
Abstract
CoCrFeNiMn high-entropy alloy (HEA) has great potential for industrial application due to its excellent mechanical properties and remarkable fracture toughness. In this study, CoCrFeNiMn HEA coatings (HEACs) were deposited on 316L stainless steel by detonation spraying technique, and annealed at two different temperatures. Phase structures, microhardness, and wear resistance of the as-sprayed and annealed HEACs were systematically investigated. It was found that both as-sprayed and annealed coatings were in a face-centered cubic solid solution structure, and contained a small amount of oxides, which would be easy to precipitate at the high annealing temperature. The microhardness of as-sprayed HEACs showed a high average value of ~520 HV, which increased to ~551 HV after annealing at 600 °C. And it decreased significantly to ~307 HV at annealing temperature of 900 °C as a result of grain growth. The wear tests demonstrated that the HEACs annealed at 900 °C had excellent wear resistance, while the as-sprayed HEACs had a high volumetric wear rate as compared with the annealed ones, which is ascribed to the improvement of cohesive strength of the splats by annealing: a strong metallurgical bonding between the splats was formed, and the splats of the annealed coatings were more difficult to peel off.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
After the concept of multiple principal elements high-entropy alloys (HEAs) was first reported in 2004, HEAs have attracted enormous attention in various fields (Ref 1, 2). HEAs are novel materials with wide prospects and normally constructed with at least five major principal elements with nearly equiatomic concentrations (Ref 3). HEAs tend to form simple structures, such as face-centered cubic (FCC), body-centered cubic (BCC), and hexagonal close-packed (HCP) solid solution, resulting in unique/superior properties (Ref 3,4,5). Recent studies have showed that HEAs had excellent mechanical properties and oxidation resistance (Ref 6, 7), improved corrosion and wear resistance, and high yielding strength at elevated temperature (Ref 8) compared with traditional alloys. Among them, single-phase FCC solid solution CoCrFeNiMn HEA has been widely studied since firstly reported in 2004 (Ref 9). It was found that the CoCrFeNiMn HEA had good phase stability over a wide range of compositions (Ref 10,11,12,13). And it is verified that this alloy possessed excellent mechanical properties, which had a tensile strength level of ~1 GPa, excellent ductility (~60-70%), and fracture toughness (\({\mathrm{K}}_{\mathrm{JIc}}>200 MPa\sqrt{\mathrm{m}}\)) (Ref 14). Moreover, it has been reported that CoCrFeNiMn has good corrosion resistance and high irradiation resistance (Ref 15,16,17). However, the wide industrial application of bulk HEA was severely restricted by its high cost. Thus, high-entropy alloy coatings (HEACs) were developed urgently in the past few years to reduce the costs and take advantage of their outstanding properties (Ref 18,19,20). Thermal spraying is an efficient method for preparing HEACs, and many interesting and creative results have been found in the HEACs (Ref 21, 22). Previously, it was found that CoCrFeNiMn HEACs by atmospheric plasma spraying (APS) technique showed a main FCC solid solution structural phase with some oxides inside (Ref 23), and annealing treatment could significantly improve the wear and scratch-resistances of the as-sprayed coatings (Ref 24). In 2019, S. Yin et al. prepared the CoCrFeNiMn HEACs with a low porosity by cold spraying, and the HEACs retained the FCC phase structure (Ref 25). The HEACs' grains had experienced significant refinement compared with the as-received HEA powders. C. Wang et al. investigated the atmospheric plasma-sprayed (APSed) CoCrFeNiMn HEACs with laser remelting technique, and they revealed the mechanism of solidification cracking in a laser-remelted bead of APSed HEACs (Ref 26). On the other hand, CoCrFeNiMn is a typical HEA with FCC phase structure, which has a relatively low microhardness, and the HEACs' wear resistance has rarely been studied. Therefore, it is necessary to consider improving its microhardness and investigating the HEACs' wear resistance in-depth. Detonation spraying (DS) is an efficient thermal spraying technology, and it has been used in a wide range of materials. It is found that a dense coating structure with considerable surface compressive stress and an excellent adhesive strength between the coating and the substrate can be acquired by the DS process (Ref 27, 28). Consequently, it is considered that the DS technique is capable of the mass production of CoCrFeNiMn HEACs with improved coating performance and low cost.
In this study, detonation sprayed (DSed) CoCrFeNiMn HEACs were initially deposited on 316L substrates. In order to improve the microhardness and wear resistance of the HEACs, the samples were annealed at different temperatures. Afterward, the effects of annealing treatment on the microstructure and wear resistance of the HEACs were investigated.
Materials and Methods
Commercial CoCrFeNiMn powders (Linyiyan Innovative Materials Technology Co., Ltd., China) by vacuum atomization were used to deposit the HEACs. The chemical composition of the HEA powders was in an equiatomic ratio with a particle size of 7-28 μm. The HEA powders were spherical or nearly spherical; thus, they had good fluidity in the powder feeder. A computer-controlled detonation spraying facility (CCDS2000, Siberian Technologies of Protective Coatings, Russia) was employed to deposit the CoCrFeNiMn HEACs onto the austenitic stainless steel (SUS 316L). During the DS process, C2H2+O2 was used as fuel gas, and it was purged with N2. The ratio of C2H2 to O2 was 1.014. After spraying, the CoCrFeNiMn HEACs samples were annealed in a tube furnace (GSL-1500X, Hefei Kejing Materials Technology, China) at a pressure of less than 10-2 Pa. The annealing treatment was carried out at 600 and 900 °C for one hour, respectively, with a heating rate of 10 °C/min, then the samples were cooled down to room temperature in the furnace.
The phase structure of the HEACs was detected by an x-ray diffractometer (XRD, X’Pert-Pro, Philips, Netherlands) with Cu Kα radiation (λ = 0.154056 nm). The scanning range was from 20° to 100° with a scanning speed of 4°/min. The microstructure and chemical composition of the HEACs were obtained from a field-emission scanning electron microscopy (SEM, APREO S, FEI, Holland) with an energy dispersion spectrum (EDS, Oxford Instruments AZtec, UK). In order to get clear micrographs, the cross section of the coatings was ground using metallographic sandpaper, and the final polishing was applied by 0.5 μm diamond spray polishing compounds. The surface roughness was measured by probe step meter (KLA-Tensor, D-300, America) with a natural diamond probe. A total line length of 3 mm was marked on the sample surface with a speed of 0.03 mm/s. Ten sets of surface roughness were measured for each sample, and then the average value was calculated. The Vickers hardness of the cross section of the samples was measured by a microhardness detector (FM-ARS9000, FUTURE-TECH, Japan) with a load of 25 g, and the dwell time was 10 s. In addition, the samples were ground and polished to meet the requirements for the roughness of microhardness testing. The wear resistance of the DSed CoCrFeNiMn HEACs was determined on a ball-on-disk tester (MFT-5000, Rtec Instruments, USA) at a load of 3 N, and the rotation rate was 200 r/min with a 5 mm of the trajectory radius. A Si3N4 ball with a diameter of 4 mm was served as the counterpart during the measurement. The wear volume of the wear tracks was measured using a 3D confocal microscopy (VK-X200, KEYENCE, Japan), then the volumetric wear rate was calculated.
Results and Discussion
Figure 1 shows the XRD patterns of the as-sprayed, at 600 °C annealed and at 900 °C annealed CoCrFeNiMn HEACs. It demonstrates that the DSed CoCrFeNiMn HEACs before and after annealing consists of a main FCC solid solution phase structure and a small amount of oxides. Clearly, no evident phase transformation occurred in the coatings after heat treatment, indicating that the DSed CoCrFeNiMn HEACs possess high-temperature phase stability. In fact, many previous experimental and theoretical studies declared that this CoCrFeNiMn multi-component system had a high solid solution phase stability due to its high configurational entropy (Ref 11, 12). However, the prominent diffraction peaks of the CoCrFeNiMn HEACs become narrow with increasing temperature, and the diffraction peak intensity of the HEACs annealed at 900 °C was significantly enhanced. To explore the microstructural evolution of the HEACs at different annealing temperatures, the Scherrer equation and Bragg equation were used to estimate the grain size and lattice constant of the HEACs, respectively. The formulas are as follows:
where K is a constant, and the value of K is related to the definition of β. In this study, β is the diffraction peak full width at half maximum; K is 0.89; λ is the x-ray wavelength (copper Kα, λ = 0.154056 nm); d is the diffraction plane spacing, and θ is the diffraction angle. The grain size and the lattice constant of the HEACs were calculated, as shown in Table 1. The narrow peaks of the annealed coatings indicated that annealing treatments could promote the crystallization and grain growth in the HEACs. Though the grain size does not increase significantly at 600 °C due to the high-entropy effects, the calculated results confirmed that an apparent grain growth happened after the heat treatment of 900 °C, while the lattice constant decreased slightly. In addition, the annealed HEACs have some distinct oxides diffraction peaks comparing with the as-sprayed ones. It was reported that these oxides were in the nanoscale (Ref 28) and mainly composed of MnCr2O4 and MnO (Ref 24). This means that with the increase of annealing temperature, more and more oxides could precipitate in the HEACs.

XRD patterns of the as-sprayed, at 600 °C annealed and at 900 °C annealed CoCrFeNiMn HEACs
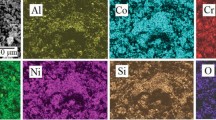
The SEM micrographs of the as-sprayed, at 600 °C annealed and at 900 °C annealed CoCrFeNiMn HEACs are shown in Fig. 2. Figure 2 (a), (c), and (e) reveals that the DSed HEACs are formed by tightly packed CoCrFeNiMn particles with some spaces between them. The surface morphologies of the DSed CoCrFeNiMn HEACs are completely different from the APSed CoCrFeNiMn HEACs, in which the molten particles had a good spreading degree (Ref 29). With the increase of annealing temperature, the sharp edge of the splats on the surface becomes a little smooth, indicating that the CoCrFeNiMn HEACs are recrystallized. However, it does not contribute much to the surface roughness of the as-sprayed HEACs, which is ~ 8.79 μm, and only a small fluctuation can be observed, as shown in Table 1. Figure 2 (b), (d), and (f) exhibits the SEM cross-sectional images of the CoCrFeNiMn HEACs. Clearly, the HEACs before and after annealing are composed of two typical microstructures: the bright region (BR) and the flocculent dark region (DR). The coating structure of the HEAC annealed at 600 °C is very similar to that of the as-sprayed HEAC. However, it can be observed that the flocculent DR in the HEAC annealed at 900 °C is dissolved, and become a dissolved dark region (DDR), as shown in Fig. 2(f). To identify the differences of these feature regions, the chemical composition of each region was detected by EDS and the results are present in Table 2. The five metal elements show an approximately equal-atomic ratio, and the oxygen content is extremely low in BR. It can be concluded that BR is a single FCC high-entropy solid solution phase. Meanwhile, the flocculent DR is the area of high oxygen content in HEACs, and its elemental composition changes after annealing. During the DS process of the CoCrFeNiMn HEACs, the melted HEA powders could chemically react with oxygen, and generated the oxides, forming the flocculent DR in the HEACs; thus, the amounts of flocculent DRs can be observed. As shown in Table 2, the DDR of the HEACs annealed at 900 °C contains abundant chromium and manganese elements. It signifies that there are chromium and manganese oxides in the DDR of the HEACs annealed at 900 °C, and the element redistribution occurs in the HEACs during the annealing process. Considering the diffraction spectra of the HEACs annealed at 900 °C in Fig. 1, DDR contains a lot of MnCr2O4 besides MnO. Figure 3 shows the change of the average element content of the HEACs before and after annealing. Overall, the content of each element in the HEAC is rarely affected by annealing temperature. However, the element redistribution and oxide formation in feature regions are affected by different annealing temperatures.

SEM micrographs of the CoCrFeNiMn HEACs. (a) surface morphology of as-sprayed HEACs; (b) polished cross-sectional morphology of as-sprayed HEACs; (c) surface morphology of HEACs annealed at 600 °C; (d) polished cross-sectional morphology of HEACs annealed at 600 °C; (e) surface morphology of HEACs annealed at 900 °C; (f) polished cross-sectional morphology of HEACs annealed at 900 °C (DR: dark region; BR: bright region; DDR: dissolved dark region)

EDS results of the average element content (at.%) of the as-sprayed and annealed CoCrFeNiMn HEACs
Figure 4 presents the average microhardness of as-sprayed and annealed at 600, 900 °C CoCrFeNiMn HEACs. The microhardness value of the as-sprayed HEACs is 520 ± 53 HV, which is much higher than that of the bulk sample by casting (~170 HV) (Ref 30) or by spark plasma sintering (SPS) (~411 HV) (Ref 31). This high microhardness of the HEAC can be ascribed to the formation of the flocculent oxides in the HEACs. Meanwhile, Fig. 4 also shows that the microhardness of the HEAC in this study is much higher than that prepared by other spraying methods. It is reported that the microhardness of the cold sprayed CoCrFeNiMn HEAC was ~330 HV (Ref 25), and that prepared by APS was ~273 HV (Ref 24). In fact, the DS technique is a more efficient method to prepare coatings with a low porosity than APS or cold spraying (CS) (Ref 28). Compared with the as-sprayed HEAC, the microhardness of the HEAC annealed at 600 °C was improved, indicating that the DSed CoCrFeNiMn HEAC possessed high resistance to annealing softening at 600 °C. As discussed above, the grain size did not increase significantly at 600 °C due to high-entropy effects, but if we refer to the XRD results in detail, it can be found that a little more oxides were formed in the HEACs after 600 °C annealing, which could lead to the increment of microhardness (Ref 32). However, when the HEAC was annealed at 900 °C, the microhardness of the coating decreased significantly. These experimental results can be mainly ascribed to two main reasons: firstly, the grain size of the HEAC annealed at 900 °C grew significantly, from 18.9 to 29.5 nm (Table 1), which could reduce the hardness of the HEAC; secondly, as mentioned above that the flocculent DR in the HEACs was dissolved, and became a dissolved dark region (DDR). In fact, the oxides in the HEACs changed a bit after 900 °C annealing, which also resulted in the decrease of the microhardness.

Microhardness of the as-sprayed and annealed CoCrFeNiMn HEACs
Figure 5(a) shows the relationship between the coefficient of friction (COF) and the sliding time of the HEACs under different conditions, and the average COF values were listed in Table 3. Considering the standard deviations, the average COF values of the as-sprayed, at 600 °C annealed and at 900 °C annealed HEACs are very closed to each other, and almost identical. However, the HEACs in this study exhibit a low COF, as compared with the CoCrFeNiMn HEACs prepared by APS (about 0.8) (Ref 24). Figure 5(b) shows that the volumetric wear rate of the as-sprayed HEAC (1.57 × 10-4 mm3/N·m) is a bit higher than that of the annealed HEACs, in particular to the HEACs annealed at 900 °C (9.94 × 10-5 mm3/N·m). The volumetric wear rate is used as a result to evaluate the wear resistance. A lower volumetric wear rate means higher wear resistance since it requires more energy to remove the same volume of coating material (Ref 33). Thus it can be inferred that the HEACs annealed at 900 °C has the best wear resistance. This result is interesting, as the wear resistance of materials is in general proportional to their Vickers' hardness (Ref 34). However, in this study, the HEACs annealed at 900 °C have the lowest microhardness. To understand the full mechanism, a more detailed investigation as follows is required. Figure 6 shows the SEM images of the worn surface of the CoCrFeNiMn HEACs, and clear grooves can be observed on the wear trace surfaces. It can be noted that only the surface of the as-sprayed HEAC has noticeable spalling pits, as shown in Fig. 6(a) and (d). These spalling HEA splats with rare metallurgical bondings are easy to peel off and form a large spalling pit during the wear test. This is also the main reason for the high volumetric wear rate of as-sprayed HEAC. After annealing at 600 °C, the metallurgical bonding among HEAC splats is generated, and some grooves and a small amount of debris with few spalling pits are observed in the HEACs, as shown in Fig. 6(b) and (e), implying that just a few volumetric wear losses occurred. The worn surface morphologies of these two annealed HEACs are very similar; however, the flaky debris with microcracks can be clearly observed in the HEACs annealed at 900 °C, as shown in Fig. 6(c) and (f). To reveal the mechanism of the microcracks formation, an EDS analysis on the wear track surface was conducted. It was found that the microcracks and flaky debris contained high oxygen content, indicating that the formation of the microcracks was ascribed to the more oxides formation in the HEACs after annealing at 900 °C. As the oxides are brittle, the splats on the surface of the HEACs are more likely to produce microcracks as shown in Fig. 6(f). In fact, the oxides can weaken the cohesive strength among splats and lead to spalling under applied stresses, and it is also been found in a previous study (Ref 24). With the wear test going on, the microcracks continue to grow, and the flaky debris is formed, as shown in Fig. 6(c). However, on the other hand, it is reported that high-temperature annealing had the same effect as sintering process, and could promote the generation of a full metallurgical bond among splats (Ref 35). In this study, the cohesive strength between the splats was improved by the generation of metallurgical bonding after annealing at 900 °C, and this was the main reason for the decrease of volumetric wear rate. Therefore, the annealing process can significantly promote the wear resistance of the DSed CoCrFeNiMn HEACs.

The COFs and corresponding volumetric wear rate of the as-sprayed and annealed CoCrFeNiMn HEACs

SEM images of the worn surface features of the DSed CoCrFeNiMn HEACs: (a, d) as-sprayed; (b, e) annealed at 600 °C; (c, f) annealed at 900 °C
Conclusion
CoCrFeNiMn HEACs were successfully prepared by DS technique and annealed at 600 and 900 °C, respectively. The annealing treatment effects on the microstructures and mechanical properties of the HEACs were studied. It was found that the microstructures of the CoCrFeNiMn HEACs were composed of an FCC solid solution phase and some flocculent oxides. After annealing treatments, the HEACs retained phase stability, but the oxides had a bit change. The grain size increased, in particular in the HEACs annealed at 900 °C. The as-sprayed HEACs had a high microhardness value of 520 ± 53 HV, and it increased to 551 ± 74 HV after annealing at 600 °C due to the formation of the oxides. However, the microhardness decreased significantly after annealing at 900 °C, which was mainly ascribed to the grain growth and the change of the oxides in the HEACs. The average COF values of the as-sprayed, at 600 °C annealed and at 900 °C annealed HEACs were closed to each other. The HEACs annealed at 900 °C had the highest wear resistance as it had a lowest volumetric wear rate, which was owing to the improvement of the cohesive strength among the splats by annealing. After wear tests, spalling pits were found on the worn surface of the as-sprayed HEACs, and only small debris could be observed on the worn surface of the HEACs annealed at 600 °C, while the flaky debris with microcracks appeared on the worn surface of the HEACs annealed at 900 °C. Thus, annealing treatment is an effective way to improve the wear resistance of the HEACs.
References
J.W. Yeh, S.K. Chen, S.J. Lin, J.Y. Gan, T.S. Chin, T.T. Shun, C.H. Tsau and S.Y. Chang, Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes, Adv. Eng. Mater, 2004, 6(5), p 299–303.
W. Zhang, P.K. Liaw and Y. Zhang, Science and Technology in High-entropy Alloys, Sci. China Mater., 2018, 61(1), p 2–22.
Y. Zhang, T.T. Zuo, Z. Tang, M.C. Gao, K.A. Dahmen, P.K. Liaw and Z.P. Lu, Microstructures and Properties of High-entropy Alloys, Prog. Mater. Sci., 2014, 61, p 1–93.
Y.F. Ye, Q. Wang, J. Lu, C.T. Liu and Y. Yang, High-entropy Alloys: Challenges and Prospects, Mater. Today, 2016, 19, p 349–362.
J.W. Qiao, M.L. Bao, Y.J. Zhao, H.J. Yang, Y.C. Wu, Y. Zhang, J.A. Hawk and M.C. Gao, Rare-earth High Entropy Alloys with Hexagonal Close-packed Structure, J. Appl. Phys., 2018, 124, p 195101.
T. Yang, Y.L. Zhao, Y. Tong, Z.B. Jiao, J. Wei, J.X. Cai, X.D. Han, D. Chen, A. Hu, J.J. Kai, K. Lu, Y. Liu and C.T. Liu, Multicomponent Intermetallic Nanoparticles and Superb Mechanical Behaviors of Complex Alloys, Science, 2018, 362(6417), p 933–937.
W.L. Hsu, Y.C. Yang, C.Y. Chen and J.W. Yeh, Thermal Sprayed High-entropy NiCo0.6Fe0.2Cr1.5SiAlTi0.2 Coating with Improved Mechanical Properties and Oxidation Resistance, Intermetallics, 2017, 89, p 105–110.
O. Senkov, G. Wilks, D. Miracle, C. Chuang and P.K. Liaw, Refractory High-entropy Alloys, Intermetallics, 2010, 18, p 1758–1765.
B. Cantor, I.T.H. Chang, P. Knight and A.J.B. Vincent, Microstructural Development in Equiatomic Multicomponent Alloys, Mater. Sci. Eng. A, 2004, 375–377, p 213–218.
M. Laurent-Brocq, A. Akhatova, L. Perrière, S. Chebini, X. Sauvage, E. Leroy and Y. Champion, Insights into the Phase Diagram of the CrMnFeCoNi High Entropy Alloy, Acta Mater., 2015, 88, p 355–365.
G. Bracq, M. Laurent-Brocq, L. Perrière, R. Pirès, J. Joubert and I. Guillot, The FCC Solid Solution Stability in the Co-Cr-Fe-Mn-Ni Multi-component System, Acta Mater., 2017, 128, p 327–336.
F. Otto, Y. Yang, H. Bei and E.P. George, Relative Effects of Enthalpy and Entropy on the Phase Stability of Equiatomic High-entropy Alloys, Acta Mater., 2013, 61, p 2628–2638.
Z. Wu, H. Bei, F. Otto, G.M. Pharr and E.P. George, Recovery, Recrystallization, Grain Growth and Phase Stability of a Family of FCC-structured Multi-component Equiatomic Solid Solution Alloys, Intermetallics, 2014, 46, p 131–140.
Z. Zhang, M.M. Mao, J. Wang, B. Gludovatz, Z. Zhang, S.X. Mao, E.P. George, Q. Yu and R.O. Ritchie, Nanoscale Origins of the Damage Tolerance of the High-entropy Alloy CrMnFeCoNi, Nat. Commun., 2015, 6, p 10143.
H. Luo, Z. Li, A.M. Mingers and D. Raabe, Corrosion Behavior of an Equiatomic CoCrFeMnNi High-entropy Alloy Compared with 304 Stainless Steel in Sulfuric Acid Solution, Corros. Sci., 2018, 2018(134), p 131–139.
C.M. Barr, J.E. Nathaniel, K.A. Unocic, J. Liu, Y. Zhang, Y. Wang and M.L. Taheri, Exploring Radiation Induced Segregation Mechanisms at Grain Boundaries in Equiatomic CoCrFeNiMn High Entropy Alloy under Heavy Ion Irradiation, Scr. Mater., 2018, 156, p 80–84.
L. Yang, H. Ge, J. Zhang, T. Xiong, Q. Jin, Y. Zhou, X. Shao, B. Zhang, Z. Zhu, S. Zheng and X. Ma, High He-ion Irradiation Resistance of CrMnFeCoNi High-entropy Alloy Revealed by Comparison Study with Ni and 304SS, J. Mater. Sci. Technol., 2019, 35(03), p 300–305.
T.W. Lu, C.S. Feng, Z. Wang, K.W. Liao, Z.Y. Liu, Y.Z. Xie, J.G. Hu and W.B. Liao, Microstructures and Mechanical Properties of CoCrFeNiAl0.3 High-entropy Alloy Thin Films by Pulsed Laser Deposition, Appl. Surf. Sci., 2019, 494, p 72–79.
A. Anupam, R.S. Kottada, S. Kashyap, A. Meghwal, B.S. Murty, C.C. Berndt and A.S.M. Ang, Understanding the Microstructural Evolution of High Entropy Alloy Coatings Manufactured by Atmospheric Plasma Spray Processing, Appl. Surf. Sci., 2020, 505, p 144117.
C.S. Feng, T.W. Lu, T.L. Wang, M.Z. Lin, J. Hou, W. Lu and W.B. Liao, A Novel High-entropy Amorphous Thin Film with High Electrical Resistivity and Outstanding Corrosion Resistance, Acta Metall. Sin. (Engl. Lett.), 2021, https://doi.org/10.1007/s40195-021-01255-9
A. Meghwal, A. Anupam, V. Luzin, C. Schulz, C. Hall, B.S. Murty, R.S. Kottada, C.C. Berndt and A.S.M. Ang, Multiscale Mechanical Performance and Corrosion Behaviour of Plasma Sprayed AlCoCrFeNi High-entropy Alloy Coatings, J. Alloy Compd., 2021, 854, p 157140.
L. Wang, F. Zhang, S. Yan, G. Yu, J. Chen, J. He and F. Yin, Microstructure Evolution and Mechanical Properties of Atmosphere Plasma Sprayed AlCoCrFeNi High-entropy Alloy Coatings under Post- annealing, J. Alloy Compd., 2021, 872, p 159607.
A.S.M. Ang, C.C. Berndt, M.L. Sesso, A. Anupam, S. Praveen, R.S. Kottada and B.S. Murty, Plasma-sprayed High Entropy Alloys: Microstructure and Properties of AlCoCrFeNi and MnCoCrFeNi, Metall. Mater. Trans. A-Phys. Metall. Mater. Sci., 2015, 46A, p 791–800.
J.K. Xiao, H. Tan, Y.Q. Wu, J. Chen and C. Zhang, Microstructure and Wear Behavior of FeCoNiCrMn High Entropy Alloy Coating Deposited by Plasma Spraying, Surf. Coat. Technol., 2020, 385, p 125430.
S. Yin, W. Li, B. Song, X. Yan, M. Kuang, Y. Xu, K. Wen and R. Lupoi, Deposition of FeCoNiCrMn High Entropy Alloy (HEA) Coating via Cold Spraying, J. Mater. Sci. Technol., 2019, 35(6), p 1003–1007.
C. Wang, J. Yu, Y. Zhang and Y. Yu, Phase Evolution and Solidification Cracking Sensibility in Laser Remelting Treatment of the Plasma-sprayed CrMnFeCoNi High Entropy Alloy Coating, Mater. Des., 2019, 182, p 108040.
B. Huang, C. Zhang, G. Zhang and H. Liao, Wear and Corrosion Resistant Performance of Thermal-sprayed Fe-based Amorphous Coatings: A Review, Surf. Coat. Technol., 2019, 377, p 124896.
W.B. Liao, Z.X. Wu, W.J. Lu, M.J. He, T. Wang, Z.X. Guo and J.J. Huang, Microstructures and Mechanical Properties of CoCrFeNiMn High-entropy Alloy Coatings by Detonation Spraying, Intermetallics, 2021, 132, p 107138.
M. Xue, X. Mao, Y. Lv, Y. Chi, Y. Yang, J. He and Y. Dong, Comparison of Micro-nano FeCoNiCrAl and FeCoNiCrMn Coatings Prepared from Mechanical Alloyed High-entropy Alloy Powders, J. Therm. Spray. Tech., 2021, 30, p 1666–1678.
N. Stepanov, M. Tikhonovsky, N. Yurchenko, D. Zyabkin, M. Klimova, S. Zherebtsov, A. Efimov and G. Salishchev, Effect of Cryo-deformation on Structure and Properties of CoCrFeNiMn High-entropy Alloy, Intermetallics, 2015, 59, p 8–17.
A.S. Rogachev, S.G. Vadchenko, N.A. Kochetov, S. Rouvimov, D.Y. Kovalev, A.S. Shchukin, D.O. Moskovskikh, A.A. Nepapushev and A.S. Mukasyan, Structure and Properties of Equiatomic CoCrFeNiMn Alloy Fabricated by High-energy Ball Milling and Spark Plasma Sintering, J. Alloys Compd., 2019, 805, p 1237–1245.
M.S. Mehranpour, H. Shahmir and M. Nili-ahmadabadi, CoCrFeNiMn High Entropy Alloy Microstructure and Mechanical Properties after Severe Cold Shape Rolling and Annealing, Mater. Sci. Eng. A, 2020, 793, p 139884.
J.M. Wu, S.J. Lin, J.W. Yeh, S.K. Chen, Y.S. Huang and H.C. Chen, Adhesive Wear Behavior of AlxCoCrCuFeNi High-entropy Alloys as a Function of Aluminum Content, Wear, 2006, 261(5–6), p 513–519.
M.M. Khruschov, Principles of Abrasive Wear, Wear, 1974, 28, p 69–88.
J.K. Xiao, W. Zhang, L.M. Liu, X.P. Gan, K.C. Zhou and C. Zhang, Microstructure and Tribological Properties of Plasma Sprayed Cu-15Ni-8Sn Coatings, Surf. Coat. Technol., 2018, 337, p 159–167.
Acknowledgment
This research was supported by the National Natural Science Foundation of China (Grant No. 51801128), Guangdong Basic and Applied Basic Research Foundation (Grant No. 2021A1515012278), Shenzhen Science and Technology Innovation Committee (Peacock Plan 827-000351), Natural Science Foundation of Shenzhen University (Grant No. 860-000002110212). Wei-Bing Liao would like to acknowledge the technical support from the Instrumental Analysis Center of Shenzhen University.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This article is part ofa special topical focus in the Journal of Thermal Spray Technology on High Entropy Alloy and Bulk Metallic Glass Coatings. The issue was organized by Dr. Andrew S.M. Ang, Swinburne University of Technology; Prof. B.S. Murty, Indian Institute of TechnologyHyderabad; Distinguished Prof. Jien-Wei Yeh, National Tsing Hua University; Prof. Paul Munroe, University of New South Wales; Distinguished Prof. Christopher C. Berndt, Swinburne University of Technology. The issue organizers were mentored by Emeritus Prof. S. Ranganathan, Indian Institute of Sciences.
Rights and permissions
About this article

Cite this article
Wu, ZX., He, MJ., Feng, CS. et al. Effects of Annealing on the Microstructures and Wear Resistance of CoCrFeNiMn High-Entropy Alloy Coatings. J Therm Spray Tech 31, 1244–1251 (2022). https://doi.org/10.1007/s11666-021-01292-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-021-01292-x