anal. 80, 368–377 (2017)
K. Kishore, S. Mukhopadhyay, G. Mukhopadhyay, M. Adhikary, S. Bhattacharyya, Movable hood tube in LD convertor: failure analysis and coating solution. Eng. Fail. Anal. 105, 25–39 (2019)
U. Pal, G. Mukhopadhyay, Creep failure analysis of tie rod used in lifting steel vessels. Eng. Fail. Anal. 104, 300–307 (2019)
N. Tanaka, H. Kikuchi, K. Iwata, Creep-fatigue failure test and analysis of a vessel-type structure subjected to cyclic thermal transients. Nucl. Eng. Des. 140, 349–372 (1993)
L.H. Toft, R.A. Marsden, The structure and properties of 1%Cr–0.5%Mo steel after service in CEGB power stations, Structural Processes in Creep, ISI Special Report 70, Iron and Steel Institute, London (1961) pp. 276–294
D. Jiao, Q. Cai, H. Wu, Y. Ren, Effect of Nb on austenite recrystallization in high temperature deformation process. J. Iron. Steel Res. Int. 17, 39–44 (2010)
H. Bhadeshia, R. Honeycombe, Steels: Microstructures and Properties, 4th edn. (Butterworth-Heinemann, Oxford, 2017)
D.A. Spera, What Is Thermal Fatigue? Thermal Fatigue of Materials and Components (American Society for Testing and Materials, West Conshohocken, 1976), pp. 3–9
Acknowledgments
Authors are thankful to Ashish Kumar, Ishwar Lal and Moti Lal for support provided in situ metallography inside the vessel. Authors express sincere gratitude to the management of Tata Steel for providing adequate support in the analysis and permission to publish this work.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kishore, K., Singh, R., Nirmal, B. et al. In Situ Failure Investigation of Weld Cracking in a Linz–Donawitz Vessel. J Fail. Anal. and Preven. 20, 555–562 (2020). https://doi.org/10.1007/s11668-020-00864-3
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-020-00864-3