
Abstract
Aluminum nitride (AlN) coatings have been considered for corrosion-resistant materials applicable to the aluminum (Al) industry where the AlN comes in direct contact with molten Al above 933 K. AlN coatings were synthesized by suspension plasma spray (SPS) technology using Al powder mixed with melamine suspended in hexadecane. The use of fine Al (1-5 µm) particles did not yield more than 10% AlN in the coatings. Mixing the Al powder with promotional additives such as B, BN, Mo, Y2O3, AlN, or Al4C3 solves the fine particle agglomeration and stimulates the formation of AlN in the coatings which enhances their corrosion resistance. The optimum amount of AlN promoter was 0.22 wt.% of the total suspension mass, producing up to 72% AlN in the coating as determined by Rietveld quantitative analysis (RQA) using x-ray diffraction (XRD). Another way to improve the AlN formation in the coating by post-deposition nitridation and also solve fine Al particle agglomeration is to use a wide particle size distribution of Al, with the optimum ratio being 3:1, that is, (1-5 µm):(17-35 µm). XRD analysis indicated that the coating exhibited up to 80% AlN. The coatings Vickers hardness is related to their AlN content reaching 1644 Hv (80% AlN). The coatings were tested for corrosion resistance by direct contact with molten Al-5 wt.%Mg alloy at 1123 K and found to be stable. Ab initio Born–Oppenheimer molecular dynamics (BOMD) simulation predicted these experimental results. Indeed at 1200 K, molten Al and AlN exhibit weak van der Waals interactions. The AlN(s)-Al(l) interfacial energy was calculated to be 18.2 kJ mol−1 for hexagonal AlN phase and 56.4 kJ mol−1 for cubic AlN, which means that it lies within the physisorption regime, and therefore, no reaction occurs between Al(l) and AlN(s) which confirms non-wetting application in the Al industry.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Aluminum nitride (AlN) has received great attention for its potential application in semiconductor equipment (5.3 eV bandgap for cubic) (Ref 1), crucibles for handling corrosive chemicals, and reaction vessels (Ref 2). AlN has high thermal conductivity (Ref 3), low thermal expansion coefficient (Ref 4), chemical and physical stability at fairly high-temperature regions, high hardness (Ref 5), high corrosion resistance to molten metals (Ref 6), and molten salts, including chlorides and cryolite (Ref 7). AlN has potential applications for coatings in direct contact with molten Al and allows lower cost refractories or base metals to be coated and benefit from the performance of the AlN coating exposed to molten Al. This solution also extends the component’s life by rebuilding the worn-out part to its original dimensions and lowers damage due to abrasion, erosion, or corrosion (Ref 8). Some modeling work has indicated that in an Al-rich environment, the N-terminated AlN surface tends to bond with the Al atoms, thereby getting reconstructed, which results in an Al-terminated surface structure (Ref 9). This result is supported with experimental data (Ref 10). Although the Al-AlN contact angle is about 135° at 1173 K, increasing the temperature beyond 1273 K, the wettability of AlN increases drastically with a significant decrease in the contact angle to below 90°.
Industrial synthesis of AlN through carbothermal reduction–nitridation of alumina (Ref 11, 12) and direct nitridation of Al powder (Ref 13) are more common than other synthesis methods in the laboratory. The most popular techniques at laboratory scale include, the non-transferred arc plasma method (Ref 14), chemical routes (Ref 15), microwave-assisted urea route (Ref 16), solvothermal process (Ref 17), pulsed laser ablation (Ref 18), ball milling (Ref 19), CVD (Ref 20, 21), transferred type arc plasma (Ref 22), magnetron sputtering (Ref 23, 24), pulsed DC magnetron sputtering (Ref 25), RF magnetron sputtering (Ref 26) and suspension plasma spray (Ref 27). The quality of AlN and its application is related to the morphology, size distribution, and purity of precursors. For example, the thermal conductivity of AlN is affected by impurity (Ref 3). Cubic AlN is a metastable phase usually obtained at high temperature and high pressure (15-20 GPa), which can be however synthesized in the form of powders and thin-film coatings by various approaches (Ref 28), which include:
-
(a)
Reduction of Al2O3 in nitrogen or nitrogen-containing materials.
-
(b)
The reaction of molten or gaseous Al with nitrogen-containing materials;
-
(c)
The reaction of highly volatile inorganic Al compounds with nitrogen or nitrogen-containing gases;
-
(d)
The reaction of Al compounds with nitrogen-containing inorganic compounds;
-
(e)
The polymorphic transition of the AlN hexagonal phase into the cubic phase.
Thermal plasma techniques provide high enthalpy, which helps to accelerate reaction rates between the species (Ref 4), and has been used to synthesize hexagonal AlN nanoparticles (Ref 29). Thick coatings of metallic and non-metallic materials can be generated owing to the high deposition rates of the plasma spray technology (Ref 30). High temperature gradients in plasma produce rapid quenching (Ref 31), which depresses the excessive formation of by-products (Ref 32). Moreover, suspension plasma spraying (SPS) technology (Ref 33), provides flexibility in the selection of precursors to facilitate the synthesis of materials with different compositions. In this technology, which is different from conventional thermal plasma spraying, the atomized droplets are fragmented and the suspension liquid evaporated, while the solid particles sinter, melt, evaporate, ionize and finally impinge as clusters to the substrate (Ref 34). By dispersing the feedstock solid particles in a liquid suspension, it eases injection of sub-micron or nanosized feedstock particles (Ref 35). The SPS technology is a great process for injection of precursors particles (even of nanometric size) dispersed in a liquid medium atomized in the plasma thus taking advantage of the momentum of the atomized liquid to penetrate the highly viscous plasma. (Ref 36). The precursor particles are then propelled to the substrate to form a coating in vapor, clusters, molten or semi-molten form (Ref 37).
Some of the benefits that thermal plasma spraying technology offers to the industry involve (i) spraying a wide range of materials that include metals, ceramics and complex composites, (ii) using suspension liquid carriers instead of conventional powders injected as feedstock, which can yield more refined and unique coating microstructures, thus providing more control on coating properties (porosity, density, or columnar microstructure), as well as in the production of functional and smart coatings, (iii) additional system capability exists for axial injection of feedstock by SPS, which facilitates the thermal exchange between feedstock particles and the plasma plume, and (iv) the capacity to produce multilayer, mixed component and composite coating architectures (Ref 38). The axial injection method of radio-frequency (RF) induction plasma increases the possibility of injecting a wide range of feedstock materials almost at the center of the RF coil. Furthermore, RF induction plasma provides a potential for prolonged residence time and large plasma volumes, which facilitate the reaction of Al particles and nitrogen to form AlN (Ref 39).
Nitriding of Al is normally prevented by the naturally occurring oxide layer that inhibits the diffusion of nitrogen into the metal matrix (Ref 40), due to poor solubility and low diffusion rate of nitrogen in Al (Ref 41). Low N-diffusion coefficient into Al leads to the slow growth rate of AlN by normal plasma nitriding (Ref 42). The presence of H2 gas in the plasma is important because it etches away the thin oxide layer on Al metal. Adding H2 in the plasma results in a higher particle and substrate temperature, which contributes positively to nitridation. However, spectroscopic measurement of plasma temperature indicates that the addition of H2 does not increase the plasma temperature significantly but improves the plasma thermal conductivity (Ref 43).
The use of NH3 (Ref 44) and N2 gas is more common as a nitrogen source for the synthesis of AlN, with NH3 being the more effective nitrogen reactant source (Ref 22) than pure N2 because (i) it is difficult to decompose the strong diatomic (N2) bonds, and (ii) even if it is decomposed into N radicals, it recombines rapidly and easily back to N2 (Ref 45). Therefore, nitrogen-containing solid substances such as urea (CH4N2O) (Ref 46), melamine (C3H6N6) (Ref 47), hydrazinium chloride (N2H5Cl) (Ref 48), or liquid substances such as hydrazine (N2H4) (Ref 49) have been used to synthesize nitride ceramics. As the hydrazine is very unstable and the hydrazinium chloride can become corrosive to the reactor, and as the urea contains oxygen, the nitrogen feedstock source selected in this study is melamine ground as a powder added to the suspension.
It has been observed that the particle size of the powder feedstock is a key factor in producing homogenous coatings through induction suspension plasma spraying (SPS) because the suspension atomization probe controls the particle trajectory and the dispersion of the droplets in the plasma jet. Furthermore, the deposition efficiency is influenced by the particle size of the precursors as large particles normally demand longer residence times for complete reaction.
Adding dispersant agents like AlN to the injection feedstock can circumvent the agglomeration of Al powder in plasma and promotes the formation of AlN (Ref 50). For instance, Y2O3 has been found to act as a promoting additive by creating a wetting agent in the form of yttrium aluminate Y-Al-O around solid AlN particles (Ref 51). It has also been observed that a CaF2-CaO.6Al2O3-CaO.2Al2O3 liquid phase is generated as the nitridation intermediate compound in the synthesis mechanism of AlN powder during the carbothermal reduction–nitridation of Al2O3 with the addition of CaF2 (Ref 52). The additives are divided into three categories based on their role in nitridation reaction in the synthesis of AlN powder through a carbothermal reduction–nitridation method where some additives “promote” AlN formation (e.g., Na2CO3, CaF2, Y2O3), others “disturb” or inhibit AlN formation (e.g., Al, AlN, BN), while other additives show “no effect” on the production of AlN (e.g., SiO2, SiC, Si3N4) (Ref 12).
The objective of this research is to synthesize cubic-AlN coatings with SPS, using Al powder precursor and melamine as the nitriding agent. Melamine has been chosen to avoid toxic ammonia commonly used as a typical nitriding agent (Ref 53). Since it is difficult to directly deposit AlN by plasma spraying AlN particles onto a substrate (Ref 54), it is proposed to plasma synthesize and deposit AlN on carbon steel substrate in situ through SPS. A number of studies have shown the production of AlN coating by plasma spray in situ (Ref 54), using melamine to produce nanopowder AlN (Ref 55), utilizing promoting additives (Ref 51), and the modeling of the synthesis reaction between metallic aluminum with melamine to produce hexagonal close-packed aluminum nitride (hcp-AlN) (Ref 19).
In this study, parameters such as the effect of the particle size of Al powder and promotional additives, i.e., AlN, BN, B, Mo, Y2O3, and Al4C3 in the SPS of AlN coating were explored. Concerning the choice of the promotional additives, it is expected that Al-based or nitride-based additives should promote the formation of AlN-rich coatings by helping avoid agglomerates in the suspension by initiating the nitridation of Al. The coatings were tested for their corrosion resistance under realistic industrial conditions. Modeling using ab initio molecular dynamic (BOMD) simulations using PWscf code in the Quantum Espresso package was carried out in this study to ascertain the atomic level interaction between molten Al with pristine AlN (100) non-polar surface at 1200 K, since the AlN coatings potential application is for corrosion resistance surfaces in contact with a molten Al-Mg alloy. The modeling aims at determining the likelihood of AlN corrosion susceptibility with molten Al using the magnitude of the interfacial energy. In addition, modeling by FactSage™ thermochemical software (Ref 56) was used to predict both the thermal and chemical stability of AlN when in contact with a liquid Al-Mg alloy.
Research Methodology
Equilibrium Thermodynamic™ Modeling of Pure AlN in Contact with Molten Al-5 wt.%Mg Alloy
An equilibrium thermodynamic simulation was done using FactSage to predict potential reactions between AlN and molten Al-Mg. For this purpose, the databases utilized were FTlite (FactSage Al-alloy and Mg-alloy databases), FToxid (FactSage oxide database for slags, glasses, ceramics, and refractories), and FactPS (for pure substances database). Calculations were carried out using the “Equilib” module of the FactSage thermochemical software developed by the CRCT group at Ecole Polytechnique de Montreal, Canada. The software calculates the concentrations of chemical species of specified elements or compounds when they react fully or partially to attain a state of chemical equilibrium (Ref 56). Modeling was done for the interaction between AlN and molten Al-Mg alloy in the temperature range of 273-1123 K at ambient pressure with the constant composition of 95 wt.% Al, 5 wt.% Mg and 100 wt.% AlN. The output data indicates the change in mass against temperature to show possible reactions.
Ab Initio Computational Model
Ground state properties were determined using density functional theory (DFT) (Ref 57), calculating self-consistent equations including exchange and correlation effects (Ref 58), using the plane wave and pseudo-potential method in the generalized gradient approximation (GGA) (Ref 59), as implemented in the PWscf (Quantum Espresso) code (Ref 60), with advanced capabilities for materials modeling (Ref 61). The grimme-d3 (DFT-D3) dispersion correction scheme (Ref 62), has been used in all calculations. All pseudo-potentials were extracted from the Standard Solid-State Pseudo-Potentials (SSSP) Library (Efficiency Version 1.1) maintained by Materials Cloud (Ref 63), covering precision and efficiency in solid-state pseudo-potential calculations (Ref 64).
Geometry optimizations were done with the plane-wave basis set limited to kinetic cutoff energy of 25 Ry and charge density cutoff set at 225 Ry. Gamma point Monkhorst–Pack grid of k-points was used to sample the Brillouin Zone (BZ) (Ref 65). The constraint-free geometry optimization was obtained using the Broyden–Fletcher–Goldfarb–Shanno (BFGS) quasi-Newton algorithm (Ref 66), with the self-consistent field (scf) convergence threshold set to 10−8 Ry during variable cell relaxation of ions. The metallic nature of the system leads to a discontinuous variation of the orbital occupancies across the Brillouin zone. To deal with this problem, the Marzari–Vanderbilt “cold” smearing (Ref 67), was used with a smearing width of 0.01 Ry. Due to the size and inhomogeneous nature of the model, local-density-dependent Thomas–Fermi (local-TF) charge mixing was used to improve convergence (Ref 68).
One of the fundamental principles underlying the description of quantum states of molecules is the Born–Oppenheimer approximation, which allows the motion of the nuclei and the movement of the electrons to be isolated. When explaining for electrons movement in a molecule, the Born–Oppenheimer approach discounts the movement of the atomic nuclei. The physical basis for the Born–Oppenheimer approximation is that the mass of an atomic nucleus in a molecule is much greater than the mass of an electron (more than 1000 times), and because of this imbalance, the nucleus moves much more slowly than the electrons (Ref 69).
In this work, the Born–Oppenheimer molecular dynamics (BOMD) simulation (Ref 70) of the initial relaxed heterostructures was carried out at 1200 K with fixed unit cell parameters and volume (canonical ensemble, NVT, i.e., a constant number of particles–volume–temperature). For the hcp-AlN model, the equation of motion was solved via the velocity Verlet algorithm with an integration time step of 2 fs and overall simulation time of 2 ps, while for the cubic AlN the applied integration time step was 4 fs over a simulation period of 0.4 ps. The difference in time scales was used to compensate for the sizes of the crystal models since large models take long to converge during ab initio DFT simulation. The system temperature was kept constant by re-scaling the velocity. Only the Г point was used in the BZ integration. The variation of the total energy was considered during each MD time step.
Plasma Synthesis of Cubic-AlN Coating
The coatings were synthesized by in situ reaction of Al and melamine powder using RF-SPS system according to the method already described (Ref 27). The plasma synthesis parameters, the materials, and chemicals used in this study are summarized in Table 1 as follows:
-
(a)
Substrate: 12.7 mm × 2.0 mm disks of 1144 Carbon steel (McMaster-Carr, Canada);
-
(b)
Suspension liquid carrier: Hexadecane (C16H34 Sigma Aldrich, USA);
-
(c)
Powders (precursor materials): (Al, 1-5 μm, Atlantic equipment engineers), Al (17-35 µm, Alfa Aesar, Canada), melamine (C3N6H6, Alfa Aesar, Fisher Scientific, Canada), aluminum nitride (AlN, Alfa Aesar, < 4 μm, APS, Canada), aluminum carbide (Al4C3, Alfa Aesar, < 10 μm), boron (B, 15 μm, Stanford advance materials, Canada), boron nitride (BN, 10 μm, Goodfellow, England), molybdenum (Mo, < 10 μm, Aldrich chemical company, Inc.), and yttria (Y2O3, 5-10 μm, Goodfellow, England) are used as precursors and promotional additives to the synthesis of the coating in this project.
In Fig. 1, a schematic of the suspension injection system is provided. The suspension liquid (hexadecane) containing the solid powders (Al plus melamine with or without some additives) was stirred vigorously for 30 min to obtain a homogenous mixture. Then the suspension was gradually moved to the double-walled water cooled glass container by peristaltic pumping while under sonication with 40 kW power to protect the glass and prevent particles agglomeration. From the sonicator, the suspension was returned to the main container and recirculated for 10 minutes before being delivered to the atomization probe in the plasma at the rate of 2 cm3 min−1. It was observed that no agglomeration or sedimentation occurred, and the injection was regular.

Schematic showing the features of suspension injection system
Hardness Test on Plasma-Sprayed Coatings
The hardness of the plasma-sprayed coatings was determined using a micro durometer (Buehler Micromet II, Germany) with a pyramidal diamond point having a square base and an objective lens of 40× for a real magnification of 400×. The hardness of the original substrate without a coating was measured first, and then identical forces (25-400 g) were applied on the coated substrate. The measured values are used to calculate the Vickers hardness (Hv) according to Eq 1:
where F is the load (N), d is the average diagonal length of the footprint (mm), and g is the acceleration of gravity (9.8 m s−2).
Roughness Test and Topology of the Coating
To measure the surface roughness and visually display the topology of the plasma-sprayed coatings, the optical profilometer instrument (Bruker Contour GT-K, USA) was used. Measurements were performed using green light, at a magnification of 5×. This corresponds to a total scan area of 1268 × 951 μm and a lateral sampling value of 1.98 μm (each pixel represents a square with dimensions 1.98 μm × 1.98 μm). Three scans were performed in different locations of each sample. The data collected was processed using the Bruker Vision64 software that operates the profilometer. The analysis component of Vision64 is based on the “Mountains” software from Digital Surf.
Corrosion Test
The plasma-synthesized coatings were tested for corrosion resistance by contacting them directly with molten Al alloy containing 5% magnesium (Al-5 wt.%Mg) at 1123 K, for 2 h. Details are available in Ref 27.
Characterization
Evaluation of the crystal structure of the synthesized AlN powder coatings was performed on an X-ray diffractometer “Philips PAN analytical X’pert PRO MPD,” using Cu Kα1 radiation with a wavelength, λ = 1.54 Å. It is worth mentioning that XRD analyses were done on plasma-sprayed samples without any dissolution of unreacted Al by HCl. Morphology of the deposited coating was investigated using the Scanning Electron Microscope (SEM, Hitachi S-4700).
Results and discussion
Equilibrium Thermodynamic Modeling of AlN in Contact with Molten Al-Mg Alloy
Figure 2 shows the high temperature stability of pure AlN in contact with molten Al-5 wt.%Mg in the temperature window from 850 °C to room temperature. It indicates that AlN remains thermally and chemically stable along with the presented temperature range without reacting with molten Al-5 wt.%Mg alloy.

Equilibrium calculation of AlN and molten Al-5 wt.%Mg alloy
Ab Initio Modeling of AlN Electronic Structure for hcp and Metastable Cubic AlN
Optimization of Model Lattice Parameters
All the hcp-AlN models of this work are built starting from an Al2N2 unit cell with a wurtzite primitive-centered hcp crystal structure (B4, space group P63mmc) as shown in Fig. 3. An Al4N4 unit cell with a zinc blende face-centered cubic (fcc) structure (B3, space group F-43M), has been modeled as presented in Fig. 4. The lattice parameters of the DFT-optimized unit cell and the models exposed to molten Al are summarized in Table 2.

Model of hcp-Al2N2 B4 unit cell showing Al (blue), N (orange) (Color figure online)

Model of cubic crystal lattice of a cubic-Al4N4 B3 unit cell showing Al (blue), N (orange) (Color figure online)
Relaxing AlN-Al interface at 0 K
To build the interface between solid coating in contact with molten Al, designated as the {AlN(s)-Al(l)} model, the aforementioned hcp-AlN and cubic-AlN unit cells were cleaved along the (100) low index plane using the Building tool in Materials Studio (Ref 71). The parameters top and thickness were set to 2.217 and 6.996 Å, respectively, and the resulting model, after U × V = 2 × 2 scale-up, had a stoichiometry of Al20N20 made up of five layers, as seen in Fig. 5.

Model of triclinic Al20N20 with (100) surface. Al (blue), N (orange) (Color figure online)
After the lattice parameters of the model defined in Fig. 5 were relaxed, the vacuum component was filled with amorphous Al and the density used was determined by its melting point density, ρ = 2.368 g cm−3 (Ref 72). The resulting model had a stoichiometry of Al87N20, and Fig. 6 shows snapshots before and after the AlN(s)-Al(l) model was relaxed at GGA/PBE level of theory and 0 K. Keeping the previously defined lattice parameters, the model was relaxed so as not to alter the density of Al. Figure 6 shows that the amorphous Al crystallized after optimization at 0 K. A well-defined layer of AlN forms at the interface with the Al coming from the amorphous Al part of the model. The underlying (100) morphology of the N atoms is adopted by the new interface layer of the AlN.

Model of Al87N20 optimized at 0 K showing Al (blue), N (orange); (i) input model for the Al melt and (ii) relaxed model, with fixed lattice parameters (Color figure online)
In addition, the resulting substrate model for zinc blende, cubic AlN had a stoichiometry of Al64N64. Then a vacuum component was filled with amorphous Al whereby the density used was determined by its melting point density, ρ = 2.368 g cm−3 (Ref 72). The resulting model of amorphous Al interacting with AlN (100) had a stoichiometry of Al212N64, and Fig. 7 shows a snapshot after the AlN(s)-Al(l) model was relaxed at GGA/PBE level of theory at 0 K.

Model of Al212N64 showing interaction of Al melt with cubic-AlN (100) surface at 0 K. Al (blue), N (orange) (Color figure online)
Keeping the previously defined lattice parameters, the model was relaxed so as not to alter the density of Al. It was observed that amorphous Al crystallized after optimization at 0 K, with a well-defined layer of AlN forming at the interface with the Al melt. The underlying (100) morphology of the N atoms was epitaxially adopted by the new interface layer of Al as depicted in Fig. 7.
Molecular Dynamics Simulation
Figure 8 shows the temperature evolution during the BOMD simulation of hcp-AlN(s)-Al(l) and it indicates that the model thermolyzes rapidly with a mean temperature of 1181 K around the target temperature of 1200 K. Figure 9 summarizes an analogous BOMD simulation for the cubic AlN(s)-Al(l) and shows that the model thermolyzed to a mean temperature of 1205 K. The difference in the thermalization temperature is statistical depending on the model size and modeling time, but it is within an acceptable margin of error (~ 2%). On the other hand, Fig. 10 and 11 also indicates that there was no energy drift during the course of the BOMD simulation. Energy drifts are usually an indication of simulation errors in BOMD, but can be minimized by choosing good extrapolation schemes and other clever ways to propagate the wavefunction (Ref 73), and this demonstrates that the model was properly designed for the system under research.

Temperature evolution during NVT BOMD simulation of hcp-AlN(s)-Al(l) system at 1200 K

Temperature evolution during NVT BOMD simulation of cubic-AlN(s)-Al(l) system at 1200 K

Energy evolution during NVT BOMD simulation of cubic-AlN(s)-Al(l) system at 1200 K

Energy evolution during NVT BOMD simulation of cubic-AlN(s)-Al(l)system at 1200 K
Figure 12 and 13 shows the models captured as the last frames of the BOMD simulation for hcp-AlN(s)-Al(l) and cubic AlN(s)-Al(l), respectively. Even at 1200 K, the AlN interface layer formed between the surface N and Al from the amorphous liquid phase seems to be stable and it essentially adopts the underlying (100) morphology. The average Al-N bond length of the new interface layer was found to be 1.90 Å for hcp-AlN and 1.87 Å for cubic AlN. No surface reconstruction appears under the simulation model parameters used.

Last frame of NVT BOMD simulation showing hcp-AlN formation at the interface of hcp-AlN(s)-Al(l); Al (blue), N (orange) with (i) view from “a” direction and (ii) view from “b” direction (Color figure online)

Last frame of NVT BOMD simulation showing cubic-AlN formation at the interface of cubic AlN(s)-Al(l); Al (blue), N (orange) with (i) view from “a” direction; and (ii) view from “b” direction (Color figure online)
Interaction Energy
Calculation of interaction energy (γint) between the amorphous molten Al and AlN (100) surface represented by \({E}_{{\mathrm{Al}}_{(\mathrm{l})}}\) and \({E}_{{\mathrm{AlN}}_{(100)}}\), respectively, was done using Eq 2:
The models were set up as shown in Fig. 12 and 13. The system was simulated at temperature T in NVT ensemble until it reached a steady state with final total energy, \({E}_{\mathrm{total}}\), and surface is A, where the surface is multiplied by 2 for cases without a vacuum in the model.
The BOMD-relaxed Al20N20 structure consisting of 107 atoms gave an interaction energy value of 2018 kJ mol−1 (or 18.2 kJ mol−1 per unit cell area), while the BOMD-relaxed Al212N64 structure showed interaction energy of 8512.6 kJ mol−1 (56.4 kJ mol−1 per unit cell area). The cubic-AlN(s)-Al(l) contact can be characterized as moderately strong van der Waal interaction. The Al-N bonds are partly covalent, but they could also have certain ionic properties, and the weak interaction energy involved indicates that the bonding between the layers is no more than a physisorption kind of interaction, which typically exists in the range of 50 kJ mol−1 or less. Nevertheless, since Al has an fcc crystal structure, it seems to bond more strongly with the cubic AlN (also an fcc crystal lattice) than with the hcp-AlN. The higher interfacial energy associated with the cubic AlN originates from its metastable state. Principal factors which have been determined to form the metastable cubic-AlN phase in plasma include nucleation rate and growth under highly non-equilibrium conditions, the particle “size effect,” and optimization of the system parameters to improve its yield (Ref 28).
Materials Characterization
XRD analysis was utilized to optimize and investigate the potential effect of several parameters during the synthesis of the AlN coatings through SPS. Three factors examined were (i) the influence of Al powder particle size on the percentage of AlN in the coatings, (ii) the promotional effect of additives on the composition of the coating, and (iii) optimization of AlN concentration as an additive in the precursor.
Effect of the Particle Size Distribution of Al Powder Precursor
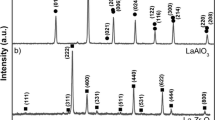
Two Al powder samples with different particle size distributions were used in the plasma suspension feedstock, that is, small-sized particles (1-5 µm) and large-sized particles (17-35 µm). Figure 14 provides the XRD patterns obtained by changing the Al powder particle size, which indicates the concentration of AlN formed in the coatings. The ICDD cards used to identify the phases include: [00-039-1950] for melamine, [04-010-6160] for Al, [04-007-4280] AlN hexagonal, [04-004-8344] for AlN cubic, and [00-046-1212] for Al2O3. The results demonstrate that when the Al powders were comparatively finer 100% of (1-5 µm), less AlN was formed in the coatings (10%) as shown in Fig. 14(a), possibly because (i) the small Al powder particles vaporize and the vapor flux limits the nitridation reaction and (ii) the remaining small particles of AlN do not have enough momentum to stick and therefore cannot be incorporated into any residual Al liquid matrix (Ref 50). A 10% addition of (17-35 µm) Al particle size led to an increased formation of AlN (13%), as shown in Fig. 14(b), while Fig. 14(c) represents a further improvement to 36% AlN with the addition of 20% (17-35 µm) Al particle size.

XRD patterns showing composition of AlN in the coatings produced by addition of mass X of (17-35 µm) particle size of Al powder into (1-5 µm) Al particle size, where X is: (a) 0%; (b) 10%; (c) 20%; (d) 25%; (e) 50%; and (f) 75%
Although, decreasing the particle size of the feedstock powder has been found to enhance the specific surface area of the particles, which increases the probability of surface nitridation (Ref 74), in this work, it was observed that the addition of bigger Al particles promotes the formation of AlN in the coating. The maximum amount of AlN formed (80%) in the coating was achieved in the mixture of 75% (1-5 µm) particle size with 25% (17-35 µm) particle size as revealed in Fig. 14(d). The bigger particles of Al played a role, as a matrix, which helps the deposited particles to stick to the substrate during the coating formation. However, the addition of more than 25% of larger-sized particles (17-35 µm) lowered the AlN formation because it is the limit for our plasma conditions as the plasma parameters were kept constant. This is exemplified in Fig. 14(e) where only 20% AlN was produced with the addition of 50% of (17-35 µm) Al particle size, while Fig. 14(f) shows 16% AlN was formed by the addition of 75% of (17-35 µm) Al particle size. It has been observed that the reaction of the precursor powder with the plasma gases depends on the powder’s particle size, which influences the powder’s flowability, melting, and particle behavior while in the plasma (Ref 50). The plot in Fig. 15 is a summary of the optimized mixture of the Al particle sizes in order to maximize the production of AlN. The best composition consisted of 75% of (1-5 µm) Al particle size mixed with 25% of (17-35 µm) Al particle size.

The quantity of AlN in the coating plotted against the mass ratio of Al powder particle sizes (1-5 µm) to (17-35 µm), indicating an optimum at 75% of (1-5 µm)
Due to the tendency of the smaller Al powder particles agglomerating, creating lumps, and clogging the atomization probe during injection by use of a peristaltic pump, steady injection is an important parameter that should be considered during SPS to have reproducible coatings with a homogenous structure (Ref 75). In order to make the atomization spray process consistent and reproducible, two measures have been taken: (a) the addition of larger Al particles to the feedstock to minimize clogging of the probe (Ref 50) and (b) the addition of promotional agents, which have other benefits for the synthesis of coatings.
The use of larger (17-35 μm) particles produces better results in the synthesis of AlN as they facilitate the nitridation process as the Al vapor flux is lower than that of the (1-5 μm) particles. Even so, spherical Hill vortex phenomena are taking place with incomplete nitridation, and when those large particle splat during spraying, they break down and expose more unreacted Al area to the nitrogen atmosphere. This allows a post-deposition nitridation and the soft Al core matrix captures finer particles on the substrate during spraying (Ref 76, 77).
Effect of Promotional Additives
In order to enhance the nitridation process, BN, B, AlN, Mo, Y2O3, and Al4C3 were included in the precursors as additives, and this seemed to improve the injection flow rate as well. The motivation for the inclusions stemmed from the fact that these additives are resistant to corrosion when in contact with molten Al alloy. The addition of BN to the precursor was for two reasons: (i) its decomposition releases nitrogen into plasma, which would be useful for nitridation of Al, and (ii) if it does not decompose, its inclusion in the coating will add to the non-wetting properties of the final coating (Ref 78). Boron as an additive would react with nitrogen in plasma to produce BN, which is good for enhancing non-wetting properties of the coating toward molten Al (Ref 79) however with the risk of scavenging nitrogen from the Al.
Molybdenum was also considered for its anti-wetting properties in contact with molten Al with a melting point close to the temperature of formation of AlN. Al4C3 is resistant to corrosion when in contact with molten Al alloy below 1273 K (Ref 80) and if it decomposes during SPS it can introduce more reactive Al species, which are beneficial for the nitridation process. Should some of these promotional additives remain stable in the plasma without decomposing, they would be deposited in the final coating and contribute to its corrosion resistance.
Since Al powders have an affinity to agglomerate during the peristaltic pumping, these additives also help in dispersing the particles that stick together and can clog the injection pipes and the atomization probe which leads to erratic injection. Moreover, these additives were observed to promote the reaction between Al and melamine based on the XRD results. The presence of these additives improves the post-deposition nitridation reaction by inhibiting the agglomeration of molten Al when impinged to the substrate.
The control SPS synthesis involved reacting pure Al powder feedstock of particle size distribution (1-5 µm) with melamine suspended in hexadecane liquid carrier and only 10% AlN phase was detected in the coating. In this section where the effect of additives was tested, all experiments were performed using the same particle size distribution for Al powder (1-5 µm). It was observed that all additives showed improved performance when compared to control synthesis.
Figure 16 provides the XRD patterns of the samples containing the additives, where Fig. 16(a) is promoted by Y2O3 with 40% AlN in the coating (30% cubic and 10% hcp); Fig. 16(b) is for boron giving 25% AlN (20% cubic and 5% hcp); Fig. 16(c) is for BN giving 50% AlN (50% cubic and 0% hcp); Fig. 16(d) is for Al4C3 giving 68% of cubic AlN only in the coating; Fig. 16(e) is for Mo giving 66% cubic AlN without hcp, and Fig. 16(f) is for AlN giving 40% AlN (33% cubic and 7% hcp). The ICDD cards used to identify the phases include: [01-088-2331] for Mo, [04-004-1056] for BN, [04-011-4888] for Y4Al2O9, and [01-071-3787] for Al4C3.

XRD patterns showing composition of AlN in the coatings produced by addition of (a) Y2O3; (b) Boron; (c) BN; (d) Al4C3; (e) Mo; and (f) AlN
It was observed that the worst performance was exhibited from pure B (25% AlN), followed by Y2O3 (40% AlN) and AlN (40% AlN) under similar reaction conditions, since they did not produce substantial quantities of AlN, giving 25, 40 and 40%, respectively. The best performance was for Mo and Al4C3 (66 and 68% AlN, respectively), while BN generated 50% AlN. This is summarized pictorially in Fig. 17.

Plot showing how concentration of AlN in a plasma-synthesized coating is influenced by the addition of 10% of Y2O3, B, BN, Al4C3, Mo, AlN
In comparing the XRD analysis results in samples with and without additives, it was observed that all additives (elements, nitrides, carbide, and oxides) improve the regular injection of the feedstock and have a physical promoting role in the nitridation reaction of AlN. Additives are applied as dispersion agents to prevent the coalescence of Al particles and to enhance the nitriding reaction after depositing the coating on a substrate because it is well known that the agglomeration of Al particles is the main challenge in producing AlN through the direct nitridation of Al powder (Ref 54). This inhibits the continuous access to nitrogen and the complete nitridation reaction, such that with the addition of additives, the nitridation process of Al particles follows its normal sequence: (i) surface nitriding, (ii) outflow of molten Al core, and (iii) volume nitriding through plasma irradiation. The main role of these additives appears in the last step after the collision occurs on the substrate during the post-deposition reaction. Additives promote post-deposition nitridation of Al by creating more Al surface for reaction and providing the opportunity for the Al and N to have access to each other and react. Besides, each of the additives appears to have an additional unique chemical role, in that:
-
(a)
Al4C3 additive (producing 68% AlN in the coating) decomposes at about 1673 K to provide more active Al species, which may react with the active nitrogen species in plasma to form AlN. The released carbon from the decomposition decreases the oxygen content in AlN through carbothermal reduction of Al2O3 on the surface of Al feedstock (Ref 81).
-
(b)
Mo additive (producing 66% AlN in the coating), whose effect on the reaction mechanism is not fully understood could be linked to a number of properties that seem to be compatible with the additive, for example, (i) the heat capacities of Mo and Al are similar ~ 24 J mol−1 K−1, (ii) the melting point of Mo (2896 K) is close to the formation temperature of AlN (2500-2700 K), and (iii) both Mo and carbon steel substrate (Fe) have a cubic crystal structure.
-
(c)
BN and AlN additives: their promotional effect is related to the partial decomposition of BN and AlN in plasma and the formation of active nitrogen species, which when it saturates plasma can promote the reaction between Al and nitrogen. With the addition of BN and AlN to the feedstock 50 and 40%, AlN formed in the coating, respectively. Since BN density is 2.46 g cm−3 and AlN density is 3.25 g cm−3, the density ratio follows the production of AlN percentage in the coating.
-
(d)
Y2O3 additive (formed 40% AlN in the coating), where the rare earth oxide (Y2O3) acts as a wetting agent through yttrium aluminate (Y-Al-O). Normally, AlN particles contain at least 1 wt.% of oxygen, and about 50% of the oxygen is located on the surface of the particles. Y2O3 acts as a transient liquid-phase promoting additive, which reacts with the A12O3 phase to form the Y-Al-O wetting agent (Ref 51).
-
(e)
Boron additive (producing 25% AlN in the coating) was comparatively not that effective in the in situ production of AlN. Its role is probably just limited to dispersing of Al feedstock and molten deposited Al. It also reacts with the oxygen of Al2O3 on the surface of Al to produce B2O3, which is a glassy phase that vaporizes at about 1773 K.
Although, the addition of AlN in this experiment produced poor results, changing the reaction conditions by varying the AlN concentration improved its performance, and this is discussed in the next section.
AlN as a Promotional Additive in the Precursor
Preliminary findings showed that injecting AlN powder into the plasma always produces metallic Al peaks in the coatings as detected by XRD analysis, implying that AlN has a high propensity to decompose in plasma. It has been claimed that there is a narrow formation and decomposition temperature range for AlN in plasma and the fabrication of AlN coatings by conventional thermal spraying is problematic owing to its decomposition at 2000-2300 K (Ref 82). In this project, preliminary results confirmed that it was experimentally impossible to produce an AlN coating on a carbon steel substrate by direct spraying of AlN powder using plasma. The same observation has been reported by other authors (Ref 74). For this reason, we resorted to the in situ plasma synthesis and deposition of AlN as a coating. However, when the precursors were doped with minute quantities of AlN promoter, the amount of AlN in the coatings improved significantly. XRD analysis of the plasma-synthesized coatings indicated enhanced concentration of AlN as exemplified in Fig. 18.

XRD patterns of samples containing AlN promoted by the addition of 10, 20, and 30% of AlN in Al powder
A mixture of 10 wt.% AlN in pure Al powder (0.11% of the total mass of the suspension) produced 40% of AlN in the final coating as summarized in Fig. 19. The addition of 20% AlN in pure Al powder (0.22% of the total mass of the suspension) produced 72% of AlN in the coating while 30% of AlN in Al powder (0.33% of the total mass of the suspension) was produced 40% of AlN in the coating. Using AlN and other additives as a dispersion agent prevents agglomeration of Al metal in the feedstock and therefore, nitriding agents can diffuse to a larger surface area of Al and synthesize AlN. Moreover, the additives improve the flowability of injection of precursor feedstocks.

A plot summarizing the quantity of AlN formed in the coating vs. the AlN% additive
Among all the additives tested, using AlN led to lower impurities in comparison to other additives, besides increasing the nitride component in the coating. The presence of AlN promoter in the feedstock was seen to improve the dispersion of Al powder particles, and mixing of the feedstock, thereby causing rapid and near-complete nitridation of Al in plasma (Ref 54). Moreover, the presence of AlN and other additives prevented agglomeration of molten and unreacted Al on the deposited coating and by continuous interaction between the nitriding species in the plasma and the molten Al, post-deposition nitridation of Al was improved (Ref 83).
Materials Testing
Microscopic (SEM) Analysis of Plasma-Synthesized Coatings
Figure 20 shows a typical SEM image characterizing the surface of a fresh plasma-synthesized AlN coating sample, and it shows a homogenous distribution of the particles in the coating with a mix of splats and partially molten morphologies. After exposure to molten Al-5 wt.%Mg alloy at 1123 K, the coating remained unreacted and stable. This is evident from the equal distribution of Al and N in the matrix as seen in Fig. 21, which means that the two elements did not decompose and could still be associated. Figure 21(a) shows the secondary electron image (SEI) of AlN coating after exposure to molten Al-Mg alloy, while Fig. 21(b) portrays the mixed EDX elemental mapping for both Al and N. Figure 21(c), (d), and (e) represents the individual elemental mapping of Al, N, and O, respectively.

SEM image characterizing the surface of a fresh plasma-synthesized AlN coating sample

(a) SEM image of AlN coating after exposure to a molten Al-Mg alloy; (b) the mixed EDX elemental mapping of Al and N; and (c, d, e) individual elemental mapping of Al, N, and O, respectively
Figure 22(a) shows the SEM images of samples that were synthesized using the optimized Al particle size mixture of 75% (1-5 µm) plus 25% (17-35 µm), and it represents the sample with 82% AlN in the coating. The coating was observed to be more homogenous in morphology than the other samples. In contrast, Fig. 22(b) is synthesized using Al powder of particle size (1-5 µm) only, with 0.22 wt.% AlN as an additive to produce a coating containing 72% AlN, and the coating was seen to be less homogenous comparatively. Similarly, Fig. 22(c) is synthesized using Al powder of particle size (1-5 µm) only, but with 0.11 wt.% Al4C3 as an additive, and it produced 68% AlN in the coating, which was significantly different in morphology.

SEM images of samples consisting of (a) 82% AlN (b) 72%, and (c) 68% AlN in the coating
Hardness Test on Plasma-Synthesized Coatings
The carbon steel substrate gave a Vickers hardness (Hv) value of 354 Hv, while the coated sample showed a hardness of 1644 Hv, which is related to the constant force of 300 g. This kind of hardness is achieved by 200 loops of deposition by SPS and can be improved by more deposition cycles. Figure 23 represents images of the hardness test results for the coated sample containing 80% AlN. The test was repeated three times for each sample and the results are summarized in Table 3, indicating that increasing the amount of AlN in the coating, enhances the coating hardness.

Representative image of the hardness test indicating how the “d” value used in Eq 1 was determined
Optical Profilometer of Plasma-Synthesized Coatings
The average roughness (Sa) of a surface measures the deviation of a surface from a mean height, with a horizontal line, which runs through the profile representing the arithmetic mean height. The Root Mean Square (RMS) of a surface measures microscopic peaks and valleys. For the plasma-coated sample containing 80% AlN, its Sa value was found to be 1.98 µm with a measurement uncertainty of 0.03, defining the error margin (Ref 84). The RMS surface roughness (Sq) of the same sample was found to be 2.75 µm with a measurement uncertainty of 0.05. These low roughness results were obtained by imaging from the optical profilometer analysis as shown in Fig. 24 (Table 4).

Topography of the plasma-sprayed coating with 80% AlN
Conclusion
Modeling the chemical and thermal stability of AlN in contact with molten Al-Mg as a function of temperature by FactSage™ indicated that AlN should remain stable without reacting when in direct contact with molten Al-Mg alloy at the test temperature (1123 K). In addition, modeling the interaction between amorphous Al melt and AlN (100) surface was successfully simulated using ab initio Born–Oppenheimer molecular dynamics (BOMD) at 1200 K. The results showed that at the interface between AlN and molten Al, (i) no reaction occurs, and (ii) there is an epitaxial arrangement of the molten Al atoms taking after the AlN crystal lattice structure. The interfacial energy between the molten Al and AlN coating at 1200 K was calculated to be approximately 18.2 kJ mol−1 for hcp-AlN and 56.4 kJ mol−1 for cubic AlN, normalized per unit cell area, which implies weak van der Waals interactions, with an average Al-N bond length of 1.9 Å. This means that molten Al does not interact strongly with the coating to cause a reaction, while a typical reaction requires energy in the chemisorption regime (200-400 kJ mol−1).
In this study, radio-frequency (RF) induction suspension plasma synthesis (SPS) technology has been used to synthesize AlN coatings from a mixture of pure Al powder and melamine (C3H6N6) suspended in hexadecane (C16H34). The coatings were both produced and deposited in situ on a Fe-based substrate. Experimental results indicated that there was the need to mix finer Al powder particles with larger ones to prevent particle agglomeration and clogging of the pipes and the probe of the SPS system. In addition, the mixing leads to the smooth delivery of the suspension and improves post-deposition nitridation of Al in plasma. It was observed that the optimum powder combination involved adding 25% of Al powder in the larger size (17-35 µm) to 75% of (1-5 µm) particle size, which improves the coating composition to 80% cubic AlN. However, more of the larger particles result in extensive partial reactions. A large particle prevents nitrogen from diffusing into the core of the Al precursor, due to the short residence time the particle has in plasma. This leads to the nitridation reaction being limited to the surface of the Al particles.
Moreover, it was observed that promoting the reaction between Al powder and melamine in the liquid suspension by use of ceramic and metallic additives initiates the in situ formation and deposition of AlN through SPS. Among them, Mo, BN, Al4C3, and AlN present the best results by improving the dispersion of Al while preventing the agglomeration of Al particles both in the precursor suspension and in the deposited coating. Furthermore, using AlN instead of other additives was found to diminish the formation of impurities and by-products in the final coating. The optimum amount of AlN in the precursor was found to be 20% of AlN in Al powder by mass (0.22 wt.% AlN of the total mass of the suspension), producing up to 72% cubic AlN in the coating. The plasma-sprayed coating with 80% AlN indicated a surface roughness value of 2.75 µm which implies the sample is not very rough. The substrate hardness of 354 Hv, but the gradual addition of AlN in the coating enhanced the coating hardness to 1644 Hv. SEM imaging confirmed that the SPS-synthesized AlN coatings were both chemically and thermally stable and did not decompose after exposure to molten Al alloy.
References
M.P. Thompson, G.W. Auner, T.S. Zheleva, K.A. Jones, S.J. Simko and J.N. Hilfiker, Deposition Factors and Band Gap of Zinc-Blende AIN, J. Appl. Phys., 2001, 89(6), p 3331-3336
M. Yamada, H. Nakamura, T. Yasui, M. Fukumoto and K. Takahashi, Influence of Substrate Materials upon Fabrication of Aluminum Nitride Coatings by Reactive RF Plasma Spraying, Mater. Trans., 2006, 47(7), p 1671-1676. https://doi.org/10.2320/matertrans.47.1671
S.M. Oh and D.W. Park, Preparation of AlN Fine Powder by Thermal Plasma Processing, Thin Solid Films, 1998, 316(1-2), p 189-194
M.-C. Sung, Y.-M. Kuo, L.-T. Hsieh and C.-H. Tsai, Two-Stage Plasma Nitridation Approach for Rapidly Synthesizing Aluminum Nitride Powders, J. Mater. Res., 2017, 32(07), p 1279-1286. https://doi.org/10.1557/jmr.2016.505
K. Kim, Plasma Synthesis and Characterization of Nanocrystalline Aluminum Nitride Particles by Aluminum Plasma Jet Discharge, J. Cryst. Growth, 2005, 283(3-4), p 540-546
B. Li, B. Wen, H. Chen, W. Zhang, X. Meng, M. Jia and F. Chen, Corrosion Behaviour and Related Mechanism of Lithium Vapour on Aluminium Nitride Ceramic, Corros. Sci., 2021, 178, p 109058. https://doi.org/10.1016/j.corsci.2020.109058
S. Pradhan, S.K. Jena, S.C. Patnaik, P.K. Swain and J. Majhi, Wear Characteristics of Al-AlN Composites Produced in Situ by Nitrogenation, IOP Conf. Ser. Mater. Sci. Eng., 2015, 75(1), p 012034
P. Fauchais and A. Vardelle, Solution and Suspension Plasma Spraying of Nanostructure Coatings, Advanced Plasma Spray Applications. H.S. Jazi Ed., BoD—Books on Demand, Norderstedt, 2012, p 149-188
J. Cao, Y. Liu and X.S. Ning, Influence of AlN(0001) Surface Reconstructions on the Wettability of an Al/AlN System: A First-Principle Study, Materials (Basel), 2018, 11(5), p 1-10
N.Y. Taranets and Y.V. Naidich, Wettability of Aluminum Nitride by Molten Metals, Powder Metall. Met. Ceram., 1996, 35, p 282-285. https://doi.org/10.1007/BF01328834
T.B. Jackson, A.V. Virkar, K.L. More, R.B. Dinwiddie and R.A. Cutler, High-Thermal-Conductivity Aluminum Nitride Ceramics: The Effect of Thermodynamic, Kinetic, and Microstructural Factors, J. Am. Ceram. Soc., 1997, 80(6), p 1421-1435
X.-X. Mao, J. Li, H.-L. Zhang, Y.-G. Xu and S.-W. Wang, Synthesis of AlN Powder by Carbothermal Reduction-Nitridation of Alumina/Carbon Black Foam, J. Ceram. Soc. Jpn., 2017, 32(10), p 377-382
A.C. Da Cruz and R.J. Munz, Review on the Vapour-Phase Synthesis of Aluminum Nitride Powder Using Thermal Plasmas, KONA Powder Part. J., 1999, 17, p 85-94
T.-H. Kim, S. Choi and D.-W. Park, Effects of NH3 Flow Rate on the Thermal Plasma Synthesis of AlN Nanoparticles, J. Korean Phys. Soc., 2013, 63(10), p 1864-1870. https://doi.org/10.3938/jkps.63.1864
J. Ahn, Y. Kim, J. Lee and D. Kim, Synthesis of AlN Particles by Chemical Route for Theral Interface Material, Adv. Mater. Lett., 2017, 8(9), p 939-943. https://doi.org/10.5185/amlett.2017.1666
J. Ahn, D. Kim, Y. Kim and J. Lee, Synthesis of AlN Particles by Microwave-Assisted Urea Route, Appl. Mech. Mater., 2016, 851, p 191-195. https://doi.org/10.4028/www.scientific.net/AMM.851.191
K. Sardar and C.N.R. Rao, AlN Nanocrystals by New Chemical Routes, Solid State Sci., 2005, 7(2), p 217-220
C. Grigoriu, M. Hirai, K. Nishiura, W. Jiang and K. Yatsui, Synthesis of Nanosized Aluminum Nitride Powders by Pulsed Laser Ablation, J. Am. Ceram. Soc., 2000, 83(10), p 2631-2633. https://doi.org/10.1111/j.1151-2916.2000.tb01604.x
S.A. Rounaghi, D.E.P. Vanpoucke, H. Eshghi, S. Scudino, E. Esmaeili, S. Oswald and J. Eckert, A Combined Experimental and Theoretical Investigation of the Al-Melamine Reactive Milling System: A Mechanistic Study towards AlN-Based Ceramics, J. Alloys Compd., 2017, 729, p 240-248. https://doi.org/10.1016/j.jallcom.2017.09.168
J. Zheng, Y. Yang, B. Yu, X. Song and X. Li, [0001] Oriented Aluminum Nitride One-Dimensional Nanostructures: Synthesis, Structure Evolution, and Electrical Properties, ACS Nano, 2008, 2(1), p 134-142
D. Chen, J. Colas, F. Mercier, R. Boichot, L. Charpentier, C. Escape, M. Balat-Pichelin and M. Pons, High Temperature Properties of AlN Coatings Deposited by Chemical Vapor Deposition for Solar Central Receivers, Surf. Coat. Technol., 2019, 377(July), p 124872. https://doi.org/10.1016/j.surfcoat.2019.07.083
M. Iwata, K. Adachi, S. Furukawa and T. Amakawa, Synthesis of Purified AlN Nano Powder by Transferred Type Arc Plasma, J. Phys. D Appl. Phys., 2004, 37(7), p 1041-1047
R.K. Choudhary, P. Mishra and R.C. Hubli, Optical Properties of Cubic AlN Films Grown by Sputtering, Surf. Eng., 2016, 32(4), p 304-306
A. Metel, S. Grigoriev, M. Volosova, Y. Melnik and E. Mustafaev, Synthesis of Aluminum Nitride Coatings Assisted by Fast Argon Atoms in a Magnetron Sputtering System with a Separate Input of Argon and Nitrogen, Surf. Coat. Technol., 2020, 398(April), p 126078. https://doi.org/10.1016/j.surfcoat.2020.126078
M.M. Mazur, S.A. Pianaro, K.F. Portella, P. Mengarda, M.D.O.G.P. Bragança, S. Ribeiro Junior, J.S. Santos de Melo and D.P. Cerqueira, Deposition and Characterization of AlN Thin Films on Ceramic Electric Insulators Using Pulsed DC Magnetron Sputtering, Surf. Coat. Technol., 2015, 284, p 247-251. https://doi.org/10.1016/j.surfcoat.2015.06.082
I. Musa, N. Qamhieh, K. Said, S.T. Mahmoud and H. Alawadhi, Fabrication and Characterization of Aluminum Nitride Nanoparticles by RF Magnetron Sputtering and Inert Gas Condensation Technique, Coatings, 2020, 10(4), p 411
F. Barandehfard, J. Aluha and F. Gitzhofer, Synthesis of Cubic Aluminum Nitride (AlN) Coatings Through Suspension Plasma Spray (SPS) Technology, Coatings, 2021, 11, p 500. https://doi.org/10.3390/coatings11050500
V.S. Kudyakova, R.A. Shishkin, A.A. Elagin, M.V. Baranov and A.R. Beketov, Aluminium Nitride Cubic Modifications Synthesis Methods and Its Features. Review, J. Eur. Ceram. Soc., 2017, 37, p 1143-1156. https://doi.org/10.1016/j.jeurceramsoc.2016.11.051
K.-I. Kim, S.-C. Choi, J.-H. Kim, W.-S. Cho, K.-T. Hwang and K.-S. Han, Synthesis and Characterization of High-Purity Aluminum Nitride Nanopowder by RF Induction Thermal Plasma, Ceram. Int., 2014, 40(6), p 8117-8123. https://doi.org/10.1016/j.ceramint.2014.01.006
M. Shahien, M. Yamada, T. Yasui and M. Fukumoto, N2 and H2 Plasma Gasses’ Effects in Reactive Plasma Spraying of Al2O3 Powder, Surf. Coat. Technol., 2013, 216, p 308-317
N. Venkatramani, Industrial Plasma Torches and Applications, Curr. Sci., 2002, 83(3), p 254-262
T. Kim, S. Choi, and D. Park, Chemical Reaction Considered Numerical Simulation on Preparation of AlN Nano Powder by Non-transferred Thermal Plasma, Ispc_20, 2011, p 3-6
F. Gitzhofer, E. Bouyer, and M. Boulos, Suspension Plasma Spray. U.S. Patent 5,609,921, 26, 1997
L. Pawlowski, Suspension and Solution Thermal Spray Coatings, Surf. Coat. Technol., 2009, 203(19), p 2807-2829. https://doi.org/10.1016/j.surfcoat.2009.03.005
P. Fauchais, V. Rat, J.F. Coudert, R. Etchart-Salas and G. Montavon, Operating Parameters for Suspension and Solution Plasma-Spray Coatings, Surf. Coat. Technol., 2008, 202(18), p 4309-4317
P. Fauchais and G. Montavon, Latest Developments in Suspension and Liquid Precursor Thermal Spraying, J. Therm. Spray Technol., 2010, 19(1-2), p 226-239
H. Kassner, R. Siegert, D. Hathiramani, R. Vassen and D. Stoever, Application of Suspension Plasma Spraying (SPS) for Manufacture of Ceramic Coatings, J. Therm. Spray Technol., 2008, 17(1), p 115-123
S. Joshi and P. Nylen, Advanced Coatings by Thermal Spray Processes, Technologies, 2019, 7(4), p 79
A. Pakseresht, Production, Properties, and Applications of High Temperature Coatings, IGI Global, London, 2018
B. Freiberg, Nitriding of Aluminum and Its Alloys, Heat Treat. Nonferrous Alloy., 2018, 4, p 302-307
K. Farokhzadeh and A. Edrisy, Surface Hardening by Gas Nitriding, Compr. Mater. Finish., 2017, 2-3, p 107-136
P. Visuttipitukul, T. Aizawa and H. Kuwahara, Advanced Plasma Nitriding for Aluminum and Aluminum Alloys, Mater. Trans., 2003, 44(12), p 2695-2700
M. Yamada, T. Inamoto, M. Fukumoto and T. Yasui, Fabrication of Silicon Nitride Thick Coatings by Reactive RF Plasma Spraying, Mater. Trans., 2004, 45(12), p 3304-3308. https://doi.org/10.2320/matertrans.45.3304
D. Smolen and P. Dominik, Synthesis of Aluminium Nitride Nanopowder, Ceram. Mater., 2013, 65(1), p 4-7
T. Kim, S. Choi, and D. Park, Chemical Reaction Considered Numerical Simulation on Preparation of AlN Nano Powder by Non-transferred Thermal Plasma, Ispc_20, 2011, (November 2014), p 3-6
J.F. Sun, M.Z. Wang, Y.C. Zhao, X.P. Li and B.Y. Liang, Synthesis of Titanium Nitride Powders by Reactive Ball Milling of Titanium and Urea, J. Alloys Compd., 2009, 482(1-2), p 29-31
S.A. Rounaghi, H. Eshghi, S. Scudino, A. Vyalikh, D.E.P. Vanpoucke, W. Gruner, S. Oswald, A.R. Kiani Rashid, M. Samadi Khoshkhoo, U. Scheler and J. Eckert, Mechanochemical Route to the Synthesis of Nanostructured Aluminium Nitride, Sci. Rep., 2016, 6, p 1-11
R. Dallaev, D. Sobola, P. Tofel, L. Škvarenina and L. Škvarenina, Aluminum Nitride Nanofilms by Atomic Layer Deposition Using Alternative Precursors Hydrazinium Chloride and Triisobutylaluminum, Coatings, 2020, 10, p 195. https://doi.org/10.3390/coatings10100954
A.I. Abdulagatov, S.M. Ramazanov, R.S. Dallaev, E.K. Murliev, D.K. Palchaev, M.K. Rabadanov and I.M. Abdulagatov, Atomic Layer Deposition of Aluminum Nitride Using Tris (Diethylamido) Aluminum and Hydrazine or Ammonia, Russ. Microelectron., 2018, 47(2), p 118-130
M. Shahien, M. Yamada, T. Yasui and M. Fukumoto, Reactive Atmospheric Plasma Spraying of AlN Coatings: Influence of Aluminum Feedstock Particle Size, J. Therm. Spray Technol., 2011, 20(3), p 580-589
M. Shahien, M. Yamada and M. Fukumoto, Influence of Transient Liquid Phase Promoting Additives upon Reactive Plasma Spraying of AlN Coatings and Its Properties, Adv. Eng. Mater., 2018, 20(6), p 1-14
T. Ide, K. Komeya, T. Meguro and J. Tatami, Synthesis of AlN Powder by Carbothermal Reduction-Nitridation of Various Al2O3 Powders with CaF2, J. Am. Ceram. Soc., 1999, 82(11), p 2993-2998
K. Bretterbauer and C. Schwarzinger, Melamine Derivatives—A Review on Synthesis and Application, Curr. Org. Synth., 2012, 9(3), p 342-356
M. Shahien, M. Yamada, T. Yasui and M. Fukumoto, In Situ Fabrication of AlN Coating by Reactive Plasma Spraying of Al/AlN Powder, Coatings, 2011, 1(2), p 88-107. https://doi.org/10.3390/coatings1020088
S.A. Rounaghi, A.R. Kiani Rashid, H. Eshghi and J. Vahdati Khaki, Formation of Nanocrystalline H-AlN during Mechanochemical Decomposition of Melamine in the Presence of Metallic Aluminum, J. Solid State Chem., 2012, 190, p 8-11. https://doi.org/10.1016/j.jssc.2012.01.005
C.W. Bale, E. Bélisle, P. Chartrand, S.A. Decterov, G. Eriksson, A.E. Gheribi, K. Hack, I.H. Jung, Y.B. Kang, J. Melançon, A.D. Pelton, S. Petersen, C. Robelin., J. Sangster, and M.-A. Van Ende, FactSage Thermochemical Software and Databases, 2010-2016, Calphad, 2016, 54, p 35-53, www.factsage.com
P. Hohenberg and W. Kohn, Inhomogeneous Electron Gas, Phys. Rev., 1964, 136(1962), http://users.wfu.edu/natalie/s15phy752/lecturenote/HohenbergPhysRev.136.B864.pdf
W. Kohn and L.J. Sham, Self-consistent Equations Including Exchange and Correlation Effects, Phys. Rev., 1965, 140(5), p 1133-1138. https://doi.org/10.1103/PhysRev.140.A1133
J.P. Perdew, K. Burke and M. Ernzerhof, Generalized Gradient Approximation Made Simple, Phys. Rev. Lett., 1996, 77(18), p 3865-3868. https://doi.org/10.1103/PhysRevLett.77.3865
P. Giannozzi, QUANTUM ESPRESSO: A Modular and Open-Source Software Project for Quantum Simulations of Materials, J. Phys. Condens. Matter, 2009, 21(39), p 395502
P. Giannozzi, Advanced Capabilities for Materials Modelling with Quantum ESPRESSO, J. Phys. Condens. Matter, 2017, 29, p 1-30. https://doi.org/10.1088/1361-648X/aa8f79
S. Grimme, J. Antony, S. Ehrlich and H. Krieg, A Consistent and Accurate Ab Initio Parametrization of Density Functional Dispersion Correction (DFT-D) for the 94 Elements H-Pu, J. Chem. Phys., 2010, 132(15), p 154104
K. Lejaeghere, Reproducibility in Density Functional Theory Calculations of Solids, Science (80-. ), 2016, 351(6280), p aad3000
G. Prandini, A. Marrazzo, I.E. Castelli, N. Mounet and N. Marzari, Precision and Efficiency in Solid-State Pseudopotential Calculations, npj Comput. Mater., 2018, 4(1), p 1-13. https://doi.org/10.1038/s41524-018-0127-2
K. Hu, M. Wu, S. Hinokuma, T. Ohto, M. Wakisaka, J.I. Fujita and Y. Ito, Boosting Electrochemical Water Splitting: Via Ternary NiMoCo Hybrid Nanowire Arrays, J. Mater. Chem. A, 2019, 7(5), p 2156-2164
B.G. Pfrommer, M. Côté, S.G. Louie and M.L. Cohen, Relaxation of Crystals with the Quasi-Newton Method, J. Comput. Phys., 1997, 131(1), p 233-240
N. Marzari, D. Vanderbilt and M.C. Payne, Ensemble Density-Functional Theory for Ab Initio Molecular Dynamics of Metals and Finite-Temperature Insulators, Phys. Rev. Lett., 1997, 79(7), p 1337-1340
D. Raczkowski, A. Canning and L.W. Wang, Thomas-Fermi Charge Mixing for Obtaining Self-consistency in Density Functional Calculations, Phys. Rev. B Condens. Matter Mater. Phys., 2001, 64(12), p 1-4
B.T. Sutcliffe and R.G. Woolley, On the Quantum Theory of Molecules, J. Chem. Phys., 2012, 137(22), p 22A544
T.D. Kühne, M. Krack, F.R. Mohamed and M. Parrinello, Efficient and Accurate Car-Parrinello-Like Approach to Born–Oppenheimer Molecular Dynamics, Phys. Rev. Lett., 2007, 98(6), p 1-4
Dassault Systèmes BIOVIA. Materials Studio., 2019
Aluminum Association et al., Aluminum: Properties and Physical Metallurgy, J.E. Hatch, Ed., ASM International, 1984
P. Pulay and G. Fogarasi, Fock Matrix Dynamics, Chem. Phys. Lett., 2004, 386(4-6), p 272-278
M. Shahien, M. Yamada and M. Fukumoto, Challenges Upon Reactive Plasma Spray Nitriding: Al Powders and Fabrication of AlN Coatings as a Case Study, J. Therm. Spray Technol., 2016, 25(5), p 851-873
M. Vardelle, P. Fauchais, A. Vardelle, K.I. Li, B. Dussoubs and N.J. Themelis, Controlling Particle Injection in Plasma Spraying, J. Therm. Spray Technol., 2001, 10(2), p 267-284
H. Zhang, A. Vardelle and N.J. Themelis, In-Flight Oxidation and Evaporation of Plasma-Sprayed Iron Particles, High Temp. Mater. Process., 2003, 7, p 277-298
G. Espié, P. Fauchais, J.C. Labbe, A. Vardelle, and B. Hannoyer, Oxidation of Iron Particles During APS: Effect of the Process on Formed Oxide. Wetting of Droplets on Ceramics Substrates, Proceedings of the International Thermal Spray Conference, 2001, p 821-827
F. Reusch, D.U. Gmbh, and S. Rudolph, Use of Boron Nitride Coatings with Aluminum Casting Technology, Scanning, 2015, p 77-80, https://www.alu-stop.de/download/pdf/gi0893.pdf
H. Fujii, H. Nakae and K. Okada, Interfacial Reaction Wetting in the Boron Nitride/Molten Aluminum System, Acta Metall. Mater., 1993, 41(10), p 2963-2971
S. Bao, K. Tang, A. Kvithyld, T.A. Engbl, and M. Tangstad, Light Metals 2012, Light Metals 2012, Suarez C.E, Ed., 2016, p 1057-1062
H. Wang, J. Han, Z. Li and S. Du, Effect of Additives on Self-propagating High-Temperature Synthesis of AlN, J. Eur. Ceram. Soc., 2001, 21(12), p 2193-2198
M. Yamada, H. Nakamura, M. Fukumoto, T. Yasui and K. Takahashi, Fabrication of Aluminum Nitride Coating by Reactive RF Plasma Spraying, Yosetsu Gakkai Ronbunshu/Quarterly, J. Jpn. Weld. Soc., 2005, 23(1), p 143-149. https://doi.org/10.2207/qjjws.23.143
M. Shahien, M. Yamada, T. Yasui and M. Fukumoto, Cubic Aluminum Nitride Coating through Atmospheric Reactive Plasma Nitriding, J. Therm. Spray Technol., 2010, 19(3), p 635-641
D. Kubátová and M. Melichar, Uncertainty of Surface Measurement, Ann. DAAAM Proc. Int. DAAAM Symp., 2018, 29(1), p 1239-1248
Acknowledgments
We appreciate Dr. Kossi Eyadéma Béré for technical support on the plasma system at Université de Sherbrooke. We would like to express our gratitude to Mr. Alain Simard, Dr. Alireza Hekmat-Ardekani, and Mr. Maxime Drolet at the Research and Development Center of Pyrotek Inc., for financial support, for providing the facilities to conduct the laboratory tests, the corrosion test, and permission to publish the results. We thank Mr. Charles Bertrand and Mr. Stéphane Gutierrez for conducting the SEM analysis.
Funding
This project was financially supported by Pyrotek Inc. (Sherbrooke, QC, Canada) and Mitacs (No. IT15444) (Canada).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interest. However, Pyrotek Inc. was involved in the design of the study, data collection, data analysis, providing the facilities and materials for the research, and granting permission to publish the results. Nonetheless, they played no role in influencing the presentation or interpretation of the reported research results.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Barandehfard, F., Aluha, J., Ntho, T.A. et al. Synthesizing AlN Coatings Using Suspension Plasma Spraying: Effect of Promotional Additives and Aluminum Powder Particle Size. J Therm Spray Tech 31, 2091–2111 (2022). https://doi.org/10.1007/s11666-022-01414-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-022-01414-z