
Abstract
At present, the heat treatment process tends to focus on the strength and toughness of high strength steel, while ignoring the softening behavior of welding heat-affected zone (HAZ). The effect of austenitizing temperature and tempering temperature on mechanical properties and HAZ softening behavior of ultra-high strength steel (UHSS) are investigated. The results indicate that the optimum combination of strength, toughness and degree of HAZ softening can be achieved by quenching at 950 °C and tempering at 650 °C. With the increase of austenitizing temperature from 890 to 980 °C, more carbides dissolved in the matrix and the prior austenite grain size (PAGS) increased. Therefore, after tempering at 650 °C, the strength increases first and then decreases slightly under the combined effect of the enhancement of precipitation strengthening and the decline of grain boundary strengthening. When the tempering temperature increases from 350 to 650 °C, the toughness of the samples quenched at 950 °C increases from 27.3 to 73.1 J, attributed to the decrease of carbon content and dislocation density of the matrix, and the increase of high-angle grain boundary (HAGBs) density. The austenitizing temperature has a great influence on the degree of HAZ softening. With the austenitizing temperature increasing from 920 to 980 °C, the degree of HAZ softening becomes more serious due to the over-grown recrystallized grains and coarsened carbides.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In recent years, ultra-high strength steels (UHSSs) have been developed and applied in the large tonnage construction machinery and aerospace industry for achieving a high load-carrying capacity while being simultaneously lightweight (Ref 1,2,3). However, the strength tends to be increased at the expense of toughness, ductility and weldability due to the higher carbon equivalent (Ref 4, 5).
Therefore, low carbon and microalloying have been often used in the composition design of UHSSs to decrease carbon equivalent. Moreover, the thermo-mechanically controlled process (TMCP) and quenching-and-tempering (Q&T) process are typically used for achieving an excellent balance of mechanical properties (Ref 4, 6). TMCP process requires the precise control of finish rolling temperature, deformation schedule, cooling rate, and cooling stop temperatures, coupled with a specific alloy design (Ref 7). Q&T process is a traditional way to obtain balanced mechanical properties of high-strength steel. Q&T steels are considered the highest strength structural steels with excellent toughness due to their fine-grained tempered martensite/bainite (Ref 8, 9). Compared with TMCP steels, Q&T steels tend to tolerate higher carbon content with a favorable combination of strength and toughness (Ref 10).
Variation in processing ways of Q&T can have a great influence on the microstructure and properties. One study examined that the toughness of high-frequency induction heating tempering was higher than that of traditional tempering (Ref 11). Speer et al. (Ref 12) proposed a heat treatment process through quenching-and-partitioning (Q&P) to improve the combination of strength and toughness. Hsu et al. (Ref 13, 14) suggested a novel quenching-partitioning-tempering (Q-P-T) process to raise strength further, adding a precipitation hardening step to the Q&P process. For different steels, the improvement effect of the online direct quenching-and-tempering (DQ&T) process and reheat quenching-and-tempering (RQ&T) process was also different (Ref 15, 16).
Although the Q&T process can obtain satisfactory mechanical properties of UHSS, its microstructure is rather susceptible to high temperatures, especially when the actual temperature is higher than the tempering temperature (Ref 17). For example, local softening often happens in the heat-affected zone (HAZ) of the Q&T high strength steel during welding, especially in the inter-critical HAZ (ICHAZ) and sub-critical HAZ (SCHAZ) (Ref 18). It has been shown that the softening zone has a decisive influence on the strength of Q&T joints (Ref 19). If the strength and hardness are lower than those of the base metal, the strength of the welded joint of Q&T high strength steel will seriously deteriorate (Ref 20, 21). Therefore, in addition to the strength and toughness of Q&T UHSSs, the softening behavior of HAZ should also be given enough attention.
In this study, the RQ&T schemes were reasonably designed to improve the combination of strength and toughness. In addition, the softening behavior of HAZ was considered to obtain a heat treatment process with a great combination of mechanical properties and degree of HAZ softening. This study will provide a reference for the design of Q&T heat treatment process of UHSS.
2 Experimental Procedure
2.1 Material
The experimental steel is a kind of ultra-high strength seamless steel tube recently developed for construction machinery. The thickness is 8.3 mm and the microstructure is tempered sorbite. The chemical composition of the experimental steel is listed in Table 1. The Ac1 and Ac3 temperatures simulated by JMatPro software are 748 and 852 °C under equilibrium conditions, respectively. The schematic diagram of Q&T heat treatment process including austenitizing temperatures (AT), tempering temperatures (TT) and room temperature (RT) is shown in Fig. 1. Table 2 shows the parameters of each group of samples with different heat treatment processes.

Schematic diagram of the Q&T heat treatment process
2.2 Mechanical Properties
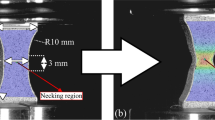
The ultimate tensile strength (Rm), 0.2% offset yield strength (Rp0.2) and elongation (A) of the experimental steels after different heat treatments were investigated by tensile tests. The impact toughness was measured through the specimen with the dimension of 5.0 × 10.0 × 55.0 mm at − 20 °C, according to ASTM E23-2018. The dimensions of tensile and Charpy impact specimens are shown in Fig. 2. Each test was carried on 3 times to estimate the average value under the same test condition.

Dimensions of (a) tensile specimen and (b) Charpy impact specimen (unit: mm)
2.3 Welding Test
The gas tungsten arc welding without filler wire was used in this research. The robot (Panasonic TM-1400GIII) was utilized to control the welding voltage, current and time, as shown in Fig. 3(a). The samples for welding were taken out from the seamless steel tubes after different heat treatment processes. The dimension of the samples was 40.0 × 30.0 mm, as shown in Fig. 3(b). The welding was conducted with the voltage of 16 V and current of 120 A for 5 s, to ensure the same heat input conditions for different specimens. Then cut the welding joints longitudinally and observe the macroscopic morphology of the joints with ultra-depth field microscopy (VHX-2000C), as shown in Fig. 3(c).

(a) The welding equipment, (b) welding specimens, (c) cross-sectional specimens
In order to explore the HAZ softening behavior of experimental steels under different Q&T processes, the hardness of each region in the welding joints was measured, as shown in Fig. 4. The weld metal (WM) was measured from the weld centerline at intervals of 0.5 mm. The microstructure of HAZ evolved with the peak temperatures between the solidus temperature and Ac1 most drastically. Therefore, the HAZ was tested per 0.25 mm to explore the variation of hardness with the microstructure. The base metal (BM) with the peak temperatures below Ac1 was tested every 0.5 mm. The hardness values were determined by the Vickers microhardness tester with a loading force of 1.0 kg for 15 s. The softening zone was taken from the position where hardness was 10 HV1 lower than that of BM to the position where the hardness was restored to that of BM, as shown in Fig. 4.

Schematic diagram of hardness test for the welding joint and the measurement method of softening zone
2.4 Microstructural Characterization
The metallographic specimens after grinding, polishing and etching with a 4% nitric acid and alcohol mixture can be used for light microscope (OM) and scanning electron microscopy (SEM). The crystallographic characteristics can be obtained from Electron Backscatter Diffraction (EBSD) specimens, which were electrolytically polished at 30 V for 25 s in a solution of 5% perchloric acid and 95% alcohol. The EBSD data was analyzed by using TSL OIM software.
3 Results
3.1 Mechanical Properties
3.1.1 Tensile Properties
Figure 5(a) presents the tensile properties of the samples tempered at 650 °C under different austenitizing temperatures. With the increase of austenitizing temperature from 890 to 950 °C, Rm and Rp0.2 increased monotonically by 6.5 and 5.5%, respectively. However, when the temperature reached 980 °C, Rm and Rp0.2 no longer increased, but decreased slightly. With the increase of austenitizing temperature, the elongation (A) increased from 15.2 at 890 to 16.8% at 980 °C. Especially in the austenitizing temperature range from 920 to 980 °C, the elongation was almost unchanged. These results indicated that the austenitizing temperature exerts a little effect on the room temperature elongation of the samples in the narrow temperature range.

Tensile properties of the samples (a) quenched at different austenitizing temperatures and tempered at 650 °C, (b) quenched at 950 °C and tempered at different tempering temperatures
Figure 5(b) shows the strength and elongation of the samples at different tempering temperatures on the premise of the optimum austenitizing temperature of 950 °C, respectively. As the previous study on the Q&T process shows, the quenched sample is very sensitive to tempering temperatures (Ref 22). With the increase of tempering temperature, Rm and Rp0.2 decreased significantly. The values of Rm and Rp0.2 decreased monotonically by 18.6 and 13.0% from 350 to 650 °C, respectively. It was mainly caused by the precipitation of carbon from supersaturated martensite and the relief of internal stress (Ref 23). However, from 550 to 650 °C, the strength decreased little. Contrary to strength, the elongation increased significantly with the increasing tempering temperatures. It increased from 11.3 at 350 to 16.8 at 650 °C monotonically, attributed to the decreasing defect density and increasing deformation continuity (Ref 15). This trend revealed that the high tempering temperature has a beneficial effect on the ductility of the Q&T UHSS.
3.1.2 Impact Toughness
The impact toughness of the samples quenched at different austenitizing temperatures and tempered at 650 °C is shown in Fig. 6(a). At the tempering temperature of 650 °C, the impact toughness was almost unchanged with the increase of austenitizing temperature. These results revealed that within a narrow temperature range, the austenitizing temperature has little effect on the impact toughness of the samples tempered at 650 °C. Figure 6(b) shows the impact toughness of the samples quenched at 950 °C and tempered at different tempering temperatures. The impact toughness of the samples quenched at 950 °C increased from 27.7 at 350 to 73.3 J at 650 °C. This indicated that the reasonable increase of tempering temperature was beneficial to improving the impact toughness.

Impact toughness of the samples (a) quenched at different austenitizing temperatures and tempered at 650 °C, (b) quenched at 950 °C and tempered at different tempering temperatures
3.1.3 Hardness
Figure 7(a) shows the hardness distribution of the weld joints with different austenitizing temperatures at the tempering temperature of 650 °C. The hardness distribution in each region of the joint was different due to the uneven microstructure formed by the uneven peak temperatures during welding. As shown in Fig. 7(a), the joint was divided into WM, HAZ and BM for the hardness test. The hardness distribution of the 4 group samples was mostly the same in WM and HAZ with the peak temperatures above Ac1. With the distance from the weld center increasing, the hardness began to decrease when entering the ICHAZ region (the shadow part in Fig. 7a). When the peak temperature was slightly lower than Ac1, the hardness reached the lowest value of the joint in the SCHAZ region. Then the hardness gradually recovered with the distance from the weld center increasing. Until the peak temperature was lower than the tempering temperature of each sample, the hardness was recovered to the original hardness of BM. According to the measurement method of softening zone in Fig. 4, when tempering at 650 °C, the austenitizing temperature of samples had little effect on the width of softening zone, which remained between 0.75 and 1.25 mm.

(a) Hardness distribution and (b) the minimum hardness values and maximum softening rates of the weld joints with different austenitizing temperatures at the tempering temperature of 650 °C
Figure 7(b) presents the minimum hardness values and maximum softening rates of the 4 group joints. The softening rate is defined as the percentage of the lost hardness to the hardness of BM. Therefore, the region of the lowest hardness corresponds to the maximum softening rate and the most severe softening behavior of the joint. With the increase of austenitizing temperature, the minimum hardness value first increased and then decreased (Fig. 7b). From 890 to 920 °C, the minimum hardness increased from 331 HV1 to a peak value of 341 HV1. With the austenitizing temperature increasing from 920 to 980 °C, the minimum hardness decreased to 323 HV1. As shown in Fig. 7(b), the maximum softening rate monotonically increased from 6.9 at 890 to 14.1% at 980 °C. The results suggested that the appropriate austenitizing temperature is beneficial to improving the HAZ softening behavior of the Q&T UHSS during welding.
Figure 8(a) shows the hardness distribution of the welding joints quenched at 950 °C at different tempering temperatures. Similar to the above results, the hardness of the joint began to decrease from the ICHAZ region (the shadow part in Fig. 8a) and reached the lowest value in the SCHAZ region. Obviously, the tempering temperature had a great influence on the width of softening zone, which decreased from 4.25 at 350 to 1.25 mm at 650 °C. The decreased width of softening zone could improve the strength of welding joints (Ref 19,20,21).

(a) Hardness distribution and (b) the minimum hardness values and maximum softening rates of the weld joints quenched at 950 °C at different tempering temperatures
With the increase of tempering temperature, the minimum hardness was almost unchanged, about 333 HV1, as shown in Fig. 8(b). It is indicated that tempering temperature has little effect on the minimum hardness. However, the maximum softening rate decreased monotonically from 24.8 at 350 to 8.9% at 650 °C. This is mainly because the lower the tempering temperature, the higher hardness of the base metal. Therefore, the hardness loss is more severe at higher temperatures. The results indicated that a reasonable increase of tempering temperature could improve the softening behavior of HAZ, under the premise of a favorable combination of strength and toughness.
3.2 Microstructure
3.2.1 Effect of Austenitizing Temperature
Figure 9 shows the OM micrographs of the samples tempered at 650 °C with different austenitizing temperatures. It can be seen that with the increase of austenitizing temperature, the recrystallized grain size of high-temperature tempering at 650 °C significantly increases. It is mainly affected by the prior austenite grain size (PAGS) at different austenitizing temperatures. Therefore, the grain boundary strengthening effect of the samples declined with the increasing austenitizing temperatures.

OM micrographs of the samples tempered at 650 °C with different austenitizing temperatures: (a) 890 °C, (b) 920 °C, (c) 950 °C, (d) 980 °C
The SEM micrographs of the samples tempered at 650 °C with different austenitizing temperatures are presented in Fig. 10. The sample quenched at 890 °C seemed to have the most coarsen carbides due to the carbides being insoluble to the matrix at 890 °C (Fig. 10a). However, with the increase of austenitizing temperature, more carbides dissolved into the matrix during austenitizing. Therefore, the precipitated carbides were finer in a more dispersed distribution during tempering (Ref 24). It can be observed that the size of carbides decreased and the distribution seemed to be more dispersed with the austenitizing temperature increasing from 890 to 980 °C. It enhanced the precipitation strengthening effect.

SEM micrographs of the samples tempered at 650 °C with different austenitizing temperatures: (a) 890 °C, (b) 920 °C, (c) 950 °C, (d) 980 °C
3.2.2 Effect of Tempering Temperature
Figure 11 shows the microstructural evolution of the specimens quenched at 950 °C and tempered at different temperatures of 350, 450, 550 and 650 °C. As shown in Fig. 11(a), the lath morphology tempered at 350 °C was obvious. With the increase of tempering temperature, the laths gradually decomposed into fine carbides accompanied by the dissolution of the original spherical carbides (Fig. 11b, c). Until the tempering temperature reached 650 °C, the laths were almost discomposed and finer carbides were precipitated in the dispersed distribution (Fig. 11d). However, some carbides were still distributed along the original laths and grain boundaries.

SEM micrographs of the samples quenched at 950 °C and tempered at different temperatures of (a) 350 °C, (b) 450 °C, (c) 550 °C, (d) 650 °C
Figure 12 shows the crystallographic orientation maps and misorientation distribution maps of the samples quenched at 950 °C and tempered at different temperatures. With the increase of tempering temperature from 350 to 450 °C, the grain size changed little (Fig. 12a, b). When the tempering temperature reached 550 °C, some small recrystallized grains emerged and the effective grain size decreased (Fig. 12c). After tempering at 650 °C, the fine recrystallized grains were generated at the expense of the larger lath-shaped grains (Fig. 12d). At the same time, the density of high-angle grain boundaries (HAGBs > 15° shown in blue) increased significantly (Fig. 12h).

Crystallographic orientation maps and misorientation distribution maps of the samples quenched at 950 °C and tempered at different temperatures (a, e) 350 °C, (b, f) 450 °C, (c, g) 550 °C, (d, h) 650 °C
Figure 13(a) shows the grain size distribution of the samples quenched at 950 °C and tempered at different temperatures. It can be seen that with the increase of tempering temperature, the proportion of grain size smaller than 4 μm increased, and the proportion of grain size between 8 and 10 μm decreased. This is attributed to the increasing degree of recrystallization with increasing tempering temperature. Until the tempering temperature exceeded 550 °C, the large grain size larger than 8 μm disappeared completely. It indicated that the reasonable tempering temperature is beneficial to the recrystallization of the matrix to refine grain size.

(a) Grain size distribution and (b) grain boundary density of the samples quenched at 950 °C and tempered at different temperatures
The variation of grain boundary density at different tempering temperatures is shown in Fig. 13(b). It can be seen that tempering at lower temperatures of 350 and 450 °C had a limited effect on the density of HAGBs and LAGBs. However, when the tempering temperature reached 550 °C, the density of LAGBs increased obviously from 0.98 to 1.43 μm−1. It was likely caused by the increase of precipitated carbides at higher tempering temperatures, providing more sites for the aggregation of dislocations. When the tempering temperature reached 650 °C, the density of HAGBs increased significantly from 0.99 to 1.25 μm−1, which was consistent with the observation in Fig. 12(g), (h).
3.2.3 Microstructure in the Softening Zone
According to the hardness distribution, the tempering temperature has little effect on the minimum hardness value, while the austenitizing temperature has a great influence. Therefore, the HAZ softening behavior of the Q&T UHSS at different austenitizing temperatures should be emphatically analyzed combined with microstructure observation. The junction of ICHAZ and SCHAZ was the region where the hardness loss was most severe. As shown in Fig. 14, the microstructure of the HAZ softening zone of the samples tempered at 650 °C with different austenitizing temperatures of 890, 920, 950, and 980 °C are shown, respectively. The microstructure of the ICHAZ was a mixture of the matrix and austenite cooling transformation products. The SCHAZ was the most severely softened region, which was tempered at the peak temperature close to Ac1 during welding. With the increase of the austenitizing temperature, the grain size of the over-tempered matrix of the SCHAZ increased significantly. The nature of the microstructural evolution of the SCHAZ regions was consistent with the BM of the samples quenched at different austenitizing temperatures. The results suggest that when the welding peak temperature or tempering temperature is lower than Ac1, the PAGS has a great influence on the grain size of the final tempered microstructure. The over-grown recrystallized grain would significantly affect the grain boundary strengthening effect of the SCHAZ.

OM micrographs of the HAZ softening zone of the samples tempered at 650 °C with different austenitizing temperatures: (a) 890 °C, (b) 920 °C, (c) 950 °C, (d) 980 °C
Figure 15 shows the SEM micrographs of the SCHAZ regions of the samples quenched at different austenitizing temperatures. The carbides insoluble into the matrix at the austenitizing temperature of 890 °C likely remained in the SCHAZ (Fig. 15a). In addition to the original undissolved carbides (as pointed out by the arrow), more carbides were precipitated from the matrix and grew during welding, as shown in Fig. 15(a). However, when the austenitizing temperature reached 920 °C, the number of the undissolved carbides in the SCHAZ decreased significantly. It was attributed to the further dissolution of carbides at higher austenitizing temperatures. With the increase of austenitizing temperature from 920 to 980 °C, the carbides in the SCHAZ regions of the corresponding welding joints were obviously coarsened (especially near the grain boundaries and substructure). The coarsened carbides would reduce the precipitation strengthening effect of the SCHAZ, resulting in the decline of hardness.

SEM micrographs of the SCHAZ region of the samples tempered at 650 °C with different austenitizing temperatures: (a) 890 °C, (b) 920 °C, (c) 950 °C, (d) 980 °C
4 Discussion
4.1 Effect of Austenitizing Temperature
The austenitizing temperature significantly affects the dissolution and distribution of alloying elements and the PAGS during quenching (Ref 24). Lower austenitizing temperature may cause insufficient dissolution and uneven distribution of alloying elements, while higher austenitizing temperature can make the prior austenite grain coarse (Ref 25).
When austenitizing at 890 °C, more undissolved carbides remained in the matrix tempered at 650 °C, as shown in Fig. 10. On the one hand, undissolved carbides could fix grain boundaries and hinder grain growth at high austenitizing temperatures (Ref 26, 27). The small PAGS can provide more sites for recrystallization nucleation and keep the recrystallized grain size fine after tempering at 650 °C (Fig. 9a). On the other hand, the insufficient dissolution of alloy elements reduced the number and dispersion of carbides precipitated during tempering. With the increase of austenitizing temperature, more carbides dissolved into the matrix, making carbides finer and precipitated more dispersively during tempering (Fig. 10a, b, c, and d). At the same time, the decrease in the number of the remained carbides was detrimental to inhibiting the grain growth, resulting in the increase of the PAGS at higher temperatures. Therefore, the recrystallized grain size tempered at 650 °C increased with the austenitizing temperature increasing (Fig. 9).
When the austenitizing temperature increased from 890 to 950 °C, the enhancement of precipitation strengthening effect was greater than the loss of grain boundary strengthening effect, resulting in the increase of strength after tempering at 650 °C (Fig. 5a). However, when austenitizing temperature increased to 980 °C, the strength decreased mainly due to the increased recrystallized grain size after tempering at 650 °C. The increased precipitation strengthening effect could not compensate for the loss of grain boundary strengthening effect, resulting in the declining strength from 950 to 980 °C. Therefore, the highest strength of the samples tempered at 650 °C can be obtained by quenching at 950 °C.
4.2 Effect of Tempering Temperature
The substructure of martensite includes two types of internal interfaces: packet boundaries and lath boundaries (Ref 28). When tempering at high temperatures, the packet boundaries gradually transformed into new high-angle ferrite grain boundaries (Ref 22, 28). Therefore, the density of HAGBs increased from 0.99 to 1.25 μm−1, with the increase of tempering temperature from 550 to 650 °C. In the analysis of EBSD data, the effective grain size is separated by the HAGBs with misorientation greater than 15° (Ref 29). Accordingly, the effective grain size decreased from 550 to 650 °C in Fig. 13(a).
In the tempering process, the alloy elements tend to segregate at the grain boundaries and substructure such as martensite lath boundaries, which can provide the location for carbide nucleation (Ref 30, 31). With the increase of tempering temperature, the martensite lath boundaries gradually decomposed into the carbides distributed along the boundaries (Fig. 11). Figure 16 shows that the dislocation density obtained from the X-Ray Diffraction (XRD) data utilizing the modified Williamson-Hall (MWH) method (Ref 32). With the increase of tempering temperature, the internal stress was released and the dislocation density monotonically decreases from 6.78 × 1015 at 350 to 2.54 × 1015 m−2 at 650 °C. According to the Morito-Hutchinson (M-H) equation (Ref 33) \(\rho \times 10^{ - 15} = 0.7 + 3.5\) C%, the trend of dislocation density and carbon content in martensite is consistent and proportional. It indicated that the carbon content in the matrix also decreased with the increase of tempering temperature.

The dislocation density of the samples quenched at 950 °C and tempered at different temperatures
With the increase of tempering temperature, the solution strengthening and dislocation strengthening effect decreased, resulting in the monotonic decrease of the strength. But when the tempering temperature increased from 550 to 650 °C, the Rm and Rp0.2 decreased little. It was attributed to the increased density of HAGBs and the more dispersed carbides, which enhanced the effect of grain boundary strengthening and precipitation strengthening, respectively. These features likely offset the decline of solution strengthening and dislocation strengthening,
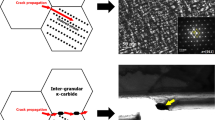
It has been confirmed that HAGBs can effectively hinder crack propagation and improve toughness (Ref 34). In addition, the decrease of carbon content and dislocation density is beneficial to the improvement of toughness (Ref 35). Therefore, with the increase of tempering temperature, the toughness was improved attributed to the decrease of carbon content and dislocation density of the matrix, and the increase of HAGBs density.
4.3 Softening Behavior in the SCHAZ
The grain size of the SCHAZ mainly depended on the austenitizing temperature. With the increase of austenitizing temperature, the PAGS increased, resulting in the grain size of the SCHAZ increasing after tempering during welding (Fig. 14). This change law was consistent with the microstructural evolution of the samples tempered at 650 °C with increasing austenitizing temperatures.
The undissolved carbides at the lower austenitizing temperature of 890 °C still remained in the SCHAZ, as shown in (Fig. 15a). With the austenitizing temperature reaching 920 °C, the number of undissolved carbides may have decreased and the precipitated carbides were finer. The larger PAGS at higher austenitizing temperatures can provide fewer sites for the carbide nucleation during tempering (Ref 28). With the increase of grain size tempered from 920 to 980 °C, the density of grain boundaries and substructure decreased significantly, which was detrimental to the nucleation of carbides and beneficial to the growth of carbides. Moreover, carbon and alloy elements tend to segregate at the grain boundaries and substructure during tempering. The increased elemental concentration close to the grain boundaries and substructure due to their decreased density would benefit the growth of carbides. Therefore, with the austenitizing temperature increasing from 920 to 980 °C, the carbides precipitated in the SCHAZ were coarsened, especially close to the grain boundaries and substructure (Fig. 15c, d).
According to the Hall–Petch effect, grain refinement can improve the strength of steel (Ref 36). Therefore, the grain boundary strengthening effect of the SCHAZ quenched at 890 °C was the strongest owing to the smallest grain size. However, the precipitation strengthening effect was lower than that of the SCHAZ quenched at 920 °C, resulting in a lower minimum hardness. Compared with the sample quenched at 920 °C, the grain boundary strengthening of the SCHAZ quenched at higher austenitizing temperatures decreased more significantly due to the over-grown grains. Therefore, the minimum hardness of the SCHAZ quenched at 920 °C reached the peak value. When the austenitizing temperature increased to 980 °C, the HAZ softening behavior was the most severe with the lowest minimum hardness and the highest maximum softening rate. The declined effect of grain boundary strengthening and precipitation strengthening caused by the over-grown recrystallized grains and coarsened carbides was the main reason.
5 Conclusion
On the basis of the microstructural analysis of strength, toughness, and HAZ softening behavior of the samples with different Q&T processes, the following conclusions can be drawn.
-
(1)
With the increase of austenitizing temperature, after tempering at 650 °C, the strength increases first and then decreases slightly under the combined effect of the enhancement of precipitation strengthening and the decline of grain boundary strengthening. With the increase of tempering temperature, the toughness of the samples quenched at 950 °C is improved, attributed to the decrease of carbon content and dislocation density of the matrix, and the increase of HAGBs density.
-
(2)
The austenitizing temperature has a great influence on the degree of HAZ softening. When quenching at 980 °C, the degree of HAZ softening is the most serious due to the over-grown recrystallized grains and coarsened carbides.
-
(3)
Although the sample quenched at 890 °C has the lowest HAZ softening degree of the samples tempered at 650 °C, its strength is also the lowest. Therefore, the heat treatment process to obtain the optimum combination of strength, toughness and degree of HAZ softening is quenching at 950 °C and tempering at 650 °C.
References
Y. Zhang, D. Zhan, X. Qi, Z. Jiang, and H. Zhang, Microstructure and Mechanical Properties of Cr14 Ultra-High-Strength Steel at Different Tempering Temperatures Around 773 K, Mater. Sci. Eng. A, 2017, 698, p 152–161. https://doi.org/10.1016/j.msea.2017.05.060
G. Wang, Y. Yan, J. Li, J. Huang, Y. Su, and L. Qiao, Hydrogen Embrittlement Assessment of Ultra-High Strength Steel 30CrMnSiNi2, Corros. Sci., 2013, 77, p 273–280. https://doi.org/10.1016/j.corsci.2013.08.013
T.C. Chen, W.H. Chien, Y.T. Wang, C.Y. Huang, H.W. Yen, and H.C. Lin, Hydrogen Assisted Tempered Martensite Embrittlement of Ultra High Strength Martensitic Steel, Mater. Sci. Forum., 2016, 880, p 29–32. https://doi.org/10.4028/www.scientific.net/MSF.880.29
G. Mandal, S.K. Ghosh, and S. Chatterjee, Effects of TMCP and QT on Microstructure and Properties of Ultrahigh Strength Steel, Mater. Today Proc., 2019, 18, p 5196–5201. https://doi.org/10.1016/j.matpr.2019.07.519
Y. Tomita, Development of Mechanical Properties of Structural High-Carbon Low-Alloy Steels Through Modified Heat Treatment, J. Mater. Sci., 1989, 24(4), p 1357–1362. https://doi.org/10.1007/BF02397071
M.-X. Xiong and J.Y.R. Liew, Experimental Study to Differentiate Mechanical Behaviours of TMCP and QT High Strength Steel at Elevated Temperatures, Constr. Build. Mater., 2020, 242, p 118105. https://doi.org/10.1016/j.conbuildmat.2020.118105
A. Roccisano, S. Nafisi, D. Stalheim, and R. Ghomashchi, Effect of TMCP Rolling Schedules on the Microstructure and Performance of X70 Steel, Mater. Charact., 2021, 178, p 111207. https://doi.org/10.1016/j.matchar.2021.111207
A. Kurc-Lisiecka, J. Piwnik, and A. Lisiecki, Laser Welding of New Grade of Advanced High Strength Steel STRENX 1100 MC, Arch. Metall. Mater., 2017, 62(3), p 1651–1657. https://doi.org/10.1515/amm-2017-0253
M. Gáspár, Effect of Welding Heat Input on Simulated HAZ Areas in S960QL High Strength Steel, Metals, 2019, 9(11), p 1226. https://doi.org/10.3390/met9111226
P. Layus, P. Kah, V. Ryabov, and J. Martikainen, Evaluation of Applicability of Thick E500 TMCP and F500W QT Steel Plates for Arctic Service, Int. J. Mech. Mater. Sci. Eng., 2016, 11(1), p 1–15. https://doi.org/10.1186/s40712-016-0057-z
Z.J. Xie, Y.P. Fang, G. Han, H. Guo, R.D.K. Misra, and C.J. Shang, Structure–Property Relationship in a 960 MPa Grade Ultrahigh Strength Low Carbon Niobium–Vanadium Microalloyed Steel: The Significance of High Frequency Induction Tempering, Mater. Sci. Eng. A, 2014, 618, p 112–117. https://doi.org/10.1016/j.msea.2014.08.072
J. Speer, D.K. Matlock, B.C. De Cooman, and J.G. Schroth, Carbon Partitioning into Austenite after Martensite Transformation, Acta Mater., 2003, 51(9), p 2611–2622. https://doi.org/10.1016/s1359-6454(03)00059-4
T.Y. Hsu and Z.Y. Xu, Design of Structure, Composition and Heat Treatment Process for High Strength Steel, Mater. Sci. Forum., 2007, 561–565, p 2283–2286. https://doi.org/10.4028/www.scientific.net/MSF.561-565.2283
T.Y. Hsu, X.J. Jin, and Y.H. Rong, Strengthening and Toughening Mechanisms of Quenching–Partitioning–Tempering (Q-P-T) Steels, J. Alloys Compd., 2013, 577, p S568–S571. https://doi.org/10.1016/j.jallcom.2012.02.016
M. Zhou, L.-X. Du, and X.-H. Liu, Relationship Among Microstructure and Properties and Heat Treatment Process of Ultra-High Strength X120 Pipeline Steel, J. Iron Steel Res. Int., 2011, 18(3), p 59–64. https://doi.org/10.1016/s1006-706x(11)60038-1
H.Y. Song, C.M. Li, L.Y. Lan, D.W. Zhao, and G.-D. Wang, Impact Toughness of An NM400 Wear-Resistant Steel, J. Iron Steel Res. Int., 2013, 20(8), p 72–77. https://doi.org/10.1016/S1006-706X(13)60144-2
C. Chen, S.P. Chiew, M.S. Zhao, C.K. Lee, and T.C. Fung, Welding Effect on Tensile Strength of Grade S690Q Steel Butt Joint, J. Constr. Steel Res., 2019, 153, p 153–168. https://doi.org/10.1016/j.jcsr.2018.10.009
H. Pisarski and R. Dolby, The Significance of Softened HAZs in High Strength Structural Steels, Weld. World, 2003, 47(5), p 32–40. https://doi.org/10.1007/BF03266387
J. Chen, B. Young, and B. Uy, Behavior of High Strength Structural Steel at Elevated Temperatures, J. Struct. Eng., 2006, 132(12), p 1948–1954. https://doi.org/10.1061/(ASCE)0733-9445(2006)132:12(1948)
S.P. Chiew, M.S. Zhao, and C.K. Lee, Mechanical Properties of Heat-Treated High Strength Steel Under Fire/Post-Fire Conditions, J. Constr. Steel Res., 2014, 98, p 12–9. https://doi.org/10.1016/j.jcsr.2014.02.003
X. Qiang, F. Bijlaard, and H. Kolstein, Dependence of Mechanical Properties of High Strength Steel S690 on Elevated Temperatures, Constr. Build. Mater., 2012, 30, p 73–79. https://doi.org/10.1016/j.conbuildmat.2011.12.018
K. Chen, Z. Jiang, F. Liu, J. Yu, Y. Li, W. Gong, and C. Chen, Effect of Quenching and Tempering Temperature on Microstructure and Tensile Properties of Microalloyed Ultra-High Strength Suspension Spring Steel, Mater. Sci. Eng. A, 2019, 766, p 138272. https://doi.org/10.1016/j.msea.2019.138272
M.A. Hafeez and A. Farooq, Microstructural, Mechanical and Tribological Investigation of 30CrMnSiNi2A Ultra-High Strength Steel Under Various Tempering Temperatures, Mater. Res. Express., 2018, 5(1), p 016505. https://doi.org/10.1088/2053-1591/aa9fd3
S. Xin, Y. Hai-Feng, W. Chuan, Q. Zhi-Guo, L. Xin-Yu, and W. Dong-Ming, Microstructures and Properties of 1100MPa Grade Ultra-High Strength Steel After Heat Treatments, J. Iron Steel Res. Int., 2019, 31(6), p 592–600. https://doi.org/10.13228/j.boyuan.issn1001-0963.20180279
S.S. Zhang, M.Q. Li, Y.G. Liu, J. Luo, and T.Q. Liu, The Growth Behavior of Austenite Grain in The Heating Process of 300M Steel, Mater. Sci. Eng. A, 2011, 528(15), p 4967–4972. https://doi.org/10.1016/j.msea.2011.02.089
P. Russo Spena and D. Firrao, Thermomechanical Warm Forging of Ti-V, Ti-Nb, and Ti-B Microalloyed Medium Carbon Steels, Mater. Sci. Eng. A, 2013, 560, p 208–215. https://doi.org/10.1016/j.msea.2012.09.058
J. Dong, X. Zhou, Y. Liu, C. Li, C. Liu, and Q. Guo, Carbide Precipitation in Nb-V-Ti Microalloyed Ultra-High Strength Steel During Tempering, Mater. Sci. Eng. A, 2017, 683, p 215–226. https://doi.org/10.1016/j.msea.2016.12.019
A. Dronhofer, J. Pešička, and G. Eggeler, On the Relation Between Carbide Density and Grain Boundary Character In Tempered Martensite Ferritic Steels, Steel Res. Int., 2005, 76(9), p 656–659. https://doi.org/10.1002/srin.200506071
S. Gao, X. Di, C. Li, W. Li, and L. Ji, Effect of Austenite Transformation Degree on Microstructure and Fracture Toughness of High-Strain Pipeline Steel, J. Mater. Sci., 2021, 56(24), p 13827–13840. https://doi.org/10.1007/s10853-021-06149-w
Y. Wang, S. Denis, B. Appolaire, and P. Archambault, Modelling of Precipitation of Carbides During Tempering of Martensite, J. Phys. IV., 2004, 120, p 103–110. https://doi.org/10.1051/jp4:2004120011
L. Zhang, D. Gong, Y. Li, X. Wang, X. Ren, and E. Wang, Effect of Quenching Conditions on the Microstructure and Mechanical Properties of 51CrV4 Spring Steel, Metals. 2018, 8(12), p 1056. https://doi.org/10.3390/met8121056
S.H. He, B.B. He, K.Y. Zhu, and M.X. Huang, On the Correlation Among Dislocation Density, Lath Thickness and Yield Stress of Bainite, Acta Mater., 2017, 135, p 382–389. https://doi.org/10.1016/j.actamat.2017.06.050
Y. Wang, J. Sun, T. Jiang, Y. Sun, S. Guo, and Y. Liu, A Low-Alloy High-Carbon Martensite Steel With 2.6 GPa Tensile Strength and Good Ductility, Acta Mater., 2018, 158, p 247–256. https://doi.org/10.1016/j.actamat.2018.07.060
C. Qiu, L. Lan, D. Zhao, X. Gao, and L. Du, Microstructural Evolution and Toughness in the HAZ of Submerged Arc Welded Low Welding Crack Susceptibility Steel, Acta Metall. Sin. (Engl. Lett.), 2013, 26(1), p 49–55. https://doi.org/10.1007/s40195-012-0103-7
Y. Li, J. Lou, H. Ju, and L. Lin, Impact Toughness of Heat-Affected Zones of 11Cr Heat-Resistant Steels, Acta Metall. Sin. Engl. Lett., 2020, 33(6), p 821–827. https://doi.org/10.1007/s40195-020-01014-2
E. Mani and T. Udhayakumar, Effect of Prior Austenitic Grain Size and Tempering Temperature on The Energy Absorption Characteristics of Low Alloy Quenched and Tempered Steels, Mater. Sci. Eng. A, 2018, 716, p 92–98. https://doi.org/10.1016/j.msea.2018.01.020
Acknowledgments
The authors gratefully acknowledge the financial support from the National Natural Science Foundation of China [Grant No. 52074191].
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Zhang, X., Li, C., Yang, X. et al. Effect of Quenching-and-Tempering Heat Treatment on Mechanical Properties and Heat-Affected Zone Softening Behavior of Ultra-High Strength Steel. J. of Materi Eng and Perform 33, 227–239 (2024). https://doi.org/10.1007/s11665-023-07993-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-023-07993-4