
Abstract
Transverse to pipe axis cracks across the weld line of high frequency-electrical resistance weld (HF-ERW) pipes of IS 10748 Grade 2 and size 406.4 mm outside diameter and 7.75 mm wall thickness were observed. Analytical techniques such as ultrasonic testing, optical microscopy and scanning electron microscopy with energy-dispersive spectroscopy were used for analysis and determination of the root cause.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Fourteen pipes from 3 different coils of 2 heats had been observed with the transverse crack across the weld line (Fig. 1). Specimens transverse to the crack (parallel to rolling direction) were drawn for metallographic examination. The optical microscope did not reveal any harmful inclusions in the crack vicinity. Subsurface cracks near the weld line were detected by ultrasonic testing and confirmed by the metallographic examinations.

Transverse cracks across HF-ERW weld line
Chemical Analysis
Chemical composition of cracked pipes was matching with that of not-cracked pipes (Table 1).
Metallographic Analysis
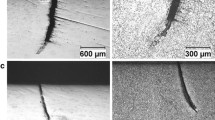
Figure 2 shows the schematic diagram of the transverse crack appearing across the weld line in the HF-ERW pipe. The specimens transverse to the crack (parallel to the rolling direction) were drawn, polished and etched with 2% Nital. The microstructural examination was carried out through thickness under an optical metallurgical microscope. The crack morphology is presented in Fig. 3a–d. Figure 3a shows a main crack having branches on an unetched surface. The crack was intergranular as shown in Fig. 3c and d. Figure 3b shows a flow of grains around the crack tip developed due to cold deformation imparted during cold sizing operation. Figure 3c shows burnt grain boundaries and intergranular micro-cracks near a large crack.

Schematic diagram of transverse crack

Morphology of transverse crack
SEM-EDS Analysis
Backscattered SEM images revealed a fiber-like structure inside the crack (Fig. 4a) and micro-cracks (Fig. 4b).

SEM images at higher resolution in the crack vicinity
The specimens used for optical metallography were subjected to SEM-EDS to reveal the presence of any foreign substance in the crack vicinity. EDS spectra showed the presence of iron and oxygen (Fig. 5a) and carbon, sodium and chlorine (Fig. 5b). Peak of carbon indicates the presence of hydrocarbons as found in cutting oil. The peaks of Na and Cl were ignored as they might be due to water entrapment into crack during specimen preparation. Figure 6 shows the microstructures of the weld line, HAZ and base metal.

SEM images with EDS spectrum, (a) EDS spectrum showing presence of iron oxides in the crack vicinity, (b) EDS spectrum showing presence of iron oxides and carbon in the crack vicinity

Ferrite-pearlite microstructure of weld, HAZ and base material at ×200, (a) weld, (b) HAZ, (c) base
Possible Cause of Transverse Cracks
HF-ERW Pipe Manufacturing Process
In the cage roll-forming process (Fig. 7) of ERW pipes, a metal sheet is continuously deformed into a round pipe by using a set of small cage rolls arranged along the outer surface of the steel strip. Those small cage rolls can realize a bending process by applying the downhill forming before the fin-pass stands. The pre-forming section consists of two outer forming roll groups, inner forming tools and a breakdown stand. The linear-forming section serves for further forming of the strip before the fin-pass stands. The fin-pass stands are the last roll-forming sections before the shaped metal sheet welded and each fin-pass stand comprises an upper roll, a lower roll and two side rolls [1]. After fin-pass, shaped edges are heated by electro-resistance and forged together using squeezing rolls to get the continuous weld line. Welded pipes are subjected to cold sizing to achieve required dimensional tolerances.

Cage roll-forming mill [1]
Continuous Casting of Slabs
There are two factors influencing the occurrence of corner cracks in the slab during the continuous casting process. One aspect is the crack initiation within the mold due to inhomogeneous friction conditions and subsequent pronounced crack opening in the straightening zone due to tension stresses and strains. The second possibility is the initiation of such corner cracks in the straightening zone itself. In the second case, the crack path is indicated by the former austenite grain boundaries (often encased by ferrite layers). This type of crack is only visible on descaled slabs. The crack opening lengths are typical of the order of some microns (possibly up to 0.5 mm) in longitudinal direction and of the order of some millimeter (up to 50 mm) in crack-length (transverse) direction (Fig. 8) [2].

Schematic diagram and pictorial view of edge cracks in slab [2]
It was observed that micro-cracks at the slab edges were filled by alkali oxides of Ca, Mg, K, Na, etc., which got entrapped from mold flux powder used during continuous casting [3].
Hot Rolling of Slabs
Slabs are reheated and soaked in furnace around 1100 °C to get single austenite phase. This is required to break the as-cast structure and refine the austenite grains by repetitive recrystallization above austenite recrystallization temperature in rough rolling. Recrystallized austenite grains are pen-caked by rolling below austenite recrystallization temperature in finish rolling. The finish rolling is followed by accelerated water cooling to facilitate the transformation of pen-caked austenite to ferrite, pearlite and other structures.
Sometimes, either due to a breakdown in the hot rolling mill or other reasons, longer soaking time leads to overheating of slabs and results in corner edge cracks. Subsequently, these cracks get rolled during rough and finish rolling without welding.
During hot rolling of such slab, two phenomena occur and counteracting each other. At the entrance to the roll gap, the transverse crack widens as shown in Fig. 9. The explanation for the phenomenon is that when the front edge of the transverse crack gets into contact with the roll it is dragged toward the gap at the same time as its velocity is rapidly changed from horizontal to become parallel to the tangential velocity of the roll. If this phenomenon did not occur, the risk for the creation of a permanent oxide flake should be big [4].

Widening of crack during entrance in roll gap [4]
During the subsequent continuous rolling, remaining crack forms oxide fakes. The cracks are sheared in the same direction pass after pass resulting in a transverse fold [4].
Discussion
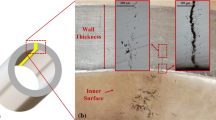
No abnormality was observed during HF-ERW pipe manufacturing process. Microstructures of the weld line, HAZ and base metal were as expected based on the past experience. No hardness gradient was observed as the hardness of weld line, HAZ and base metal was in the range of HRB 82-83, HRB 83-84 and HRB 81-84, respectively. Therefore, only possibility which resulted in the transverse crack across the weld line was the presence of micro-cracks at the edges of hot rolled coils. These micro-cracks were revealed by ultrasonic testing near the weld line on pipes (Fig. 10).

Cracks detected near coil edge by ultrasonic testing
The presence of iron-oxide in the crack vicinity as revealed by EDS spectra (Fig. 5a) can be explained by overheating of slabs due to prolonged soaking time. The overheating resulted in burning of grain boundaries as seen in Fig. 3c. Since alkali oxides were not found in the crack vicinity, possibility of crack formation during continuous casting of slabs was not considered. The corner cracks present at slab edges would have elongated during hot rolling and resulted in transverse micro-cracks at the coil edges. When such corner edge crack is deeper, it would not eliminate during hot rolling and form oxide fold after hot rolling. These micro-cracks got opened up due to cold deformation and heating of edges during HF-ERW process. The cutting oil used as a coolant during pre- and linear-forming sections got penetrated into the crack. The burning of cutting oil at fin-pass produced hydrocarbons which appeared as a fiber-like structure of carbon as seen in SEM-EDS (Fig. 5b).
During cold sizing, when such transverse micro-cracks were located close to each other, they joined together and resulted in the metal collapse as seen by the flow of grains around the crack tip (Fig. 3b).
Conclusion
-
1.
The corner cracks at slab edges developed due to overheating and oxidation got elongated during hot rolling to form transverse micro-cracks at coils edges.
-
2.
During the HF-ERW process, these transverse micro-cracks were opened up due to cold deformation and heating.
-
3.
The coolant containing hydrocarbons penetrated into the micro-cracks and formed a fiber-like structure of carbon after burning at fin-pass.
-
4.
The stresses applied during cold sizing resulted in joining of near-by micro-cracks into a big transverse crack across the weld line and ultimately in the collapse of metal as seen by the flow of grain around the crack tip.
Preventive Action
To prevent the formation of corners cracks at slab edge, prolonged soaking of a slab at higher temperature should be avoided. In the case of breakdown or other reasons, such slabs should be identified and segregated separately. Before hot rolling of these slabs, a proper scarfing and inspection should be performed. The edges of coils should be inspected randomly by means of macro-etching to see the presence of micro-cracks.
References
D. Li, Y. Peng, J. Mater. Process. Technol. 209, 4850–4856 (2009)
A. Kainz, S. Ilie, E. Parteder, K. Zeman, Steel Res. Int. 79(11), 861–867 (2008)
T. Kyada, J. Raghu Shant, R.K. Goyal, T.S. Kathayat, J. Fail, Anal. Prev. 15(2), ISSN 1547-7029 (2015)
E. Ervasti, U. Stahlberg, J. Mater. Process. Technol. 101(1), 312–321 (2000)
Acknowledgments
The authors are grateful to HFW Pipe Plant and MSU Baroda for supporting part of this analysis. The authors also would like to thank Welspun Corp for the permission to publish this work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Goyal, R.K., Kyada, T. & Kathayat, T.S. Transverse Cracking of HF-ERW Pipes. J Fail. Anal. and Preven. 17, 370–375 (2017). https://doi.org/10.1007/s11668-017-0260-0
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-017-0260-0