
Abstract
The effects of thickness reduction on the microstructure and mechanical properties of an AA5052 aluminum alloy were investigated in this work during flow forming at room temperature. The AA5052 alloy demonstrated good flow formability when the thickness reduction was less than 60% per pass with a spindle speed of 400 rpm and a feed rate of 0.1 mm/rev. The equiaxed grains were first elongated along the axial direction and then divided into several finer grains with increasing thickness reduction. In addition, the microstructure became uniform and refined when the thickness reduction reached 50%. The initial texture transformed from Cube {001}<100> and Goss {110}<001> components to F {111}<112> and P {110}<221> components after a 10% thickness reduction. The F {111}<112> and P {110}<221> components continued to intensify with increasing thickness reduction. Correspondingly, the yield and tensile strengths of the AA5052 alloy increased from 103 and 225 MPa to 300 and 328 MPa, respectively, when the thickness reduction reached 90%. These experimental results illustrated that the improvement in mechanical properties could be attributed to grain refinement and texture evolution.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Flow forming is known to produce components with excellent dimensional accuracy and a smooth surface finish while also creating a remarkable increase in tensile properties. This process can not only increase the possibilities in terms of large reductions and changes in shape with less complex tools but also reduce the required load capacity and cost of the forming machine (Refs. 1, 2). As the demand for improved fuel economy increased, the use of aluminum alloy tubes fabricated by flow forming has grown increasingly expansive in the production of automobile and aircraft parts (Ref. 3).
In recent decades, the flow forming of aluminum alloys has been experimentally and analytically carried out at room temperature. Ekinovic et al. (Ref. 4) and Srinivasulu et al. (Ref. 5) studied the effects of reductions in the thickness, feed rate, and spindle speed of flow forming on the surface roughness of Al 99.5% and AA6082 alloy, and Davidson et al. (Refs. 6, 7) studied the effects of reductions in the thickness, feed rate, and spindle speed on the microstructure and mechanical properties of AA6061 alloys. According to the Taguchi approach, the reduction in thickness was the most important parameter in the percentage elongation and surface quality. Chang et al. (Ref. 8) examined the spinnability of AA2024 and AA7075 alloys and demonstrated a maximum thickness reduction of 40%, according to scanning electron microscopy and transmission electron microscopy. Molladavoudi et al. (Ref. 9) investigated the effects of thickness reduction on the microstructure and mechanical properties of an AA7075 alloy. The equiaxial grains formed an elongated fibrous structure, and the tensile strength increased by 64% with a mandrel speed of 280 rpm, feed rate of 0.47 mm/rev, and thickness reduction of 60%. These studies focused on the effects of processing parameters on the surface roughness, microstructure, and mechanical properties of aluminum alloys, and aging-strengthened aluminum alloys were first selected. However, few studies have been published on the microstructure and mechanical properties of strain-hardening aluminum alloy via flow forming, and the mechanics of the grain refinement and texture evolution of aluminum alloy have not been well described.
AA5052 alloy is a typical strain-hardening aluminum alloy that provides excellent plastic deformation at room temperature and displays obviously enhanced mechanical properties without further heat treatment. Many studies have examined the microstructure and mechanical properties of AA5052 alloys under various processes, such as extrusion and rolling. Tsai et al. (Ref. 10) observed the microstructure and tensile properties of an AA5052 alloy processed by equal channel angular extrusion. The researchers concluded that the as-extruded microstructure could be characterized as a mixture of elongated and equiaxed sub-grain that was finer and more uniform and had a higher strain. This uniform microstructure resulted in a yield strength of ~ 394 MPa and an ultimate tensile strength of ~ 421 MPa. Wang et al. (Ref. 11) and Zhu et al. (Ref. 12) studied the effects of cold rolling parameters on the microstructure and mechanical properties of an AA5052 alloy and demonstrated that the decreased grain size resulted in an increase in tensile strength as the thickness reduction increased. As a result, the ultimate tensile strength reached 325 MPa when the thickness reduction reached 87%. Yuan et al. (Ref. 13) investigated the effects of various thickness reductions on the mechanical properties and performed a numerical analysis of the hardening mechanism. The researchers concluded that the strain hardening resulted mainly from grain refinement and partly from texture evolution. Liu et al. (Refs. 14,15,16) explored the texture formation of a rolled AA5052 alloy in the subset of the Euler space in which 0 < φ1, φ, φ2 < π/2. The initial texture was mainly composed of a {001}<100> Cube component and {110}<001> Goss component. As the reduction increased, the Cube component decreased dramatically and transformed into the {112}<111> copper component and {110}<112> Brass component (Refs. 17, 18). The study reported that cold rolling minimized the intensity of the Cube component and that the increase in rolling reduction resulted in a more random distribution of crystallite orientations. This evolution in texture possibly contributed to the increased stretchability of sheets. These studies concluded that the mechanical properties of AA5052 alloys will be subject to its microstructure and texture evolution. Although some studies on the grain refinement and texture evolution of AA5052 alloys have been widely reported with other types of cold deformation technologies, few studies have reported on the grain refinement and texture evolution of AA5052 alloys in flow forming.
This study investigated the effects of thickness reduction on the microstructure and mechanical properties of an AA5052 alloy by flow forming at room temperature. The mechanics of grain refinement and texture evolution that corresponded to thickness reductions of AA5052 alloy were subsequently analyzed.
2 Experimental Processing
An extruded bar of commercial AA5052 aluminum alloy was used in this experiment work. The bar was homogenized by solid solution treatment at 450 °C for 1 h and quenched in water. The homogenized bar was then machined into a tube with an outer diameter of 178 mm and wall thickness of 6 mm. Figure 1(a) presents the initial microstructure of the homogenized AA5052 alloy. Equiaxial grains in the axial-radial direction (AD-RD plane) could be observed with an average size of 24 μm. As shown in Fig. 1(b), the experiments were carried out on a computerized numerical control spinning machine at room temperature. During flow forming, the roller moved along the axial direction (AD), and the mandrel rotated in the tangential direction (TD) with the tube, where the spindle speed was 400 rev/min, the feed rate was 0.1 mm/rev, and the thickness reduction per pass ranged from 5 to 60%. For small thickness reductions, the deformation of flow forming started from the bottom and stopped 10 mm from the top of the tube. When the total thickness reduction was larger than 60%, it started 30-50 mm from the bottom and stopped 10 mm from the top of the tube.

(a) Initial microstructure of the homogenized AA5052 alloy and (b) flow forming experiments
The microstructure and macrotexture of flow-formed AA5052 alloy were examined via optical microscopy (OM) and electron backscatter diffraction (EBSD) in the AD-RD plane. The appearance of surface crack after thickness reduction of 60% has been conducted using scanning electron microscope (SEM). The OM samples for optical microscopy were mechanically polished and prepared for an anodic film coating in a solution containing 5.5 g of H3BO3, 15 mL of HF, and 100 mL of distilled water. A 400 × 400 μm area with a step size of 2.0 μm and an area of 50 × 100 μm with a step size of 0.2 μm were scanned by EBSD in the middle layer. The EBSD samples were then mechanically polished and etched via electrolysis at − 30 °C in a solution containing 10 mL of HClO4 and 100 mL of C2H6O. However, excessive residual stress made it very difficult to obtain an inverse pole figure (IPF) map by EBSD when the thickness reduction exceeded 50%. The orientation distribution function (ODF) of the AA5052 alloy was calculated by TSL OIM software. Tensile flat specimens with a length of 60 mm and width of 10 mm were machined along the AD, where the thickness of the tensile samples was equal to the wall thickness of the flow-formed alloys. Tensile tests were performed on a Zwick/Roell testing machine at a tensile rate of 0.5 mm/min.
3 Results
3.1 Forming Ability
Figure 2 shows the appearance of the AA5052 alloy after flow forming at room temperature, and Table 1 presents the processing parameters and experimental results. As shown in Fig. 2(a-c), the AA5052 alloy exhibited good surfaces on both the outer and inner sides after one pass when the thickness reduction was less than 60%. When the thickness reduction reached 60%, a surface crack appeared, as shown in Fig. 2(d). The numerous dimples observed on the fracture surface (Fig. 2h-i) indicate that it is indeed ductile fracture. As shown in Fig. 2(e-g), the AA5052 alloy presented good inner and outer surfaces after two or three passes when the thickness reduction per pass was 40%. A previous study reported that an AA5052 alloy had a good surface with a total thickness reduction of 60-90% after two to four passes, with a thickness reduction of 40% per pass (Ref. 19). Therefore, we concluded that the AA5052 alloy had good flow formability when the thickness reduction per pass was less than 60% with a total thickness reduction reaching as high as 90%.

Appearance of the flow-formed AA5052 alloy: (a) 10% after one pass, (b) 30% after one pass, (c) 50% after one pass, (d) 60% after one pass, (e) 60% after two passes, (f) 80% after three passes, (g) 90% after four passes, and (h-i) SEM fracture morphology of 60% after one pass
3.2 Microstructure
Figure 3 shows the optical microstructures of the flow-formed AA5052 alloy from the outer to the inner surface in the AD-RD plane. At a thickness reduction of 10%, the microstructure near the outer surface demonstrated a small grain size and significant deformation. However, the grains were much coarser in the middle region and near the inner surface region, which could be attributed to the greater equivalent plastic strain in the region near the outer surface (Ref. 20). As the thickness reduction reached 30%, deformation behavior was observed in the middle region. The grain size in the middle region experienced obvious refinement from 24 to 10 μm, and the grains near the outer surface continued to extend along the AD. When the thickness reduction reached 50% (Fig. 3g-i), the grain size showed no difference roughly from the outer to the inner surface, with grain sizes of approximately 6, 7, and 8 μm for the outer surface, middle region, and inner surface, respectively. Therefore, we concluded that the microstructure became uniform and refined when the thickness reduction reached 50% during flow forming.

Optical microstructure after flow forming under thickness reductions of (a-c) 10%, (d-f) 30%, and (g-i) 50%
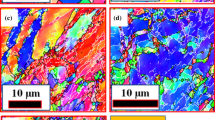
The EBSD technique was performed at low magnification to obtain further microstructure information for the flow-formed AA5052 alloy. The microstructure in the middle region of the AD-RD plane is shown in Fig. 4, with different colors representing the different grain orientations in the pictures. The initial microstructure consisted of equiaxed grain with a certain orientation, mainly near the <101> or <001> direction and almost none in the <111> direction. At a thickness reduction of 10%, the equiaxed grains started to slightly extend along the AD, and the grains showed obvious rotation, as confirmed by the presence of the <111> orientation. When the thickness reduction increased to 30%, the equiaxed grains were elongated along the AD and compressed into pancake shapes along the RD with little misorientation inside the grains. When the thickness reduction reached 50%, the elongated grains were disrupted, and the substructure and sub-boundaries developed quickly, which led to a refinement in the original microstructure (Refs. 21, 22). From the statistics produced by TSL OIM software, the average grain size decreased from 24 μm to 16, 10, and 7 μm after thickness reductions of 10, 30, and 50%, respectively. Thus, a more refined microstructure could be effectively obtained by increasing the thickness reduction.

Low-magnification EBSD images of the middle region of the AD-RD plane of the AA5052 alloy after flow forming under thickness reductions of (a) 0%, (b) 10%, (c) 30%, and (d) 50%
Figure 5 presents the high-magnification EBSD images and point-to-point misorientation profiles along a straight line in one grain. At a thickness reduction of 10%, the initial grain was slightly elongated along the AD, with a misorientation angle of less than 5°. The grain was then continuously elongated along the AD under a thickness reduction of 30%; however, no significant changes were observed in the grain size along the RD. During this period, the misorientation angle continued to increase, reaching ~ 8° at five positions in one grain, indicating that these five regions started to rotate in different directions. When the thickness reduction increased to 50%, the misorientation angle exceeded 15° at these five positions in one grain, which indicated that the initial grain could be divided via sub-boundaries into five substructures (Ref. 22). Thus, at a thickness reduction of over 30%, it was obvious that various regions were present in one grain rotated at different orientations, as they possibly underwent different strains under flow forming (Ref. 23). A high misorientation angle could then result in the formation of high-angle boundaries, resulting in further refinement (Refs. 22, 24,25,26,27). Therefore, an increase in the thickness reduction led to large misorientation angles in one grain, and it was easier for a region with a large misorientation angle (>15°) to form high-angle boundaries that could divide the initial grain into several substructures (Refs. 24, 26). Therefore, the equiaxed grain was first elongated along the AD and then divided into finer substructures as the thickness reduction increased.

High-magnification EBSD images and point-to-point misorientation profiles along a straight line within a grain in the AA5052 alloy after flow forming at (a) 0%, (b) 10%, (c) 30%, and (d) 50%
3.3 Mechanical Properties
Figure 6 presents the yield strength (σ0.2) and ultimate tensile strength (σb) curves of the flow-formed AA5052 alloy with respect to various thickness reductions. These curves showed that the yield strength was greatly enhanced from 103 to 217 MPa when the thickness reduction varied from 0 to 15%. Subsequently, the growth rate of the yield strength declined and finally became stable. The yield stress only increased from 217 to 300 MPa when the thickness reduction varied from 15 to 90%. The ultimate tensile strength increased by 31 MPa from 225 to 256 MPa when the thickness reduction varied from 0 to 15% and finally reached 328 MPa at a steady growth rate. Similarly, the AA5052 alloy demonstrated the same strengthening trend during cold rolling (Ref. 13). We observed that flow forming led to a significant increase in the yield strength and ultimate tensile strength in the AA5052 alloy (Refs. 28, 29), especially for the yield strength at a period with a small thickness reduction. This could be attributed to the synthetic effects of refinement and orientation hardening, as described in detail below.

Tensile properties of the flow0formed AA5052 alloy as a function of thickness reduction, where each circle and rectangle experimental point represents the yield strength and ultimate tensile strength at a certain thickness reduction, respectively, and the fitting curves express the tensile property trend in the flow forming experiment at different thickness reductions
4 Discussion
The experimental results showed that the yield strength was significantly enhanced with increasing thickness reduction during flow forming. The hardening behavior could be represented by the variation in yield strength (σ0.2) with different thickness reductions, which depended on the evolution of microstructure and texture (Ref. 13).
4.1 Refinement Hardening
Figure 7 shows the relationship between the grain size and hardening rate compared to the true strains of the flow-formed AA5052 alloy. The true strains were calculated from the thickness reduction using the following formula (Ref. 30):
where ε is the true strain, Δt denotes the reduction in thickness during deformation, and t is the thickness before deformation. The grain size decreased sharply from 24 to 10 μm when the thickness reduction increased from 0 to 30% (true strain, 0.36). The rate at which the grain size changed tended to decrease as the thickness reduction increased. When the thickness reduction reached 60% (true strain, 0.91), the grain size gradually decreased to ~ 6 μm. Moreover, the other polyline demonstrated the hardening rate of the yield strength (dσ0.2/dε), which could represent the hardening rate during flow forming. The trend of hardening rate followed a trend similar to that of the grain size when the thickness reduction increased. The relationships between yield strength and grain size were examined, as shown in Fig. 8. The yield strength had a linear relationship with the inverse square root of grain size when the thickness reduction increased from 10 to 60%. Figure 4 and 5 show that the grain refinement mechanism mainly came from the subdivision of elongated grains and the rotation of substructures in one grain. This deformation process was mainly associated with the intragranular movement of dislocations (Refs. 31,32,33). According to Hall–Petch relationship, grain size plays an important role in improving strength. When the grain size was very fine, the dislocation slide path was reduced, which prevented dislocation motion from increasing the strength, and deformation tended to be uniform (Ref. 34). This led to an increase in dislocations density and substructure, which contributed to the enhanced yield strength. However, it should be noted from Fig. 8 that this relationship did not satisfy the linear relationship when the thickness reduction was lower than 10%. This phenomenon could be attributed to the grain orientation that resulted in the yield stress improvement.

Grain size and hardening rate of the flow-formed AA5052 alloy versus true strains

Relationship between the yield strength and inverse square root of grain size for the AA5052 alloy
4.2 Orientation Hardening
Figure 9 presents the orientation distribution function (ODF) images of the AA5052 alloy with a thickness reduction from 0 to 50%. Figure 9(a) shows that the strong {001}<100> (φ1 = 90°, φ = 0°, φ2 = 0°), Goss {110}<001> (φ1 = 0°, φ = 45°, φ2 = 0°) components, and few Brass {110}<112> (φ1 = 35°, φ = 45°, φ2 = 0°) components were observed in the initial AA5052 alloy, where the maximum intensity was 14.5. At a 10% thickness reduction, the intensity of the Cube and Goss components started to weaken, and the Brass component nearly disappeared. The F {111}<112> (φ1 = 35°, φ = 55°, φ2 = 45°) and P {110}<221> (φ1 = 70°, φ = 50°, φ2 = 0°) components rapidly developed, and the maximum intensity decreased to 11.4 (Fig. 9b). This suggested that the Cube and Brass components rotated and evolved into F and P components during this period. At a thickness reduction of 30%, the texture component was similar to that at a thickness reduction of 10%. The F component gradually became the dominant component and the Cube and Goss textures experienced continuous weakening (Fig. 9c). The maximum intensity also slightly increased to 12.2. At a 50% thickness reduction, the F and P components became the main components with the enhancement of the P component, whereas the proportion of other components was very small (Fig. 9d). During flow forming, the initial Cube and Goss components sharply decreased and transformed to the F and P components when the thickness reduction was less than 10%. In the asymmetrical rolling of the aluminum alloy, the Cube component significantly decreased as the velocity increased; however, the deformed texture transformed from a Cube component to Copper and Brass components (Ref. 35). This illustrated that the texture evolution was affected by plastic deformation processing. Accompanied by the texture evolution, the yield strength rapidly increased when the thickness reduction was lower than 10%. This indicated that the texture evolution significantly contributed to strength enhancement.

ODF images of the flow-formed AA5052 alloy at thickness reductions of (a) 0%, (b) 10%, (c) 30%, and (d) 50%
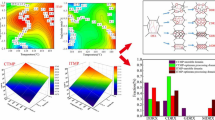
The effects of orientation distribution on the yield strength were depicted by Taylor factor \({\bar{\text{M}}}\) and (\({\text{d}}{\bar{\text{M}}}/{\text{d}}\varepsilon\)), where \(\left( {1/{\bar{\text{M}}}} \right)({\text{d}}{\bar {\text{M}}}/{\text{d}}\varepsilon )\) referred to the hardening/softening rates during deformation based on the positive/negative sign (Refs. 11, 13), and the average Taylor factor was calculated by orientation distribution functions. Figure 10 shows the relationship between the Taylor factor and \(\left( {1/{\bar{\text{M}}}} \right)({\text{d}}{\bar {\text{M}}}/{\text{d}}\varepsilon)\) as a function of true strain. The results illustrated that at a true strain of 0.1, the Taylor factor sharply increased to 2.83 and \(\left( {1/{\bar{\text{M}}}} \right)({\text{d}}{\bar {\text{M}}}/{\text{d}}\varepsilon )\) greatly decreased to 1.0. This meant that orientation hardening developed quickly at this time. During this period, the initial Cube and Goss components transformed into F and P components. Then, the Taylor factor slowly increased with smaller \(\left( {1/{\bar{\text{M}}}} \right)({\text{d}}{\bar {\text{M}}}/{\text{d}}\varepsilon )\). The texture component was constant except for the increase in texture intensity. Notably, the strength was enhanced with transformation from Cube components into F and P components when the thickness reduction was less than 10%. Therefore, texture evolution was another important factor in improving the strength when the thickness reduction increased from 0 to 10%. However, in the cold rolling of aluminum alloys, some researchers found that orientation hardening had a stronger effect on the flow stress for larger strain deformations (Refs. 13, 36, 37). Similar to cold rolling, the \({\text{d}}{\bar{\text{M}}}/{\text{d}}\varepsilon\) value of the AA5052 alloy was always positive, which meant that orientation softening did not occur during the flow forming process.

Variation in the Taylor factor and the value of \(\left( {1/{\bar{\text{M}}}} \right)({\text{d}}{\bar {\text{M}}}/{\text{d}}\varepsilon )\) with true strain
Therefore, we inferred that refinement was the important strengthening mechanism of the AA5052 alloy throughout flow forming. In addition, when the thickness reduction increased from 0 to 10%, refinement and texture evolution worked together to improve the strength of the AA5052 alloy.
5 Conclusions
The effects of thickness reduction on the microstructure and mechanical properties of an AA5052 aluminum alloy during flow forming were investigated at room temperature, and the following conclusions were drawn.
-
1.
The AA5052 alloy had good flow formability when the thickness reduction was less than 60% per pass with a total thickness reduction as high as 90% with a spindle speed of 400 rpm and a feed ratio of 0.1 mm/rev.
-
2.
The equiaxed grains were first elongated along the axial direction and then divided into several finer grains with increasing thickness reduction. The microstructure became uniform and refined when the thickness reduction reached 50%. In addition, the texture transformed from Cube {001}<100> and Goss {110}<001>components to F {111}<112> and P {110}<221> components.
-
3.
The yield and tensile strengths increased from 103 and 225 MPa to 300 and 328 MPa during flow forming, respectively. This improvement could be mainly attributed to grain refinement throughout flow forming and texture evolution with small thickness reduction.
References
C.C. Wong, T.A. Dean, and J. Lin, A Review of Spinning, Shear Forming and Flow Forming Processes, Int. J. Mach. Tools Manuf., 2003, 43, p 1419–1435.
O. Music, J.M. Allwood, and K. Kawai, A Review of the Mechanics of Metal Spinning, J. Mater. Process. Technol., 2010, 210, p 3–23.
J. Hirsch and T. Al-Samman, Superior Light Metals by Texture Engineering: Optimized Aluminum and Magnesium Alloys for Automotive Applications, Acta Mater., 2013, 61, p 818–843.
S. Ekinovic, H. Đukic, I. Plancic, and E. Begovic, Assessment of the Surface Topography of Al 99.5% Tubular Products Formed by Cold Flow Forming Technology, Procedia Eng., 2015, 132, p 389–396.
M. Srinivasulu, M. Komaraiah, and C.S. Krishna Prasada Rao, Prediction of the Surface Roughness of AA6082 Flow-Formed Tubes by Design of Experiments, J. Mech. Sci. Technol., 2013, 27, p 1835–1842.
M.J. Davidson, K. Balasubramanian, and G.R.N. Tagore, Experimental Investigation on Flow-Forming of AA6061 Alloy—A Taguchi Approach, J. Mater. Process. Technol., 2008, 200, p 283–287.
M.J. Davidson, K. Balasubramanian, and G.R.N. Tagore, An Experimental Study on the Quality of Flow-Formed AA6061 Tubes, J. Mater. Process. Technol., 2008, 203, p 321–325.
S.C. Chang, C.A. Huang, S.Y. Yu, Y. Chang, W.C. Han, T.S. Shieh, H.C. Chung, H.T. Yao, G.D. Shyu, H.Y. Hou, C.C. Wang, and W.S. Wang, Tube Spinnability of AA 2024 and 7075 Aluminum Alloys, J. Mater. Process. Technol., 1998, 80–81, p 676–682.
H.R. Molladavoudi and F. Djavanroodi, Experimental Study of Thickness Reduction Effects on Mechanical Properties and Spinning Accuracy of Aluminum 7075-O, during Flow Forming, Int. J. Adv. Manuf. Technol., 2010, 52, p 949–957.
T.L. Tsai, P.L. Sun, P.W. Kao, and C.P. Chang, Microstructure and Tensile Properties of a Commercial 5052 Aluminum Alloy Processed by Equal Channel Angular Extrusion, Mater. Sci. Eng. A, 2003, 342, p 144–151.
B. Wang, X.-H. Chen, F.-S. Pan, J.-J. Mao, and Y. Fang, Effects of Cold Rolling and Heat Treatment on Microstructure and Mechanical Properties of AA 5052 Aluminum Alloy, Trans. Nonferr. Met. Soc. China, 2015, 25, p 2481–2489.
H. Zhu, A.K. Ghosh, and K. Maruyama, Effect of Cold Rolling on Microstructure and Material Properties of 5052 Alloy Sheet Produced by Continuous Casting, Mater. Sci. Eng. A, 2006, 419, p 115–121.
H. Yuan, J. Li, X.Y. Kong, C.C. Yu, Q.X. Yang, and W.C. Liu, Strain hardening and orientation hardening/softening in cold rolled AA 5052 aluminum alloy, Mater. Lett., 2008, 62, p 4085–4087.
W. Liu and J. Morris, Effect of Hot and Cold Deformation on the β Fiber Rolling Texture in Continuous Cast AA 5052 Aluminum Alloy, Scr. Mater., 2005, 52, p 1317–1321.
W.C. Liu and J.G. Morris, Quantitative Analysis of Texture Evolution in Cold-Rolled, Continuous-Cast AA 5xxx-Series Aluminum Alloys, Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. A, 2004, 35, p 265–277.
W.C. Liu, C.S. Man, and J.G. Morris, Lattice Rotation of the Cube Orientation to the β Fiber during Cold Rolling of AA 5052 Aluminum Alloy, Scr. Mater., 2001, 45, p 807–814.
C. Haase and L.A. Barrales-Mora, Influence of Deformation and Annealing Twinning on the Microstructure and Texture Evolution of Face-Centered Cubic High-Entropy Alloys, Acta Mater., 2018, 150, p 88–103.
F. Shen, Z. Zhou, W. Li, Z. Sun, J. Tian, C. Xie, J. Guo, Z. Liao, D. Yi, J. Zhang, H. Wang, and B. Jiang, Micro-mechanism of Texture Evolution during Isochronal Annealing of as-Annealed Hot Rolled Al-Cu-Mg Sheet, Mater. Des., 2019, 165, 107575.
C.Q. Ma, L.G. Hou, J.S. Zhang, and L.Z. Zhuang, Influence of Thickness Reduction Per Pass on Strain, Microstructures and Mechanical Properties of 7050 Al Alloy Sheet Processed by Asymmetric Rolling, Mater. Sci. Eng. A, 2016, 650, p 454–468.
M.S. Mohebbi and A. Akbarzadeh, Experimental Study and FEM Analysis of Redundant Strains in Flow Forming of Tubes, J. Mater. Process. Technol., 2010, 210, p 389–395.
M. Zhan, X. Wang, and H. Long, Mechanism of Grain Refinement of Aluminium Alloy in Shear Spinning under Different Deviation Ratios, Mater. Des., 2016, 108, p 207–216.
Q. Ma, W. Mao, B. Li, P.T. Wang, and M.F. Horstemeyer, Horstemeyer, Substructure and Texture Evolution in an Annealed Aluminum Alloy at Medium Strains, Metall. Mater. Trans. A., 2013, 44, p 4404–4415.
H.J. Bunge, Textures in Research and Practice, Chap, Springer, Berlin, 1969.
A. Rollett, F. J. Humphreys, G.S. Rohrer, and M. Hatherly, Recrystallization and Related Annealing Phenomena: 2nd Edition, 2004.
L. Qing and N. Hansen, Geometrically Necessary Boundaries and Incidental Dislocation Boundaries Formed during Cold Deformation, Scr. Metall. Mater. USA, 1995, 32, p 1289–1295.
G. Winther, X. Huang, and N. Hansen, Crystallographic and Macroscopic Orientation of Planar Dislocation Boundaries-Correlation with Grain Orientation, Acta Mater., 2000, 48, p 2187–2198.
A. Loorentz and Y.G. Ko, Effect of Differential Speed Rolling Strain on Microstructure and Mechanical Properties of Nanostructured 5052 Al Alloy, J. Alloys Compd., 2014, 586, p S205–S209.
Z. Horita, T. Fujinami, M. Nemoto, and T.G. Langdon, Improvement of mechanical properties for Al alloys using equal-channel angular pressing, J. Mater. Process. Technol., 2001, 117, p 288–292.
S.Y. Li, N. Qin, J. Liu, and X.M. Zhang, Microstructure, Texture Andmechanical Properties of AA1060 Aluminum Plate Processed by Snake Rolling, Mater. Des., 2016, 90, p 1010–1017.
D.T. Casem, Mechanical Response of an Al-PTFE Composite to Uniaxial Compression Over a Range of Strain Rates and Temperatures, Army Research Lab, Aderdeen, 2008.
Y.T. Zhu and T.G. Langdon, Influence of Grain Size on Deformation Mechanisms: An Extension to Nanocrystalline Materials, Mater. Sci. Eng. A, 2005, 409, p 234–242.
M.P. Liu, H.J. Roven, M.Y. Murashkin, R.Z. Valiev, A. Kilmametov, Z. Zhang, and Y. Yu, Structure and Mechanical Properties of Nanostructured Al-Mg Alloys Processed by Severe Plastic Deformation, J. Mater. Sci., 2013, 48, p 4681–4688.
M. Haghshenas and R.J. Klassen, Mechanical Characterization of Flow Formed FCC Alloys, Mater. Sci. Eng. A, 2015, 641, p 249–255.
C.Q. Ma, L.G. Hou, J.S. Zhang, and L.Z. Zhuang, Effect of Deformation Routes on the Microstructures and Mechanical Properties of the Asymmetrical Rolled 7050 Aluminum Alloy Plates, Mater. Sci. Eng. A, 2018, 733, p 307–315.
S. Wronski and B. Bacroix, Microstructure Evolution and Grain Refinement in Asymmetrically Rolled Aluminium, Acta Mater., 2014, 76, p 404–412.
P. Les, M. Zehetbauer, E.F. Rauch, and I. Kopacz, Cold Work Hardening of Al from Shear Deformation Up to Large Strains, Scr. Mater., 1999, 41, p 523–528.
X.Y. Wen and W.B. Lee, Orientation Hardening and Instability of an AA3003 Aluminium Alloy Sheet under In-Plane Strain Stretching, Scr. Mater., 2000, 43, p 1–7.
Acknowledgments
Authors gratefully acknowledge the supports of the National Natural Science Foundation of China (Nos. 52071211, 52071208).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Wang, F., Bao, R., Shi, L. et al. Grain Refinement and Texture Evolution of an AA5052 Aluminum Alloy during Flow Forming. J. of Materi Eng and Perform (2024). https://doi.org/10.1007/s11665-024-09755-2
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11665-024-09755-2