
Abstract
The seals made of Shoushan stone are an important treasure of traditional culture. Its surface quality has an important influence on its economic value. This study has carried out basic research on the drag polishing of irregular seals made of Shoushan stone. According to the research results of dragging polishing with hard abrasives, a solution for dragging polishing of irregular seal made of Shoushan stone with self-developed sol-gel ball tools is proposed. The process optimization of dragging polishing based on the regular Shoushan stone samples is carried out, which was applied to the dragging polishing of irregular seals made of Shoushan stone. It was found that the surface roughness was reduced from 1132 ± 62 to 287 ± 38 nm and that the gloss increased from 6.0 ± 1.9 to 34.8 ± 4.3gu. The research results show that drag polishing based on the self-developed sol-gel ball tool is a highly feasible finishing process for irregular seals made of Shoushan stone. The results of this study are meaningful for the research of drag polishing for irregular components whose hardness distribution is significantly uneven.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The seal stone is a unique artwork in the traditional culture, especially the Shoushan seal stone which is one of the four famous stones (Ref 1,2,3). In the process of a seal made of Shoushan stone, the knife marks introduced in the engraving process need to be removed by polishing. The polishing process of the Shoushan stone seal is mainly to improve the surface roughness and glossiness(Ref 4,5,6)
Seals made of Shoushan stone mainly consist of irregular surfaces, which increases the difficulty of polishing. As for the polishing of irregular surfaces, there are three kinds of commonly used methods including robot-assisted polishing (Ref 7, 8), fluid polishing (Ref 9), and barreling polishing (Ref 10). Although the machining error of robot-assisted polishing is relatively small, the contact between the tool and the workpiece surface is mainly point contact, which leads to the high cost and time consumption (Ref 11). The larger contact between the workpiece and polishing fluid could be achieved in the fluid polishing process such as magnetorheological, electrorheological, and electromagnetic rheological due to the fluidity of liquid (Ref 12). However, they have the drawback of high cost due to the expensive polishing media and equipment, which severely limits their application. When it comes to the barreling polishing, the workpiece and the polishing media are put into a container. The relative movement between the polishing media and the workpiece could be achieved by the external force to obtain the micro-removal of workpiece material (Ref 13, 14). The barreling polishing could be divided into two types including the vibration barreling polishing and the drag barreling polishing. Although vibration barreling polishing can obtain a smooth and non-destructive surface, the material removal amount is atomic scale, which causes the extremely low polishing efficiency (Ref 15).
In the process of drag polishing, the workpiece is clamped to the main shaft of polishing equipment. The main shaft drives the workpiece to revolve and rotate to achieve the material removal, as shown in Fig. 1. The drag polishing technology has been used in the manufacturing of medical implants, turbine blades and cutting tool edges (Ref 16, 17). Drag polishing is an ideal technique for the polishing of seals made of Shoushan stone.

The sketch of drag polishing
There are several factors including the polishing parameters, the type, grain size and concentration of polishing media that determine the quality of drag polishing. To obtain better surface quality, the above factors should be comprehensively studied. Kacaras et al. (Ref 18), Barletta et al., (Ref 19), and Zanger et al. (Ref 20) proposed that higher rotational speed is beneficial for the reduction of surface roughness. Uhlmann et al. (Ref 21) pointed out that pyramidal media are more prone to scratch the roughness peaks, whereas spherical media deform it plastically. Irati et al. (Ref 22) showed that pyramidal-shaped abrasive media exhibit a higher shear resistance, which is responsible for the higher polishing loadings and the faster decrease of the surface roughness. Korra et al. (Ref 23) investigated the relationship between the grain size of abrasive media and the surface roughness. It was found that the roughness decreased with the increase in grain size.
Drag polishing is mostly used for finishing of metal parts, and the abrasives used in drag polishing are most hard abrasives. The study about the drag polishing of Shoushan stone has not been reported. Compared with metals, Shoushan stone has more complex components and hardness of each component is significantly different, which leads to the complexity of material removal mechanisms compared with that of metal parts. In this study, the polishing processes of regular Shoushan stone workpiece using hard abrasives are carried out. According to the results, the drag polishing method of Shoushan stone with sol-gel ball tools is proposed and systematic research is carried out. The sol-gel ball tools are developed for the polishing of regular Shoushan stone workpiece. The polishing parameters are optimized. The optimized process is extended to the polishing of irregular Shoushan stone seals. The surface roughness of the seals made of Shoushan stone reduces from Ra 1132 ± 62 to Ra 287 ± 38 nm, and the surface gloss increases from 6.0 ± 1.9 gu to 34.8 ± 4.3gu based on the optimized parameters. The results show that the drag polishing technique based on the self-developed sol-gel ball tool has high feasibility for the polishing of seals made of Shoushan stone.
2 The Preparation of the Sol-Gel Ball Tools
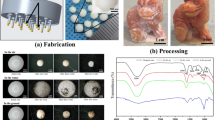
The polishing process with sol-gel ball tools is divided into roughing and fine polishing. The dry sol-gel ball tools with relatively high hardness containing W40 hard abrasive and the wet gel ball tools with relatively low hardness containing W20 hard abrasive are used in roughing and fine polishing processes, respectively. To study the influence of abrasive types on the polishing process, the dry gel ball and wet gel ball tools with silica, alumina, and diamond abrasives are prepared. The preparation process of the sol-gel ball tools is shown in Fig. 2.

The preparation process of the gel ball tools
The preparation process of sol-gel ball tools mainly consists of stirring, dripping, and air drying (drying). First, the stirring with the rotation speed of 1200 rev/min is carried out to acquire the uniform distribution of abrasive particles. Then, sodium alginate is added to the abrasive aqueous solution while stirring. The biopolymer sol with abrasives is formed after stirring for 8 h. The sol-gel balls will form by the dripping process. The dripping device is a container with a dispensing needle at the bottom. The dripping device is placed above the solidification pool, and the sodium alginate hydrosol is placed in the dripping device. The hydrosol drips through the dispensing needle of the discharging device due to gravity. In the solidification pool with calcium chloride solution, calcium ions and sodium alginate hydrosol undergo cross-linking reaction, and the solidification of gel balls can be completed in 1 h. The sol-gel balls contain a lot of water because the sol-gel balls need to be solidified in a calcium chloride solution. The gel ball will release water due to the friction and heat generated during the polishing process which will lead to the change of shape if they are directly used for polishing. Further, it will directly affect the final polishing results. According to the hardness requirements of the gel ball tools, an air drying, or drying process can be used to reduce the water containing in the sol-gel balls. For air drying, industrial fans are used to increase the airflow speed to enhance water loss. The air-drying speed is 8 m/s, and the air-drying time is 4 h. Drying is carried out in a drying oven with drying temperature of 50 °C and a drying time of 3 h. The diameters of wet and dry sol-gel balls are 3.15 ± 0.33 and 2.78 ± 0.29, respectively.

The roughness evolution of the sample during the polishing processes with hard abrasive
3 Design of Experiments
3.1 The Drag Polishing with Hard Abrasive
Two kinds of mass-produced hard abrasives are used to study the drag polishing process of regular Shoushan stone. The polishing media consist of walnut shells as the abrasive matrix and fine diamond or alumina abrasives. The abrasive formulations are shown in Table 1.
Five regular Shoushan stone samples with the size of 25 mm × 25 mm × 45 mm are used in the polishing experiments with hard abrasive. The samples are only cut before polishing experiments. Each sample has four faces available for the drag polishing experiments, only one of which is used for each drag polishing experiment. The polishing experiments are carried out on YH-J drag polishing equipment. The rotation and revolution speeds are 30 rev/min and 150 rev/min, respectively.
3.2 The Drag Polishing with Sol-Gel Ball Tools
The polishing process of Shoushan stone with sol-gel ball tools consists of roughing and fine polishing. The drag polishing experiments are also carried out on YH-J drag polishing machine. The rotation speed of 30 rev/min and the revolution speed of 150 rev/min are used in the drag polishing experiments. The roughing and fine polishing times are 30 min and 60 min, respectively. The size of the sample is 25 mm × 25 mm × 45 mm. It is worth pointing out that only one surface of the sample is used in one polishing experiment. The dry and wet sol-gel ball tools with three kinds of abrasives mentioned above are used in the roughing and fine polishing experiments. The fine polishing experiments are carried out after roughing polishing. However, the polished surface roughness after roughing polishing is inconsistent because the dry sol-gel ball tools with different kinds of abrasives are used. The roughing polished surfaces are processed to make sure that all the surfaces have similar surface roughness used in the fine polishing experiments.
The roughness and gloss of the initial surfaces and that after polishing of all samples mentioned above are measured by a portable roughness tester (TIME3220) and a glossmeter (IC-GRM-2000), respectively, to evaluate the polishing results. The testing of roughness complies with the international standard (ISO 1997). The measurement of roughness and gloss is repeated 5 times.
4 Results and Discussion
4.1 The Drag Polishing with Hard Abrasive
The initial roughness of the samples and the roughness when the polishing time is 40 min and 80 min in the drag polishing of Shoushan stone with hard abrasive are measured, and the results are shown in Fig. 3. As shown in Fig. 3(a), when the polishing media consisting of walnut shell and diamond abrasive is used, the roughness after polishing generally decreased compared with that of the initial surface. However, the roughness of sample 2 increased after polishing. As for the polishing processes in which the polishing media consisting of walnut shell and alumina abrasives are used, as shown in Fig. 3(b), the roughness first decreases and then increases as the polishing time increase for all samples. It is found that the roughness could not be improved obviously when the hard abrasives are used.
The composition of samples 1~5 was analyzed by XRD, as shown in Fig. 4. The composition of Shoushan stone is more complicated, and the composition of different samples is quite different. Overall, the composition of Shoushan stone mainly includes quartz, mica, pyrophyllite, and chlorite. The hardness of each composition is shown in Tables 2, 3.

The composition of Shoushan stone samples
The composition of Shoushan stone is complex, and the distribution of each component is uneven. The hardness of the constituent components of Shoushan stone varies greatly, as shown in Fig. 4, which enhances the difficulty of polishing. When the hard abrasives are used for the polishing of Shoushan stone, the orange-peel effect will occur. To reveal the mechanism of orange-peel effect during the polishing of Shoushan stone with hard abrasives, the hardness tests in the orange-peel and non-orange peel zones are carried out, as shown in Fig. 5. It is found that the hardness is 321 HV0.1 and 539 HV0.1, respectively. It means that the orange-peel effect occurs in the softer phase of Shoushan stone. More residual scratches are found in the softer phase compared with the harder ones. The hard abrasives are too hard for the polishing of softer phases in Shoushan stone although it may be suitable for the polishing of harder softer phases. Therefore, the hardness variation of the constituent phase of Shoushan stone combined with the high hardness of hard abrasive used in this study results in the orange-peel effect. The orange-peel effect will make the roughness worse. It can be drawn that hard abrasive is not suitable for drag polishing of Shoushan stone.

The orange-peel effect of the polished sample
4.2 The Drag Polishing with Sol-Gel Ball Tools
From the above analysis, it could be drawn that the development of polishing tools with low hardness is the key to improving the quality of drag polishing of Shoushan stone. The sol-gel ball tools containing hard abrasive prepared based on sol-gel technology have the characteristics of low hardness, which has the potential to improve the drag polishing quality of Shoushan stone.
The surface roughness after roughing polishing with three kinds of abrasives is shown in Fig. 6. The average surface roughness for the 6 samples reduced by 24, 32, and 50, respectively, when the sol-gel ball tools with silica, alumina, and diamond abrasives are used. The surface roughness could be improved significantly for all sol-gel ball tools with three kinds of abrasives. Compared with silica and alumina abrasives, diamond abrasives have the biggest hardness which results in the maximum material removal rate corresponding to the best polishing results.

The surface roughness before and after roughing polishing
The surface roughness after fine polishing with three kinds of abrasives is shown in Fig. 7. The average surface roughness for the 6 samples was reduced by 19 and 47%, respectively, when the sol-gel ball tools with silica and alumina abrasives are used. However, the average surface roughness rises from 533 ± 26 to 665 ± 86 nm with the increase rate of 25% when the sol-gel ball tools with diamond abrasive are used. Although the sol-gel ball tools have greater flexibility, additional scratches are formed on the fine polished surfaces leading to the deterioration of surface quality due to the high hardness of diamond abrasive. The alumina abrasives have a suitable hardness for the fine polishing process which is beneficial for better polishing results. The surface quality of Shoushan stone after the fine polishing with alumina abrasives is shown in Fig. 8. There are no obvious scratches on the polishing surface.

The surface roughness before and after fine polishing

The surface of Shoushan stone after fine polishing with alumina abrasives
The sketch of the polishing process with the sol-gel ball tools is shown in Fig. 9. The concession will occur when the hard abrasives contained in the softer sol-gel ball contact with the Shoushan stone, which will reduce the scratching depth of hard abrasives and avoid the occurrence of orange-peel effect in the softer phase of Shoushan stone. This conclusion could be verified by the results presented in Fig. 8.

The sketch of the polishing process with the sol-gel ball tools
4.3 The Drag Polishing of Irregular Seals with Sol-Gel Ball Tools
According to the above analysis, it could be drawn that the dry sol-gel ball tool with diamond abrasive and the polishing time of 30 min for the roughing polishing and wet sol-gel ball tools with alumina abrasives and the polishing time of 60 min for the fine polishing is a more optimized process for the polishing of Shoushan stone. It is worth pointing out that the optimized process is based on the polishing experiments of regular Shoushan stone samples, which would be directly used in the polishing of irregular seals made of Shoushan stone. The comparison of surface quality of irregular seal made of Shoushan stone before and after drag polishing is shown in Fig. 10. In order to quantitatively characterize the surface quality of the irregular seal, the roughness and glossiness of four selected local zones before and after drag polishing are measured, as shown in Fig. 11. The measure surface roughness and glossiness are shown in Fig. 12 and 13, respectively. It is found that the average surface roughness of the four zones declines from 1132 ± 62 to 287 ± 38 nm and that the average glossiness increases from 6.0 ± 1.9 gu to 34.8 ± 4.3 gu. The results depict that drag polishing using the self-developed sol-gel ball tools based on the optimized process parameters could achieve the ideal polishing results of an irregular seal made of Shoushan stone.

The comparison of the surface roughness before and after polishing

The surface roughness of selected zones

The surface roughness of an irregular seal made of Shoushan stone

The surface glossiness of an irregular seal made of Shoushan stone
This study focuses on the study of the drag polishing of Shoushan stone with sol-gel ball tools, in which the hardness of the constituent phase of the workpiece is significantly different. The hardness difference of constituent results in the poor polishing results when the hard abrasives are used in the drag polishing process. The drag polishing method using sol-gel ball tools with a relatively low hardness to achieve high polishing quality is proposed. The results of this study are instructive for the drag polishing of irregular components whose hardness distribution is uneven such as the parts made of composites and multiphase steels.
5 Conclusions
In this study, the drag polishing of an irregular seal made of Shoushan stone is carried out. The following conclusions could be drawn:
-
1.
The hard abrasives widely used in the drag polishing of metal parts are not suitable for the drag polishing of Shoushan stone because the composition of Shoushan stone is relatively complex.
-
2.
The self-developed sol-gel ball tools with hard abrasives have high flexibility, which could be used for the drag polishing of irregular seal made of Shoushan stone. After roughing and fine polishing based on the optimized process parameters, the average surface roughness decreases from 1132 ± 62 to 287 ± 38 nm, and the average glossiness increases from 6.0 ± 1.9 to 34.8 ± 4.3gu.
-
3.
The optimized drag polishing process is that the dry sol-gel ball tools with diamond abrasive are used for the roughing polishing with the polishing time of 30 min and the wet sol-gel ball tools with alumina abrasives are applied to the fine polishing.
References
X. Li, M. Huang, B. Song, Y. Zou, Y. Wang, Nondestructive Discrimination of Shoushan Stone and Laos Stone Based on Raman spectroscopy and Multivariate Methods, Acta Opt. Sin. (2016).
Y. Li, R. Chen, Z. Yang, M. Lin, Y. Wang, and F. Zhao, Discussion on Several Problems of Metallogenic Geological Condition and Genesis of Shoushan Stone, J. Gemmol., 2021, 23, p 1–11.
J. Zheng, T. Chen, Y. Liu, X. Xu, C. Yao, and Z. Zhou, Gemmological Characteristic of Jinshifeng Stone Dickite from Shoushan, J. Gems Gemmol., 2022, 24, p 43–53.
P. Stacey, S. Hall, S. Stagg, F. Clegg, and C. Sammon, Raman Spectroscopy and X-ray Diffraction Responses When Measuring Health-Related Micrometre and Nanometre Particle Size Fractions of Crystalline Quartz and the Measurement of Quartz in Dust Samples from the Cutting and Polishing of Natural and Artificial Stones, Raman Spectroscopy, 2021, 45, p 1095–1107.
G. Wang, Y. Wang, and Z. Xu, Modeling and Analysis of the Material Removal Depth for Stone Polishing, J. Mater. Process. Technol., 2009, 209, p 2453–2463.
E. Alagha, W. Alotaibi, M. Maghrbil et al., Effect of Different Finishing and Polishing Techniques on Surface Roughness of Two Universal Nanohybrid Composite Resin, Macedonian J. Med. Sci., 2020, 8, p 182–218.
T. Segreto, and R. Teti, Machine Learning for in-Process End-Point Detection in Robot-Assisted Polishing Using Multiple Sensor Monitoring, Int. J. Adv. Manuf. Technol., 2019, 103, p 4173–4187.
L. Pilný, and G. Bissacco, Development of on the Machine Process Monitoring and Control Strategy in Robot Assisted Polishing, CIRP Ann. - Manuf. Technol., 2015, 64, p 313–316.
C. Jiang, J. Huang, Z. Jiang, D. Qian, and X. Hong, Estimation of Energy Savings When Adopting Ultrasonic Vibration-Assisted Magnetic Compound Fluid Polishing, Int. J. Precis. Eng. Manuf. Technol., 2019, 8, p 1–11.
A. Jg, L.B. Chao, B. Zg, A. Yr, A. Xx, L.A. Chen, and X. Yi, Softness Abrasive Flow Polishing Method Using Constrained Boundary Vibration, Powder Technol., 2021, 382, p 173–187.
D.A. Beatriz, M. Marta, T. Roberto, and R. Eva, Analysis of Force Signals for the Estimation of Surface Roughness during Robot-Assisted Polishing, Materials (Basel)., 2018, 11, p 1438.
M. Kumar, H. Yadav, A. Kumar, M. Das, An Overview of Magnetorheological Polishing Fluid Applied in Nano-Finishing of Components, J. Micromanufacturing. (2021) 251659842110081.
T. Yu, X. Guo, Z. Wang, P. Xu, and J. Zhao, Effects of the Ultrasonic Vibration Field on Polishing Process of Nickel-Based Alloy Inconel718, J. Mater. Process. Technol., 2019, 273, p 116228.
R.P. Zeilmann, and C. Zanella, PCD Coating Polishing Effect on the Tool Wear in High-Speed Milling of Graphite, Int. J. Adv. Manuf. Technol., 2020, 108, p 2579–2593.
I. Malkorra, F. Salvatore, J. Rech, P. Arrazola, J. Tardelli, and A. Mathis, Influence of Lubrication Condition on the Surface Integrity Induced During Drag Finishing, Procedia CIRP, 2020, 87, p 245–250.
Fu. Youzhi, Wang Xuanping, Gao Hang, Wei Haibo, and Li. Shichong, Blade Surface Uniformity of Blisk Finished by Abrasive Flow Machining, Int. J. Adv. Manuf. Technol., 2016, 84, p 1725–1735.
O. Hronek, M. Zetek, T. Baka, and P. Adámek, Influences of Holders Speed on the Cutting Edge during Drag Finishing, Manuf. Technol., 2016, 16, p 933–939.
A. Kacaras, J. Gibmeier, F. Zanger, and V. Schulze, Influence of Rotational Speed on Surface States After Stream Finishing, Procedia CIRP, 2018, 71, p 221–226.
M. Barletta, F. Pietrobono, G. Rubino, and V. Tagliaferri, Drag Finishing of Sensitive Workpieces with Fluidized Abrasives, J. Manuf. Process., 2014, 16, p 494–502.
Z. Frederik, K. Andreas, N. Patrick, and S. Volker, Optimization of the Stream Finishing Process for Mechanical Surface Treatment by Numerical and Experimental Process Analysis - ScienceDirect, CIRP Ann., 2019, 68, p 373–376.
E. Uhlmann, A. Dethlefs, and A. Eulitz, Investigation of Material Removal and Surface Topography Formation in Vibratory Finishing, Procedia Cirp., 2014, 14, p 25–30.
I. Malkorra, H. Souli, F. Salvatore, P. Arrazola, J. Rech, M. Cici, and J. Rolet, Modeling of Drag Finishing—Influence of Abrasive Media Shape, J. Manuf. Mater. Process., 2021, 5(2), p 41.
I. Malkorra, F. Salvatore, P. Arrazola, and J. Rech, The Influence of the Process Parameters of Drag Finishing on the Surface Topography of Aluminium Samples, CIRP J. Manuf. Sci. Technol., 2020, 31, p 200–209.
Acknowledgments
The authors gratefully acknowledge financial support by National Natural Science Foundation of China (U1805251).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Chen, S., Lu, J., Wang, J. et al. Research on the Drag Polishing of Irregular Seals Based on the Self-Developed Sol-Gel Ball Tools. J. of Materi Eng and Perform 32, 4229–4236 (2023). https://doi.org/10.1007/s11665-022-07384-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-07384-1