
Abstract
The article presents studies of the influence of titanium on the microstructure and mechanical properties of the zinc casting alloy ZL2. The positive effect of its addition on the strength of die castings made of this alloy was found. Castings with the addition of titanium had a fine structure and higher tensile strength (approx. 255 MPa for an alloy with Ti addition) compared to the base material (approx. 200 MPa). The addition of the modifier also increased the hardness of the obtained castings from 100 HBW (ZL2) to 130 HBW (alloy with the addition of Ti).
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
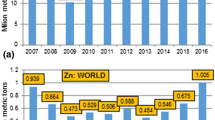
Zinc is the fourth most common metal in the world, after iron, aluminum and copper. In 2018, the global supply of zinc increased to 13.4 Mt with a demand of 13.77 Mt, of which about 15% is used for the production of zinc-based alloys (Ref 1, 2). Significant amounts of zinc are also recycled. Secondary production of world consumption is estimated to be around 20–40% (Ref 3). Zinc alloys die casting, due to their favorable foundry and functional properties, are used in the automotive, household appliances, furniture and window joinery industries. They show a low melting point and thus a low casting temperature. In addition, they are almost entirely recycled.
Zinc casting alloys are particularly suitable for high-pressure die casting (Ref 4). Despite the possibility of obtaining very thin-walled castings in sand and chill molds, castings made with these technologies constitute only a small part of the overall production of zinc alloy castings, similar to centrifugal casting, semisolid casting or smelted models. The most important areas of application of Zn-Al alloys are shaped castings and elements exposed to abrasion, with good mechanical, tribological and damping properties (Ref 5,6,7,8). The main limitation of the wider use of zinc alloys is their high density and lower mechanical properties with increasing temperature and time (Ref 9,10,11).
It should be emphasized, however, that starting from 2016, a steady increase in the production and sale of zinc alloy castings has been observed, e.g., in Germany this increase in 2017 amounted to 11.6% (to 47.7 Mt). This is due to the fact that zinc alloys require much lower melting and casting temperatures (approx. 57% less than in the case of aluminum alloys)—significant energy savings, multiplied by the melting of zinc alloys in hermetic furnaces in hot chamber machines and the possibility of making die castings with a wall thickness of < 1 mm.
The main alloying elements in zinc alloys are aluminum and copper (Ref 12,13,14). Small amounts of magnesium, manganese, iron, nickel, zircon and titanium are also introduced into zinc alloys (Ref 15,16,17,18,19).
In order to increase the mechanical properties of the alloy, structural modifications are often used. Due to the similar structure of the high-aluminum Zn alloys and Al alloys (presence of the α (Al) phase in both groups of alloys), basically the same master alloys are used for the modification of zinc and aluminum alloys as for the Al alloys. These are mainly titanium introducing master alloys. Here, modifiers based on Al are used, which, however, require considerable overheating of the alloy, which is detrimental to its properties, and the use of a stirrer to spread the master alloy in the metal bath. Zinc-based master alloys, e.g., ZnTi master alloys, do not have these defects.
Based on the available literature, the research took into account the modification of the ZP2 alloy with titanium. In the work of Piwowarski et al. (Ref 19) investigated the effect of the modification procedure on the change of the fragmentation of the structure of zinc alloys with medium aluminum content. The Zn alloy—10 wt.%—was tested Al (ZnAl10), modified before pouring into the sand mold with the addition of Zn modifying master alloy—3.2 wt.%. Ti (ZnTi3.2). It was found that the effect of significant fragmentation of the microstructure can be seen with the addition of titanium in the amount of 25, 50 and 100 ppm. Modification with higher addition of titanium, i.e., 200 and 400 ppm, does not result in further fragmentation of α (Al) dendrites. In the work (Ref 20), research on the fragmentation of the structure was carried out with the use of titanium in the three-component alloy ZZnAl4Y (Al—4%, Mg—0.05%, Zn—rest) in the amount of 0.02–0.11wt.% Ti. However, in the work of Zyska et al. (Ref 21) studies of the modification of the high-aluminum alloy ZL27 with titanium and boron are presented.
Shu-qing et al. in the work (Ref 22) showed that the addition of titanium has a beneficial effect on the strength, susceptibility to hot cracking and tightness of the two-component Zn-Al alloy (48% Al). Titanium gives rise to the TiAl3 phases which form nuclei of crystallization. However, too much TiAl3 phase can segregate in the melt and weaken the grain refining effect.
There are also known methods of modifying Zn-Al binary alloys with lanthanum and cerium (Ref 23), but they have no practical application at the moment.
As has already been mentioned, zinc alloys are increasingly used in a wide range of applications as a furniture accessories. Despite the relatively large mass—are also used in the automotive industry. While the propulsion mode of newer vehicles may undergo significant changes in the coming years (mixed combustion, electric), most parts produced for the automotive industry will not change. The significant increase in the quality of the castings is likely to contribute toward their wider usage in a variety of industrial applications. The goal of the study was to check the effect of titanium addition on the structure and mechanical properties of ZL2 zinc alloy castings.
2 Experimental Procedure
2.1 Materials and Processing
The starting material for the tests was the ZL2 alloy, which was modified with a titanium master alloy (ZnTi2). Titanium was added in the range of 0.1 to 0.7 wt.%. The metal was melted in a resistance crucible furnace (Fig. 1) of approximately 30 kg of zinc alloy capacity. The crucible was heated to about 300 °C to evaporate the moisture. The furnace was first charged with pieces of the primary alloy and a titanium master alloy was added to the resulting bath charge. The first clean ingots (primary alloy) were smelted and used as reference material, and then, the charge was supplemented with various amounts of titanium master alloy. After melting in the crucible and reaching the bath temperature of 400–420 °C, samples of each alloy composition were pressed out on a FRECH hot chamber machine with a clamping force of 1250 kN. The pressing pressure was 30 MPA.

Resistance crucible furnace used to melt metal
Modification of Zn-Al alloys can be carried out with master alloys based on Al (e.g., Al-Ti-B) and Zn (Zn-Ti). The introduction of titanium and boron into the zinc alloy results in the fragmentation of the dendrites of the solid solution of zinc in aluminum α′. The morphology of α′ dendrites also changes from linear through petallike to the most contained (semi-globular) (Ref 24). The use of Al-Ti-B master alloys, however, requires unfavorable overheating of the alloy (above 700 °C), which is associated with the evaporation of zinc (the need to use a protective gas atmosphere) and excessive absorption of hydrogen from the environment. In addition, Al-Ti master alloys show a large difference in density in relation to the density of the zinc alloy. Modification of ZL2 alloy with Al-Ti-B master alloys did not show satisfactory results. Therefore, the modification procedure was also carried out with the Zn-Ti master alloys. Master alloys of this type show good solubility in liquid zinc alloys at temperatures above 450 °C and have a density comparable to that of a zinc alloy. Tables 1 and 2 present the analysis of the chemical composition of the alloys used for the tests, which was performed using the classical method ("on wet").
2.2 Microstructural Characterization
Microscopic observations were made on a Zeiss Axio Observer Zm01 light microscope. On the other hand, microscopic examinations and photographs were made using the FEI Scios FEG high-resolution scanning electron microscope, equipped with an electron gun with thermal field emission and additional equipment with x-ray energy-dispersive spectroscopy (EDS) and electron backscatter diffraction (EBSD). The samples were prepared in accordance with the metallographic techniques of sample preparation for microstructure tests—sample polishing on diamond pastes with degradation from 9.31 to 0.25 µm. The last stage of polishing was performed on Al2O3 suspension.
Phase composition was analyzed by x-ray diffraction (XRD) (model Panalytical Empyrean), a lamp with a copper anode was used in the measurements, and the beam was collected using a PIXcell 3D detector. The PDF-4 + 2020 database was used for the analyzer.
2.3 Density and Porosity Examination Methods
The sample density tests (Pr) were carried out on the basis of the sample mass measurements in water and in air using a laboratory balance and was determined on the basis of the formula:
where ρr is the actual density of the sample, g/cm3; mp and mw are sample mass appropriate in air and water, g; ρp and ρw are air and water density, respectively, g/cm3; β is the thermal expansion coefficient (volumetric) of the sample material (average in the temperature range t = 20 °C, (°C) × 10−6; and t is the air and water temperature during sample weighing, °C (t = 20 °C).
The following were assumed for the calculations:
ρp = 0.001208 g/cm3 (air density at 20 °C and p = 762 mm Hg)ρw = 0.99802 g/cm3 (water density at 20 °C and p = 762 mm Hg)
The theoretical specific mass—Pt (density)—of the alloy was calculated on the basis of the formula:
where %N is the percentage content of the element in the alloy and ρN is the specific mass of the element g/cm3.
The porosity (P) was calculated according to the formula:
2.4 Characterization of Mechanical Properties and Hardness
Static tensile test was carried out on samples of circular section and made in accordance with DIN EN 10002-1 + AC1, as shown in Fig. 2. Tensile tests were carried out with the use of a testing machine type EU-20, manufactured by VEB Werkstoffprufmaschinen Leipzig, Germany. The device allows to obtain a maximum of 200.0 kN. The scope of the work was from 0 to 40 kN. The stress rate increase during the static tensile test was 15.9 MPa/s. The experiments were carried out at a temperature of 20 °C.

Shape and dimensions of the test specimens the tensile strength
The hardness measurements of the samples were taken on a Zwick/Roell ZHU 3000 universal testing machine, under the following conditions: ball diameter—2.5 mm; load size—613 N; nominal operating time load—12 s; and ambient temperature during the test—23 °C.
3 Results and Discussion
3.1 Microstructural Studies
The macrostructure tests were carried out on samples cut from die castings (samples for strength tests) from the ZL2 base material and with the addition of various amounts of titanium. The test images are shown in Fig. 3.

Microstructure of the high-pressure die casting made of: A, A′—ingots ZL2 and B, B′—ZL2 alloy modified with 0.33 wt.% Ti
Based on the analysis of the macrostructure of the tested samples, it can be observed that the addition of titanium caused a significant fragmentation of the structure of the obtained alloys. This is probably related the fragmentation of the structure of the alloy components, which is characteristic for titanium master alloys. The influence of Ti is also known as an element having one of the highest growth restriction factor (Q), which contributes to the refinement of the structure (Ref 24).
Figure 4, 5, 6, 7 and 8 shows the pictures of microstructure tests carried out for samples made of the base alloy (ZL2) and with a different addition of Ti master alloy. The phase composition of castings is also presented.

Microstructure of the ZL2 base material
Based on the analysis of the micrographs (Fig. 4, 5, 6, 7 and 8) of the cast microstructures, obtained from the base alloy with different magnification and with the addition of a different amount of the modifier, it can be noticed that as the amount of titanium added increases, a significant fragmentation of the structure of the casting occurs. The initial alloy without Ti addition shows a coarse dendritic structure of the Zn-Al solid solution (Fig. 3). After Ti addition, the solid solution shows a globular shape (Fig. 5-8). The refinement shown in Fig. 3 is also confirmed in Fig. 5, 6, 7 and 8 that shows significant refinement of the η dendrites and change of their morphology from linear to semi-globular (Fig. 5, 6, 7 and 8). Taking this discussion into account, it can be concluded that the Zn-Ti-based master alloys are promising inoculants for low-melting-point high-aluminum zinc foundry alloys (Ref 25,26,27). It is most visible when comparing Fig. 4, where the image for the ZL2 base alloy is presented, and Fig. 8, which shows the casting sample with the highest content of titanium, at the level of 0.66 wt.%.

Microstructure of the ZL2 alloy casting with the addition of 0.05 wt.% Ti

Microstructure of the ZL2 alloy casting with the addition of 0.11 wt.% Ti

Microstructure of the ZL2 alloy casting with the addition of 0.33 wt.% Ti

Microstructure of the ZL2 alloy casting with the addition of 0.66 wt.% Ti
3.2 XRD and EDS Analysis
The crystalline structure of each phase formed during casting of the ZL2 alloy with the addition of a modifier in the form of a titanium master alloy was identified by x-ray diffraction. Figure 9 shows the XRD analysis of zinc alloys with an addition Ti ranging from 0.05 to 0.66 wt.%. As can be seen in the diffraction image, all tested alloys consist mainly of η solid solution and β and β + Ti intermetallic phases. The SEM images (Fig. 4–8) confirm the morphology of the obtained structures. As the amount of the added modifier increases, there is a clear increase in the height of the peaks (spectra) that appear, characteristic for the η phase.

XRD analysis of castings from Zn alloys modified with a different content of Ti (wt.%)
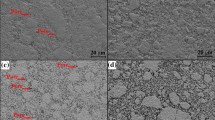
As a result of the surface distribution of elements and x-ray quantitative microanalysis carried out with the use of a high-resolution scanning electron microscope equipped with the EDS x-ray microanalysis system, the presence of the main alloying elements Zn, and Al, as well as Cu and Mn included in the casting Zn-Al alloys, as well as information was obtained on the mass and atomic concentration of individual elements in the point-tested micro-areas of the matrix and precipitates. Photographs of the castings microstructure are shown in Fig. 10, and the phases observed in the samples of individual alloys are summarized in Table 3.

Microstructure of castings made with the use of scanning electron microscope (SEM) and x-ray microanalysis (EDS) for: A, A′—0.05 wt.% Ti addition, B, B′—0.11 wt.% Ti addition, C, C′—0.33 wt.% Ti and D, D′ addition—0.66 wt.% Ti addition
The EDS analysis showed that the microstructure of the obtained casting alloys is remarkably similar. The bright area of the dendrite is mainly the phase with a small amount of dissolved Al and Cu (spectrum 8, Fig. 10(A′); spectrum 5, Fig. 10(B′), spectrum 8, Fig. 10(C′) and spectrum 7, Fig. 10(D′)). On the other hand, the coarser lamellar microstructure probably corresponds to the β phase which is characterized by a chemical composition similar to the eutectoid (i.e., Al ~ 14%, Zn ~ 80%, Cu ~ 1%) (spectrum 2, Fig. 10(A′); spectrum 9, Fig. 10(B′), spectrum 10, Fig. 10(C′) and spectrum 5 Fig 10(D′)). The darker massive phase visible in the EDS photographs is probably the β + Ti phase (spectrum 1, 4, Fig. 10(A′); spectrum 1, 3 Fig. 10(B′), spectrum 2, 3 Fig. 10(C′) and spectrum 1, 3 Fig. 10(D′)), located in the middle of the β phase. The properties of the alloy can be improved by the β + Ti dispersed particles, which have high density and strong immobilizing effect of dislocation slip and grain limit movement.
3.3 Density and Porosity Tests
Hydrogen is dissolved in zinc and is found in every grade of zinc alloy. As the temperature of the liquid metal increases, the solubility of gases (including hydrogen) increases dramatically. A certain indicator of the correct liquid metal preparation process and the selection of casting parameters is the metal density. Its approximation to the theoretical density proves the good removal of gases from the mold and the optimal choice of metal and mold temperature. Castings that are visually correct may be porous, which may prevent further processing by applying protective and decorative coatings or cataphoresis.
The density and porosity of the obtained castings were tested. The obtained results of density, theoretical density and porosity are shown in Fig. 11.

Change of theoretical density and actual density depending on the titanium content
As shown in Fig. 11, the values of the experimental density are almost the same as the values of the theoretical density. This proves the good removal of gases from the mold during melting and the optimal selection of metal and mold temperature.
In the case of the porosity analysis, the samples with the smallest addition of titanium master alloy turned out to be the best casts, characterized by the lowest porosity. The sample with the highest amount of added modifier (0.66 wt.%) had the highest porosity.
4 Research on Mechanical Properties and Hardness
The obtained castings from the base material (ZL2) and castings with the addition of various amounts of the modifier were subjected to strength tests. For this purpose, samples were prepared in accordance with the PN-EN 10002-1 + AC1 standard with a measuring diameter d0 = 10 mm. The obtained test results are shown in Fig. 12.

Change of yield strength, ultimate tensile strength and elongation depending on the content of titanium
As shown in Fig. 12, samples with the addition of titanium showed better mechanical properties than the base material. For the casting with the modifier addition, there is a clear increase in ultimate tensile strength (UTS), the value of which ranges from 270 MPa (for the addition of 0.05 wt.% Ti) to 264 MPa (for the addition of 0.33 wt.% Ti). However, for the ZL2 base material, the UTS under the same conditions was 200 MPa. In addition, the alloy with the addition of titanium was characterized by a relatively large increase in the mean value of the yield strength (YS). As can be seen, YS ranges from 236 MPa (for 0.05 wt.% Ti addition) to ~ 250 MPa (for 0.33 wt.% Ti addition). The ZL2 base alloy has an YS of ~ 200 MPa. Comparing Fig. 2(A) and (B), it can be seen the fragmentation of the macrostructure of the alloy, resulting in an increase in mechanical properties. These results are supported by the work of Ranganath et al. (Ref 28), in which the authors showed that the increase of the added titanium dioxide (2–6%) resulted in the increase of mechanical properties, i.e., UTS and YS, but unfortunately at the expense of plasticity. Yan and Wang (Ref 29) found that the a certain level of Ti content increases the UTS with the addition of 0.04 wt.% Ti up to 430 MPa. The elongation of the alloy also increases from 5.8 to 7.6%.
The hardness of castings made of the ZL2 base alloy and castings containing various modifier values (Ti) was also tested. The obtained results are shown in Fig. 13.

Change of sample hardness depending on the titanium content
The addition of a modifier in the form of titanium master alloy caused a significant increase in the hardness of the obtained castings. The hardness of the materials obtained varied depending on the amount of modifier added. The highest hardness (~ 130 HBW) was that of a casting which contained 0.05 wt.% Ti. However, with a larger amount of titanium, the sample obtained a lower hardness of ~ 128 HBW. This is because the fragmentation of the alloy structure by modification causes an increase in strength parameters—especially UTS and elongation, which can be observed in Fig. 12. On the other hand, the consequence of an increase in the elongation of the alloy is to maintain the hardness of the alloy at a constant level or to slightly decrease it. Experiments on other alloys (e.g., Al) show that an increase in strength parameters, in particular elongation, causes a decrease in the hardness of the alloy (Ref 30, 31). However, when comparing the obtained results, it can be seen that all the modified samples were more durable than the base material casting, which had a hardness of ~ 100 HBW. This is consistent with the literature (Ref 19, 32) which states that the addition of the Ti modifier changed the morphology of the eutectic structure, especially the thickness and distance between the eutectics plates, which has influenced the hardness of the material.
5 Conclusion
The addition of a modifier in the form of a titanium master alloy to the base alloy ZL2 showed a beneficial effect on the strength of the tested alloys. At the same time, a significant influence of titanium on the morphology and mechanical properties of the obtained alloys was found. The addition of titanium refined the alloy structure, which resulted in higher values of mechanical properties. The tensile strength ranging from 240 to 270 MPa was obtained, for the addition of Ti 0.33 and 0.05 wt.%, respectively. However, for the base material, the tensile strength was 200 MPa. The addition of titanium also made it possible to achieve a higher value of the yield strength (from 236 to 250 MPa, for Ti addition 0.05 and 0.33 wt.% respectively). At the same time, the application of the modifier increased the hardness of the obtained castings, from the level of ~ 100 HBW (base alloy) to the level of ~ 130 HBW (with the addition of Ti).
References
Global Zinc Market to Grow at 3.8% in 2022. Available online: https://www.mining-technology.com/comment/zinc-outlook-2019/. Accessed 10 Apr 2021
D. Rollez, A. Pola and F. Prenger, Zinc Alloy Family for Foundry Purposes, World Metall., 2015, 68, p 354–358.
R.F. Lynch, Zinc: alloying, thermomechanical processing, properties, and applications. In Encyclopedia of Materials: Science and Technology (Elsevier, Amsterdam, 2001), p. 9869–9883
The New Generation of Efficient and Sustainable Zinc Alloys. Available online: https://grillo.de/wp-content/uploads/2014/08/grillo_flyer_zep_englisch_v2_141019.pdf. Accessed 10 Apr 2021
E.J. Kubel Jr., Expanding Horizon for ZA Alloys, Adv. Mater. Process., 1987, 132, p 51–57.
B.K. Prasad, A.K. Patwardhan and A.H. Yegneswaran, Dry Sliding Wear Characteristics of Some Zinc-Aluminium Alloys: A Comparative Study with a Conventional Bearing Bronze at a Slow Speed, Wear, 1996, 199, p 142–151.
M.T. El-Khair, A. Daoud and A. Ismail, Effect of Different Al Contents on the Microstructure, Tensile and Wear Properties of Zn-Based Alloy, Mater. Lett., 2004, 58, p 1754–1760.
F. Porter, Zinc Handbook: Properties, Processing, and Use in Design, CRC Press, New York, 1991.
E. Gervais, R.J. Barnhurst and C.A. Loong, An Analysis of Selected Properties of ZA Alloys, JOM, 1985, 37, p 43–47.
R.B. Ross, Zinc. In Metallic Materials Specification Handbook (Springer, New York, 1992), p. 614–617.
T.-S. Cho, H.-J. Lee, B. Ahn, M. Kawasaki and T.G. Langdon, Microstructural Evolution and Mechanical Properties in a Zn-Al Eutectoid Alloy Processed by High-Pressure Torsion, Acta Mater., 2014, 72, p 67–79.
Z. Liu, R. Li, R. Jiang, X. Li and M. Zhang, Effect of Al Addition on the the Structure and Mechanical Properties of Zn Alloys, J. Alloys Compd., 2016, 687, p 885–892.
T. Savaşkan, A.P. Hekimoğlu and G. Pürçek, Effect of Copper Content on the Mechanical and Sliding Wear Properties of Monotectoid-Based Zinc-Aluminium-Copper Alloys, Tribol. Int., 2004, 37(1), p 45–50. https://doi.org/10.1016/S0301-679X(03)00113-0
X.-P. Luo, L.-T. Xia and M.-G. Zhang, Effect of Different Al Content on the Microstructure, Mechanical and Friction Properties of High Aluminum Zinc-Based Alloys, J. Adv. Microsc. Res., 2011, 6, p 301–305.
A. Türk, M. Durman and E.S. Kayali, The Effect of Manganese on the Microstructure and Mechanical Properties of Zinc-Aluminium Based ZA-8 Alloy, J. Mater. Sci., 2007, 42, p 8298–8305. https://doi.org/10.1007/s10853-007-1504-2
M. Li, S. Lu and F. Long, Effect of Y Addition on the Mechanical Properties and Microstructure of Zn-Al Alloys, JOM, 2015, 67, p 922–928. https://doi.org/10.1007/s11837-014-1269-4
T. Gancarz and G. Cempura, Characterization of ZnAl Cast Alloys with Li Addition, Mater. Des., 2016, 104, p 51–59. https://doi.org/10.1016/j.matdes.2016.05.019
T. Savaşkan and O. Bican, Effects of Silicon Content on the Microstructural Features and Mechanical and Sliding Wear Properties of Zn-40Al-2Cu-(0-5)Si Alloys, Mater. Sci. Eng. A, 2005, 404(15), p 259–269. https://doi.org/10.1016/j.msea.2005.05.078
M. Krupiński, B. Krupińska, K. Labisz, Z. Rdzawski and T. Tański, Effect of Chemical Composition Modification on Structure and Properties of the Cast Zn-Al-Cu Alloys, Proc. IMechE Part L J. Mater. Des. Appl., 2016, 230(3), p 805–812. https://doi.org/10.1177/1464420715617193
G. Piwowarski, J. Buraś and W.K. Krajewski, Wpływ zabiegu modyfikowania zaprawą ZnTi3,2 na mikrostrukturę stopu ZnAl10 (Effect of the modification of ZnTi3,2 Mortar on the Microstructure of the ZnAl10 Alloy), Arch. Found. Eng., 2013, 13(3), p 129–132. (in Polish)
W. Jianhua, W. Xiande, T. Hao, and S. Xuping, Effects of Titanium on Microstructure And Mechanical Propertis Of Zznal4y Alloy. https://www.foundry-planet.com/d/effects-of-titanium-on-microstructure-and-mechanical-properties-of-zznal4y-alloy/. Accessed 18 May 2021
A. Zyska, Z. Konopka, M. Łągiewka, M. Nadolski and A. Chojnacki, High-Aluminium Zinc Alloy (ZnAl27Cu2) Modified with Titanium and Boron, Arch. Found. Eng., 2009, 9(4), p 237–240.
Y. Shu-qing, X. Jing-pei, W. Wen-yan and Li. Ji-wen, Microstructure and Tensile Property of Zn-Al Alloy Reinforced with Titanium Produced by Electrolysis, Adv. Mater. Res., 2009, 79–82, p 1415–1418. https://doi.org/10.4028/www.scientific.net/AMR.79-82.1415
W.K. Krajewski, Stopy cynku z aluminium: Rodzaje, właściwości, zastosowanie (The Alloys of Zinc With Aluminum: Types, Properties, Usage), Wydawnictwo Naukwe AKAPIT, Krakow 2013, ISBN 978-83-63663-20-9 (in Polish)
P.K. Krajewski, A.L. Greer and W.K. Krajewski, Main Directions of Recent Works on Al-Zn-Based Alloys for Foundry Engineering, J. Mater. Eng. Perform., 2019, 28, p 3986–3993. https://doi.org/10.1007/s11665-019-04048-5
W.A. Pollard, K.M. Pickwick, J.T. Jubb and R.H. Packwood, The Grain Refinement of Zinc-Aluminum Alloys by Titanium, Can. Metall. Q., 1974, 13, p 535–543.
W.A. Pollard, Nucleation in Zn-Al Alloys Grain Refined with Ti, Can. Metall. Q., 1974, 13, p 597–606.
G. Ranganth, S.C. Sharma, M. Krishna and M.S. Muruli, A Study of Mechanical Properties and Fractography of ZA-27/Titanium-Dioxide Metal Matrix Composites, J. Mater. Eng. Perform., 2002, 11(4), p 408–413.
S. Yan and H. Wang, The Effect of Small Amount of Titanium Addition on the Grain Refinement and Mechanical Properties of ZA48 Alloy, J. Mater. Eng. Perform., 2013, 22, p 1113–1119.
M.M. Ali, A.N. Mohamed Omran and M. Abd-El-Hakeem, Prediction the Correlations Between Hardness and Tensile Properties of Aluminium-Silicon Alloys Produced by Various Modifiers and Grain Refineries Using Regression Analysis and an Artificial Neural Network Model, Eng. Sci. Technol. Int. J., 2021, 24, p 105–111. https://doi.org/10.1016/j.jestch.2020.12.010
L. Ceschini, A. Morri, A. Morri and G. Pivetti, Predictive Equations of the Tensile Properties Based on Alloy Hardness and Microstructure for an A356 Gravity Die Cast Cylinder Head, Mater. Des., 2011, 32, p 1367–1375. https://doi.org/10.1016/j.matdes.2010.09.014
B. Krupińska, Z. Rdzawski and K. Labisz, Crystallisation Kinetics of the Zn-Al Alloys Modified with Lanthanum and Cerium, J. Achiev. Mater. Manuf. Eng., 2011, 46(2), p 154–160.
Acknowledgments
The work was created as part of the project entitled: Development and implementation of a production program for automotive window accessories positioners along with the process of automating their palletization based on an innovative zinc alloy with improved thermal and mechanical strength parameters (POIR.01.02.00-00-0229/16) which is co-financed by the European Union.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visithttp://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Dudek, P., Piwowońska, J. Influence of Titanium on the Microstructure and Mechanical Properties of Foundry Zinc Alloy. J. of Materi Eng and Perform 31, 9029–9038 (2022). https://doi.org/10.1007/s11665-022-06940-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-06940-z