
Abstract
The cut-edge surface and internal properties formed during component manufacturing are critical to the durability of steel structures with exposed cut-edges used in automotive and yellow goods vehicle applications. The cut-edge quality is becoming increasingly important to satisfy the escalating demands for component performance and durability. The significance of this is emphasized with the introduction of advanced high-strength steel grades, which have an increased sensitivity to fatigue cracks initiating from cut-edges. This review is based on the premise that the cut-edge quality is principally based on steel grade, cutting method and the cutting process parameters, which influence the resulting cut-edge quality properties. Further to this, the effect of cutting on fatigue performance is essential to the design and manufacture of durable vehicle components. The importance of the edges in structural durability lies in the fact that these regions act as the initiation sites for fatigue cracks, which may lead to structural failure of the application under continuous cyclical loading. The emphasis of the project has been on establishing an accurate relationship between cut-edge type, cutting process parameters, and the cut-edge fatigue performance.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
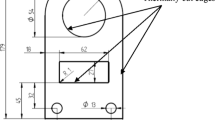
The fatigue performance of exposed cut-edges as the example given in Fig. 1 is critical with the advent of AHSS grades. This review presents, through selective reference to the literature, an understanding of the relationship between cutting process, cut-edge quality, and fatigue properties of steel components [1,2,3].

An automotive subframe assembly, which is an example of a structure with extensive exposed cut-edges manufactured from high-strength steel (HSS)
Typical surface morphology generated during the cutting process as shown in Fig. 2 is widely acknowledged as having an important influence on the fatigue performance of steel components, Meurling et al. [4]. The current approach to the prediction of fatigue lives of components is to use the Kf fatigue reduction factor. However, the problem here is that this approach is strictly only for design by limit stress and not accurately acceptable for fatigue life predictions of steel cut-edges.

Characteristic cut-edge surface morphology generated by the (a) mechanical and (b) laser cutting processes, Meurling et al. [4]
The industry standard approach is to use sheet metal fatigue data currently generated from smooth-edge specimens, taking the form of standard fatigue curves. As Gao et al. [5] show in Fig. 3, there exists potentially no constant K f nor offset value between a fatigue curve for a real cut-edge and for a smooth cut-edge. This illustrates that there is no guarantee that the smooth-edge fatigue curves directly relate to those of actual cut-edges in any simple fashion.

S-N fatigue curves, which illustrates that multiple fatigue curves are required to make accurate predictions of cut-edge fatigue lives, Gao et al. [5]
An actual cut-edge fatigue curve may not be derived by either offset or scaling and therefore a general procedure is required to support fatigue curve data. There is also the possibility that the fatigue lives for cut-edges may also be greatly improved over that of smooth specimens, due to the formation of compressive residual stresses formed during the cutting process.
Cut-Edge Fatigue Lives of Structures
Over the life of a vehicle component that is subjected to dynamic cyclical loading, failure can occur at a stress level that is lower than the yield strength of the material. This can be particularly important with the introduction of AHSS, which exhibit an increased sensitivity to fatigue failures initiating from cut-edges. An important element to consider is that as steel grades strength increases the ductility reduces, indicating that greater care must be applied during the material processing in order to offer optimum durability for in-service loading. As 90% of the total in-service failures can be attributed to fatigue, Ellwood [6], the properties of the cut-edges can be of increasing importance in AHSS grades.
Fatigue fractures are caused by the simultaneous action of cyclic stress, tensile stress and plastic strain, where all three have to be present for a crack to initiate and subsequently propagate [7, 8]. The cyclical stresses and strains initiate the crack and the tensile stress promotes crack propagation. Fatigue cracks will initiate and propagate in regions where strain is most severe, i.e., cut-edge surface defects such as notches, laser-beam-generated striations, and other surface imperfections, which act as a point of stress concentration. If the stress concentration is sufficiently large, it will increase the local stresses at the root of the notch to exceed the elastic limit of the material, causing localized plastic deformation [9, 10]. Fatigue failure has three independent stages:
-
1.
Initial cut-edge fatigue damage caused during the cutting process and component manufacturing stages leading to crack nucleation and initiation;
-
2.
Progressive cyclic growth of a crack until the remaining uncracked cross section becomes weakened too sustain the imposed loads;
-
3.
Final sudden fracture of the remaining cross section and failure of the component.
Examination of a fatigue failure demonstrates lack of deformation in the region of the fracture in the material, such as mild steel, which exhibits a ductile fracture when subjected to a static load. To further this principle, Fig. 4 shows a fracture surface and the development of a fatigue crack subjected to repeat bending fatigue.

Fatigue crack failure process (a) the development of a crack and (b) the fracture surface of the crack, Ritchie [11]
The fracture shows the characteristics of a typical fatigue failure, the nucleus, such as a cut-edge surface defect will act as an initiation site. Particularly under the process of high cyclical loads, the crack initiation surface is smooth from when the two surfaces of a small crack rubbing together. The next region is the crack propagation zone, which can exhibit lines appearing perpendicular to the crack direction. The final region is where the ultimate sudden failure occurs, due to the remaining structure being unable to support the combination of applied load and stress concentration at the crack tip for a single load cycle, where the crack propagated instantaneously and the failure is complete [12,13,14]. At this point, the critical stress intensity factor K 1c value of the material has been exceeded. The factors that can influence the fatigue strength of a component can be categorized according to:
-
Material properties: mechanical properties and material surface condition;
-
Cut-edge surface formations: including the cutting technique and process parameters used, which induce cut-edge notches and imperfections;
-
Service properties: relating to the type of loading, which can include tension, compression, bending, shear and torsion (random or constant amplitude) and whether it is bi- or multi-axial loading.
From work carried out by Itoga et al. [15] and as shown in Fig. 5, if a fatigue crack initiates from or partially from the surface, a rough surface or edge will display a lower fatigue life. If however, a fatigue crack initiates from regions away from edge, e.g., subsurface defects then the edge condition will not make any difference. The increase in fatigue strength does appear to be equivalent no matter if the increase of the yield strength is due to work hardening or more relevantly as a result of the cutting process.

Schematic illustration showing the effects of surface roughness on the S-N characteristics of high-strength steel, Itoga et al. [15]
Studies previously conducted prove conclusively that some AHSS grades exhibit an increased sensitivity to fatigue cracks initiating from the cut-edges. Whereas fatigue resistance will benefit from an increase in material strength, as Carlsson et al. [16] observed that increased yield strength is positive for the fatigue strength and the fatigue life in base metals, but there is a different story with the presence of rough mechanical cut-edges.
Fractures initiate on three different kinds of mechanical cut-edge defects as shown in Fig. 6 Marronne et al. [14] identified that fatigue cracks initiate on the defect of site I for the specimen punched with a 5% punch-die clearance. The initiation starts close to the segregation in the middle thickness site II for the specimens cut with 10% clearance. For higher punch-die clearances, fatigue cracks initiate just near the burr at site III. These observations of the fracture allow the relation of the punch-die clearance value to the location of a crack initiation sites to be made. Chiarelli and Lanciotti [17] emphasized that the quality of the cut-edge significantly influences the fatigue resistance of the steel, which can be as high as that of the parent material and then up to one and a half times its fatigue performance. The influence of sheet cutting operations on S-N fatigue performance was studied in detail by Meurling et al. [4]. The purpose of this investigation was to determine the experimental difference in fatigue properties of mechanical and laser cut specimens for a range of sheet steels. However, in every case, the laser cut-edges had a higher fatigue life in comparison with punched specimens.

Three fatigue crack initiation sites from mechanical cut-edges, Marronne et al. [14]
There is also a further reduction rate of fatigue strength as shown in Fig. 7. But as substantiated by Howse [18], little research work has been carried out to determine the influence of the cutting process parameters on the mechanical properties of steel cut-edges.

Reduction in the fatigue strength vs. punch-die clearance, Marronne et al. [14]
Meurling et al. [4] used oxygen-shielding gas in the laser cutting process when compared with punching, in which the laser cut-edges exhibit better fatigue lives as shown in Fig. 8. As a result, this is vital toward understanding the mechanisms of cut-edge fatigue, which is more important as the steels strength increases [19,20,21,22,23].

S-N fatigue performance of a comparison between punched and laser cut DP600, Meurling et al. [4]
Analysis of S-N Fatigue Life
The S-N approach assumes that all stresses in the sample, even local ones stay below the elastic limit at all times, although in practice the material can be loaded above the yield stress. But this cannot be the case if fatigue cracks initiate and are applied to long fatigue lives where the number of cycles to failure is large, and the stresses are nominally within the elastic range of the material [24]. The applied cyclical load needs to be defined in terms of the amplitude and mean load. The S-N curve is generally plotted in terms of the stress range peak to peak of a sinusoidal waveform as shown in Fig. 9.

Standard variables used during the fatigue testing process
When considering a curve of this nature, the mean value also needs to be identified. In fully reversed testing, the sine wave will alternate around a zero mean. However, it is common to have a nonzero mean or offset, and this is defined by the R value which is calculated by dividing the minimum stress by the maximum stress in which fully reversed testing R = −1. The S-N curve is generally a straight line plotted with logarithmic axes this gives the convenient relationship as shown in Eq 1.
where ‘N’ is the number of cycles, ‘σ’ is the stress (MPa), ‘a’ is related to the Y-axis intercept and the inverse slope of the line ‘b’ is the Basquin exponent. The value of ‘b’ for a particular S-N curve gives a good indication of how accurate the estimate of stress at a critical location needs to be in order to predict a reliable life.
Overall, this can be important in influencing the material fatigue sensitivity, since nonmetallic inclusions such as nitrogen can have an adverse influence on workpiece fatigue properties. Studies showed that specimens cut at low speed and cooled sufficiently develop favorable compressive residual stresses. If high cutting speeds are used, tensile stresses may develop in the deformed cut-edge skin layer. A further important point suggested by Dieter [25] is that it is of vital importance to consider residual stress properties and to discuss those that influence fatigue performance.
S-N Fatigue Performance of Cut-Edges
The solution offered by Eckersley [26] to achieve the optimum fatigue resistance of steel cut-edges was to utilize a precisely controlled laser heat input, so that hardening could take place on one side of the cut-edge, thus producing favorable compressive residual stresses. Astakhov and Shvets [27] found that plastic deformation can cause problems during the metal cutting process and must be minimized to increase process efficiency. The final shear strain can be used to measure the level of plastic deformation during metal cutting. However, it is not an applicable characteristic since shear strain does not draw a parallel with the known properties of the workpiece. It must be considered that because the real importance of this parameter was not exposed, it has been disregarded in current metal cutting studies.
Features such as cut-edge surface defects will act as stress concentrations and influence the fatigue lives. Vass and Heijne [28] found that laser cut-edges had higher S-N fatigue strength than punched edges when cutting XF350 steel grade (equivalent to S355MC), as shown in Fig. 10. These results are comparable to those generated by Meurling et al. [4], in which laser cut-edges outperformed the fatigue lives of mechanical cut-edges by a factor of three, particularly at lower stress levels.

S-N fatigue curves for XF350 steel grade, with different cut-edges, Vass and Heijne [28]
AHSS are more demanding when the mechanical cut-edges produced are rougher than that of lower strength steels. As a result, there is frequently a larger area of fractured zone in comparison with the smooth zone [3, 27, 29]. This would explain why fatigue strength of punched high-strength steels drops as proof stress is increased. Therefore, as the steels strength increases then so does the fatigue performance, but it is an increase in the surface roughness which can again significantly deteriorate fatigue performance.
Schaeffler [30] indicated that a steel grade with yield strength to tensile strength ratio of over 0.6 is more sensitive to the influence of cut-edges on fatigue performance.
Interestingly, Vass and Heijne [28] observed that punching DP600 AHSS resulted in an improved fatigue performance over both laser and polished cut-edges as shown in Fig. 11. The lower laser cut-edge fatigue performance could, however, be a result that nitrogen-shielding gas was used during the laser cutting process, and this produced a harder cut-edge surface. These results are converse to those generated by Meurling et al. [4].

S-N fatigue curves for DP600 steel grade, with different cut-edges, Vass and Heijne [28]
It has been unanimously agreed by a number of other sources that laser cut-edges have an increased fatigue life than mechanical cut-edges as the results in Fig. 12 indicate. This relationship is more pronounced as the relative difference in fatigue life between mechanical and laser cutting increases with an increase in tensile strength.

Failure probability versus nominal stress of punched and laser cut DP600, Meurling et al. [4]
It has been determined that these properties dramatically influence the fatigue performance of a steel component. It is, however, the material properties that are of paramount importance in determining fatigue performance as shown by Meurling et al. [4] in Fig. 13. As previously discussed, cut-edge properties of steel components produced by thermal cutting processes differ considerably from those using mechanical and AWJ cutting methods. Properties including cut-edge topography, residual stresses, and the surface structural changes can all be attributed to workpiece deformation and as a result of the cutting process, which have a direct impact on fatigue performance.

Results of constant amplitude fatigue tests of 8 mm thick steel plate, Meurling et al. [4]
These results are also advocated by Marronne et al. [14] as shown in Fig. 14. Therefore, the characterization of steel cut-edges is important in order to gain an understanding of fatigue mechanisms, which not only depend on cutting processing parameters, but also on the properties of the steel grade. Tensile residual stresses in the altered surface layer around the cut-edge have an additive effect on applied stresses in the workpiece component. Tensile residual stresses in the material add to the external stresses in the component, resulting in reduced fatigue strength of the material. However, compressive internal residual stresses formed subtract from tensile external stresses and the fatigue strength of the material can as a result be increased, Dieter [25]. Niziev and Nesterov [31] observed that, as the laser cutting speed is increased, the absorption of the front of the beam is also increased with a decrease in absorption on the cut-edge walls, but this factor is insignificant to the component fatigue properties.

Reduction in fatigue strength versus a punch-die clearance of 15%, Marronne et al. [14]
Meurling et al. [4] observed that the fatigue behavior of mechanical and laser cut-edges under both constant and variable amplitude loading, in which lower strength steels were less sensitive to cutting method than higher-strength steels as shown in Figs. 15 and 16. It is important therefore to remember that the conditions of the components cut-edges are of crucial importance in both testing and in the true life of a structure.

S-N curves of punched 1.5-mm gauge, fatigue test specimens, Meurling et al. [4]

S-N curves of laser cut 1.5-mm gauge, fatigue test specimens, Meurling et al. [4]
It is, therefore, reasonable to conclude that the cut-edge condition indeed has an important influence on the properties of higher-strength materials. Post-cutting forming operations including bending, flanging, and deep drawing also modify the fracture and fatigue properties in a more definite way than the plastic properties of the material. In the case of laser and plasma cutting, temperature gradients are produced, with outer layers of the workpiece being considerably hotter than the central volume. The external cut-edge layer contracts more rapidly than the central volume and hardens. Due to the reduction in temperature, the central volume is largely in a plastic state and later this volume contracts and hardens which forms a constricting plastic shell. As a result, the inner component of the material contains residual tensile stresses, while the external layer of the cut-edge remains in a state of compression.
If a large quantity of material is machined from the cut-edge because of a large heat affected zone, large-scale rearrangements of the stress pattern can result in the component breaking during later forming operations. An important point agreed in many references is that slow quenching of the cut-edge after thermal cutting can significantly reduce the residual stresses developed, Chiarelli and Lanciotti [17]. It has been previously agreed that fatigue failures nearly always nucleate from the workpiece surface or cut-edge of a component. Figure 17 demonstrates that the fatigue strength of plasma cut-edges is very similar to that of milled cut-edges, possibly as a result of the smooth surface produced after plasma cutting when using optimum process parameters.

Fatigue curves of milled and plasma cut specimens, Chiarelli and Lanciotti [17]
It was determined that fine surface cracks resulting from damage to the cut-edge can begin at discontinuities on the edge but propagate with repeated cyclical loads [32]. This is more critical at higher stress ratios as shown by Chiarelli and Lanciotti [17] in Fig. 18.

Comparison of results of fatigue testing carried out on plasma cut specimens under different stress ratios of 0 and 0.5, Chiarelli and Lanciotti [17]
Conclusions
This review has concentrated largely on empirical observations of the characteristic and formability properties of cut-edges. Further to this, it has been established that the literature pertaining to the effects of cut-edge quality on the fatigue properties of steel is indefinite. A factor influencing this is that geometrical effects cannot be adequately separated from metallurgical alterations produced in the near edge layers. At the micro-level, the influence of cutting process parameters and the effect of process settings has been comprehensively researched. At a macro-level, the overall characterization and consequence on reduced fatigue performance and formability has been considered in terms of cutting process variables.
An actuality revealed within the literature is that there are key important process parameters that can produce positive factors in fatigue performance. In order to quantify the cutting process behavior, it is necessary to develop a theory for each cutting technology. The theory needs to be based primarily on experimental correlations and reinforced by statistical data. It is therefore a requirement of the research program that cut-edge fatigue theories need to be based extensively on empirical observations, for process fundamentals, such as testing the relationship between laser cutting speed, cutting power and the kerf width.
Within the context of a research project, it is true that there are a multiple of process variables and parameters that influence the fatigue performance of a material. It is, therefore, reasonable to advocate that a progressive approach to the experimental work can benefit this highly challenging, but overall vital component toward understanding the fatigue properties of cut-edges and further improve the safety of structural critical high-strength steel components during service.
References
J. Draper, Modern metal fatigue. Safe Technol. 4, 1–11 (1998)
G. Herziger, E.W. Kreutz, K. Wissenbach, Fundamentals of laser processing of materials. Conference Paper. Laser Processing: Fundamentals, Applications and Systems Engineering, pp. 3–6 (1986)
J. Hua, D. Umbrello, R. Shivpuri, Investigation of cutting condition and cutting edge preparation for enhanced compressive subsurface residual stress. J. Mater. Process. Technol. 171, 180–187 (2006)
F. Meurling, A. Melander, J. Linder, M. Larsson, The influence of mechanical and laser cutting on the fatigue strengths of carbon and stainless sheet steels. Scand. J. Metall. 30, 309–319 (2001)
Y. Gao, A. Vass, A. Richardson, Development of a cut-edge fatigue analysis procedure. Corus Present 3, 17–28 (2006)
R. Ellwood, Fatigue performance of downgauged high strength steel automotive components. Engineering Doctorate Thesis. Materials Research Centre. School of Engineering. University of Wales Swansea (2002)
A. Melander, F. Meurling, J. Linder, Comparison of the fatigue characteristics of punched and laser cut stainless steel sheets. Fatigue Des. 2, 351–372 (1998)
F. Meurling, A. Melander, J. Linder, M. Larsson, H. Trogen, The influence of laser cutting on the fatigue properties of thin sheet steels. Swedish Institute for Metals Research Report IM-3691 (1998)
N. Fang, Slip-line modeling of machining with a rounded-edge tool—part I: new model and theory. J. Mech. Phys. Solids 51(4), 715–742 (2003)
D.J. Thomas, Life assessment and crack growth properties of laser cut dual-phase steel. J Fail. Anal. Prev. 16(5), 811–820 (2016)
R.O. Ritchie, Mechanisms of fatigue—crack propagation in ductile and brittle solids. Int. J. Fatigue 100, 55–83 (1999)
B. Yan, D. Urban, Characterisation of fatigue and crash performance of new generation high strength steels for automotive applications. American Iron and Steel Institute Technology Roadmap Program Office Pittsburgh (2003)
S.M. Shariff, G. Sundararajan, S.V. Joshi, Parametric influence on cut quality attributes and generation of processing maps for laser cutting. J. Laser Appl. 11(2), 54–63 (1999)
E. Marronne, F. Labesse-Jied, A. Galtier, J.L. Robert, Influence of a cut edge on steel sheets fatigue properties. Fatigue 2, 18–24 (2003)
H. Itoga, K. Tokaji, M. Nakajima, H.N. Ko, Effect of surface roughness on step-wise SN characteristics in high strength steel. Int. J. Fatigue 25(5), 379–385 (2002)
B. Carlsson, J. Larsson, T. Nilsson, Dual phase steels for auto body design forming and welding aspects (SSAB Tunnplat AB, Borlange, 1984), pp. 1–14
M. Chiarelli, A. Lanciotti, Effect of plasma cutting on the fatigue resistance of Fe510 D1 steel. J. Eng. Mater. Technol. 122, 141–145 (2000)
D.S. Howse, The effect of thermal cutting on the mechanical properties of structural steels. Final Rep. TWI Report No: 5682/10/98 (1998)
G. Aichele, In competition with laser cutting. J. Mech. Eng. 14(64), 130–132 (2003)
C. Bagger, F.O. Olsen, Pulsed mode laser cutting of sheet tailored blanks. J. Mater. Process. Technol. 115(1), 131–135 (2001)
S.L. Chen, The effects of gas composition on the CO2 laser cutting of mild steel. J. Mater. Process. Technol. 73(1), 147–159 (1998)
S.L. Chen, The effects of high-pressure assistant-gas on high power CO2 laser cutting. J. Mater. Process. Technol. 88(1), 57–66 (1999)
R.F. De-Graff, J. Meijer, Laser cutting of metal laminates analysis and experimental validation. J. Mater. Process. Technol. 103(1), 23–28 (2000)
B. Yan, Fatigue Behaviour of Advanced High Strength Steels for Automotive Applications (American Iron and Steel Institute. Great Designs in Steel Seminar, 2003), pp. 1–22
G.E. Dieter, Mechanical Metallurgy (McGraw-Hill Book Company, London, 2001)
J.S. Eckersley, Laser applications in metal surface hardening, advances in surface treatment. Technol. Appl. Eff. 1, 211–231 (1984)
V.P. Astakhov, S. Shvets, The assessment of plastic deformation in metal cutting. J. Mater. Process. Technol. 146(2), 193–202 (2004)
A. Vass, J. Heijne Fatigue performance of cut edges. Corus Technical Report. Reference Source Number 134315 (2007)
S. Kalpakjian, Mechanical Processing of Materials (D. Van Nostrands Company Ltd., London, 1967)
D.J. Schaeffler, Introduction to advanced high strength steels part I: grade overview (2005), http://www.thefabricator.com/MetalsMaterials/MetalsMaterials_Article.cfm?ID=1139. Last Accessed 28th Apr 2010
V.G. Niziev, A.V. Nesterov, Influence of beam polarization on laser cutting efficiency. J. Appl. Phys. D 32, 1455–1461 (1999)
P. Dong, P. Cahill, Z. Yang, X.L. Chen, N.J. Mattei, Plate residual stress effects on dimensional accuracy in thermal cutting. J. Ship Prod. 20(4), 245–255 (2004)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Thomas, D.J. A Review of Fatigue Failure Properties from Edge Defects. J Fail. Anal. and Preven. 17, 802–811 (2017). https://doi.org/10.1007/s11668-017-0294-3
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-017-0294-3