
Abstract
Electron beam welding of titanium alloy is easy to get high strength welded joints generally. Due to the lack of ductility and toughness, the joint often becomes a failure, which seriously affects the safety of electron beam welded components. This work is aiming at investigation on the strength and toughness control technology of Ti6Al4V alloy joints by electron beam welding with three filler materials to achieve equal strength matching welded joints with good plasticity. The results showed that the microstructures of three filling material are composed of Widmanstatten microstructure and α. The uniformity of microstructure and microhardness of fusion zone have been studied. The tensile strength and impact toughness have been researched, and the fracture morphology was observed by scanning electron microscopy. The strength of adding pure titanium joints decreased with the increase in the thickness of the joint. At the same thickness, the addition of Al can ensure the increase in plasticity and decrease the strength. Therefore, adding 0.5 mm pure titanium and 1 mm Ti4Al in sheet can obtain the joint with the same strength as the base metal and higher toughness than the base metal, and both fillers can realize the effective control of joint strength and toughness. The uniformity of microstructure and microhardness of joints adding 1 mmTi4Al is better.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Electron beam welding (EBW) technology as a high energy beam machining technology has the characteristics of high energy density (107 W/cm2), large weld depth to width ratio (60:1), small deformation and good stability during welding. The vacuum electron beam welding also provides good protection for the titanium alloy molten pool, ensuring the high quality of the weld (Ref 1,2,3). Electron beam welding is considered to be the most suitable welding technique to join the thick titanium plate due to its excellent welding quality, the high vacuum environment and large depth penetration (Ref 4,5,6,7,8,9,10).
Welding plays an important role in the use of materials. Welding structure often requires not only high strength but also good toughness. Structural instability and strength failure are the main failure modes, in which the fracture consequences of brittle failure caused by the lack of toughness are the most serious. Therefore, special attention should be paid to matching of joint strength and toughness to avoid potential safety hazards. The plasticity and toughness of electron beam welded joints decrease greatly compared to the base metal (BM), and also decrease with the conventional fusion welding method like TIG and MIG (Ref 11,12,13,14), so improvement of the dispersion of toughness of titanium alloy electron beam welded joint has become a key work, and it influences the electron beam welding to be applied in the manufacture of components on high requirements of the plasticity and toughness.
In some studies and patents, it can be seen that the Japanese company NISSAN, GE Company in the USA, Spain and Israel related research units (Ref 15,16,17,18,19,20,21), as well as other universities have tried in the welded joint using filled metal to achieve the improvement of toughness and fatigue properties of joints, although the filling metal is mainly applied in the welding dissimilar metals (Ref 22,23,24). The results of NISSAN automobile company show that the welding joint strength decreased 10%, toughness increased 57% (Ref 15) with filling of pure titanium in Ti6Al4V alloy; GE Corp and other investigators proved that the fatigue life increased 3 ~ 4 times with the same filling material in different thicknesses during nickel based alloy electron beam welding (Ref 16,17,18,19,20,21). The studies found that the lamellar microstructure is lower than equiaxed or duplex microstructure in plasticity, but higher in fracture toughness and strength instead (Ref 22, 23). For TIG welding, adding filler is a conventional welding methods (Ref 24). The beam oscillation has been used in electron beam welding to obtain weld with good matching of strength and toughness (Ref 8, 10). Therefore, it is a feasible method to improve the toughness and fatigue properties of electron beam welded joints by filling metal in the welded joint to change the alloy content of the joint.
The existing research is mainly in the thickness no more than 10 mm sheet, and only pure titanium or same alloy material was used in research. However, the uneven heating of heavy plate will have a great impact on the uniformity of the microstructure, and excessive addition of low alloying material, especially pure titanium, will result in a significant reduction in the content of alloying elements in the weld, so it will lead to the great decrease in the weld strength, and adversely affect the bearing capacity of large welded structures. So the research on strength and plastic toughness control technology of EBW joint of 20 mm titanium alloy plate is urgent. The effective control of composition microstructure can be achieved by adding pure titanium or titanium alloy with electron beam scanning, which can have high strength in the weldments, while avoiding supersaturated solid solution formed martensite produced in the weld to increase the weld ductility and toughness (Ref 25).
2 Experimental Procedure
Base metal used in the experiments was Ti6Al4V alloy in annealing condition with dimensions of 400 × 200 × 20 mm. The chemical composition of this alloy is shown in Table 1. Mechanical properties of Ti6Al4V alloy at room temperature are given in Table 2.
It can be seen that the microstructure of the base metal is a typical bimodal microstructure composed of primary α phase surrounded by partially transformed β, as shown in Fig. 1.

Microstructure of Ti6Al4V alloy: (a) low magnification and (b) high magnification
The chemical compositions and thickness of filler materials are shown in Table 3. The main elements of the three filler materials are all base metal components, there is no element that does not exist in the base metal, mainly to avoid the potential difference caused by different elements affecting the corrosion performance of the joint. Among them, Filler-1 and Filler-2 would be used to compare the effects of pure titanium thickness on the microstructure and properties of the weld; Filler-2 and Filler-3 would be used to compare the effects of different components on the microstructures and properties of the weld. The schematic diagram of filler welding is shown in Fig. 2.

Schematic diagram of filler welding
Filler plates are cut according to the welding interface dimension of the base metal, and the oxide surface of wire cutting edge is removed by mechanical machining. In order to remove the oxide and dirt, the base metal and filling material have been cleaned strictly using acid in HF (2%) + HNO3 (25%l) + H2O (73%). The material is welded immediately after cleaning.
The base metal plates to be welded are clamped to be filled with filler plates and welded together by argon arc welding. The welding gap is less than 0.1 mm, and the whole weld is uniform. Base metal flat on the pad by fixture, pressing force applied in horizontal direction and vertical direction of welding materials. The electron beam butt welding is performed by deep penetration welding combined with surface modification welding. The welding parameters are shown in Table 4. Mechanical properties of electron beam welding joint without filler metal at room temperature are shown in Table 5. The microhardness and microstructure were tested and observed at half thickness of the joint.
According to the national standard GB/T 2654-2008-Test methods for hardness of welded joints, the joints were subjected to microhardness test. The test position of the microhardness test is shown in Fig. 3. According to GB/T 4340.1 standard, microhardness test adopts VMH-104 microhardness Vickers hardness tester in 200 g holding 10 s. The measurement is from weld center to base metal testing 1 point every 0.5 mm in horizon direction, and from weld top to bottom testing 1 point every 2 mm in thickness direction.

Test positions of the microhardness
The two tensile specimens, three impact toughness specimens and one transmission electron microscopy specimens were machined from each welded plates being perpendicular to the welding direction. The tensile strength test was carried out at room temperature by Instron 5982 electronic universal testing machine. The impact toughness test was carried out by ZBC2302-B test machine at room temperature, and the tensile and impact sample sizes are shown in Fig. 4. The thickness of tensile specimen is 20 mm. The joint fractures of tensile and impact toughness test are observed under Quanta 650 scanning electron microscopy (SEM). Transmission electron microscopy (TEM) was used to examine the microstructure at high magnifications. Thinning of the disks to electron transparency was achieved by electropolishing in a solution of 5% perchloric acid, 35% butoxyethanol and 60% methanol at approximately −30 °C. The voltage was adjusted initially to achieve a current of approximately 80-100 mA and then kept constant until perforation.

Sample size diagram
3 Results and Discussion
3.1 Microstructure
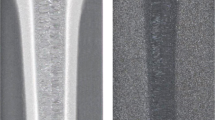
Cross-sectional macrographs of the joints are shown in Fig. 5. The joints were obtained using the welding parameters above, and no volumetric defect is observed. The cross-sectional macrograph of the joints is taper shape, and the widths of middle weld are about 3-4 mm. The macrograph of the joint can be divided into four zones: the weld metal (WM), the fusion zone (FZ), the heat-affected zone (HAZ) and the base metal (BM). There are many differences between the WM, FZ and HAZ zones of the three fillers joints.

Cross-sectional macrograph of the joints: (a) Filler-1, (b) Filler-2 and (c) Filler-3
The microstructures of three filler material welds in WM are shown in Fig. 6. The microstructures are composed of Widmanstatten and α. The WM of Filler-1 contains a large amount of Widmanstatten and a few of massive α, as shown in Fig. 6(a). A small amount of Widmanstatten and a large amount of coarse and massive α in WM of Filler-2 are shown in Fig. 6(b). The WM of Filler-3 has a large amount of Widmanstatten and a small amount of acicular α, as shown in Fig. 6(c). Further observation of the microstructure reveals that there are a large number of acicular α and a small amount of massive α in WM of Filler-1, as shown in Fig. 6(d). From Fig. 6(e), it can be seen that a large number of massive and coarse α and a small amount of acicular α in WM of Filler-2, and only a little acicular α in WM of Filler-3, as shown in Fig. 6(f).

Microstructure of WM: (a) Filler-1; (b) Filler-2; (c) Filler-3; (d) high magnification of Filler-1; (e) high magnification of Filler-2 and (f) high magnification of Filler-3
Compared to Filler-2, the massive α in WM of Filler-1 reduces, and the content of Widmanstatten microstructure in WM of Filler-1 obviously increased with decrease in α size and quantity. The massive α in WM of Filler-1 decreases significantly. This is because that the filler material of Filler-1 is reduced half compared to that of Filler-2. In the case of the same composition, base metal melted in Filler-1 increases and the proportion of alloying elements decreases less. During the welding cooling process, the β changes to produce a large amount of Widmanstatten microstructure, which reduces the amount of α phase transformed by β. Meanwhile, because α-stabilizing element Al has no time to precipitate in the rapid cooling process, the solution dissolves in the transformation structure increasing the driving force of phase structure growth, so that the phase structure is more subtle just like a small needle. At the same time, due to the uneven distribution of alloying elements, there is still little massive α in the Filler-1 weld metal.
Compared to Filler-1, there is only a small amount of grain boundary acicular α remained in the Filler-3, and the content of Widmanstatten microstructure is further increased significantly. The size and quantity of α in Widmanstatten increase, the massive α disappears, and α mainly presents acicular.
This is because that the addition of the alloying element Al in Filler-3 greatly increases the level of α-stabilizing elements in the weld and substantially reduces the martensite formation temperature resulting in a large amount of Widmanstatten generating during the welding cooling process. Because the α-stabilizing element Al is dissolved in the weld metal, the internal driving force for the growth of the phase structure decreases, so that the morphology of the α becomes finer and smaller, and becomes acicular. There are no massive α phase.
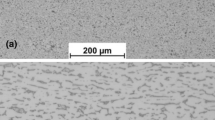
The microstructure of the three joints fusion zones is shown in Fig. 7. From Fig. 7, it can be seen that the fusion zone serves as a solid–liquid mixing zone, and there is a great difference in the uniformity of the microstructure of different filling materials. The Filler-2 uniformity is the worst, as shown in Fig. 7(b). There are a large number of massive and acicular α phases on the side near the weld, and there is Widmanstatten microstructure at the boundary and some transformed β containing secondary α and β phase close to the heat-affected zone. The uneven microstructure makes this area a weak link in joint failure.

Microstructure of FZ: (a) Filler-1; (b) Filler-2 and (c) Filler-3
By reducing the amount of pure titanium as shown in Fig. 7(a) or changing the content of alloying elements in the weld, such as Fig. 7(c), the homogeneity of the fusion zone is improved, but coarse α still can be seen in Filler-1, while in Filler-3 the microstructure slowly transitioned from Widmanstatten to transformed β, and there is no obvious massive α. So uniformity of microstructure of fusion zone in Filler-3 is the best in three joints.
The microstructure of the weld using three kinds of filler materials is shown in Fig. 8. Because of the great length-diameter ratios, martensite can be found in Fig. 8. Among them, the martensite in Filler-3 weld is fine, the width of martensite in Filler-1 is large, and the martensite in Filler-2 is very little. The weld using Filler-1 is the mixture of filler material and base metal, and the effect of base metal melting into the weld pool is greater than that of filler material. Therefore, the α stable element Al in the base metal melts into the weld pool to form supersaturated solid solution during rapid cooling. Due to the small amount of supersaturation, the number of martensite is small and the width is large. The content of pure titanium filled in weld using Filler-2 is higher, the supersaturated solid solution formed is greatly reduced, and α phase presents thick lamellae and rod shape. However, the addition of Ti4Al in weld using Filler-3 improves the stability of α, and Al element in β phase is too late to precipitate when it cools rapidly after welding, so β forms supersaturated solid solution martensite with large aspect ratio.

TEM of WM: (a) Filler-1; (b) Filler-2 and (c) Filler-3
There is no significant difference in the heat-affected zone between different filling materials, and the heat-affected zone can be divided into three areas, as shown in Fig. 9(a), (b) and (c). Since the characteristics of the heat-affected zone are the same, further observations are made for the three areas of the heat-affected zone in Fig. 9(a). In zone I, which is closer to the weld zone, the temperature during the welding process is higher and the temperature is above the β transformation temperature. During the cooling process, recrystallization process occurs and fine equiaxed grains are formed, as shown in Fig. 9(d). In zone II, which is farther from the weld, stripe grains are present, as shown in Fig. 9(e). In the zone III, which is the farthest from the weld zone, the microstructure is small, the grain boundary is not obvious, and the grain size grows bigger than the base metal, as shown in Fig. 9(f).

Microstructure of HAZ: (a) Filler-1; (b) Filler-2; (c) Filler-3; (d) high magnification of zone I; (e) high magnification of zone II and (f) high magnification of zone III
Because the base metal Ti6Al4V will inevitably melt in the welding material, the base metal will melt to form a liquid after welding heating. In the cooling process, the base metal will first convert into β phase. For Filler-1, because it is pure titanium and the thickness is thin, the base metal will melt a large number into weld during welding, so there is supersaturated β cooling and solidification to form martensite and a small amount of β phase transformation to coarse α in the cooling process. However, for Filler-2, because of its pure titanium and thick thickness, the number of base metal melting into the weld is less than Filler-1 during welding, so more β phase changes into massive α in the cooling process, and only little part near the base metal has supersaturated β cooling solidification to form martensite. For Filler-3, because it is a titanium alloy, the aluminum content is the same as that of the base metal, and the thickness is relatively thick. Therefore, there are a lot of supersaturated β during cooling and solidification to form martensite, and a small amount of β phase is transformed into α. Acicular martensite can improve the strength of weld but reduce the toughness of weld. The α can reduce the strength of the weld, but can improve the toughness of the weld. Therefore, the weld with good matching of strength and toughness can be obtained under the appropriate structure ratio.
3.2 Mechanical Properties of Welded Joints
3.2.1 Microhardness
The microhardness distribution in the horizontal direction of the three kinds of joints is shown in Fig. 10. The microhardness of the weld metal in Filler-2 is the lowest, and the mean value is 240HV0.2, which is lower than the level of the base metal. The microhardness of the weld metal in Filler-3 is the highest, and the mean value is above 300 HV0.2, which is almost same as that of base metal. The microhardness of the weld in Filler-1 is slightly lower than that of Filler-3, which is equivalent to that of base metal, but the microhardness changes greatly, while the microhardness of the Filler-3 welds is more uniform.

Microhardness of the joint in horizon direction
This is due to the addition of pure titanium in the weld, which can reduce the alloying element content. During the welding cooling process, the driving force generated Widmanstatten microstructure reduces resulting in more α in the weld, so the microhardness of the weld metal reduces. When the amount of pure titanium is small, the base metal and weld composition differ less after mixing the base metal and the filler material in the welding process. By welding thermal cycles, the weld metal produced Widmanstatten further enhance strength of weld metal, which makes the weld and base metal microhardness equivalent. With the increase in pure titanium, content of alloying elements in the weld metal declines, and α phase content increases, so the microhardness significantly reduces. Adding filler alloy, especially the solid solution strengthening effect elements Al, will increase Widmanstatten and martensite, and decrease α in weld, so it can control the ratio between Widmanstatten, martensite and α effectively. The microhardness of weld is equal to that of the base metal, and the good matching between the weld and the base metal is achieved.
The distribution of microhardness in the thickness direction of the three joint welds is shown in Fig. 11. It can be seen from the figure that there are obvious differences in the microhardness distribution of the three filler materials in the thickness direction of the weld, and there is a clear downward trend in the microhardness of Filler-1 and Filler-2. The microhardness of the weld in Filler-3 is the highest, and the mean value is above 300 HV0.2, and the uniformity of microhardness is good without large deviation. Filler-2 welds has the lowest mean microhardness, which is only 240HV0.2. While fluctuation of the microhardness of Filler-1 welds is the biggest, the microhardness in the middle of welds reaches 310HV0.2, and the microhardness at the bottom of welds is only 230HV0.2.

The microhardness of the joint in thickness direction
This is due to the addition of pure titanium in the weld, which can reduce the alloying element content. During the welding cooling process, the driving force generated Widmanstatten microstructure reduces resulting in more α in the weld, so the microhardness of the weld metal reduces. As the upper width of the weld is large, the filling material and the base metal are mixed sufficiently, the difference between the component and the base metal is small, and a large amount of Widmanstatten microstructure is formed, so the microhardness is high. While in the lower part of the weld, because of the narrow width of the weld, the filling material becomes main component, so the microhardness of the filler material determines the microhardness of the weld. Therefore, the greater difference between the component of filler material and base metal is, the greater the non-uniformity of the microhardness will be in the thickness direction.
Both Filler-1 and Filler-2 are pure titanium, which reduces the microhardness of the weld. Filler-1 is only half thickness of Filler-2, so base metal melting in Filler-1 weld is greater than that in Filler-2. Therefore, the microhardness of Filler-1 is greater than that of Filler-2. However, due to the low amount of base metal dissoluting in the bottom part, the microhardness is significantly lower than that of the upper part of the weld. The addition of Al in Filler-3 enhances the transformation power of α phase, which results in a significant increase in the content of Widmanstatten microstructure in welds. At the same time, the composition of Filler-3 is closer to that of base metal, so the microhardness of the Filler-3 welds is more uniform.
3.2.2 Tensile Strength
As shown in Table 6, the tensile strength (UTS) values of the welded joint specimens with Filler-1 and Filler-3 can be equivalent to that of base metal.
It is well in accordance with the relationship between microstructure and mechanical properties of joints. According to the microstructure and microhardness presented above, Filler-1 and Filler-3 will result in higher strength than Filler-2, and the homogeneity of composition, microstructure and microhardness makes Filler-3 the best joints with fracture position in BM.
The tensile fracture of three joints were analyzed using a SEM and the fracture morphology are displayed in Fig. 12. As shown in Fig. 12, there are lots of dimples with different size and depth in the fracture surfaces of joints. In fracture surfaces of Filler-1 joints, the dimples are uneven, as can be seen in Fig. 12(a). The dimples of fracture surfaces of Filler-2 joints are deeper and larger than that of Filler-1 joints, as can be seen in Fig. 12(b). Dimples in fracture surfaces of Filler-3 joints are more even than that of Filler-1 joints, and there are small dimples inside the large dimples, as shown in Fig. 12(c). So the tensile properties of Filler-3 are the best.

Fractographs of tensile test specimens: (a) Filler-1; (b) Filler-2 and (c) Filler-3
3.2.3 Impact Toughness Property
The Charpy impact toughness test results are presented in Table7.
The mean value of impact toughness of Filler-1 joints, Filler-2 joints and Filler-3 joints is 51 J, 68 J and 41 J, respectively. The highest impact toughness is achieved in Filler-2, which is 100% higher than that of BM. The results are consistent with the microstructure of the welded joints. Because the Filler-2 consists of high density α, the impact toughness is higher than that of BM.
The average impact toughness of Filler-3, which is lowest in the three joints, is approximately 28% higher than that of base metal. This shows that the improvement of the composition of the electron beam weld alloy of Ti6Al4V alloy can significantly improve the impact toughness of the weld.
In the test, all welding impact specimens were extended along the center of the weld until they broke. During the impact fracture process, the cracks were mainly expanded in the weld. According to the microscopic fracture analysis of the welding impact specimen, the microcosmic morphology of the above three kinds of welds at room temperature impact fracture is shown in Fig. 13. It can be seen from the fractures that the impact fracture of Filler-3 consists of small dimples, but the number of dimples is small and the fracture size is small, the fracture is relatively smooth, and the crack propagation exhibits lamellar cracking, as can be seen in Fig. 13(c); in contrast, the number of dimples in the weld impact fracture of Filler-2 is largest and the size is largest, as shown in Fig. 13(b). The surface of the fracture surface is rough and the path of the crack propagation is tortuous. It absorbs most of the external work during the process of crack propagation, which is the main reason for the improvement of its impact toughness. The impact fracture of Filler-1 consists of many dimples, as shown in Fig. 13(a).

Fractographs of impact toughness tensile test specimens: (a) Filler-1; (b) Filler-2 and (c) Filler-3
The effect of filler metal on strength and impact toughness is different. Filler-1 and Filler-2 compared the effects of pure titanium thickness on the microstructure and properties of the weld; Filler-2 and Filler-3 compared the effects of different components on the microstructures and properties of the weld. The hardness depends on both composition and thickness of filler materials. For the strength and impact toughness, the tensile strength is also dependent on both composition and thickness of filler materials, so almost the same strength is obtained for the two joint with Filler-1 (pure titanium) and Filler-3 (Ti4Al). The impact toughness is more dependent on the composition of filler materials, so the toughness of weld joint with pure titanium filler is higher than that with Ti4Al filler. At the same thickness, the addition of Al can ensure the increase in plasticity and decrease the strength. Therefore, adding 0.5 mm pure titanium and 1 mm Ti4Al can obtain the joint with the same strength as the base metal and higher toughness than the base metal, both of which can realize the effective control of joint strength and toughness. The uniformity of microstructure and microhardness of joints adding 1 mm Ti4Al is better. Due to the thin thickness of pure titanium filler metal and the welding fusion of base metal, the composition and microstructure of the joint are close to the base metal. The influence of filler material on the overall tensile strength of the joint is limited, which makes the joint strength maintain at a high level. Compared with the base metal, the alloy elements in the titanium alloy filler metal are reduced, but the martensite phase or Widmanstatten microstructure formed during welding helps to improve the strength of the weld, thus maintaining the overall high strength of the joint. The impact toughness is more sensitive to the microstructure of the joint. Massive α phases have better impact toughness, while acicular martensite can significantly reduce the impact toughness of the weld. Therefore, in order to obtain good joint strength and toughness, thin pure titanium filler metal or thicker titanium alloy filler metal should be designed. The research results are helpful for understanding the microstructures and properties of Ti6Al4V electron beam welding joints which could be used in engineering fields.
4 Conclusions
In the present work, the microstructure and mechanical properties of three filling material joints were investigated, and the relation between the both was studied. The conclusions were drawn as follows:
-
(1)
The microstructures of three filling material are composed of Widmanstatten microstructure and α. There are little massive α and some coarse α in WM of Filler-1, a large number of massive α and a small amount of coarse α in WM of Filler-2, and only a few acicular α in WM of Filler-3. There are Widmanstatten microstructure and transformed β in fusion zone. The uniformity of microstructure of fusion zone in Filler-3 is the best in three joints.
-
(2)
The microhardness in the horizontal direction of Filler-1 joint is the lowest among the three filler joint, and the mean value is 240 HV0.2. The microhardness of Filler-3 is the highest and the most uniform, and the mean value is above 300 HV0.2, which is the same as that of base metal. The microhardness in the thickness direction of Filler-1 and Filler-2 has a clear downward trend. The microhardness of Filler-3 weld is the highest, and the uniformity of microhardness is good without large fluctuations.
-
(3)
The UTS values of joints of three fillers are 938, 844 and 938 MPa, respectively. The UTS values of the welded joint specimens with Filler-1 and Filler-3 can be equivalent to that of base metal. Fracture position of Filler-3 is in WM.
-
(4)
The mean value of impact toughness of Filler-1 joints, Filler-2 joints and Filler-3 joints is 51, 68 and 41 J, respectively, which are higher than that of base metal.
References
M.S. Weglowski, S. Błacha, and A. Phillips, Electron Beam Welding—Techniques and Trends–Review, Vacuum, 2016, 130, p 72–92.
H. Schultz, Electron Beam Welding, Abington Publishing, Cambridge, 1993.
D. Dobeneck, An International History of Electron Beam Welding, Pro-beam AG & Co. KGaA, 2007, 1–20
R.R. Boyer, An Overview on the Use of Titanium in the Aerospace Industry, Mater. Sci. Eng. A, 1996, 213, p 103–114.
F. Gao, P. Li, and P. Jiang, The Effect of Constraint Conditions on Microstructure and Properties of Titanium Alloy Electron Beam Welding, Mater. Sci. Eng. A, 2018, 721, p 234–239.
F. Gao, Qi. Gao, and P. Jiang, Microstructure and Properties of Titanium Alloy Electron Beam Weldments Based on the Different Heat Input Conditions of the Same Line Energy, Vacuum, 2017, 146, p 72–77.
J. Tao, Hu. Shubing, and L. Ji, Effect of Trace Solute Hydrogen on the fatigue Life of Electron Beam Welded Ti-6Al-4V Alloy Joints, Mater. Sci. Eng. A, 2017, 684, p 542–551.
J. Kar, D. Chakrabarti, S.K. Roy, and G.G. Roy, Beam Oscillation, Porosity Formation and Fatigue Properties of Electron Beam Welded Ti-6Al-4V Alloy, J. Mater. Process. Technol., 2018, 266, p 324–239.
P. Wang, M.L.S. Nai, and W.J. Sin, Realizing a Full Volume Component by In-Situ Welding During Electron Beam Melting Process, Additive Manuf., 2018, 22, p 375–380.
J. Kar, S.K. Roy, and G.G. Roy, Influence of Beam Oscillation in Electron Beam Welding of Ti-6AL-4V, Int. J. Adv. Manuf. Technol., 2018, 94, p 4531–4541.
S. Meshram and T. Mohandas, Welding Studies on a Near-alpha Titanium Alloy, Def. Sci. J., 2017, 6(6), p 590–596.
Lu. Wei, X. Li, Y. Lei, and Y. Shi, Study on the Mechanical Heterogeneity of Electron Beam Welded Thick TI6AL4V-DT Joints, Mater. Sci. Eng. A, 2012, 540, p 135–141.
Lu. Wei, Y. Shi, Y. Lei, and X. Li, Effect of Electron Beam Welding on the Microstructures and Mechanical Properties of Thick TI6AL4V-DT Alloy, Mater. Des., 2012, 34, p 509–515.
X. Yang, S. Li, and H. Qi, Ti–6Al–4V Welded Joints via Electron Beam Welding: Microstructure, Fatigue Properties, and Fracture Behavior, Mater. Sci. Eng. A, 2016, 597, p 225–231.
T. Kakimi, M. Nakanose, and H. Satoh, Method of welding titanium alloy parts with titanium insert. 1982, United States patent, 371734
General Electric Company Schenectady, NY 12345(US), Method of energy beam welding of single-crystal superalloys. 2002, European patent application, 02258383.5
G. Madhusudhan Reddy, T. Mohandas, and G.R.N. Tagore, Weldability Studies of High-Strength Low-Alloy Steel Using Austenitic Fillers, J. Mater. Process. Technol., 1995, 49, p 213–228.
R. Braun, Nd:YAG Laser Butt Welding of AA6013 Using Silicon and Magnesium Containing Filler Powders, Mater. Sci. Eng. A, 2006, 426, p 250–262.
J.L. Barreda, F. Santamaría, X. Azpiroz, A.M. Irisarri, and J.M. Varona, Electron Beam Welded High Thickness Ti6Al4V Plates Using Filler Metal of Similar and Different Composition to the Base Plate, Vacuum, 2001, 62, p 143–150.
A.M. Irisarri, J.L. Barreda, and X. Azpiroz, Influence of the Filler Metal on the Properties of Ti–6Al–4V Electron Beam Weldments. Part I: Welding Procedures and Microstructural Characterization, Vacuum, 2010, 84, p 393–399.
J.L. Barreda, X. Azpiroz, and A.M. Irisarri, Influence of the Filler Metal on the Mechanical Properties of Ti–6Al–4V Electron Beam Weldments, Vacuum, 2010, 85, p 10–15.
Xu. Jianwei, W. Zeng, Y. Zhao, and Z. Jia, Effect of Microstructure Evolution of the Lamellar Alpha on Impact Toughness in a Two-Phase Titanium Alloy, Mater. Sci. Eng. A, 2017, 676, p 434–440.
S. Waheed, Z. Zheng, D. Balint, and F. Dunne, Microstructural Effects on Strain Rate and Dwell Sensitivity in Dual-Phase Titanium Alloys, Acta Mater., 2019, 162, p 136–148.
K. Abbasi, B. Beidokhti, and S.A. Sajjadi, Microstructure and Mechanical Properties of Ti-6Al-4V Welds Using α, Near-α and α+β Filler Alloys, Mater. Sci. Eng. A, 2017, 702, p 272–278.
T. Ahmed and H.J. Rack, Phase Transformations During Cooling in α+β Titanium Alloys, Mater. Sci. Eng. A, 1998, 243, p 206–211.
Acknowledgments
The authors acknowledge the financial support provided by the National and local union Engineering Center for advanced titanium and titanium alloy materials technology and Key scientific research projects in Henan Province of China (No. 201200211400). Thanks Yuxin Geng for the help in some discussion.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Gao, F., Mei, W., Shi, H. et al. Study on the Strength and Plastic Toughness Control Technology of Electron Beam Welding Joint of Titanium Alloy. J. of Materi Eng and Perform 33, 2502–2512 (2024). https://doi.org/10.1007/s11665-023-08140-9
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-023-08140-9