
Abstract
Interlamellar bonding within plasma-sprayed coatings is one of the most important factors dominating the properties and performance of coatings. The interface bonding between lamellae significantly influences the erosion behavior of plasma-sprayed ceramic coatings. In this study, TiO2 and Al2O3 coatings with different microstructures were deposited at different deposition temperatures based on the critical bonding temperature concept. The erosion behavior of ceramic coatings was investigated. It was revealed that the coatings prepared at room temperature exhibit a typical lamellar structure with numerous unbonded interfaces, whereas the coatings deposited at the temperature above the critical bonding temperature present a dense structure with well-bonded interfaces. The erosion rate decreases sharply with the improvement of interlamellar bonding when the deposition temperature increases to the critical bonding temperature. In addition, the erosion mechanisms of ceramic coatings were examined. The unbonded interfaces in the conventional coatings act as pre-cracks accelerating the erosion of coatings. Thus, controlling interlamellar bonding formation based on the critical bonding temperature is an effective approach to improve the erosion resistance of plasma-sprayed ceramic coatings.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Thermal spray coatings are built up through the successive deposition of individual fully molten or/and semi-molten particles. The coatings have been widely used in many industrial fields, such as transport, energy, materials processing, biomedical and electronic applications (Ref 1). A survey into the market shares of different processes in northern American for the deposition of advanced ceramic coatings revealed that about a two-third share is taken by thermal spraying (Ref 2), which indicates the most important role of thermal spraying in the production of advanced ceramic coatings.
Erosion is a general phenomenon caused by the successive impact of particles on the surface at a certain speed and impact angle, which is one of major life-limiting issues resulting in the degradation of engineering devices. Thermal spray ceramic coatings, such as Al2O3, TiO2, Cr2O3, WC-Co and yttria-stabilized zirconia (YSZ), have been widely used to combat the erosion problems owning to their excellent properties and performance (Ref 3,4,5,6). The erosion of bulk materials and coatings is influenced by the fluid flow conditions and the properties of the impacting particles and target (Ref 7,8,9). For thermal spray coatings, the microstructure, especially the interlamellar bonding, is one of the most important factors influencing the erosion behavior. Generally, the thermally sprayed ceramic coatings deposited following the conventional routine exhibit a typical lamellar structure with numerous pores, microcracks and unbonded lamellar interfaces (Ref 10, 11). With the quantitative study on the microstructure of ceramic coatings, Ohmori and Li found that the maximum bonding ratio at the interface between lamellae is about 0.32, when the substrate temperature is kept at a low level by cooling (Ref 11). Li et al. (Ref 6) found that the erosion resistance of plasma-sprayed Al2O3 coating is proportional to the interlamellar bonding ratio. Levi et al. (Ref 12) and Davis et al. (Ref 13) revealed that the thermally sprayed TBC and protective coatings with good lamellar bonding and low porosity exhibit excellent erosion resistance. In addition, Hearley et al. (Ref 14), Wang et al. (Ref 15) and Yang et al. (Ref 16) demonstrated that the erosion resistance of both FeAl and NiAl coatings is improved with the improvement of lamellar bonding strength. Essentially, under the high velocity impact of solid particles, unbonded interfaces in thermal spray coatings act as pre-cracks and the cracks tend to propagate along the limited bonded interface sections. As a result, the erosion of thermal spray coatings occurs mainly through the spalling of lamellae one by one. Thus, it is highly desirable to develop an effective approach to enhance the bonding ratio between lamellae in order to improve the erosion resistance of coatings.
Generally, the velocity, size and temperature of spray particles are always utilized to control the microstructures, properties and performance of thermal spray coatings (Ref 10). However, it is difficult to further significantly increase the lamellar bonding ratio of coatings through adjusting the spraying parameters (Ref 17). Gray et al. (Ref 18) developed a continuous columnar structure of 8YSZ (8 mol.% Y2O3-ZrO2) coating by controlling the deposition temperature. They revealed that columnar grains extend from one splat into an adjacent splat in the continuous-columnar-structured YSZ coatings. Up to now, it has been widely confirmed that increasing deposition temperature can significantly improve the interlamellar bonding in thermal spray ceramic coatings (Ref 10, 19,20,21). In our previous studies, it was revealed that there exists a critical bonding temperature (T c) for plasma-sprayed molten ceramic splats, and only when the deposition temperature is higher than T c, can the splats form bonding to the substrate with the identical compositions to splats (Ref 22, 23). Since plasma-sprayed coatings are built up by the successive deposition of splats, it was inferred that ceramic coatings with well-bonded lamellar interfaces can be deposited under the critical spraying conditions, which will contribute to the improvement of coating erosion resistance.
In this study, typical ceramic coatings, i.e., TiO2 and Al2O3 coatings, were prepared by plasma spraying. The erosion test was applied to the coatings with different microstructures, especially different interlamellar bonding condition, obtained by controlling the deposition temperatures based on the critical bonding temperature concept. The dominant effect of coating microstructure on the erosion behavior and erosion mechanisms was investigated, in order to further greatly improve the erosion property of plasma-sprayed coatings.
Experimental
Materials
Typical ceramic materials, including TiO2 and Al2O3, were used to deposit coatings on the blasted Q235 steel substrates. A fuse-crushed TiO2 powder (Sulzer-Metco, USA) with a particle size range from 10 to 45 μm and a mean size of 29 μm was employed in this study. The fuse-crushed Al2O3 powder (Sulzer-Metco, USA) exhibited a particle size range from 22 to 45 μm. The mean size of the Al2O3 powder is 32 μm.
Deposition of Coatings
A commercial plasma spray system in the 80 kW class (Jiujiang, China) was utilized to deposit ceramic coatings. An internal powder feeding injector was employed to enhance the heating effect of plasma jet to spray particles. The spray parameters employed in this study are displayed in Table 1. In order to precisely control the deposition temperature, a copper heating stage was assembled to preheat the substrate from its back surface, and an infrared pyrometer (RayRPM30L3U, Raytak, America) was used to monitor the surface temperature of the sample. For the coatings deposited at room temperature, a compressed air jet was used for cooling from both the back and the surface of substrate. In this case, the measurement of the substrate surface temperature using thermocouples revealed a maximum value of 100 °C during the spray process. Thus, the deposition temperature is regarded as 50 °C.
Erosion Test
Erosion test was carried out using an erosion tester, which is similar to the ACT-JP (Arata Coating Tester with Jet Particles) (Ref 24). Angular Al2O3 particles with an average grain size of 250 μm were used as abrasive particles. The compressed air with a pressure of 0.3 MPa was applied to accelerate the abrasive particles. The erosion test was carried out at the impact angle of 90°, which corresponds to the maximum erosion loss for ceramic materials. The dimensions of the coated samples are 50 mm × 60 mm × 5 mm, which ensured all abrasive particles impacting on the coating surface. The mean erosion rate was obtained by the average value of five tests. In this study, surface morphologies and cross-sectional microstructures of both the as-sprayed coatings and the eroded coatings were characterized by scanning electron microscope (SEM, MIRA 3 LMH, TESCAN, Czech), in order to reveal the effect of coating microstructure on the erosion behavior of coatings.
Results and Discussions
Effect of Deposition Temperature on the Microstructure of Plasma-Sprayed Ceramic Coatings
In our previous studies, it has been confirmed that there exists a critical bonding temperature for plasma-sprayed molten ceramic splats to form bonding to the substrate with the identical compositions to the splats (Ref 22, 23). The critical bonding temperatures of TiO2 and Al2O3 splats are 150 and 300 °C, respectively. Only when the deposition temperature is higher than T c, can the splats form bonding with the substrate. Since plasma-sprayed coatings are built up by the successive deposition of splats, it was inferred that the microstructures of plasma-sprayed ceramic coatings can be controlled based on the critical bonding temperature concept.
Figure 1 shows the cross-sectional microstructures of plasma-sprayed TiO2 coatings, which were deposited at room temperature, 150 and 500 °C. As shown in Fig. 1(a), the coating prepared at room temperature exhibits a typical lamellar structure with numerous pores, microcracks and unbonded interfaces. When the deposition temperature increases to 150 and 500 °C, all the interfaces between lamellae are well bonded together. As shown in Fig. 1(b) and (c), although pores and microcracks still can be observed, few unbonded interface sections can be found in the coatings. Compared to the coating deposited at 150 °C, there exist more microcracks through several splats within the coating prepared at 500 °C. This is because of larger thermal stress generated within the coating deposited at 500 °C during the cooling process.

Cross-sectional microstructure of plasma-sprayed TiO2 coatings at (a) room temperature, (b) 150 °C and (c) 500 °C
The similar phenomenon can be observed in the deposition of Al2O3 coatings as shown in Fig. 2. When the deposition temperature reaches or exceeds the critical bonding temperature, the interface bonding between lamellae within the coating is significantly improved. Thus, it is confirmed that the bonding between lamellae in plasma-sprayed ceramic coatings can be adjusted by controlling the deposition temperature based on the critical bonding temperature concept. In addition, compared to Al2O3 coating, the TiO2 deposit presents a better interlamellar bonding when both of them were deposited at room temperature. This is because that TiO2 splat has a lower critical bonding temperature, which is very close to the maximum substrate temperature during plasma spraying at room temperature.

Cross-sectional microstructure of plasma-sprayed Al2O3 coatings at (a) room temperature, (b) 300 °C and (c) 600 °C
Erosion Behavior of Plasma-Sprayed Ceramic Coatings
Figure 3 shows the weight loss of the plasma-sprayed TiO2 and Al2O3 coatings against the weight of abrasives. It can be noticed that the weight loss of samples linearly increases with the increase in abrasives weight, which suggests that the erosion rate of coatings is constant. Based on the experiment results, the erosion rates of different coatings were calculated. The effect of deposition temperature on the erosion rate is shown in Fig. 4. It can be found that the erosion rate decreases sharply when the deposition temperature of coatings increases from room temperature to the critical bonding temperature. For plasma-sprayed Al2O3 coating, the erosion rate was reduced by 75% when the deposition temperature was increased from ambient temperature to 300 °C, being the critical deposition temperature. Taking into account a mean bonding ratio of one-fourth (Ref 25) to less than one-third (Ref 11) in the coating deposited at room temperature and nearly full lamellar interface bonding in the coating deposited at the critical deposition temperature, the erosion rate in the present test reasonably presents the change of the interlamellar bonding against the deposition temperature. Then, the erosion rate decreases slightly with further increasing the deposition temperate.

Relationship between the weight loss of plasma-sprayed ceramic coatings and the weight of abrasives: (a) TiO2 coatings and (b) Al2O3 coatings

Effect of deposition temperature on the erosion rates of plasma-sprayed TiO2 and Al2O3 coatings
Figure 5 shows the surface morphologies of the eroded Al2O3 coatings, which was taken for example to reveal the effect of coating microstructure on the erosion behavior. As shown in Fig. 5(a) and (b), the eroded Al2O3 coating, which was deposited at room temperature, exhibits a similar surface morphology to that of the as-sprayed coating. Taking into account the fact that only less than 32% interface areas between lamellae are well bonded in the conventional coatings, it is reasonable to observe the similarity in the surface morphology between the eroded and the as-sprayed coatings. In addition, the surface morphology of the eroded coating suggests that the coating prepared at room temperature was eroded off in the form of splat fragments, when high velocity particles impact on the surface. On the other hand, for the Al2O3 coatings with well-bonded lamellae, microcracks propagate across lamellae at the impact of erosion particles. As shown in Fig. 5(e), (g), and (h), the Al2O3 coatings deposited at 300 and 600 °C were broken into pieces, which is similar to the erosion feature of ceramic bulk. This fact implies that there exist different erosion mechanisms for the Al2O3 coatings deposited at room temperature and that at or above the critical bonding temperature.

Surface morphology of the eroded Al2O3 coatings at the center of erosion crater. Coating deposition temperatures: (a, b) room temperature, (c, d, e, f) 300 °C and (g, h) 600 °C
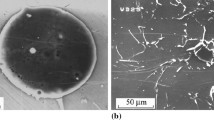
As shown in Fig. 5(f), erosion furrows were obviously observed on the surface of the Al2O3 coating deposited at 300 °C. Generally, furrows are always formed by the impacting of abrasive particles with a low impact angle. In this study, it was considered that the high-speed particles may break up into fragments during the impact (Ref 26), which can project radially from the primary site and cause the furrows and secondary damage at the impact angle of 90°. Although the erosion test for all kinds of Al2O3 coatings is carried out at the same conditions, as shown in Fig. 5(a) and (b), furrows are not found on the surface of the Al2O3 coating prepared at room temperature after erosion test. In addition, as shown in Fig. 6, the Al2O3 coating with limited interlamellar bonding exhibits a lamellar structure after erosion test, whereas the well-bonded one presents a typical furrow morphology. It may be because that the impact particles cause the spalling of splats instead of furrows for the coating deposited at room temperature, owning to its limited interface bonding between lamellae.

Surface morphology of the eroded Al2O3 coatings deposited at (a, b) room temperature and (c, d) 300 °C at the periphery of erosion crater
Figure 7 shows the cross-sectional microstructures of the eroded Al2O3 coatings. As shown in Fig. 7, cracks propagation just happens on the near surface layer of coatings. For the coating deposited at room temperature, microcracks propagate along the limited bonded lamellar interfaces, and erosion takes place through the spalling of lamellae one by one. For the coatings deposited at or above the critical bonding temperature, cracks propagate into well-bonded splat layers, resulting in the improvement of erosion resistance.

Cross-sectional microstructure of the plasma-sprayed Al2O3 coatings deposited at (a, b) room temperature, (c, d) 300 °C and (e, f) 500 °C after erosion test
The similar phenomena were observed in the plasma-sprayed TiO2 coatings. It was worth to address that, as shown in Fig. 8(a) and (b), although a few microcracks propagate into the TiO2 splats, most of cracks propagate along the limited bonded interface within the TiO2 coating deposited at room temperature. This is because that the TiO2 coating deposited at room temperature exhibits better interlamellar bonding compared to the Al2O3 coating, owning to its low critical bonding temperature. Clearly observed from Fig. 8(c) and (d), since the coating deposited at 150 °C presents a denser microstructure with well-bonded lamellae, larger lateral cracks across several lamellae were generated in a similar way with bulk ceramic material. Thus, the microstructure of plasma-sprayed ceramic coating has the significantly influence on the erosion behavior.

Cross-sectional microstructure of the plasma-sprayed TiO2 coatings deposited at (a, b) room temperature and (c, d) 150 °C after erosion test
Figure 9 schematically illustrates the effect of two types of coating microstructures on the erosion mechanisms of plasma-sprayed ceramic coatings. One presents the classical lamellar structure for conventional ceramic coating with limited lamellar interface bonding. Another exhibits relatively dense microstructure consisting of well-bonded lamellae with micro-in-splat cracks. Based on the experimental results, it was confirmed that the microstructure of ceramic coatings transfers from a typical lamellar structure with limited bonded interfaces to a full dense structure with well-bonded interfaces, when the deposition temperature increases from room temperature to the critical bonding temperature. As a result, the erosion mechanism changes following the change of coating microstructures. For the ceramic coatings deposited by the conventional routine, the unbonded interfaces act as the pre-cracks, and the cracks tend to propagate along the limited bonded interfaces. The propagation of the cracks through the whole interface between lamellae leads to the spalling of splats. For the coatings deposited at the critical bonding temperature, lateral cracks initiate in the coating and propagate in the well-bonded splat layers, resulting in erosion in a similar way with that of bulk ceramics. With the further increase in deposition temperature, only the interlamellar bonding strength would be enhanced owing to the change of crystalline structure for Al2O3 coating (Ref 27) and formation of coherency or semi-coherency interface through epitaxial growth (Ref 28). Thus, as shown in Fig. 4, there exists a critical transition point for the erosion behavior of coatings, which is equal to the critical bonding temperature. When the deposition temperature is increased to the critical bonding temperature, the erosion rate decreases significantly. Further increasing the deposition temperature, the erosion resistance of coating improves slightly.

Erosion mechanism of ceramic coatings with different microstructures: (a) conventional coatings with lamellar structure, (b) ceramic coatings with well-bonded interfaces prepared at and above the critical bonding temperature
Conclusions
In this study, plasma-sprayed TiO2 and Al2O3 coatings with different microstructures were prepared by controlling the deposition temperature based on the critical bonding temperature concept. The erosion test for different coatings was carried out. The weight loss of coatings linearly increases with the increase in abrasives weight, which yields a constant erosion rate for each coating. Results showed that the erosion rate can be significantly reduced when the deposition temperature is higher than the critical bonding temperature since a dense coating with well-bonded lamellae was deposited at the deposition temperature higher than the critical temperature. It was revealed that erosion mechanism of plasma-sprayed ceramic coatings changes when the deposition temperature exceeds the critical bonding temperature due to different microstructures. The unbonded interfaces in the coatings deposited in conventional routine act as pre-cracks accelerating the erosion of coatings, whereas the cracks initiate and propagate in the well-bonded splat layers within the coating deposited at or above the deposition temperature. As a result, controlling the coating microstructures based on the critical bonding temperature is an effective approach to the improvement of erosion resistance of plasma-sprayed ceramic coatings.
References
A. Vardelle, C. Moreau, J. Akedo, H. Ashrafizadeh, C.C. Berndt, J.O. Berghaus, M. Boulos, J. Brogan, A.C. Bourtsalas, and A. Dolatabadi, The 2016 Thermal Spray Roadmap, J. Therm. Spray Technol., 2016, 25(8), p 1376-1440
A. McWilliams, High-Performance Ceramic Coatings: Markets and Technologies, BCC Research, 2016, 1, p 1-179
K. Yang, J. Rong, C. Liu, H. Zhao, S. Tao, and C. Ding, Study on Erosion-wear Behavior and Mechanism of Plasma-sprayed Alumina-based Coatings by a Novel Slurry Injection Method, Tribol. Int., 2016, 93, p 29-35
N. Ramanujam and T. Nakamura, Erosion Mechanisms of Thermally Sprayed Coatings with Multiple Phases, Surf. Coat. Technol., 2009, 204(1–2), p 42-53
M.S. Mahdipoor, F. Tarasi, C. Moreau, A. Dolatabadi, and M. Medraj, HVOF Sprayed Coatings of Nano-agglomerated Tungsten-Carbide/Cobalt Powders for Water Droplet Erosion Application, Wear, 2015, 330–331, p 338-347
C.J. Li, G.J. Yang, and A. Ohmori, Relationship Between Particle Erosion and Lamellar Microstructure for Plasma-Sprayed Alumina Coatings, Wear, 2006, 260(11–12), p 1166-1172
T. Foley, A. Levy, T. Foley, and A. Levy, The Erosion of Heat-Treated Steels, Wear, 1983, 91(83), p 45-64
A. Ninham, The Effect of Mechanical Properties on Erosion, Wear, 1988, 121(3), p 307-324
Y.I. Oka, H. Ohnogi, T. Hosokawa, and M. Matsumura, The Impact Angle Dependence of Erosion Damage Caused by Solid Particle Impact, Wear, 1997, 203–204(96), p 573-579
C.J. Li, G.J. Yang, and C.X. Li, Development of Particle Interface Bonding in Thermal Spray Coatings: A Review, J. Therm. Spray Technol., 2013, 22(2–3), p 192-206
A. Ohmori and C.J. Li, Quantitative Characterization of the Structure of Plasma-sprayed Al2O3 Coating by Using Copper Electroplating, Thin Solid Films, 1991, 201(2), p 241-252
A.V. Levy, The Erosion-Corrosion Behavior of Protective Coatings, Surf. Coat. Technol., 1988, 36(1–2), p 387-406
A.G. Davis, D.H. Boone, and A.V. Levy, Erosion of Ceramic Thermal Barrier Coatings, Wear, 1986, 110(2), p 101-116
J.A. Hearley, J.A. Little, and A.J. Sturgeon, The Erosion Behaviour of NiAl Intermetallic Coatings Produced by High Velocity Oxy-Fuel Thermal Spraying, Wear, 1999, 233(99), p 328-333
Y. Wang and M. Yan, The Effect of CeO2 on the Erosion and Abrasive Wear of Thermal Sprayed FeAl Intermetallic Alloy Coatings, Wear, 2006, 261(11–12), p 1201-1207
G.J. Yang and H.T. Wang, Effect of Annealing on the Microstructure and Erosion Performance of Cold-Sprayed FeAl Intermetallic Coatings, Surf. Coat. Technol., 2011, 205(23), p 5502-5509
S.W. Yao, J.J. Tian, C.J. Li, G.J. Yang, and C.X. Li, Understanding the Formation of Limited Interlamellar Bonding in Plasma Sprayed Ceramic Coatings Based on the Concept of Intrinsic Bonding Temperature, J. Therm. Spray Technol., 2016, 25(8), p 1617-1630
D.M. Gray, Y.C. Lau, C.A. Johnson, M.P. Borom, W.A. Nelson, Thermal Barrier Coatings Having an Improved Columnar Microstructure, US, US6306517[P]. 2001.
T. Chraska and A.H. King, Transmission Electron Microscopy Study of Rapid Solidification of Plasma Sprayed Zirconia—Part II. Interfaces and Subsequent Splat Solidification, Thin Solid Films, 2001, 397(1), p 40-48
V. Pershin, M. Lufitha, S. Chandra, and J. Mostaghimi, Effect of Substrate Temperature on Adhesion Strength of Plasma-Sprayed Nickel Coatings, J. Therm. Spray Technol., 2003, 12(3), p 370-376
Y.Z. Xing, C.J. Li, C.X. Li, and G.J. Yang, Influence of Through-Lamella Grain Growth on Ionic Conductivity of Plasma-Sprayed Yttria-Stabilized Zirconia as an Electrolyte in Solid Oxide Fuel Cells, J. Power Sources, 2008, 176(1), p 31-38
G.J. Yang, C.X. Li, S. Hao, Y.Z. Xing, E.J. Yang, and C.J. Li, Critical Bonding Temperature for the Splat Bonding Formation during Plasma Spraying of Ceramic Materials, Surf. Coat. Technol., 2013, 235, p 841-847
S.W. Yao, C.J. Li, J.J. Tian, G.J. Yang, and C.X. Li, Conditions and Mechanisms for the Bonding of a Molten Ceramic Droplet to a Substrate After High-speed Impact, Acta Mater., 2016, 119, p 9-25
Y. Arata, A. Ohmori, and C.J. Li, Fundamental Properties of the ACT-JP (Arata Coating Test with Jet Particles), Thermal Spray: Advances in Coatings Technology, D.L. Houck, Ed., ASM International, Orlando, FL, 1988, p 79-83
R. McPherson and B.V. Shafer, Interlamellar Contact Within Plasma-Sprayed Coatings, Thin Solid Films, 1982, 97(3), p 201-204
G.P. Tilly, A Two Stage Mechanism of Ductile Erosion, Wear, 1973, 23(1), p 87-96
S.W. Yao, T. Liu, C.J. Li, G.J. Yang, and C.X. Li, Epitaxial Growth During the Rapid Solidification of Plasma-Sprayed Molten TiO2 Splat, Acta Mater., 2017, 134, p 66-80
E.J. Yang, X.T. Luo, G.J. Yang, C.J. Li, M. Takahashi, S. Kuroda, and K.H. Kim, Impact of Deposition Temperature on Crystalline Structure of Plasma-sprayed Al2O3 Splats Revealed by FIB-HRTEM Technique, Ceram. Int., 2016, 42(1), p 853-860
Acknowledgments
The present project is financially supported by National Nature Science Foundation of China (No. 51171144).
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is an invited paper selected from presentations at the 2017 International Thermal Spray Conference, held June 7-9, 2017, in Düsseldorf, Germany, that has been expanded from the original presentation.
Rights and permissions
About this article

Cite this article
Yao, SW., Yang, GJ., Li, CX. et al. Improving Erosion Resistance of Plasma-Sprayed Ceramic Coatings by Elevating the Deposition Temperature Based on the Critical Bonding Temperature. J Therm Spray Tech 27, 25–34 (2018). https://doi.org/10.1007/s11666-017-0633-7
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-017-0633-7