
Abstract
SiC-doped equiatomic FeNiCoCr high-entropy alloys (HEAs) were prepared by vacuum hot-pressure sintering. The effects of SiC doping on the microstructure and mechanical properties of the alloys were closely studied. The results indicate that once embedded, SiC reacts with Cr to form Cr7C3 with an orthorhombic crystal structure. At a SiC doping amount of less than 5 wt.%, the yield strength and hardness of the alloys is found to be increased by 8.4 and 17.0%, respectively, relative to that for the alloys without doping, and the strengthening mechanism is mainly attributed to Cr7C3 particle strengthening. As soon as the SiC-doping amount is increased to 7.5 wt.%, the yield strength and hardness of the alloy reaches values of 891 MPa and 446 HV, respectively, which is 87.6 and 85.1% higher than that obtained for alloys without doping. The compressive strain still reaches 28.5%, with a flexural strength and fracture toughness of 915 MPa and 22.2 MPa m1/2, respectively. Si-rich particles are found to form at the grain boundaries of the HEA in the SiC7.5 alloy, and these particles are not composed of SiC but amorphous SiO2. The strengthening mechanism is attributed to thermal mismatch and Orowan strengthening due to the SiO2 particles.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Equiatomic single-phase alloys consisting of multiple principal elements, often termed high-entropy alloys (HEAs), have attracted considerable scientific interest over the past few decades (Ref 1,2,3,4,5). The interplay between multiple elements endows HEAs with outstanding characteristics, such as good low-temperature fracture resistance (Ref 4), an excellent strength-ductility combination (Ref 5,6,7,8), wear and oxidation resistance (Ref 9), and corrosion resistance (Ref 10, 11). As an example, FeNiCoCr HEAs with a typical face-centered cubic crystal structure have a low stacking fault energy (Ref 12, 13) along with superior strength and ductility in a low-temperature environment compared to that at room temperature (Ref 14). However, unlike conventional alloys containing one principal element, the composition and element distribution, as well as lattice distortions generated by the atomic size mismatch of high-entropy alloys, can exert a significant impact on crystal defect activity and mechanical properties. Among such alloys, one can mention FeNiCoCr HEAs with high ductility but low yield strength at room temperature (Ref 15,16,17). Therefore, improving the yield strength of FeNiCoCr HEAs has become a hot spot for researchers.
To make it possible to simultaneously achieve high strength and high plasticity for HEAs, various methods, such as dislocation strengthening, twin-induced plasticity (TWIP) strengthening, transformation-induced plasticity (TRIP) strengthening, fine crystal strengthening, precipitation strengthening, and solid solution strengthening, have been studied (Ref 2, 10). In addition, composite strengthening techniques based on doping hard ceramic particles (e.g., SiC, TiC) have become an important way to effectively improve the yield strength of alloys. Current studies have shown that doped hard ceramic particles have certain advantages over precipitated second phases, such as substantial improvements in hardness, wear resistance, and yield strength (Ref 18,19,20,21), as well as reduced rolling and subsequent heat treatment, simplifying and shortening the material preparation process. Meanwhile, aluminum-based alloys reinforced by SiC particles have made significant progress (Ref 22,23,24,25), but there are few studies on HEAs strengthened by SiC. Although we all know that SiC particles can be used to effectively improve the yield strength of high-entropy alloys, the strengthening mechanism itself is still unclear. To investigate these problems systematically, Shen et al. (Ref 26) prepared CoCrFeNi(SiC)x (x = 0, 0.1, 0.3, 0.5) HEAs with a yield strength that could be increased from 142 to 713 MPa, and the strengthening mechanism was attributed to solid-solution and secondary-phase strengthening. Wu et al. (Ref 27) found higher mechanical properties for FeCrNiCu-based HEAs strengthened by submicron 10 vol% SiC particles and concluded that the main strengthening mechanism can be attributed to dislocation strengthening. Rogal et al. (Ref 28) found that CoCrFeMnNi HEAs with 5 wt.% SiC nanoparticles can lead to an increase in room-temperature compressive yield strength from 1180 to 1480 MPa.
In our present study, SiC-doped equiatomic FeNiCoCr HEAs were prepared by vacuum hot-pressure sintering. A systematic study of the effects of SiC doping on the microstructure and mechanical properties at room temperature was performed. The alloy system is found to exhibit a wide range of mechanical properties. Furthermore, the strengthening mechanisms are discussed meticulously.
2 Experimental
Fe, Ni, Co and Cr powders with a purity of 99.9% and an average particle size of 20 μm were used as raw materials. The average particle size of the SiC powder (99.9% purity) was 0.5-0.7 μm. Equiatomic FeNiCoCr high-entropy alloys doped with varying SiC content (0, 2.5, 5, and 7.5 wt.%) were prepared by vacuum hot pressing sintering and named Si0, SiC2.5, SiC5, and SiC7.5, respectively. The powder was dry ball milled with a rotating speed of 150 rpm for 4 h to obtain a homogeneous mixed powder. The ball-to-powder weight ratio was 5:1. After ball milling, the powders were loaded into a graphite mold and fabricated in a vacuum hot-pressing sintering furnace at 900 °C for 0.5 h with a compacting pressure of 12.5 MPa. Finally, the specimens were allowed to cool naturally to room temperature.
The phase compositions of the specimens were tested by x-ray diffraction (XRD, D/max-2200PC, Japan) with a CuKα radiation source. The morphology was observed by scanning electron microscopy (SEM) by employing an FEI Quanta 650F installation, and the element distribution was measured by energy-dispersive spectroscopy (EDS). Microstructure characterization of the alloys was performed using electron backscatter diffraction (EBSD) and Channel 5 software for data processing. An FEI Tecnai G2 F20 transmission electron microscope (TEM) was used to characterize the microstructure and crystal structure of the specific region of the high-entropy alloy, and an energy-dispersive spectrometer (EDS) was used to characterize the element distribution of the alloy in the specific region. The hardness of the specimens was measured using an FEM-7000 image microhardness tester under a load of 9.8 N for 15 s. A Q1212 electronic tensile universal testing machine was employed to assess the compression properties, flexural strength and fracture toughness at room temperature. The samples for compression testing were cylinders with dimensions of Φ3.5 × 6 mm subjected to a compression rate of 0.1 mm/min. The flexural strength was measured via a three-point flexural test with dimensions of L × W × H = 25 × 4 × 6 mm; the span was 20 mm and the loading rate was 0.75 mm/min. The fracture toughness was determined by a single-edged U-notched beam method with a size of L × W × H = 25 × 4 × 6 mm; the notch depth was half of the height, the span was 20 mm, and the loading rate was 0.75 mm/min.
3 Results and Discussion
3.1 Microstructure Analysis
Figure 1 displays the XRD patterns for the HEAs. It can be observed from this figure that all HEAs are composed of FCC phases. Meanwhile, some secondary phases are detected: Fe phases (PDF#06-0696) with a BCC structure in SiC0, Cr7C3 phases (PDF#36-1482) in SiC2.5, SiC5 and SiC7.5 HEAs. Cr7C3 phases are mainly generated by the reaction of SiC and Cr. Since there is a large negative enthalpy of mixing (-61 kJ mol−1) between Cr and C (Ref 26), Cr7C3 is more stable than SiC. Moreover, no SiC diffraction peaks are observed in SiC2.5, SiC5 and SiC7.5 HEAs, indicating that SiC is completely consumed in the process of the reaction. With increasing SiC doping, the (111) diffraction peak of the FCC phase is observed to shift. This is mainly due to the dissolution of Si in the FCC phase matrix, resulting in lattice shrinkage and a shift in the observed diffraction peak (Ref 26, 29).

XRD patterns for FeNiCoCr HEAs with varying SiC dopant content
As shown in Fig. 2, the FeNiCoCr HEA consists of a light gray matrix with a very small amount of dark gray stripes, and some dark gray bulk areas are formed after SiC doping. With increasing SiC doping, the proportion of dark gray bulk areas increases, and white pits appear in the center of some dark gray bulk areas. In addition, after the incorporation of SiC, some small black particles are also observed to be distributed in the light gray matrix and dark gray bulk regions.

SEM maps of FeNiCoCr HEAs with varying SiC content. (a) 0 wt.%; (b) 2.5 wt.%; (c) 5 wt.%; (d) 7.5 wt.%
Figure 3 depicts the EDS element maps for the HEAs. As shown in the figures, the Co elements in FeNiCoCr HEA are uniformly distributed, whereas the other three elements are randomly spread through the sample, which is due to the heterogeneous metal powder obtained via ball-milling. According to Chen et al. (Ref 30), the alloying rate mostly relies on the melting point of the elements in metallurgical factors, so that the alloying order for the Fe, Ni, Co, and Cr elements is as follows: Co → Ni → Fe → Cr. After simple ball milling, Ni, Fe, and Cr elements are not fully alloyed, resulting in aggregation after sintering. After SiC doping, Cr elements are distributed independently in clusters, and the corresponding areas are simultaneously C-rich, indirectly indicating the formation of chromium carbides (Cr7C3). With an increase in SiC doping, the amount of Cr agglomerates drastically increases. For the SiC2.5 HEAs, a small amount of Cr is dispersed in the Fe-Ni-Co region. In turn, in SiC5 and SiC7.5 HEAs, almost all Cr elements are agglomerated in clusters, meaning that most of them form Cr7C3 species. The Si elements in SiC2.5, SiC5 and SiC7.5 HEAs are distributed in two different regions of Fe-Ni-Co (light gray matrix in Fig. 2) and Cr-C (dark gray bulk areas in Fig. 2). While forming agglomerates in the Cr-C region, Si is relatively uniformly allocated in the Fe-Ni-Co zones.

Figure 4 shows the SEM images of SiC2.5, SiC5 and SiC7.5 HEAs and the EDS element maps for SiC7.5 HEA. As shown in Figs. 4 (a-c), there are many black particles with an average diameter of less than 1 μm at the grain boundaries of SiC-doped HEAs, which are less abundant in SiC2.5 and SiC5 HEAs but prevail in SiC7.5 HEA. Their sizes are similar to those of the experimentally incorporated SiC particles. To further investigate the elemental distribution in the microscopic region of SiC7.5 HEA and to determine the composition of the black particles, EDS elemental surface scanning was performed. The EDS results reveal a uniform distribution of Fe, Ni, and Co elements and a low Cr content. Some granular Si-rich regions are also found from the Si-distribution map, which coincide with the positions of the black particles (Fig. 4c). The Si-rich regions have been considered to be composed of SiC particles in some reports (Ref 28, 31), but these studies do not provide the distribution of the C in Si-rich regions. The EDS results show that the C elements are uniformly distributed over the entire scanned surface region (Fig. 4c), and no agglomerates are formed in the aforementioned particle regions. This indicates that the Si-rich particles are not composed of SiC.

SEM images of (a) SiC2.5, (b) SiC5, and (c) SiC7.5 HEAs, and EDS element maps for SiC7.5 HEA
To investigate the composition of the Si-rich particles, two regions were selected for EDS spot measurements. One of these two regions contains S-rich round particles (Particle A), and the other contains Si-rich short rod-shaped particles (Particle B). Table 1 shows the results of the EDS spot measurements. Both regions have high O contents, and the Si to O content ratio is 1:2, indicating that the Si-rich particles are most likely composed of SiO2. Oxygen is derived from the initial oxidation of the original powder surface and the milling process (Ref 32).
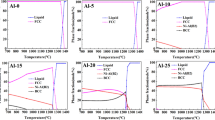
Figure 5 displays the EBSD maps for SiC0, SiC2.5, SiC5, and SiC7.5 HEAs. Combining the phase map of Fig. 5 (a1) and the EDS element map of Fig. 5 (a2), it can be observed that SiC0 HEA is mainly composed of the FCC phases formed by the solid solution of Fe, Ni, Co, and Cr elements. In addition, there are secondary phases, such as Fe- or Cr-rich BCC phases; in turn, they are surrounded by orthorhombic Cr7C3 phases. In general, the C elements arise from the graphite mold during sintering, as well as from the wear of the ball mill jar or the balls during mixing (Ref 32). According to the IPF diagram shown in Fig. 5 (a3) and the PB + GB diagram shown in Fig. 5 (a4), the Cr7C3 phase region is composed of fine grains (~ 0.6 μm), while the corresponding FCC region has a larger grain size (~ 2.3 μm) and a large amount of slate-like twins in the grains. Twinning is due to the low stacking fault energy (approximately 30 mJ/m2 (Ref 12, 13)) of the equiatomic FeNiCoCr HEA.

EBSD maps for (a) SiC0, (b) SiC2.5, (c) SiC5, and (d) SiC7.5 HEAs. (a1-d1) Phase maps. (a2-d2) EDS element maps (corresponding to the white box area in Fig. 3 a-d). (a3-d3) Inverse pole figure (IPF) maps (a4-d4) Grain boundary and phase boundary maps (black and red lines represent large-angle and small-angle grain boundaries, respectively, and blue lines denote phase boundaries) (Color figure online)
Based on Figs. 5 (a1-d1) and (a2-d2), it can be concluded that SiC doping leads to an increased proportion of Cr- and C-rich regions. With an increase in SiC doping, the BCC phase gradually disappears for the following reasons: On the one hand, the Cr-rich region in the BCC phase is combined with C elements to form Cr7C3. On the other hand, the Fe elements are more uniformly distributed in the Fe-Ni-Co region, and the bias aggregation gradually vanishes. As shown in Figs. 5 (a3-d3) and (a4-d4), the grain size of the FCC phase slightly increases with SiC doping, while that for Cr7C3 remains unchanged.
Figure 6 depicts the grain size distributions in SiC0, SiC2.5, SiC5 and SiC7.5 HEAs. As shown in the figure, the grain sizes of the FCC, BCC and orthorhombic phases of the SiC0 HEAs are 2.3, 1.5, and 0.6 μm, respectively. With SiC doping, the grain size of the FCC phase increases slightly (from 2.3 to 3.6 μm), probably due to the formation of a solid solution of Si elements. This result coincides with data reported by Chang et al. (Ref 33), who embedded Si in a CrCoNi alloy and observed an increase in grain size. In turn, the grain size of the BCC phase decreases to a large extent (from 1.5 to 0.5 μm), while that for the orthorhombic phases remain stable.

Grain size distribution in SiC0, SiC2.5, SiC5, and SiC7.5 HEAs
Figure 7 depicts the misorientation angle distributions in the FCC phases of SiC0, SiC2.5, SiC5, and SiC7.5 HEAs. According to the plots, the content of FCC phases in SiC0, SiC2.5, SiC5, and SiC7.5 HEAs with a misorientation angle of 60° is 40.3, 48.4, 46.7, and 51.0%, respectively. The presence of a large amount of FCC phase with a misorientation angle of 60° means that the slate-like twins in the grains have misorientation angles equal to 60° and [111] rotation axes (Ref 34). A further increase in the amount of FCC phase with a misorientation angle of 60° is attributed to an increase in twinning, indicating a decrease in the stacking fault energy of the alloy, which can be caused by the solid solution of Si elements (Ref 33).

Misorientation angle distribution in the FCC phase of (a) SiC0, (b) SiC2.5, (c) SiC5 and (d) SiC7.5 HEAs
To further confirm the microstructure and crystal structure of the Cr-rich region of the alloy, TEM observation of the Cr-rich region of the SiC7.5 alloy was carried out. Figure 8 shows the results obtained from TEM-EDS surface scans of the Cr-rich region of the SiC7.5 alloy. Figure 8(a) shows the TEM bright field phase, and some white particles are observed to be dispersed in the matrix. Figures 8(f) and (h) show that these particles are rich in Si and O elements. Figures 8(e) and (g) show the uniform distribution of Cr and C elements in the area outside the Si- and O-rich particles due to the presence of Cr7C3. Figures 8(b) and (d) show that Fe and Co elements have the same elemental distribution as Cr elements, probably because a small amount of Fe and Co atoms replace the Cr atoms in the Cr7C3 lattice. Figure 8(c) shows that only individual grains in the Cr-rich region contain Ni elements and that these grains are deficient in Cr and C elements, indicating the low solubility of Ni elements in Cr7C3.

TEM-EDS surface scan results for the Cr-rich region of the SiC7.5 alloy. (a) TEM bright field phase, (b-h) Element distribution
Table 2 shows the elemental content (at.%) of the whole region shown in Fig. 8(a) and two of the points. The elemental Cr content in the overall region is 58.66 at.%, which proves that Fig. 8(a) is indeed a Cr-rich region. The Ni content is found to be very low (1.26 at.%). The elemental Cr and C contents at the EDS1 position are 65.96 and 27.43 at.%, respectively, and the elemental Cr and C content ratio is 7:3, indicating that the material is composed of Cr7C3. The elemental contents of Si and O at the EDS2 position are 27.28 and 69.61 at.%, respectively, indicating the formation of SiO2.
Figure 9(a) shows the bright-field TEM image of the chromium-rich region of the SiC7.5 alloy, and the diffraction patterns for the white particles (region I) and matrix (region II) were obtained, as shown in Fig. 9(b) and (c). The diffraction pattern shown in Fig. 9(b) shows an amorphous structure, indicating that the particle shown in Fig. 9(a) is composed of amorphous SiO2. The diffraction pattern shown in Fig. 9(c) along the [312] zone axis verifies that the Cr7C3 phase has an orthorhombic crystal structure.

TEM photograph of the Cr-rich region of the SiC7.5 alloy. (a) Bright field (BF) TEM image, (b) Diffraction pattern for region I shown in (a), (c) Diffraction pattern for region II shown in (a)
3.2 Mechanical Performance Analysis
Figure 10 depicts the compressive true stress–strain curves measured for the four HEAs. The true yield strengths for SiC0, SiC2.5, SiC5, and SiC7.5 HEAs are determined to be 475, 483, 515, and 891 MPa, respectively. The corresponding ultimate true compressive strengths are 971, 1002, 1060, and 1346 MPa, respectively. Finally, the relevant compressive strains reach as high as 74, 69, 56, and 28%, respectively. With an increase in SiC dopant content from 0 to 5 wt.%, the increase in the true yield strength and ultimate true compressive strength becomes smaller, while the compressive strain slightly decreases, which is attributed to the nucleation and growth of the Cr7C3 phase. When the SiC doping level is increased from 5 to 7.5 wt.%, the true yield strength and ultimate true compressive strength are substantially increased, and the compressive strain is significantly decreased. This can be attributed to the enhancement caused by the formation of SiO2 particles at the grain boundaries.

The compressive true stress–strain curves measured for SiC0, SiC2.5, SiC5, and SiC7.5 HEAs
The addition of hard particles to a metal structure increases the yield strength, and the relevant strengthening mechanisms include thermal mismatch strengthening, load-bearing strengthening, Orowan strengthening, and solid solution strengthening (Ref 27, 31, 35).
The next step of this study was to quantitatively assess the impacts of various strengthening factors on the yield strength by taking SiC7.5 HEAs as an example. Due to the different thermal expansion coefficients of hard particles and alloys, the cooling of the composite leads to an increase in the dislocation density in the matrix surrounding the particles, which is manifested as thermal mismatch strengthening. This phenomenon can be described as follows (Ref 31, 35):
where \(\Delta {\sigma }_{\mathrm{CET}}\) is the change in yield strength caused by the increase in dislocation density due to thermal mismatch, \(\alpha\) is the dislocation strengthening factor (1.25 (Ref 35)), \(G\) is the shear modulus of the matrix (86 GPa (Ref 36)), \(b\) stands for the Burgers vector (0.253 nm (Ref 13)), \({\rho }_{\mathrm{CET}}\) denotes the increase in dislocation density due to thermal mismatch, \(\Delta T\) is the difference between the sintering temperature and room temperature, \(\Delta C\) is the difference between the coefficients of thermal expansion (CTE) of the hard particles and the alloy (for SiO2 and Cr7C3, the CTEs are 0.5 × 10–6 and 10.3 × 10–6, respectively, and that of the matrix is 16.4 × 10–6 (Ref 36, 37)), \({V}_{P}\) is the volume fraction of the hard particles (3.5 and 29% for SiO2 and Cr7C3, respectively), which was measured from the corresponding regions shown in Fig. 4(c) and Fig. 3(d), and \({d}_{p}\) represents the average size of the hard particles (0.28 and 50 μm for SiO2 and Cr7C3, respectively).
When the composite material is subjected to external loading, the reinforcing particles will directly bear the load transmitted by the metal matrix. In this respect, the relevant process is considered the particle load-bearing reinforcement, which can be described as follows (Ref 31):
where \(\Delta {\sigma }_{\mathrm{load}}\) is the effect of particle loading on the yield strength and \({\sigma }_{m}\) denotes the yield strength of the alloy (475 MPa for SiC0 HEA) without the addition of reinforcing particles.
In turn, the reinforcing particles can block the dislocation slip and force the dislocations to bypass the particles, thus leading to so-called Orowan reinforcement that can be assessed using the formula below (Ref 31):
where \(\Delta {\sigma }_{\mathrm{Orowan}}\) is the increase in yield strength caused by Orowan strengthening, M is the Taylor factor (~ 3.06 (Ref 27, 31)), and \(\nu\) denotes Poisson's ratio (~ 0.25 (Ref 36)).
Recall that according to Fig. 4, there are Si- and C-based solid solutions in the alloy. The combination of solute atoms in the metal matrix leads to lattice distortion and hinders dislocation slip, thus increasing the strength of the alloy. The atomic size of Si is similar to that of the solvent atom, so Si replaces the solvent atom to form a substitution solid solution. In that regard, the increase in yield strength can be calculated using the following equation (Ref 31, 38):
where \(\Delta {\sigma }_{\mathrm{SS}}\) is the increase in yield strength caused by solid solution strengthening, c is the solute element content (8.5%), and \({\varepsilon }_{s}\) is the interaction parameter that can be expressed as follows (Ref 38):
where \({\varepsilon }_{G}\) and \({\varepsilon }_{a}\) are the mismatch parameters associated with the elasticity effect and the atomic size, respectively, which can be defined as follows:
The effect of \({\varepsilon }_{G}\) is relatively negligible compared to that of \({\varepsilon }_{a}\). Therefore, Formula (5) can be simplified to
where \({a}_{M}\) denotes the lattice parameter of the alloy matrix.
The value of \({\varepsilon }_{s}\) for a Si solid solution in the matrix can be calculated to be 0.184 according to the data in the literature (Ref 29).
Carbon atoms are known to be small enough to enter the cavities between lattice solvent atoms, which results in a large degree of lattice distortion. Meanwhile, there is no suitable method available for quantifying the strengthening effect of the C-based solid solution on a SiC7.5 HEA. However, it is known from the literature (Ref 39) that, for CoCrFeNi alloys, solid solution strengthening induced by C elements can increase the yield strength by up to 55 MPa. Therefore, this value will be used as a reference.
The effects of various factors on the yield strength of the SiC7.5 alloy were evaluated. The value of \(\Delta {\sigma }_{\mathrm{CET}}\) due to SiO2 particles in the SiC7.5 alloy is 248 MPa. If the Cr-enriched region is regarded as uniformly distributed circular particles, the value of \(\Delta {\sigma }_{\mathrm{CET}}\) due to Cr7C3 is 33 MPa, but the actual value of \(\Delta {\sigma }_{\mathrm{CET}}\) due to Cr7C3 will be much smaller than the calculated value and can be ignored. The values of \(\Delta {\sigma }_{\mathrm{load}}\) due to SiO2 in the SiC7.5 alloy are only 6.2 MPa, which can be ignored. The value of \(\Delta {\sigma }_{\mathrm{load}}\) due to Cr7C3 is 69 MPa. The value of \(\Delta {\sigma }_{\mathrm{Orowan}}\) due to SiO2 in the SiC7.5 alloy is 74 MPa, and the value of \(\Delta {\sigma }_{\mathrm{Orowan}}\) due to Cr7C3 is only 2 MPa and can be ignored. The value of \(\Delta {\sigma }_{\mathrm{SS}}\) for Si is only 9 MPa and can be ignored. The values of \(\Delta {\sigma }_{\mathrm{SS}}\) for the C element can be estimated to be 55 MPa. The increase in the yield strength of SiC7.5 HEA, caused by various factors, is calculated to be equal to 446 MPa, which is very close to the experimental value of 416 MPa. Thermal mismatch and Orowan strengthening induced by SiO2 particles accounts for 55.6 and 16.6% of these values, respectively. It is noteworthy that the strengthening due to the Cr7C3 phase is found to be very low due to the large size of the Cr7C3 particles, which is not conducive to Orowan strengthening and thermal mismatch strengthening. This is the reason for the slower increase in the strength of the SiC2.5 and SiC5 HEAs.
Figure 11 depicts the flexural strength, fracture toughness and hardness of FeNiCoCr HEAs with varying SiC dopant content. As shown in Fig. 11(a), the best flexural strength and fracture toughness (1114 MPa and 30.3 MPa m1/2) are obtained for 2.5 wt.% SiC doping. However, both parameters demonstrate a gradual decrease with a further increase in the SiC content, achieving minima (915 MPa and 22.2 MPa m1/2) for an HEA with a dopant content of 7.5 wt.%.

(a) Flexural strength and fracture toughness and (b) hardness of FeNiCoCr HEAs with varying SiC dopant content
According to Fig. 11(b), the undoped-FeNiCoCr HEA shows a hardness of 241 HV but this is gently increased to 259 HV and 282 HV for a SiC-doping content of 2.5 and 5 wt.%, respectively. A slight increase in hardness at this stage is mainly attributed to an increasing content of hard Cr7C3 phases and the possible solid solution of a small amount of Si elements in the soft matrix of the FCC phase. The hardness of SiC7.5 HEA reaches 446 HV, which is 58.2% higher than that of SiC5 HEA. A substantial increase in hardness can be attributed to the strengthening induced by the SiO2 particles at the grain boundaries.
Figure 12 shows the SEM image depicting the fracture morphologies of the HEAs after the flexural performance test. It can be observed from the images that SiC0 and SiC2.5 HEAs contain many tough nests in their fracture surface, while the number of nests is much lower for the case of SiC5 HEA. This means that these HEAs exhibit obvious ductile fracture characteristics. In contrast, there are almost no tough nests in SiC7.5 HEA, and the fracture surface is flat, which corresponds to cleavage fracture. In addition, some SiO2 particles or pits formed by the detachment of particles (red circles) emerge on the fracture surface of SiC7.5 HEA. Since the SiO2 particles are hard and brittle, their distribution at the interface of the substrate can lead to stress concentration and cracking, which changes the fracture mode of the alloy from ductile to brittle fracture.

SEM images of the fracture morphologies of (a) SiC0, (b) SiC2.5, (c) SiC5, and (d) SiC7.5 HEAs after the flexural performance test
4 Conclusions
In the present study, SiC-doped equiatomic FeNiCoCr high-entropy alloys (HEAs) were prepared by vacuum hot-pressure sintering. A systematic study of the effects of SiC doping on the microstructure and mechanical properties at room temperature was performed. The main conclusions are as follows:
-
(1)
SiC-doped equiatomic FeNiCoCr high-entropy alloys (HEAs) were successfully prepared by vacuum hot-pressure sintering. The primary matrix phases of the HEA are the FCC phases. In turn, the reaction between SiC and Cr in the doped alloys leads to the emergence of secondary Cr7C3 phases with orthorhombic crystal structures, and their content is increased with increasing SiC doping. Si-rich particles are found to form at the grain boundaries of the HEA in the SiC7.5 alloy, and these particles are not composed of SiC but amorphous SiO2.
-
(2)
When the SiC content is less than 5 wt.%, the yield strength and hardness of the HEA does not increase much, and the strengthening mechanism is mainly associated with a strengthening of Cr7C3 particles. With a further increase in the SiC content to 7.5 wt.%, the HEAs show a yield strength and hardness of 891 MPa and 446 HV, respectively, which are 87.6% and 85.1% higher than that for the HEA without SiC. At the same time, the compressive strain can still reach up to 28%. Since the strengthening of SiO2 particles is predominant, the main strengthening mechanisms for the alloy are attributed to thermal dislocation strengthening and Orowan strengthening due to the SiO2 particles.
References
J.-W. Yeh, S.-K. Chen, S.-J. Lin, J.Y. Gan, T.-S. Chin, T.-T. Shun, C.H. Tsau, and S.-Y. Chang, Nanostructured Higˆ Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes, Adv. Eng. Mater., 2004, 6, p 299–303.
J.-W. Yeh, Alloy Design Strategies and Future Trends in High-Entropy Alloys, Jom, 2013, 65(12), p 1759–1771.
B. Cantor, Multicomponent High-Entropy Cantor Alloys, Prog. Mater. Sci., 2021, 120, p 100754.
B. Gludovatz, A. Hohenwarter, D. Catoor, E.H. Chang, E.P. George, and R.O. Ritchie, A Fracture-Resistant High-Entropy Alloy for Cryogenic Applications, Science, 2014, 345(6201), p 1153–1158.
Z. Li, K.G. Pradeep, Y. Deng, D. Raabe, and C. Tasan, Metastable High-Entropy Dual-Phase Alloys Overcome the Strength-Ductility Trade-Off, Nature, 2016, 534(7606), p 227–230.
P. Shi, Y.-B. Zhong, Y. Li, W. Ren, T. Zheng, Z. Shen, B. Yang, J. Peng, P. Hu, Y. Zhang, P. Liaw, and Y. Zhu, Multistage Work Hardening Assisted by Multi-Type Twinning in Ultrafine-Grained Heterostructural Eutectic High-Entropy Alloys, Mater. Today, 2020, 41, p 62–71.
X. Lei, Y. Liu, H. Wu, S. Wang, S. Jiang, X. Wang, Y. Hui, B. Wu, and P. Gault, Kontis, Enhanced Strength and Ductility in a High-Entropy Alloy via Ordered Oxygen Complexes, Nature, 2018, 563(7732), p 546–550.
B. Gwalani, S. Dasari, A. Sharma, V. Soni, S. Shukla, A. Jagetia, P. Agrawal, R.S. Mishra, and R. Banerjee, High Density of Strong Yet Deformable Intermetallic Nanorods Leads to an Excellent Room Temperature Strength-Ductility Combination in a High Entropy Alloy, Acta. Mater., 2021, 219, p 117234.
M.-H. Chuang, M.-H. Tsai, W.-R. Wang, S.-J. Lin, and J.-W. Yeh, Microstructure and Wear Behavior of AlxCo1.5CrFeNi1.5Tiy High-Entropy Alloys, Acta. Mater., 2011, 59(16), p 6308–6317.
Z. Gu, S. Xi, and C. Sun, Microstructure and Properties of Laser Cladding and CoCr2.5FeNi2Tix High-Entropy Alloy Composite Coatings, J. Alloys Compd., 2020, 819, p 152986.
S. Nene, M. Frank, K. Liu, S. Sinha, R. Mishra, B. McWilliams, and K. Cho, Corrosion-Resistant High Entropy Alloy with High Strength and Ductility, Scr. Mater., 2019, 166, p 168–172.
A. Zaddach, C. Niu, C. Koch, and D. Irving, Mechanical Properties and Stacking Fault Energies of NiFeCrCoMn High-Entropy Alloy, Jom, 2013, 65(12), p 1780–1789.
Y. Wang, B. Liu, K. Yan, M. Wang, S. Kabra, Y.-L. Chiu, D. Dye, P.D. Lee, Y. Liu, and B. Cai, Probing Deformation Mechanisms of a FeCoCrNi High-Entropy Alloy at 293 and 77 K using in situ Neutron Diffraction, Acta Mater., 2018, 154, p 79–89.
D. Li and Y. Zhang, The Ultrahigh Charpy Impact Toughness of Forged AlxCoCrFeNi High Entropy Alloys at Room and Cryogenic Temperatures, Intermetallics, 2016, 70, p 24–28.
H. Jiang, K.-M. Han, D. Qiao, Y. Lu, Z. Cao, and T. Li, Effects of Ta Addition on the Microstructures and Mechanical Properties of CoCrFeNi High Entropy Alloy, Mater. Chem. Phys., 2017, 210, p 43–48.
T.-D. Huang, L. Jiang, C. Zhang, H. Jiang, Y. Lu, and T. Li, Effect of Carbon Addition on the Microstructure and Mechanical Properties of CoCrFeNi High Entropy Alloy, Sci. China Technol. Sci., 2018, 61, p 117–123.
H. Ma and C. Shek, Effects of Hf on the Microstructure and Mechanical Properties of CoCrFeNi High Entropy Alloy, J. Alloys Compd., 2020, 827, p 154159.
L. Xu, H. Du, J. Liu, D. Feng, and S. Xia, Microstructure Mechanical, and Electrochemical Properties of SiC Particle Reinforced CoCrFeNiCu High-Entropy Alloy Coatings, Coatings, 2022, 12(4), p 519.
S.W. Hussain, M. Mehmood, M.R.A. Karim, A. Godfrey, and K. Yaqoob, Microstructural evolution and mechanical characterization of a WC-reinforced CoCrFeNi HEA matrix composite, Sci. Rep., 12, (2022)
R. Zhou, G. Chen, B. Liu, J. Wang, L. Han, and Y. Liu, Microstructures and Wear Behaviour of (FeCoCrNi)1-x(WC)x High Entropy Alloy Composites, Int. J. Refract. Metals Hard Mater., 2018, 75, p 56–62.
T. Zhu, H. Wu, R. Zhou, N. Zhang, Y. Yin, L. Liang, Y. Liu, J. Li, Q. Shan, Q. Li, and W. Huang, Microstructures and Tribological Properties of TiC Reinforced FeCoNiCuAl High-Entropy Alloy at Normal and Elevated Temperature, Metals, 2020, 10(3), p 387.
X. Guo, Q. Guo, J. Nie, Z. Liu, Z. Li, G. Fan, D.-B. Xiong, Y. Su, J. Fan, and D. Zhang, Particle Size Effect on the Interfacial Properties of SiC Particle-Reinforced Al-Cu-Mg Composites, Mater. Sci. Eng. A, 2018, 711, p 643–649.
A.B. Li, G.S. Wang, X.X. Zhang, Y.Q. Li, X. Gao, H. Sun, M.F. Qian, X.P. Cui, L. Geng, and G.H. Fan, Enhanced Combination of Strength and Ductility in Ultrafine-Grained Aluminum Composites Reinforced with High Content Intragranular Nanoparticles, Mater. Sci. Eng. A, 2019, 745, p 10–19.
T. Lu, T. He, Z. Li, H. Chen, X. Han, Z. Fu, and W. Chen, Microstructure, Mechanical Properties and Machinability of Particulate Reinforced Al Matrix Composites: a Comparative Study Between SiC Particles and High-Entropy Alloy Particles, J. Mater. Res. Technol., 2020, 9(6), p 13646–13660.
O. Bembalge and S. Panigrahi, Aging Behavior of Ultrafine-Grained AA6063/SiC Composites with Varying Reinforcement Sizes, Mater. Sci. Eng. A, 2019, 768, p 138482.
Q. Shen, X. Kong, X. Chen, X. Yao, V.B. Deev, and E.S. Prusov, Powder Plasma Arc Additive Manufactured CoCrFeNi(SiC)x High-Entropy Alloys: Microstructure and Mechanical Properties, Mater. Lett., 2021, 282, p 128736.
H. Wu, S. Huang, H. Qiu, H. Zhu, and Z. Xie, Effect of Si and C Additions on the Reaction Mechanism and Mechanical Properties of FeCrNiCu High Entropy Alloy, Sci. Rep., 2019, 9(1), p 1–10.
Ł Rogal, D. Kalita, A. Tarasek, P. Bobrowski, and F. Czerwinski, Effect of SiC Nano-Particles on Microstructure and Mechanical Properties of the CoCrFeMnNi High Entropy Alloy, J. Alloys Compd., 2017, 708, p 344–352.
T. Zuo, R. Li, X. Ren, and Y. Zhang, Effects of Al and Si Addition on the Structure and Properties of CoFeNi Equal Atomic Ratio Alloy, J. Magn. Magn. Mater., 2014, 371, p 60–68.
Y. Chen, Y. Hu, C. Hsieh, J. Yeh, and S.-K. Chen, Competition Between Elements During Mechanical Alloying in an Octonary Multi-Principal-Element Alloy System, J. Alloys Compd., 2009, 481, p 768–775.
Y.-L. Li, Y. Zhao, L. Shen, H. Wu, and H.-G. Zhu, Microstructure and Mechanical Properties of in situ (TiC+ SiC)/FeCrCoNi High Entropy Alloy Matrix Composites, J. Iron Steel Res. Int., 2021, 28(4), p 496–504.
I. Moravcik, A. Kubicek, L. Moravcikova-Gouvea, O. Adam, V. Kana, V. Pouchly, A. Zadera, and I. Dlouhy, The Origins of High-Entropy Alloy Contamination Induced by Mechanical Alloying and Sintering, Metals, 2020, 10(9), p 1186.
H. Chang, T. Zhang, S. Ma, D. Zhao, R. Xiong, T. Wang, Z. Li, and Z. Wang, Novel Si-added CrCoNi Medium Entropy Alloys Achieving the Breakthrough of Strength-Ductility Trade-Off, Mater. Des., 2021, 197, p 109202.
S. Dasari, A. Sarkar, A. Sharma, B. Gwalani, D. Choudhuri, V. Soni, S. Manda, I. Samajdar, and R. Banerjee, Recovery of Cold-Worked Al0.3CoCrFeNi Complex Concentrated Alloy Through Twinning Assisted B2 Precipitation, Acta Mater., 2021, 202, p 448–462.
A. Sanaty-Zadeh, Comparison Between Current Models for the Strength of Particulate-Reinforced Metal Matrix Nanocomposites With Emphasis on Consideration of Hall-Petch Effect, Mater. Sci. Eng. A, 2012, 531, p 112–118.
G. Laplanche, P. Gadaud, C. Bärsch, K. Demtröder, C. Reinhart, J. Schreuer, and E.P. George, Elastic Moduli and Thermal Expansion Coefficients of Medium-Entropy Subsystems of the CrMnFeCoNi High-Entropy Alloy, J. Alloys Compd., 2018, 746, p 244–255.
H.-P. Chou, Y.-S. Chang, S.-K. Chen, and J.-W. Yeh, Microstructure, Thermophysical and Electrical Properties in AlxCoCrFeNi (0≤x≤2) High-Entropy Alloys, Mater. Sci. Eng. B, 2009, 163(3), p 184–189.
J. Wang, B. Liu, C. Liu, and Y. Liu, Strengthening Mechanism in a High-Strength Carbon-Containing Powder Metallurgical High Entropy Alloy, Intermetallics, 2018, 102, p 58–64.
L. Zhang, P. Yu, J. Fan, M. Zhang, C. Zhang, H. Cui, and G. Li, Investigating The Micro And Nanomechanical Properties of CoCrFeNi-Cx High-Entropy Alloys Containing Eutectic Carbides, Mater. Sci. Eng. A, 2020, 796, p 140065.
Acknowledgments
This work was supported by the National Natural Science Foundation of China (Grant No. 51671116), and the Scientific Research Startup Program for Introduced Talents of Shaanxi University of Technology, China (Grant No. SLGQD1801), and the Funds for Postgraduate Innovation Research of Shaanxi University of Technology (Grant No. SLGYCX2224).
Author information
Authors and Affiliations
Contributions
AT contributed to writing—original draft and supervision. WP contributed to writing—original draft, formal analysis, and data curation. WB contributed to formal analysis and data curation. DZ contributed to supervision. LZ contributed to data curation. LW contributed to data curation. DH contributed to formal analysis. ZL contributed to data curation and formal analysis. WT contributed to formal analysis.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Wang, P., Wang, B., Ai, T. et al. Structural Features, Mechanical Properties, and Strengthening Behavior of SiC-Doped FeNiCoCr High-Entropy Alloys. J. of Materi Eng and Perform 32, 8549–8560 (2023). https://doi.org/10.1007/s11665-022-07735-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-07735-y