
Abstract
In this research, the effect of the addition of multimodal yttria-stabilized zirconia (YSZ) and SiC reinforcements on the mechanical properties of Cr2O3 plasma-sprayed coatings was studied. For this purpose, the starting powders were ball milled for 5 h and then mixed and agglomerated, prior to spraying. Cr2O3, Cr2O3-20YSZ (CZ), and Cr2O3-20YSZ-10SiC (CZS) coatings were then deposited onto 304L steel substrates using the atmospheric plasma spray process. Microstructural evaluations of the initial/milled powders and the plasma-sprayed coatings were conducted through x-ray diffraction, field emission scanning electron microscopy (FESEM) equipped with energy-dispersive x-ray spectroscopy and porosity measurements. The microscopic images indicated that the multimodal milled powders resulted in nanostructured coatings. Mechanical tests including adhesive strength, fracture toughness, and micro-hardness were used to understand the dependence of the properties of coatings and their microstructure. Adding tough YSZ particles to the C coating considerably increased the toughness through the phase transformation-toughening mechanism of tetragonal zirconia while decreasing micro-hardness of the coating; therefore, intrinsically hard SiC particles were added to the CZ coating to deal with the reduced hardness. Moreover, when compared to pure C coating, CZ, and CZS Composite coatings showed comparable bonding strengths and higher porosities.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Generally, ceramics are high-melting-point materials having high hardness, good corrosion resistance, low ductility, and low fracture toughness. Due to their high hardness and low friction coefficient, ceramics are employed to reduce friction of devices in many industrial applications (Ref 1,2,3).
In order to improve properties of conventional ceramics, reducing their grain size can enhance strength,4 hardness, ductility (Ref 5, 6) and applicability (Ref 7) of ceramics. In fact, nanoceramics show higher hardness and fracture toughness along with lower ductility and elastic modulus, when compared to conventional ones (Ref 4, 8, 9). The main weaknesses of nanostructured ceramics and their coatings are brittleness and low fracture toughness at room temperature and under stress, which limit their tribological applications (Ref 1, 3, 4).
Recently, research on nanostructured and nanocomposite materials has become one of the most challenging and promising fields of study (Ref 10,11,12,13). Using nanometric powders is the fastest, easiest, and low-cost approach for producing nanostructured coatings (Ref 14). Among various processes which produce nanopowder, mechanical milling has already been widely used and developed for industrial applications (Ref 12). Using nanopowders in thermal spraying decreases the presence of structural defects in the produced coatings and provides a more homogeneous structure as compared to conventional coatings with micron grain size (Ref 15). Therefore, nanostructured ceramic coatings demonstrate better mechanical properties compared with conventional ones. The reason is the existence of bimodal microstructures consisting of fully molten regions accompanying partially molten ones (Ref 12,13,14,15,16).
Another way to improve the mechanical properties of ceramics, such as toughness and wear resistance, is the production of ceramic matrix composite (CMC) by adding ceramic reinforcements with higher fracture toughness and hardness (Ref 4, 8, 17).
As a new concept in previous experiments, a multimodal-structured composite coating consisting of nano, submicron and micron structures was deposited from a feedstock comprising of particles in nano and submicron ranges. This multimodal coating has exhibited better mechanical/wear properties compared to conventional coatings (Ref 18, 19). Even implementation of a multimodal feedstock rather than a fully nanostructured feedstock can improve the wear resistance of the wear-resistant coatings (Ref 20).
The atmospheric plasma spray (APS) is a thermal spraying process that has been applied by many researchers since the late 1950s to deposit various coatings (Ref 21). Due to the elevated temperature of plasma, almost any type of material with a high melting point including ceramics and CMCs can be deposited on different substrates (Ref 1, 17, 22, 23). Owing to the low cost of the APS process, the high deposition rate and the reasonable quality of APS coatings, this process has so far been developed more than other deposition processes (Ref 21, 24).
One of the materials previously coated using the APS process is chromium oxide (Cr2O3). Regarding the high melting point of Cr2O3 and its excellent wear resistance at room/high temperatures, it is still among the most suitable alternatives for industrial applications. However, the low fracture toughness of Cr2O3 limits its application in coating or bulk forms (Ref 24,25,26,27).
Zirconium oxide (ZrO2), formerly added to many ceramic composites in order to increase their toughness, does not exhibit the transformation-toughening mechanism (tetragonal to monoclinic transformation, T → M), in its pure form. To produce tough zirconium oxide, the presence of the metastable tetragonal phase is required. Adding proper amounts of some specific compounds, for instance CaO, MgO, Y2O3, CeO2, and some rare earth oxides can stabilize this metastable phase in zirconium oxide at room temperature (Ref 28). In this research, yttria-stabilized zirconia (YSZ) consisting of 8 wt.% Y2O3 (8YSZ) was applied.
Previous studies have indicated that the rapid solidification rate during the APS process conserves the non-equilibrium tetragonal phase of the YSZ without phase transformation of zirconium oxide into its monoclinic phase (Ref 29, 30). However, it should be noted that applying stress to the YSZ phase and/or increasing its temperature, can result in the T → M phase transformation. As a consequence of this phase transformation, the coating volume increases about 4% which produces compressive stress in the coating at cracks tips, and therefore, the generated misfit stress leads to increased strength and fracture toughness of the coating (Ref 31,32,33). The stress-induced martensitic phase transformation (T → M), the basis for phase transformation toughening has previously occurred in both nanostructured and conventional YSZ coatings after applying grinding and polishing stresses. It was concluded that larger grains and cracks present in the conventional coating caused more crack growth and fractures which led to a lower strength and toughness (Ref 34).
In previous studies, ZrO2 reinforcement has been widely utilized to enhance the composite toughness due to its intrinsic superior fracture toughness compared to other ceramics (Ref 35, 36). Former researchers found a considerable increase in the fracture toughness and wear properties of zirconia-toughened alumina (ZTA) coatings (Ref 37, 38). YSZ in TBCs exhibited a superior toughness and better phase stability compared to that of pure Zirconia (Ref 39, 40); however, the effect of YSZ particles on properties of the plasma-sprayed Cr2O3 coating still remains to be investigated. Owing to the high hardness of SiC, scientists have already applied this reinforcement so as to increase the hardness, strength and wear resistance of several matrices, including ceramic matrix composites (Ref 41, 42). In previous research, YSZ and SiC reinforcements have been mostly added up to 40 vol.% to ceramic matrix composites in order to enhance their mechanical properties (Ref 43,44,45,46).
In the present study, Cr2O3 and its composite coatings reinforced by YSZ and SiC particulates were manufactured via the APS process. The microstructure and mechanical properties of these coatings were investigated and compared with individual chromium oxide coating. The novelty of this research is based on improving the toughness of the Cr2O3 coating (not bulk) toward producing a CZ composite coating by adding YSZ particles and renovating the degraded hardness of the CZ coating through adding SiC reinforcement.
Structural studies and characteristics of initial/milled powder particles and plasma-sprayed coatings are investigated in further detail, as follows.
Experimental Procedure
Feedstock Preparation
In this study, to prepare the Cr2O3 and its composite coatings, Cr2O3, YSZ, and SiC powder particles (Powder Alloy Corp., OH, USA) with a particle size distribution (PSD) of − 70 + 20, − 60 + 10, and − 150 + 100 μm were applied, respectively. The morphologies of the initial Cr2O3, YSZ, and SiC powders are shown in Fig. 1.

SEM images of as-received powder particles: (a) Cr2O3, (b) YSZ, and (c) SiC
Mechanical milling was carried out using a high–energy ball mill model NARYA-MPM 2*250H (Amin Asia Fanavar Pars Co., Iran), consisting of two cylindrical containers each with a 250 ml capacity. A combination of 10 and 15 mm in diameters grinding balls was charged into the container, each of which was 22 and 12 balls, respectively. The balls and the container walls were both made of hardened steel.
The ball-to-powder mass ratio (BPR) should fall in the range of 40:1 to 5:1 to supply sufficient energy for milling powders. It is reported that a 10:1 ratio can lead to the highest milling efficiency (Ref 21). Accordingly, the BPR was taken to be 10 to 1 in order to have 65% empty space in the container. As a result, 25 g of powder as well as 250 g of balls were placed into each container.
Regarding previous research, it is concluded that at a constant BPR value, a combination of at least two ball sizes can result in a higher milling efficiency (Ref 47,48,49). In fact, an increase in the size distribution of the balls, led to an improvement in the rate of powder breakdown and therefore the proper functioning of the mill (Ref 50).
To prevent powder oxidation or nitration, mechanical milling was performed in an Argon gas atmosphere. Furthermore, agglomeration of the powder particles during milling was avoided by adding 2 wt.% stearic acid (Merck, Germany), along with 10 ml ethanol, as a process control agent (PCA).
In this research, to achieve nanosized/multimodal powders, milling was carried out at a maximum rotational speed of 500 rpm, and each initial powder was individually milled for 5 h. Powder PSDs were measured by a particle size analyzer (PSA) using dynamic light scattering technique (DLS, Malvern Instruments, United Kingdom). Afterward, three types of feedstock with different compositions and percentages of the initial powders are prepared as listed in Table 1. Each powder mixture was then granulated using polyvinyl alcohol (PVA, Sigma-Aldrich, USA) binder. To do this, each 5 g of the powder mixture was mixed with 1 g of PVA and subsequently heated at 80 °C for 10 min using a heater so as to obtain dried powder granules. Afterward, powder particles with 20 to 125 μm diameters were obtained by sieving the agglomerated particles. A schematic of the manufacturing process for making the sprayable feedstock is drawn in Fig. 2.

Schematic illustration of the manufacturing process of multimodal sprayable feedstocks: (a) ball milling, (b) agglomeration, and (c) sieving
Plasma Spraying
Atmospheric plasma spraying equipment with an F4 plasma gun (Sulzer Metco, Switzerland) was used to apply the coatings. Prior to spraying the top coat, a Ni-5 wt.%Al (AMDRY 956, Sulzer Metco, Switzerland) bond coat was deposited onto the substrate. APS parameters for depositing bond and top coatings are listed in Table 2. Due to the fact that all three feedstocks were entirely/mainly composed of chromium oxide, therefore, C, CZ, and CZS top coats were deposited using the same spraying parameters.
The 304L steel substrates used in this research were cut into disks with 25 mm and 10 mm in diameter and height, respectively. The samples were then mounted on a fixture with a diameter of 110 mm (Fig. 3). Due to the diameter and rotational speed of the fixture, its linear speed was calculated to be 576 mm/s.

Schematic drawing of (a) plasma gun (b) rotating fixture, and (c) coating sample
To achieve high coating adhesion and good mechanical bonding of coatings to substrate, the surfaces of the substrates were roughened (Ref 51). Prior to spraying, the substrates were degreased by acetone and grit blasted with alumina. Then, to remove any pollution that could prevent coating/substrate adhesion, dust was eliminated from the substrate surface using compressed air and ethanol.
A Mitutoyo SJ-201 instrument (Mitutoyo Corporation, Japan) was used to determine the linear surface roughness of the coatings. The mean roughness value for substrates was measured to be around 7.35 μm prior to spraying. Each roughness value was the result of averaging 5 linear measurements performed on different areas of the samples.
During plasma spray process, the molten particles are rapidly solidified after impacting the substrate. As an outcome, the tensile stress and its balancing compressive stress, commonly known as quenching stresses, are produced in the sprayed layer and underlying material, respectively (Ref 52). In thermal spraying, the bonding strength of coating/substrate is related to the surface roughness prior to spraying and also residual thermal misfit stress caused by coating shrinkage during solidification. In thick coatings, if the coating and substrate materials have different coefficients of thermal expansion, large residual mismatch stresses will be developed in the coating after cooling to room temperature (Ref 16, 53). The residual stress reaches its maximum value next to the coating/substrate interface which can lead to failure at the interface region (Ref 54). To reduce these stresses, the substrate should be preheated or coating material with a lower coefficient mismatch of coating/substrate thermal expansions should be selected (Ref 16, 53, 55). Considering all mentioned above, in this research the coatings were sprayed after preheating the substrates up to about 200 °C. Preheating treatment was performed using several passes of no-powder plasma flame just before spraying the coating (Ref 56). Temperature measurements were carried out using an infrared thermometer model MS6550A (MASTECH, CA, USA).
Characterization
A field emission scanning electron microscope (FESEM, Tescan, Czech Republic) was used to study the microstructure and morphology of the initial powders, agglomerated mixed particles, and as-sprayed coatings. Moreover, energy-dispersive x-ray spectroscopy (EDS) was utilized to carry out elemental analysis of the powders and coatings.
In order to characterize phase composition of the powders and as-sprayed coatings, XRD investigations were done by the X’PERT PRO MPD instrument (PANalytical, Netherlands) at filament voltage and current of 40 kV and 40 mA, respectively. In all recordings, a CuKα x-ray source with a wavelength of 1.54 Å was used. A Step size of 0.026°, scan step time of 48 s and scanning range of 20 to 90° were chosen.
The porosity of the coatings was measured using image analysis method performed on cross-sectional images of the coatings taken by a research-level optical microscope (BX51, Olympus Inc., Japan) at a magnification of 400X. This method relies on differences between various colors and calculating the percentages of each color. This analysis was conducted using medical image processing (MIP) software through the Cloud computing method. The porosity value for each coating is the average of measurements obtained from 10 different image analyses.
The Vickers micro-hardness test was carried out using an OSK 14218-1 micro-hardness tester (OGAWA SEIKI CO., LTD, Tokyo, Japan). The indentations were applied on the coatings cross sections with a 200 g load and a dwell time of 15 s. Each micro-hardness value is the average of 10 measurements.
A pull-off test based on ASTM C633 was performed with a Zwick Z050 universal tensile test machine (Zwick/Roell Group, Germany) to determine the bonding strength of the coatings. Each strength value was the average of 5 measurements.
The best approach for measurement of fracture toughness of brittle materials is the Vickers indentation fracture (VIF) method in which a load is applied by the Vickers indenter on the polished coatings surface (Ref 4, 57, 58). Vickers indentation was carried out using a universal hardness tester model Koopa UV1 (Koopa Instruments, Iran).
Two types of cracks are produced by a Vickers indenter, namely the Palmqvist crack system with a half-ellipse sub-structure and the median or half-penny crack system (Fig. 4). Generally, a tough material exhibits the Palmqvist crack system. Palmqvist cracks extend from the corner points of the Vickers indent outwards. Typically, a Vickers indentation gives rise to four Palmqvist cracks. Median cracks extend both into the depth beneath the indentation and in the diagonal direction beyond the corner points. Typically, a Vickers indentation gives rise to two median cracks. However, most materials will present both crack systems depending on the applied load. For a number of brittle materials, the Palmqvist cracks were formed in the low-load regime. On the other hand, Palmqvist cracks were formed only at large loads for reasonably tough materials (Ref 59,60,61).

Schematic idealized top view and cross-sectional view of Vickers indent (a) radial “Median” or “Half-penny” crack system and (b) radial “Palmqvist” crack system
There are two ways to distinguish the crack system present in the analyzed material. One way to define the crack system is the verification of the c/a ratio (“c” is the crack length from the center of the indent to the crack tip and “a” is the half value of the indentation diagonal, as shown in Fig. 4). If it is less than 2.5, then the material shows a Palmqvist crack system. Another approach to differentiate between the two types of crack system is to polish the surface layers away. The median crack system will always remain connected to the inverted pyramid of the indent (the ratio value of c/a is higher than 2.5), while the Palmqvist cracks will detach from the indentation (Ref 60,61,62,63,64).
There are many empirical equations which have already been developed by previous researchers for the determination of fracture toughness using the Vickers indenter (Ref 65,66,67,68,69). All of these equations are based on Palmqvist or half-penny crack models which emphasize the existence of crack length. Some commonly used equations used to calculate KIC are tabulated in Table 3, where KIC is the fracture toughness (MPam1/2); P is the indentation load (N); c is the radial crack length (m); a is the half-diagonal of the indent (m), E is Young’s modulus (GPa) and HV is Vickers hardness (GPa).
Crack Propagation Resistance (CPR) as a means of characterizing fracture toughness has mostly been used for comparing the fracture toughness of different coatings (Ref 70), i.e., fracture toughness is directly proportional to the CPR values (Ref 60, 61). Each CPR value is calculated as follows:
The fracture toughness tests were performed under a load of 100 kg and each of the CPR and KIC values is the average of 5 measurements.
Results and Discussion
Figure 5 and 6 display powder morphologies and PSDs after 5 h of milling, respectively. As seen, morphologies of the milled powders differed from the ones of the initial powders. After milling, the Cr2O3 particle size was 50 to 90 nm, which is a narrow range of nano sizes, and the YSZ particle size lay mostly between 90 and 120 nm. Moreover, the size of the milled SiC particles was mainly in the fine range of 160 and 220 nm. The larger size of the milled SiC particles is attributed to the larger size of the initial SiC powders.

SEM images of milled powders after 5 h of milling: (a) Cr2O3, (b) YSZ, and (c) SiC

Powder particle size distribution after 5 h of milling: (a) Cr2O3, (b) YSZ, and (c) SiC
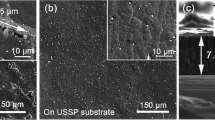
The main drawback in spraying the nanosized particles is their low deposition efficiency due to the low mass and the poor flowability of the particles. So agglomeration of the fine particles to produce agglomerates with a diameter of 10–100 μm for using in the APS process is unavoidable (Ref 15, 71). Figure 7 shows SEM images of C, CZ, and CZS agglomerated powders with a diameter of 20–50 μm, appropriate for spraying (Ref 24).

SEM morphological images of agglomerated powders: (a) C, (b) CZ, and (c) CZS
To evaluate the purity and the probability of phase transformation of the initial powders during milling and spraying, an XRD analysis was carried out. As observed in Fig. 8, the characteristic peaks of Cr2O3, YSZ, and SiC particles exist in the patterns while no new phase or impurity was formed during milling. As seen, there is also no newly appeared phase in the coating patterns and the peaks still belong to the initial powders. Also, the lack of any deviation in the coating peak positions implies that no solid solution has been created during spraying. Former studies have also concluded that the presence of oxygen in the APS process might change the Cr-to-O ratio of chromium oxide negligibly, but it does not alter its stoichiometric ratio and chemical composition (Ref 72).

XRD patterns of elemental/milled powders and plasma-sprayed coatings
The most important difference between the XRD patterns of the milled and initial powders is that the XRD peaks of the milled powders are broader. Peak broadening and the lower peak intensities of the milled powders can be related to the grain size reduction and increase in the lattice strain (Ref 73, 74). In addition, the milling of powders resulted in peak shifts toward higher angles. Since there were no reinforcement particles or measurable impurities in the starting powders, the shift in the position of peaks was due to the compressive stress produced during milling (Ref 75, 76).
XRD patterns of C and CZ coatings revealed that the characteristic peaks of YSZ at 30, 35, and 60 degrees, related to (002), (200), and (302) planes, respectively, were added to the XRD pattern of the C coating. The only difference between XRD patterns of the CZ and CZS coatings relates to the presence of the (101) plane of SiC particles, around 34 degrees, in the CZS coating pattern. It is important to note that the other peaks of SiC have overlapped with Cr2O3 and YSZ peaks. Furthermore, it can be observed that the coating peaks were broader than the peaks of the milled powders. This fact is associated with enhanced amorphism and grain size reduction in the molten particles due to the rapid solidification of the coatings upon collision of the molten powder particles with the substrate.
The grain size of Cr2O3 phase in the coatings was calculated by means of the Williamson-Hall method using (012), (014), (110), and (116) reflections. Cr2O3 grain sizes for C, CZ, and CZS coatings were calculated to be 54, 58, and 68 nm, respectively. However, because of the overlapping peaks of YSZ and SiC, the Scherrer method was employed to calculate the grain size of these two phases, using (002) and (006) reflections, respectively. The YSZ grain size was calculated to be 31 and 37 nm for CZ and CZS coatings, respectively. The SiC grain size in the CZS coating was also obtained as 32 nm.
The coating deposition efficiency in the APS process is defined as the mass ratio of the deposited coating to the consumed powder (Ref 77). The calculated deposition efficiencies of the C, CZ, and CZS coatings are summarized in Table 4. The coating net weight is the differences in the mass of the samples before and after spraying.
Since the agglomerated powders include pores, any coating produced using these agglomerated powders would also be porous. Regarding the fact that the fully molten region does not completely surrender the un-molten or partially molten particles; the coating structure will be porous. However, if plasma spraying parameters are optimized, diffusion takes place properly on the surfaces of the particles, and fully dense coatings with low porosity content and excellent mechanical properties will be obtained (Ref 12, 15).
The critical plasma spraying parameter (CPSP), an indicator of plasma flame temperature, can be calculated via the below equation. The units of measurement for voltage, current intensity, and primary gas flow rate are V, A and SCFH,Footnote 1 respectively.
CPSP is a fundamental factor which controls spraying temperature affecting quality and properties of the coatings. Increasing CPSP values up to a definite value (about 350 to 400 V A SCFH−1) increases the wear resistance of materials while much higher values cause a decrease in the coating wear resistance. Hardness values, as well, increase through increasing CPSP values (Ref 14, 64). In fact, increasing this parameter promotes the amount of fully molten regions compared with the partially molten ones and reduces cracks in the coatings (Ref 78, 79).
Given the plasma spray parameters, the applied plasma spray current intensity, arc voltage and Argon flow rate were 600 A, 57 V and 45 L min−1 (each ft3 equals 0.4719 L), respectively. Therefore, CPSP was calculated to be 358 V.A.SCFH−1.
According to the previous studies (Ref 14), the CPSP factor for the APS with the highest deposition efficiencies must be in the range of 350–400 V.A.SCFH−1. As seen, in this research the CPSP value also lies in the above-mentioned range.
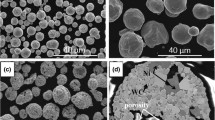
Finally, surface morphologies and the cross sections of the coatings (Fig. 9 and 10, respectively) were characterized by FESEM. As shown in Fig. 9, spraying multimodal powders led to the nanostructured coatings consisting of thousands of micro-sized particles; however, each microparticle itself can be also an assembly of tens of nanoparticles. As seen in Fig. 10, there are four regions with white, light gray, dark gray and black colors that have homogenously been distributed throughout the coatings, defined by arrows in Fig. 10c. There are some micro pores in these regions.

FESEM morphological images of (a, b) C, (c, d) CZ, and (e, f) CZS coatings in two magnifications

FESEM cross-sectional images of APS coatings: (a) C, (b) CZ, and (c) CZS
Figure 11 shows the EDS analysis on different phases in the CZS coating, formerly referred to in Fig. 10. Regarding the penetration depth of EDS, about 1 μm, the existence of all elements in the analysis of each region is related to receiving elemental analysis information from the nanoparticles as well as their surroundings (Ref 80).

EDS analyses on different phases of CZS coatings: (a) Cr2O3, (b) YSZ, and (c) SiC
Figure 11a depicts the elemental analysis of the light gray region. Since this region contains a high percentage of chromium, it seems to be chromium oxide. The CZS coating contains a significant fraction of this phase. Therefore, this region can be considered as the matrix of the coating while the other phases are distributed in this region. Figure 11b illustrates the elemental analysis of the white region distributed throughout the matrix. In this region, the increased percentage of zirconium is attributed to the formation of the YSZ phase. Figure 11c shows the elemental analysis of the dark gray region in which the Si percentage is high. As aforementioned, 10 vol.% SiC was used in this composite. This region occupying a low fraction of the coating must be SiC particles. Since SiC particles are brittle, they have been possibly crushed into smaller pieces by milling and appeared as finer particles in the images. The black regions of FESEM images correspond to the porosities mostly created owing to the inability of un-molten or partially molten particles to fill the empty space during coating deposition. Overheating and evaporation of very fine particles due to the high temperature of the plasma flame or capturing of air bubbles during spraying could be another reason for the formation of porosities in the coatings.
The temperature and velocity of the powder particles while passing through the plasma zone influence the extent of splat formation in the coatings (Ref 81). The higher the thermal conductivity of the powders, the higher the mean temperature is and the lower the temperature gradient is across the powder particle. In fact, particles with high thermal conductivity can retain more heat, so more melting and flattening will occur in spite of this, in materials with lower thermal conductivity, greater temperature gradients would result in thermal shock and concentrated stress during melting and solidification (Ref 9). Based on previous results, the following relationship exists between thermal conductivities of the powder particles: SiC > Cr2O3 > YSZ (Ref 82,83,84). Therefore, the temperature of Cr2O3 particles compared to that of YSZ particles would increase further due to its higher thermal conductivity.
Figure 12 demonstrates optical microscope images of the polished surface of the coatings cross section. The layer structures in the bond coating can be obviously seen. Mechanical bonds in the coating-substrate interface, specifically in the C sample, have been well established while low porosity and no crack were observed in the coating/substrate interfaces. According to this figure, the surface of as-sprayed coatings, as well as coating/substrate interface, are rough. The reason for interface roughness is grit blasting of the substrate surface. However, the surface roughness of the as-sprayed coatings is one of the characteristics of plasma-sprayed coatings due to the presence of splats with different degrees of flattening in the coatings. The thickness of the coatings, an average of 10 measurements, was also obtained as 280 ± 15 μm.

Optical images of coatings cross sections: (a) C, (b) CZ, and (c) CZS
Mean porosity fractions of the C, CZ, and CZS coatings were calculated to be 8.7 ± 2.2, 10.2 ± 2.7, and 12.8 ± 3.1%, respectively.
The melting points of YSZ and SiC are about 400 °C higher than that of chromium oxide. Adding YSZ and SiC provides a lower degree of splat flattening since their melting points are higher than the matrix material. High amount of porosities in the CZS coating can also be attributed to the larger size of SiC particles compared with other particles and therefore the high amount of un-molten SiC particles in the coating (porosity content: CZS > CZ > C). This result is consistent with the results of porosity measurements carried out by image analysis.
One of the effective factors for improving the quality of microstructures is selecting powder particles with the proper sizes for APS. Using smaller powder particles causes a decrease in stacking faults of splats, gas bubble trapping, and un-molten particles and therefore reduces the mean size of the porosities (Ref 22). Consequently, by using nanosized powders, denser plasma-sprayed coatings can be produced. However, due to the high melting points of ceramics, it is always hard to achieve a fully dense ceramic coating with low porosity content (Ref 85).
Hardness, an important factor for evaluating the properties of plasma-sprayed coatings, is dependent on their inherent hardness and microstructure. The percentage of molten and un-molten particles can affect porosity distribution, splat cohesion and adhesion. The Vickers micro-hardness of C, CZ, and CSZ coatings was 823, 799, and 910 HV0.2, respectively. As seen, the hardness of coating C decreased by adding the YSZ particles while, conversely, subsequent addition of SiC particles to the coating enhanced the degraded hardness. SiC and Cr2O3 particles have almost the same hardness. As outcome result, the higher hardness of CZS coating, compared with C and CZ coatings, is owing to the high hardness of SiC. On the other hand, the lower hardness of CZ coating could be attributed to the lower hardness of YSZ, compared to those of other particles (coating hardness: CZS > C > CZ). Furthermore, regarding higher SiC and Cr2O3 thermal conductivities, SiC and Cr2O3 splats solidify faster than YSZ splats, resulting in a higher hardness of CZS and C coatings compared with the CZ coating.
Given the high hardness and low toughness of the ceramic coatings, cracking and spallation are the main reasons for failure in these coatings. This is why CPR is as importance to evaluate and compare the fracture toughness of the coatings. It should be mentioned that the Vickers micro-indentation was firstly applied at loads of 25, 50, and 200 g on the polished surface of the cross section. No crack was found since the microcracks were so tiny and easily arrested in the microstructure. Afterward, 30, 60, and 100 kg loads were applied on the top surface of the coatings while no crack was observed under loads of 30 and 60 kg, as well.
Figure 13 shows the Vickers indentation mark on the coating surface at a load of 100 kg under two different magnifications. Four cracks at the tips of indenter marks were detected. The cracks and their length (l) are shown in the figure. As seen in Table 5, an average of four cracks lengths for each indentation was obtained. The CPR values for C, CZ, and CZS coatings were then calculated as 104, 110.2, and 106.5 MPam1/2, respectively. As seen, CZ and CZS composite coatings indicated higher CPRs than pure C coating while CZ coating had the highest CPR value.

SEM images of indentation effects (left) and cracks (right) in (a, b) C, (c, d) CZ, and (e, f) CZS coatings under IF test at a load of 100 kg
In this research, since the values of the c/a ratio for the coatings (as mentioned in Table 5) are less than 2.5, the coatings show the Palmqvist crack system. In previous studies, to evaluate the fracture toughness of brittle materials showing the Palmqvist crack system, the Shetty equation has been mostly used (Ref 63, 68, 86, 87). The mean values of the coatings fracture toughness were calculated using the Shetty equation as already aforementioned in Table 3. Adding YSZ particles to the chromium oxide coating increased its fracture toughness from 11.06 to 13.81 MPam1/2. According to previous studies, intrinsic fracture toughness values of bulk Cr2O3, YSZ, and SiC materials are equal to 3.9–4.4, 7.0–12.0, and 2.6–4.4 MPam1/2, respectively (Ref 88,89,90). The higher fracture toughness of CZ compared to C coating was attributed to the addition of tough YSZ particles to the C coating as well as the YSZ transformation-toughening mechanism. Moreover, YSZ particles can act as obstacles to crack propagation and therefore enhance the coatings strength and fracture toughness (Ref 91). The higher quantity of porosities in the CZ coating compared to that of the C coating may also increase the fracture toughness (Ref 92). Comparison between CZ and CZS coatings reveals that addition of SiC particles to the CZ coating has degraded its fracture toughness from 13.81 to 12.85 MPam1/2. Since the CZS coating porosity is higher, such decrease in fracture toughness can be attributed to the low fracture toughness of SiC particles. It seems that the effect of SiC on decreasing fracture toughness of the CZS coating is dominant when compared with the effect of porosity content.
Applying a load on surface of ceramic coating composed of smaller particles due to increased number of particles, the stress shared on each particle decrease and, therefore, their fracturing would be hard. On the other hand, since ceramic particles are intrinsically hard materials, strengthening through size reduction is the most effective parameter. Accordingly, to obtain high strength and remarkable fracture toughness, powder particles with smaller sizes should be used (Ref 93). Therefore, fracture toughness of coatings produced using nano/multimodal particles are expected to be higher than those of coatings deposited using microparticles. Considering the fracture toughness of the initial powder particles (YSZ > Cr2O3 > SiC), fracture toughness values of CZ and C coatings are expected to be the highest and the lowest, respectively, in accordance with the results obtained from the IF test.
Several researchers have already indicated that partially molten particles in the coatings act as obstacles to crack growth which results in an increase in the coating fracture toughness (Ref 15, 78). Therefore, higher fracture toughness of the CZS coating compared to the C coating can be attributed to its lower number of partially molten particles as well as higher hardness and porosity content.
Mean values of bonding strength of the coatings are reported in Table 6. As seen in Fig. 14, fractures have occurred at the coating/substrate interface; therefore the reported strengths refer to the bonding strength of the coatings. The results revealed that all the plasma-sprayed coatings have high and comparable bonding strengths, while C and CZS coatings showed the highest and the lowest values, respectively. The higher bonding strength of the C coating is attributed to the lower melting point of Cr2O3 particles as well as lower coating porosity.

Fracture surface of (a) C, (b) CZ, and (c) CZS samples after bonding strength test
Regarding previous studies, high toughness and tensile strength of nanostructured coatings prevent crack propagation throughout the coating/substrate interface, which results in their higher bonding strength when compared to conventional coatings (Ref 15).
In bonding strength tests, fracture can take place as a result of cohesion or adhesion failure. Adhesive failure happens when the coating entirely separates from the substrate. A fully pure adhesive fracture rarely occurs, due to the surface roughness of the substrate. In adhesive failure, fracture takes place in the regions adjacent to the coating/substrate interface and uncoated surfaces might be observed in the fractured surface. If the fracture occurs completely throughout the coating, then the fracture is based on cohesion failure (Ref 55).
Difference between thermal expansion coefficients of coatings and substrates generates residual thermal misfit stress. If the total residual stress exceeds the tensile strength of the coating, the crack propagates which can lead to the coating fracture or delamination. Therefore, it can be concluded that the coating/substrate adhesion is mainly affected by the residual stress generated at the coating/substrate interface (Ref 94). In this research, the authors tried to deposit the coatings with acceptable thickness so as to maintain the stress concentration value lower than the coatings tensile strength.
Conclusions
In the present work, the authors’ effort was aimed at evaluating the microstructure, phase composition and mechanical properties of atmospheric plasma-sprayed Cr2O3, Cr2O3-20YSZ, and Cr2O3-20YSZ-10SiC nanostructured ceramic coatings. The results are summarized below:
-
No impurity or interaction between initial powders was found during ball milling and also after spraying the agglomerated powders.
-
Considering XRD patterns, Coatings synthesized from 5-hour ball-milled multimodal powders, possessed nano structures as well.
-
Considering microstructural studies, all coatings included 8–12% porosities whereas coatings C and CZS showed the lowest and highest porosity contents, respectively.
-
Adding tough YSZ to coating C, caused a considerable increase in the coating resistance to crack propagation, and consequently the mean values of coating toughness from 11.06 to 13.81 MPam½.
-
Regarding the high hardness of the SiC particle, subsequent addition of SiC reinforcements to the coating, increased coating micro-hardness, while the mean hardness of the CZS coating was measured to be about 910 HV.
-
Due to the lower melting point of Cr2O3 particles compared to YSZ and SiC ceramics, as well as the lower porosity content of the C coating in comparison with CZ and CZS composite coatings, coating C showed the highest value of 49 MPa as the coating bonding strength.
Data availability
The authors are willing to firstly publish this research paper through the highly prestigious journal of “Thermal Spray Technology”. Therefore the datasets generated and analyzed during the current study have not already been available in public. However, it can be available from the corresponding author on a reasonable request.
Notes
Standard cubic feet per hour.
References
D.J. Green, An Introduction to the Mechanical Properties of Ceramics, Cambridge University Press, Cambridge, 1998
L.L. Mishnaevsky, Jr., Three-dimensional Numerical Testing of Microstructures of Particle Reinforced Composites, J. Acta Mater., 2004, 52(14), p 4177-4188
M.M.E. Rayes, H.S. Abdo, and K.A. Khalil, Erosion-Corrosion of Cermet Coating, J. Electrochem. Sci., 2013, 8, p 1117-1137
R. Banerjee and I. Manna, Ceramic Nanocomposites (Woodhead Publishing, 2013)
E.I.C. Suryanarayana, T. Klassen, and E. Ivanov, Synthesis of Nanocomposites and Amorphous Alloys by Mechanical Alloying, J. Mater. Sci., 2011, 46(19), p 6301-6315
J. Karch, R. Birringer, and H. Gleiter, Ceramics Ductile at Low Temperature, Nature, 1987, 330, p 556-558
W.M. Rainforth, The Wear Behaviour of Oxide Ceramics-A Review, J. Mater. Sci., 2004, 39(22), p 6705-6721
B. Cantor, F.P.E. Dunne, and I.C. Stone, Metal and Ceramic Matrix Composites, 1st edn. (CRC Press, 2003)
B. Basu and K. Balani, Advanced Structural Ceramics, 1st edn. (Wiley-American Ceramic Society, 2011)
A. Vardelle, The 2016 Thermal Spray Roadmap, J. Therm. Spray Technol., 2016, 25(8), p 1376-1440
I. Adamovich, S.D. Baalrud, A. Bogaerts, P.J. Bruggeman, M. Cappelli, V. Colombo, U. Czarnetzki, U. Ebert, J.G. Eden, P. Favia, D.B. Graves, S. Hamaguchi, G. Hieftje, M. Hori, I.D. Kaganovich, U. Kortshagen, M.J. Kushner, N.J. Mason, S. Mazouffre, S.M. Thagard, H.R. Metelmann, A. Mizuno, E. Moreau, A.B. Murphy, B.A. Niemira, G.S. Oehrlein, Z.L. Petrovic, L.C. Pitchford, Y.K. Pu, S. Rauf, O. Sakai, S. Samukawa, S. Starikovskaia, J. Tennyson, K. Terashima, M.M. Turner, M.C.M. Sanden, and A. Vardelle, The 2017 Plasma Roadmap: Low Temperature Plasma Science and Technology, J. Phys. D Appl. Phys., 2017, 2017(50), p 1-46
V. Chawla, B.S. Sidhu, D. Puri, and S. Prakash, Performance of Plasma Sprayed Nanostructured and Conventional Coatings, J. Aust. Ceram. Soc., 2008, 44(2), p 56-62
D. Ghosh, A.K. Shukhla, and H. Roy, Nano Structured Plasma Spray Coating for Wear and High Temperature Corrosion Resistance Applications, J. Inst. Eng.: Series D, 2014, 95(1), p 57-64
M. Gell, E.H. Jordan, Y.H. Sohn, D. Goberman, L. Shaw, and T.D. Xiao, Development and Implementation of plasma Sprayed Nanostructured Ceramic Coatings, Surf. Coatings Technol., 2001, 146, p 48-54
R.S. Lima and B.R. Marple, Thermal Spray Coatings Engineered from Nanostructured Ceramic Agglomerated Powders for Structural, Thermal Barrier and Biomedical Applications: A Review, J. Therm. Spray Technol., 2007, 16(1), p 40-63
N.B. Dahotre and S. Nayak, Nanocoatings for engine application, Surf. Coatings Technol., 2005, 194(1), p 58-67
M. Brochu and G.E. Kim, Anti-Abrasive Nanocoatings Current and Future Applications, chap. 19 (Woodhead Publishing in Materials, 2015)
G. Skandan, R. Yao, B.H. Kear, Y. Qiao, L. Liu, and T.E. Ficsher, Multimodal Powders: A New Class of Feedstock Material for Thermal Spraying of Hard Coatings, Scr. Mater., 2001, 44(8), p 1699-1702
G. Skandan, R. Yao, R. Sadangi, B.H. Kear, Y. Qiao, L. Liu, and T.E. Ficsher, Multimodal Coatings: A New Concept in Thermal Spraying, J. Therm. Spray Technol., 2000, 9(3), p 329-331
J.A. Gan and C.C. Berndt, Nanocomposite Coatings: Thermal Spray Processing, Microstructure and Performance, Int. Mater. Rev., 2014, 60(4), p 195-244
R.F. Bunshah, Handbook of Hard Coatings: Deposition Technolgies, Properties and Applications, 1st edn. (William Andrew, 2000)
G. Bolelli, V. Cannillo, L. Lusvarghi, and T. Manfredini, Wear Behaviour of Thermally Sprayed Ceramic Oxide Coatings, Wear, 2006, 261(11), p 1298-1315
A. Vardelle, Ch Moreau, and N.J. Themelis, A Perspective on Plasma Spray Technology, Plasma Chem. Plasma Process., 2015, 35(3), p 491-509
A. Cellard, V. Garnier, G. Fantozzi, G. Baret, and P. Fort, Wear Resistance of Chromium Oxide Nanostructured Coatings, Ceram. Int., 2009, 35(2), p 913-916
P. Ctibor, I. Pıs, J. Kotlan, I. Khalakhan, V. Stengl, and P. Homola, Microstructure and Properties of Plasma-Sprayed Mixture of Cr2O3 and TiO2, J. Therm. Spray Technol., 2013, 22(7), p 1163-1169
J. Li, Y. Zhang, J. Huang, and C. Ding, Mechanical and Tribological Properties of Plasma-Sprayed Cr3C2-NiCr, WC-Co, and Cr2O3 Coatings, J. Therm. Spray Technol., 1998, 7(2), p 242-246
M. Szafarska and J. Iwaszko, Laser Remelting Teratment of Plasma-Sprayed Cr2O3 Oxide Coatings, Arch. Metall. Mater., 2012, 57(1), p 215-221
D.W. Richerson, Modern Ceramic Engineering: Properties, Processing, and Use in Design, 3rd edn. (CRC Press, 2012)
A. Nusair Khan, J. Lu, and H. Lioa, Heat Treatment of Thermal Barrier Coatings, Mater. Sci. Eng. A, 2003, 359(1), p 129-136
S.T. Aruna, N. Balaji, and K.S. Rajam, Phase Transformation and Wear Studies of Plasma Sprayed Yttria Stabilized Zirconia Coatings Containing Various mol% of Yttria, Mater. Charact., 2011, 62(7), p 697-705
O. Roberts, A.J.G. Lunt, S. Ying, T. Sui, N. Baimpas, I.P. Dolbnya, M. Parkes, D. Dini, S.M. Kreynin, T.K. Neo, and A.M. Korsunsky, A Study of Phase Transformation at the Surface of a Zirconia Ceramic, in: Proc. World Congr. Eng. 2014 Vol 2 (2014, London)
N. Zhang and M.A. Zaeem, Competing Mechanisms between Dislocation and Phase Transformation in Plastic Deformation of Single Crystalline Yttria-Stabilized Tetragonal Zirconia Nanopillars, Acta Mater., 2016, 120, p 337-347
G. Witz, V. Shklover, W. Steurer, S. Bachegowda, and H.P. Bossmann, Phase Evolution in Yttria-Stabilized Zirconia Thermal Barrier Coatings Studied by Rietveld Refinement of X-Ray Powder Diffraction Patterns, Am. Ceram. Soc., 2007, 90(9), p 2935-2940
S. Tao, B. Liang, C. Ding, H. Liao, and C. Coddet, Wear Characteristics of Plasma-Sprayed Nanostructured Yttria Partially Stabilized Zirconia Coatings, J. Therm. Spray Technol., 2005, 14(4), p 518-523
M. Guazzato, M. Albakry, S.P. Ringer, and M.V. Swain, Strength, Fracture Toughness and Microstructure of a Selection of All-ceramic Materials. Part II. Zirconia-based Dental Ceramics, Dental Mater., 2004, 20(5), p 449-456
A.K. Mishra, Ed., Sol-gel Based Nanoceramic Materials: Preparation, Properties and Applications, chap. 2 (Springer International Publishing, 2017)
N. Dejang, A. Limpichaipanit, A. Watcharapasorn, S. Wirojanupatump, P. Niranatlumpong, and S. Jiansirisomboon, Fabrication and Properties of Plasma-Sprayed Al2O3/ZrO2 Composite Coatings, J. Therm. Spray Technol., 2011, 20(6), p 1259-1268
R. Khanna, J. Ong, E. Oral, and R. Narayan, Progress in Wear Resistant Materials for Total Hip Arthroplasty, Coatings, 2017, 7(7), p 99
E. Bakan and R. Vaben, Ceramic Top Coats of Plasma-sprayed Thermal Barrier Coatings: Materials, Processes, and Properties, J. Therm. Spray Technol., 2017, 26(6), p 992-1010
S.R. Choi, D. Zhu, and R.A. Miller, Mechanical Properties/Database of Plasma Sprayed ZrO2-8wt% Y2O3 Thermal Barrier Coatings, Appl. Ceram. Technol., 2005, 1(4), p 330-342
J. Zhao, The Use of Ceramic Matrix Composites for Metal Cutting Applications, Advances in Ceramic Matrix Composites (Elsevier, 2014), pp. 623–654
S.Y. Liu, Y. Wang, C. Zhou, and Z.Y. Pan, Mechanical Properties and Tribological Behavior of Alumina/Zirconia Composites Modified with SiC and Plasma Treatment, Wear, 2015, 332–333, p 885-890
Z.Y. Pan, Y. Wang, X.W. Li, C.H. Wang, and Z.W. Zou, Effect of Submicron and Nano SiC Particles on Erosion Wear and Scratch Behavior of Plasma-Sprayed Al2O3/8YSZ Coatings, J. Therm. Spray Technol., 2012, 21(5), p 995-1010
J. Lin, Y. Huang, and H. Zhang, Damage Resistance, R-curve Behavior and Toughening Mechanisms of ZrB2-based Composites with SiC Whiskers and ZrO2 Fibers, Ceram. Int., 2015, 41(2), p 2690-2698
L. Chen, Y. Wang, H. Shen, J. Rao, and Y. Zhou, Effect of SiC Content on Mechanical Properties and Thermal Shock Resistance of BN-ZrO2-SiC composites, Mater. Sci. Eng., A, 2014, 590, p 346-351
J.O. Berghaus, J.G. Legoux, Ch Moreau, F. Tarasi, and T. Chraska, Mechanical and Thermal Transport Properties of Suspension Thermal-Sprayed Alumina-Zirconia Composite Coatings, J. Therm. Spray Technol., 2008, 17(1), p 91-104
F.M. Katubilwa and M.H. Moys, Effect of Ball Size Distribution on Milling Rate, Miner. Eng., 2009, 22(15), p 1283-1288
K.M. Kabezya and H. Motjotji, The Effect of Ball Size Diameter on Milling Performance, J. Mater. Sci. Eng., 2014, 4(1), p 1-3
N. Hlabangana, G. Danha, and E. Muzenda, Effect of Ball and Feed Particle Size Distribution on the Milling Efficiency of a Ball Mill: An Attainable Region Approach, S. Afr. J. Chem. Eng., 2018, 25, p 79-84
H. Ghayour, M. Abdellahi, and M. Bahmanpour, Optimization of the High Energy Ball-milling: Modeling and Parametric Study, Powder Technol., 2016, 291, p 7-13
M.K. Singla, H. Singh, and V. Chawla, Thermal Sprayed CNT Reinforced Nanocomposite Coatings-A Review, J. Miner. Mater. Charact. Eng., 2011, 10(8), p 717-726
P. Bengtsson and C. Persson, Modelled and Measured Residual Stresses in Plasma Sprayed Thermal Barrier Coatings, Surf. Coat. Technol., 1997, 92(1–2), p 78-86
S. Chandra and P. Fauchais, Formation of Solid Splats During Thermal Spray Deposition, J. Therm. Spray Technol., 2009, 18(2), p 148-180
C. Li, X. Zhang, Y. Chen, J. Carr, S. Jacques, J. Behnsen, M. Di Michiel, P. Xiao, and R. Cernik, Understanding the Residual Stress Distribution Through the Thickness of Atmosphere Plasma Sprayed (APS) Thermal Barrier Coatings (TBCs) By High Energy Synchrotron Xrd; Digital Image Correlation (DIC) and Image Based Modelling, Acta Mater., 2017, 132, p 1-12
K. Yang, X. Zhou, C. Liu, S. Tao, and C. Ding, Sliding Wear Performance of Plasma-Sprayed Al2O3-Cr2O3 Composite Coatings Against Graphite under Severe Conditions, J. Therm. Spray Technol., 2013, 22(7), p 1154-1162
R.C. Tucker, Ed., ASM Handbook, Vol 5A, Thermal Spray Technology, ASM International, Russell, 2013
G.K. Beshish, C.W. Florey, F.J. Worzala, and W.J. Lenling, Fracture Toughness of Thermal Spray Ceramic Coatings Determined by the Indentation Technique, J. Therm. Spray Technol., 1993, 2(1), p 35-38
A.G. Evans and E.A. Charles, Fracture Toughness Determinations by Indentation, J. Am. Cer. Soc., 1976, 59(7–8), p 371-372
A. Nastic, A. Merati, M. Bielawski, M. Bolduc, O. Fakolujo, and M. Nganbe, Instrumented and Vickers Indentation for the Characterization of Stiffness, Hardness and Toughness of Zirconia Toughened Al2O3 and SiC Armor, J. Mater. Sci. Tech., 2015, 31(8), p 773-783
A. Moradkhani, H. Baharvandi, M. Tajdari, H. Latifi, and J. Martikainen, Determination of Fracture Toughness using the Area of Micro-Crack Tracks Left in Brittle Materials by Vickers Indentation Test, J. Adv. Cer., 2013, 2(1), p 87-102
G.D. Quinn, Fracture Toughness of Ceramics by the Vickers Indentation Crack Length Method A Critical Review, Ceram. Eng. Sci. Proc., 2007, 27(3), p 45-62
D. Coric, L. Curkovic, and M.M. Renjo, Statistical Analysis of Vickers Indentation Fracture Toughness of Y-TZP Ceramics, Trans. Famena, 2017, 41(2), p 1-16
A.S. Deliormanli and M. Guden, Microhardness and Fracture Toughness of Dental Materials by Indentation Method, J. Biomedical Mater. Res., 2006, 76(2), p 257-264
Y. Feng and T. Zhang, Determination of Fracture Toughness of Brittle materials by Indentation, Acta Mech. Sol. Sin., 2015, 28(3), p 221-234
K. Tanaka, Elastic-plastic Indentation Hardness and Indentation Fracture Toughness, the Inclusion Core Model, J. Mater. Sci., 1987, 22(4), p 1501-1508
B.R. Lawn and E.R. Fuller, Equilibrium Penny-like Cracks in Indentation Fracture, J. Mater. Sci., 1975, 10(12), p 2016-2024
A.G. Evans and T.R. Wilshaw, Quasi-Static Solid Particle Damage in Brittle Solids, Observations, Analysis and Implications, Acta Metall., 1976, 24(10), p 939-956
D.K. Shetty, I.G. Wright, P.N. Mincer, and A.H. Clauer, Indentation Fracture of WC-Co Cermets, J. Mater. Sci., 1985, 20(5), p 1873-1882
K. Niihara, R. Morena, and D.P.H. Hasselman, Evaluation of KIC of Brittle Solids by the Indentation Method with Low Crack-to-Indent Ratios, J. Mater. Sci. Let., 1982, 1(1), p 13-16
P. Zamani and Z. Valefi, Microstructure, Phase Composition and Mechanical Properties of Plasma Sprayed Al2O3, Cr2O3, and Cr2O3-Al2O3 Composite Coatings, Surf. Coat. Technol., 2017, 316, p 138-145
P. Fauchais, G. Montavon, and G. Bertrand, From Powders to Thermally Sprayed Coatings, J. Therm. Spray Technol., 2010, 19(1–2), p 56-80
M. Harju, T. Mantyla, K. Vaha-Heikkila, and V.P. Lehto, Water Adsorption on Plasma Sprayed Transition Metal Oxides, Appl. Surf. Sci., 2005, 249(1-4), p 115-126
M. Toozandehjani, K.A. Matori, F. Ostovan, S. Abdul Aziz, and M.S. Mamat, Effect of Milling Time on the Microstructure, Physical and Mechanical Properties of Al-Al2O3 Nanocomposite Synthesized by Ball Milling and Powder Metallurgy, Materials (Basel), 2017, 10(11), p 1-17
J.B. Rao, G.J. Catherin, I.N. Murthy, D.V. Rao, and B.N. Raju, Production of Nano Structured Silicon Carbide by High Energy Ball Milling, Int. J. Eng. Sci. Technol., 2011, 3(4), p 82-88
G. Rajender and P.K. Giri, Strain Induced Phase Formation, Microstructural Evolution and Bandgap Narrowing in Strained TiO2 Nanocrystals Grown by Ball Milling, J. Alloys Comp., 2016, 676, p 591-600
C.P. Gazzara, The Measurement of Residual Stress with x-ray Diffraction (Army materials and mechanics research center, 1983)
A. Bahera and S.C. Mishra, Prediction and Analysis of Deposition Efficiency of Plasma Spray Coating using Artificial Intelligence Method, Compos. Mater., 2012, 2(2), p 54-60
V.P. Singh, A. Sil, and R. Jayaganthan, Wear of Plasma Sprayed Conventional and Nanostructured Al2O3 and Cr2O3, Based Coatings, Trans. Indian Inst. Met., 2012, 65(1), p 1-12
D.G. Goberman, Microstructure Investigation of Plasma Sprayed Alumina 13 Weight Percent Titania Coatings from Nanocrystalline Feed Powders, Ph.D. Thesis, University of Connecticut, 2002
F. Onoue and K. Tsuji, X-Ray Elemental Imaging in Depth by Combination of FE-SEM-EDS and Glow Discharge Sputtering, ISIJ Int., 2013, 53(11), p 1939-1942
W. Chi, S. Sampath, and H. Wang, Ambient and High-temperature Thermal Conductivity of Thermal Sprayed Coatings, J. Therm. Spray Technol., 2006, 15(4), p 773-778
K.W. Schlichting, N.P. Padture, and P.G. Klemens, Thermal Conductivity of Dense and Porous Yttria-stabilized Zirconia, Mater. Sci., 2001, 36(12), p 3003-3010
E.M. Garcia, Optimizing the Sintering of Cr 2 O 3-nano Powders for HVOF Applications, M.Sc. Thesis, the University Carlos III of Madrid, 2012
R.G. Munro, Material Properties of a Sintered α-SiC, Phys. Chem. Ref. Data., 2009, 26(5), p 1195-1205
J. Zhang and V. Desai, Evaluation of Thickness, Porosity and Pore Shape of Plasma Sprayed TBC by Electrochemical Impedance Spectroscopy, Surf. Coatings Technol., 2005, 190(1), p 98-109
C.B. Ponton and R.D. Rawlings, Vickers Indentation Fracture Toughness Test Part 1 Review of Literature and Formulation of Standardised Indentation Toughness Equations, Mater. Sci. Tech., 1989, 5(9), p 865-872
T.A. Fabijanic, D. Coric, M.S. Musa, and M. Sakoman, Vickers Indentation Fracture Toughness of Near-Nano and Nanostructured WC-Co Cemented Carbides, Metals, 2017, 7, p 143-159
M. Kutz, Handbook of Materials Selection, Wiley, NY, 2002
A.G. Gogotsi, Fracture Toughness of Ceramics and Ceramic Composites, Ceram. Int., 2003, 29, p 777-784
Y. Takano, T. Komeda, M. Yoshinaka, K. Hirota, and O. Yamaguchi, Fabrication, Microstructure, and Mechanical Properties of Cr2O3/ZrO2(2.5Y) Composite Ceramics in the Cr2O3-Rich Region, Am. Ceram. Soc., 1998, 81, p 2497-2500
R.C. Bradt, D.P.H. Hasselman, and D. Munz, Fracture Mechanics of Ceramics, Vol 12, Composites, and High Temperature Behavior, Springer Science + Business Media New York, Fatigue, 1996
R.W. Rice, Grain Size and Porosity Dependence of Ceramic Fracture Energy and Toughness at 22 °C, J. Mater. Sci., 1996, 31(8), p 1969-1983
D.L. Zhang, J. Liang, and J. Wu, Processing Ti3Al-SiC Nanocomposites using High Energy Mechanical Milling, Mater. Sci. Eng., A, 2004, 375–377, p 911-916
R. Gadow, M.J. Riegert-Escribano, and M. Buchmann, Residual Stress Analysis in Thermally Sprayed Layer Composites, Using the Hole Milling and Drilling Method, J. Therm. Spray Technol., 2005, 14, p 100-108
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Hashemi, S.M., Parvin, N. & Valefi, Z. Effect of Addition of Multimodal YSZ and SiC Powders on the Mechanical Properties of Nanostructured Cr2O3 Plasma-Sprayed Coatings. J Therm Spray Tech 28, 544–562 (2019). https://doi.org/10.1007/s11666-019-00834-8
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-019-00834-8