
Abstract
Poly(methyl methacrylate) (PMMA)-based composites filled with ultra-high molecular weight polyethylene (UHMWPE) were prepared. The synergistic effect of filling UHMWPE and heat treatment on the tribological properties of PMMA based composites was investigated by a ball-on-disk tribometer. Fourier Transform Infrared (FTIR) spectroscopy, Thermogravimetric Analysis (TG), and Field-Emission Scanning Electron Microscopy (FE-SEM) were used to characterize PMMA-based composites. It is shown that the friction coefficient and wear rate of PMMA based composite are reduced significantly by the combination of filling UHMWPE and heat treatment. The friction and wear performances of 20wt.% UHMWPE/PMMA composite with heat treatment are optimal. Compared with neat PMMA, the friction coefficient and wear rate reduce, respectively, about 70 and 85% by the synergistic effect of 20wt.% UHMWPE filling and heat treatment. The friction reduction is due to the lubrication of filling UHMWPE. The improvement of wear resistance is due to the improvement of the shore hardness and a more compacted microstructure, which is caused by heat treatment. Serious adhesive wear is the predominant wear mechanism of neat PMMA. The main wear mechanisms for UHMWPE/PMMA composites are slight adhesive wear and abrasive wear.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polymers are widely used as the friction pair materials of mechanical parts in aviation, automobile, food, and other fields for their advantages of self-lubricating performance, light weight, corrosion resistance, low cost, and so on (Ref 1,2,3). Poly(methyl methacrylate) (PMMA) possesses excellent mechanical properties, good dimensional stability, biocompatibility, and low aqueous absorption. Thus, it has raised tremendous attention among all kinds of polymers (Ref 4, 5). But neat PMMA is not suitable as a friction pair material because of its high friction coefficient and poor wear resistance (Ref 6). Filling modification for PMMA improves its friction and wear properties, making PMMA possible to be used as a potential friction material. Various filling materials, such as micron- or nano- metals, ceramics, and polymers particles or fibers, are filled into PMMA to improve their mechanical and tribological performances (Ref 7,8,9,10,11,12). PMMA/SiO2/TiO2 composite is synthesized (Ref 8) and exhibits a low friction coefficient range of 0.09-0.11. Farhan et al. (Ref 9) investigated the tribological characteristics of TiO2-ZnO/PMMA nanocomposites. They reported that the friction coefficient and wear rate decreased with the increase in the TiO2-ZnO percentage. Akinci et al. (Ref 10) found that the lowest wear rate of ZrO2/PMMA composite could reach 3.01×10−7 mm3/m by filling an appropriate proportion of ZrO2. The wear resistance of PMMA composite is improved by adding 5% bone ash or 5% keratin (Ref 11). In our previous study, the tribological properties of PMMA based composites reinforced by micron-PTFE, micron-Cu, and submicron-Al2O3 particles were investigated (Ref 12). It was found that the lower friction coefficient (<0.2) of PTFE/Cu/Al2O3 filled PMMA based composite appeared by the combination of the PTFE mass ratio > 4.5% and the Al2O3 mass ratio <7.5%.
Ultra-high molecular weight polyethylene (UHMWPE) is a linear homo-polymer with superior physicochemical and mechanical properties, such as high tensile strength, good self-lubrication, chemical stability, nontoxicity, and outstanding abrasion resistance (Ref 13,14,15,16). So UHMWPE has been widely studied by scholars for a long time, while there are a few studies on the tribological properties of UHMWPE reinforced PMMA composites. UHMWPE fibers were filled into PMMA (Ref 17) to improve the wear resistance of UHMWPE/PMMA composites. But the poor interfacial interaction between UHMWPE fibers and PMMA led to a decrease in the mechanical properties. By the combination of fiber surface treatment and nano-particle filling (Ref 18, 19), the interfacial strength between UHMWPE fibers and PMMA improves. Therefore, the wear resistance is also improved. In addition to the interfacial bonding strength, the mechanical properties of fiber reinforced composites are oriented or anisotropic (Ref 20, 21). This also restricts its application to a certain extent.
Heat treatment is another way to enhance the wear resistance of polymers. Therefore, many studies have been conducted with different polymer materials. After heat treatment at 500 °C, the multilayer polyethylenimine/molybdenum disulfide (PEI/MoS2)15 thin films showed excellent tribological behaviors and high durabilities in both dry and humid environments (Ref 22). Chang et al. (Ref 23) investigated the effect of heat temperature on the tribological properties of pultruded kenaf fiber-reinforced polyester composites (PKFPCs) using Taguchi DOE design. It is shown that heat treatment temperature is the significant factor, and the lowest wear volume loss is obtained at 140 °C. Kim et al. (Ref 24) demonstrated that the friction coefficient of PMMA film was reduced by the appropriate heat temperature.
However, few reports have been available for the synergistic effect of filling ultra-high molecular weight polyethylene (UHMWPE) and heat treatment on the tribological properties of PMMA based composites. In this work, UHMWPE particles filled PMMA based composites before and after heat treatment were prepared. The infrared spectroscopy, thermal stability, hardness, and friction tests were conducted to evaluate the synergistic effect of UHMWPE filling mass ratio and heat treatment.
Experimental
Materials
A commercial acrylic product of PMMA powder was supplied by Arkema, Serquigny, France. The methyl methacrylate (MMA) (≥99.5%) monomer liquid was supplied by Aladdin Reagent Co. Ltd., Shanghai, China. UHMWPE powder (the average molecular weight, 4.7 million g/mol) was supplied by Ticona, Texas, America. The dibenzoyl peroxide (BPO, ≥98%; Containing water 28-32%), N, N-dimethyl-p-toluidine (Dmpt, 98%) were supplied by Sinopharm Group Chemical Reagent Co. Ltd., Shanghai, China.
Composite Preparation
The PMMA matrix is synthesized by a two-component polymerization system, consisting of a PMMA powder mixture and an MMA liquid mixture. The mass ratio of the powder to the liquid is 1.5. The preparation method of UHMWPE/PMMA composite is similar to the preparation method of PTFE/PMMA composite in our previous study (Ref 25). The mass ratio of UHMWPE filler is defined as, filler/(filler + the powder mixture + the liquid mixture). The diameter of the cylindrical UHMWPE/PMMA composite is 20 mm, and the height is about 10 mm.
Heat Treatment
The schematic of the heat treatment mold is shown in Fig. 1. The mold, whose inner diameter is the same as the diameter of UHMWPE/PMMA composite, is made of steel. The heat treatment parameters are molding pressure (P) 5 MPa, molding temperature (T) 110 °C, and holding time (t) 15 min, respectively. The molding pressure cannot be removed until the sample naturally cools to room temperature.

The schematic of heat treatment mold
Characterization
FTIR Spectroscopy
Fourier Transform Infrared (FTIR) spectroscopy of neat PMMA and UHMWPE/PMMA composites were recorded by a Bruker Equinox 55 FTIR Spectrometer at room temperature using an Attenuated Total Reflection (ATR) device.
Thermal Characterization
Thermogravimetric Analysis (TG) of neat PMMA, UHMWPE, and UHMWPE/PMMA composites was performed by a Simultaneous Thermal Analyzer (STA449C/6/G, Netzsch, Bavaria, Germany). Nitrogen gas was used as the protective gas with a flow rate of 20ml/min. The temperature ranged from room temperature to 600 °C with a heat rate of 10 °C/min.
Hardness
Hardness tests of UHMWPE/PMMA composites were characterized by Shore hardness (Handpi Shore Hardness Tester LX-D, Adburg Instruments Co., Yueqing, China). Each hardness value was taken from the average of five measurements.
Tribology Test
Dry friction properties of UHMWPE/PMMA composites were evaluated by a ball-on-disk tribometer (CSM Instruments, Peseux, Switzerland). A counterpart ball (bearing steel, AISI E52100, hardness of HRC 60-65, diameter of 6mm, surface roughness Ra < 0.2 μm) was fixed in a pin-shaped fixture to slide against UHMWPE/PMMA composite. The counterpart ball was cleaned 30 min in alcohol by an ultrasonic cleaner, and dried in a thermostat before the friction test. The surface of UHMWPE/PMMA composite was polished with sandpaper and a polishing machine in turn, and then ultrasonically cleaned for 30 min in deionized water, dried at 40 °C for 12 h. The surface roughness Ra of UHMWPE/PMMA composite was 0.4~0.6μm. During the experiment, the ball remained stationary. But UHMWPE/PMMA composite kept spinning. The sliding speed and distance were 0.2 m/s and 500 m, respectively. The applied load was fixed to 5 N. Each experiment was repeated three times at room temperature.
The wear volume of UHMWPE/PMMA composite was measured by a Conscan confocal optical profilometer (Anton Paar Compact Platform Company, Graz, Austria). The wear behavior was expressed by the wear rate, which calculated by the following formula,
where ω is the specific wear rate in mm3/(Nm), ΔV is the volume loss in mm3, F is the applied normal load in N, L is the total sliding distance in m.
Results and Discussion
FTIR Analyses
The FTIR spectra of 0, 10, 20 and 30 wt.% UHMWPE/PMMA composites and 30 wt.% UHMWPE/PMMA composite with heat treatment (30 wt.%-H) are presented in Figure 2. The strong vibration band of pure PMMA appears at 1724 cm-1, corresponding to the stretching vibration of C=O (Ref 26). The bands around 1445 and 1147 cm−1 are related to the bending vibration of C-H and the ester group stretching vibration of C-O, separately (Ref 26, 27). Additionally, the stretch bands at 2948 and 2879 cm−1 for pure PMMA, and the stretch bands at 2916 and 2848 cm−1 for UHMWPE/PMMA composites, are both associated with the stretching vibrations of the saturated C-H (Ref 26, 27). The peak intensity of the saturated C-H for UHMWPE/PMMA composite increases with the increase in the UHMWPE filling mass ratio. And there is no additional peak for UHMWPE/PMMA composite by filling UHMWPE. This means that no chemical interaction happened between PMMA and UHMWPE. UHMWPE is supposed to be inlaid into PMMA matrix physically. All the peaks of FTIR spectra for 30 wt.% UHMWPE/PMMA composite with heated treatment are basically the same as that of 30 wt.% UHMWPE/PMMA composite, which shows that heat treatment does not change the physical bonding of UHMWPE/PMMA composite. In the absence of a catalyst, the molecular structure of PMMA and UHMWPE is relatively stable. The selected heat treatment conditions in this paper do not destroy the original chemical bonds or generate new chemical bonds.

FTIR spectra of UHMWPE/PMMA composites
Thermal Analyses
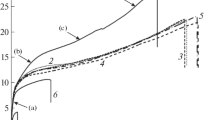
The thermogravimetric curves of UHMWPE, PMMA, 30 wt.% UHMWPE/PMMA composite, PMMA with heat treatment (PMMA-H), and 30 wt.% UHMWPE/PMMA composite with heat treatment (30 wt.% UHMWPE/PMMA-H) are depicted in Fig. 3. Representative data are summarized and displayed in Table 1. Separately, T5 and T10 are the expressions of 5 wt.% and 10 wt.% decomposition temperatures. The complete decomposition temperature is represented by TC. As shown in Fig. 3 and Table 1, T5 and T10 of pure PMMA with heat treatment are obviously higher than that of pure PMMA without treatment. It shows that heat treatment improves the thermal stability of PMMA. It may be caused by the reason that heat treatment is beneficial to the further polymerization of small PMMA molecules, which remained in the PMMA self-curing stage at room temperature, increasing the PMMA molecular weight and molecular chain length. In addition, as shown in Fig. 3, there are two extra inflection points on the TG curves of 30 wt.% UHMWPE/PMMA and 30 wt.% UHMWPE/PMMA-H composites, respectively. The temperature at the first inflection point is close to the TC of PMMA, while the second inflection point approaches the start decomposition temperature of UHMWPE. This means that the decomposition curve of 30 wt.% UHMWPE/PMMA composite is divided into two stages. The first stage is the decomposition of PMMA. At this time, the decomposition temperature of UHMWPE has not been reached. The second stage is the decomposition of UHMWPE. At this time, PMMA has already been decomposed. It also demonstrates that the combination between PMMA and UHMWPE is physical.

TG curves of PMMA, UHMWPE and UHMWPE/PMMA composites
Hardness Analyses
Figure 4 shows the shore hardnesses of different UHMWPE filling mass ratios’ UHMWPE/PMMA composites without and with heat treatment. It can be found that the shore hardnesses of UHMWPE/PMMA composites without and with heat treatment both decrease gradually with the UHMWPE filling mass ratio increasing. It is the reason that the shore hardness of UHMWPE is slightly lower than that of PMMA (Ref 28, 29). Besides, a part of the filled UHMWPE particles hinder the chemical polymerization of PMMA and MMA, while the shore hardnesses of UHMWPE/PMMA composites with heat treatment are remarkably enhanced, relative to that without treatment at the same UHMWPE filling mass ratio. It may be that heat treatment increases the molecular weight of PMMA (this is consistent with TG analysis) and the compactness of UHMWPE/PMMA composite. It is worth noting that the shore hardness of 30 wt.% UHMWPE/PMMA composite with heat treatment is almost the same as that of PMMA without heat treatment. In other words, the amount of hardness reduction, caused by filling with 30 wt.% UHMWPE, is approximately equal to the amount of hardness increment, caused by heat treatment. It is helpful to understand the change in wear rate in the following.

Shore hardness of different UHMWPE filling mass ratios’ UHMWPE/PMMA composites without and with heat treatment
Friction and Wear Tests
Friction Test
Figure 5 illustrates the friction coefficient curves of different UHMWPE filling mass ratios’ UHMWPE/PMMA composites without and with heat treatment. In general, the friction coefficient curves of PMMA and 10 wt.% UHMWPE/PMMA composite without and with heat treatment all have severe fluctuations. Nevertheless, when the UHMWPE filling mass ratios are 20 and 30 wt.%, the friction coefficient curves of UHMWPE/PMMA composites without and with heat treatment all become smooth and steady. It is shown that an appropriate amount of UHMWPE, which has good self-lubricating performance, is beneficial to improve the friction process’ stability of UHMWPE/PMMA composite.

Friction coefficients of different UHMWPE filling mass ratios’ UHMWPE/PMMA composites change with sliding distance. (a) without heat treatment; (b) heat treatment
Friction coefficients of different UHMWPE filling mass ratios’ UHMWPE/PMMA composites without and with heat treatment are given in Fig. 6. As it can be seen, the addition of UHMWPE has a notable reduction in the friction coefficients of UHMWPE/PMMA composites. The friction coefficients decrease with the UHMWPE filling mass ratio increasing. When the UHMWPE filling mass ratio goes up to 20 wt.%, the friction coefficient has slight reduction with the UHMWPE filling mass ratio increasing to 30 wt.%. Compared with pure PMMA, the friction coefficient of UHMWPE/PMMA composite decreases nearly 50% by filling 20 wt.% UHMWPE. Heat treatment has a significant effect on the reduction of the friction coefficient under all of the UHMWPE filling mass ratios. When the UHMWPE filling mass ratio is 20 wt.%, the friction coefficient could be further reduced by heat treatment. It is reduced by about one-third (about 0.13) as compared to that without heat treatment (about 0.20), and about 70% as compared to that of pure PMMA without heat treatment. According to the early studies, the friction coefficients of PMMA based composites are greater than 0.2 by filling Al2O3 (Ref 30), ZrO2 (Ref 10), TiO2, and CaAl2O4 (Ref 31). The friction coefficients of 20 wt.% and 30 wt.% UHMWPE/PMMA composites without heat treatment are around 0.2. However, the friction coefficients with heat treatment are lower than 0.15. It is shown that the synergistic effect of filling UHMWPE and heat treatment can significantly reduce the friction coefficient of PMMA based composites. This may be attributed to that, when the UHMWPE filling mass ratio is equal to or greater than 20 wt.%, UHMWPE could form a transfer film with low shear strength on the friction pair surface, which plays an outstanding lubrication performance (Ref 32, 33). In addition, heat treatment is beneficial to forming UHMWPE transfer film.

Friction coefficients of different UHMWPE filling mass ratios’ UHMWPE/PMMA composites without and with heat treatment
Wear Test
Figure 7 shows the wear rates of different UHMWPE filling mass ratios’ UHMWPE/PMMA composites without and with heat treatment. It can be clearly observed that the wear rates of PMMA based composites decrease obviously by filling UHMWPE, compared with pure PMMA, whether without or with heat treatment. According to the analysis of Fig. 6, the addition of UHMWPE has a notable reduction in the friction coefficients of UHMWPE/PMMA composites. Even adding 10 wt.% UHMWPE, the friction coefficients decrease 32.6 and 30.8 %, respectively, for UHMWPE/PMMA composites without and with heat treatment. Thus, the reduction in the wear rate should be due to the decrease in the friction coefficient, which is caused by filling UHMWPE. For UHMWPE/PMMA composites, heat treatment can further improve their wear resistance. Heat treatment results in an improvement of the shore hardness and a more compact microstructure with better adhesion between UHMWPE filler and PMMA matrix, which may be the main cause for the drastic drop of the wear rate (Ref 34).

Wear rates of different UHMWPE filling mass ratios’ UHMWPE/PMMA composites without and with heat treatment
For UHMWPE/PMMA composites without heat treatment, the wear rates increase with the increase in the UHMWPE filling mass ratio. This is consistent with the decreasing trend of the shore hardness. Thus, the decrease in the shore hardness should be the reason for the increase in the wear rate. However, for UHMWPE/PMMA composites with heat treatment, the wear rates increase little with the increase in the UHMWPE filling mass ratio. This is inconsistent with the decreasing trend of the shore hardness. Although the shore hardnesses of UHMWPE/PMMA composites with heat treatment decrease with the increase in the UHMWPE filling mass ratio, the shore hardness of 30 wt.% UHMWPE/PMMA composite with heat treatment is almost the same as that of PMMA without heat treatment. In other words, for UHMWPE/PMMA composites with heat treatment, heat treatment makes the shore hardness increase. The UHMWPE filling mass ratio increasing makes the shore hardness decrease. But the increase in the shore hardness by heat treatment is enough to offset the decrease in the shore hardness by filling UHMWPE. Thus, the UHMWPE filling mass ratio has little impact on the wear rates of UHMWPE/PMMA composites with heat treatment. Moreover, the wear rate of 30 wt.% UHMWPE/PMMA composite, which has the worst wear resistance of the three kinds of UHMWPE/PMMA composites without heat treatment, decreases nearly 55 % compared with pure PMMA without heat treatment. But the wear rates of UHMWPE/PMMA composites with heat treatment decrease more than 80%, compared with pure PMMA without heat treatment. Considering both the tribological properties and cost for UHMWPE/PMMA composites, 20 wt.% UHMWPE/PMMA composite with heat treatment should be optimal for the low friction coefficient and low wear rate.
Worn Surface Analyses
Wear Analysis
Figure 8 illustrates SEM images for the worn surface morphologies of different UHMWPE filling mass ratios’ UHMWPE/PMMA composites without and with heat treatment. Some typical features of wear are indicated by lines and texts. The typical worn morphology of pure PMMA without heat treatment is shown in Fig. 8(a). The worn surface is particularly uneven, and many spallings, tearing flakes, and plastic flows can be seen. This indicates that there is a serious adhesive wear. It is also responsible for the severe fluctuation of the friction coefficient curve in Fig. 5(a). In Fig. 8(b), some spallings, tearing flakes, and plastic flows can still be observed. But the adhesive wear is significantly reduced by filling 10 wt.% UHMWPE. When the UHMWPE filling mass ratios are 20 wt.% (Fig. 8c) and 30 wt.% (Fig. 8d), there are a few shallow scratches and slight tears on the worn surfaces, indicating the existence of slight adhesive wear and abrasive wear. The relatively flat surfaces and slight wear of 20 wt.% and 30 wt.% UHMWPE/PMMA composites are consistent with the stable friction process (as shown in Fig. 5(a)), low friction coefficient (as shown in Fig. 6), and low wear rate (as shown in Figure 7). In Fig. 8(e)-(h), for UHMWPE/PMMA composites with heat treatment, the wear characteristics also change significantly with the UHMWPE filling mass ratio increasing. This is similar to that without heat treatment. Also, serious adhesive wear is the main wear mechanism for pure PMMA and 10 wt.% UHMWPE/PMMA composite with heat treatment. Slight adhesive wear and abrasive wear are responsible for 20 and 30 wt.% UHMWPE/PMMA composites with heat treatment. From Fig. 8(e)-(h), wear gradually reduces. This is also consistent with the changing trend of the friction process in Fig. 5(b), the friction coefficient in Fig. 6, and the wear rate in Fig. 7.

SEM images for the worn surface morphologies of UHMWPE/PMMA composites. (a) PMMA, without heat treatment; (b) 10wt.% UHMWPE/PMMA, without heat treatment; (c) 20wt.% UHMWPE/PMMA, without heat treatment; (d) 30wt.% UHMWPE/PMMA, without heat treatment; (e) PMMA, heat treatment; (f) 10wt.% UHMWPE/PMMA, heat treatment; (g) 20wt.% UHMWPE/PMMA, heat treatment; (h) 30wt.% UHMWPE/PMMA, heat treatment
UHMWPE Transfer Film
Figure 9 shows SEM images and EDS spectra for typical worn morphologies of the counterpart balls sliding against 20 wt.% UHMWPE/PMMA composite with and without heat treatment. In Fig. 9(a) and (b), the transfer film and many scratches can be observed on both the surfaces of the counterpart balls, whether sliding against 20 wt.% UHMWPE/PMMA composite with and without heat treatment. However, the scratches diminish significantly when the counterpart ball against 20 wt.% UHMWPE/PMMA composite with heat treatment. This coincides with Fig. 8(c) and (g). Moreover, according to EDS spectra of Fig. 9(c) and (d), the transfer films on the counterpart balls are mainly composed of C, O, and Fe elements. C and O elements mainly come from UHMWPE and PMMA matrix. The transfer film plays a role in preventing a direct contact for UHMWPE/PMMA composite and the steel ball, which leads to a decrease in the wear rate.

SEM images and EDS spectra for typical worn morphologies of the counterpart balls. (a) SEM of against with 20wt.% UHMWPE/PMMA, without heat treatment; (b) SEM of against with 20wt.% UHMWPE/PMMA, heat treatment; (c) EDS of against with 20wt.% UHMWPE/PMMA, without heat treatment; (d) EDS of against with 20wt.% UHMWPE/PMMA, heat treatment
Conclusions
-
(1)
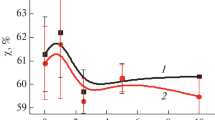
Both the shore hardnesses of UHMWPE/PMMA composites without and with heat treatment decrease with the UHMWPE filling mass ratio increasing. The shore hardnesses and thermal stabilities of UHMWPE/PMMA composites are improved by heat treatment.
-
(2)
The friction coefficient and wear rate of UHMWPE/PMMA composite reduce significantly by the combination with heat treatment. 20 wt.% UHMWPE/PMMA composite with heat treatment is optimal. Compared with neat PMMA, the friction coefficient and wear rate of 20 wt.% UHMWPE/PMMA composite with heat treatment decrease nearly 70% and 85%, respectively.
-
(3)
Filling UHMWPE reduces friction by a UHMWPE lubrication transfer film. The improvement of the shore hardness by heat treatment improves the wear resistance.
-
(4)
Serious adhesive wear is the predominant wear mechanism of neat PMMA, while the main wear mechanisms of UHMWPE/PMMA composites are slight adhesive wear and abrasive wear.
References
L. Chai, H. Jiang, B. Zhang et al., Influence of the Gamma Irradiation Dose on Tribological Property of Polytetrafluoroethylene[J], Tribol. Int., 2020, 144, p 106094.
H. Koike, T. Matsumura, K. Mizobe et al., Evaluation of Tribological Thermal Failure on PEEK-PTFE Hybrid Alumina Ball Bearings[J], Mater. Sci. Forum, 2016, 878, p 142–147.
E.E. Nunez, R. Gheisari and A.A. Polycarpou, Tribology Review of Blended Bulk Polymers and Their Coatings for High-Load Bearing Applications[J], Tribol. Int., 2019, 129, p 92–111.
V. Morales-Nieto, C.H. Navarro, K.J. Moreno et al., Poly(Methyl Methacrylate)/Carbonated Hydroxyapatite Composite Applied as Coating on Ultra High Molecular Weight Polyethylene[J], Prog. Org. Coat., 2013, 76(1), p 204–208.
S.Y. Fu, X.Q. Feng, B. Lauke et al., Effects of Particle Size, Particle/Matrix Interface Adhesion and Particle Loading on Mechanical Properties of Particulate–Polymer Composites[J], Compos. Part B:Eng., 2008, 39(6), p 933–961.
S. Peng, L. Zhang, G. Xie et al., Friction and Wear Behavior of PTFE Coatings Modified with Poly (Methyl Methacrylate)[J], Compos. B Eng., 2019, 172, p 316–322.
Q. Chang, H. Zhao, R. He et al., The Investigation on the Effect of Surface Radiation Oxidation of Bamboo Fiber-Filled PMMA Composite[J], Surf. Interface Anal., 2018, 50(1), p 101–105.
G. Gu, Z. Zhang and H. Dang, Preparation and Characterization of Hydrophobic Organic–Inorganic Composite Thin Films of PMMA/SiO2/TiO2 with Low Friction Coefficient[J], Appl. Surf. Sci., 2004, 221, p 129–135.
F.K. Farhan, B.B. Kadhim, B.D. Ablawa et al., Wear and Friction Characteristics of TiO2-ZnO/PMMA Nanocomposites[J], Eur. J. Eng. Res. Sci., 2017, 2(4), p 6–9.
A. Akinci, S. Sen and U. Sen, Friction and Wear Behavior of Zirconium Oxide Reinforced PMMA Composites[J], Compos. B Eng., 2014, 56, p 42–47.
G. Emre, A. Akkus and M.B. Karamış, Wear resistance of Polymethyl Methacrylate (PMMA) with the addition of bone ash, hydroxylapatite and keratin[J], IOP Conf. Series Mater. Sci. Eng., 2018, 295(1), p 012004.
D. Gu, L. Zhang, S. Chen et al., Optimization of PTFE/Cu/Al2O3 Filled Pmma Based Composites on Tribological Properties Using Taguchi Design Method[J], J. Appl. Polym. Sci., 2018, 135(45), p 46705.
Z. Cao, G. Shi, X. Yan et al., In Situ Fabrication of CuO/UHMWPE Nanocomposites and Their Tribological Performance[J], J. Appl. Polym. Sci., 2019, 136(11), p 47925.
C. He and L. Shi, Tribology Property of UHMWPE Composites Filled with Carbon Black and Tiny Glass Powder[J], Mater. Sci. Technol., 2005, 59(04), p 53–55.
Y. Wang, Z. Yin, H. Li et al., Friction and Wear Characteristics of Ultrahigh Molecular Weight Polyethylene (UHMWPE) Composites Containing Glass Fibers and Carbon Fibers Under Dry and Water-Lubricated Conditions[J], Wear, 2017, 380–381, p 42–51.
J. Li and F.B. Ye, Effect of Surface Modification of Kevlar Fibre on Friction and Wear Properties of UHMWPE Composites[J], Plast., Rubber Compos., 2010, 39(6), p 264–267.
B. Yang, Y. Wang, Y. Huang et al., A Study on Mechanical and Friction and Wear Properties of UHMWPE-Fiber Reinforced PMMA Composites[J], Mater. Rep., 2013, 17(11), p 82–84.
G. Du and J. Wang, The Mechanical Properties of Surface Treated UHMWPE Fibers and TiO2 Reinforced PMMA Composite[J], Surf. Interface Anal., 2017, 49, p 940–944.
G. Tang, X. Hu, T. Tang et al., Mechanical Properties of Surface Treated UHMWPE Fiber and SiO2 Filled PMMA Composites[J], Surf. Interface Anal., 2017, 49, p 898–903.
S.R. Dyer, L.V.J. Lassila, M. Jokinen et al., Effect of Fiber Position and Orientation on Fracture Load of Fiber-Reinforced Composite[J], Dent. Mater., 2004, 20, p 947–955.
F.G. Alabtah and E. Mahdi, The Effect of Sizing Optimization on the Interface Between High Strength Steel and Fiber Reinforced Composite[J], Compos. Struct., 2021, 266, p 113740.
P. Saravanan, R. Selyanchyn, M. Watanabe et al., Ultra-Low Friction of Polyethylenimine/ Molybdenum Disulfide (PEI/MoS2)15 Thin Films in Dry Nitrogen Atmosphere and the Effect of Heat Treatment[J], Tribol. Int., 2018, 127, p 255–263.
B.P. Chang, W.H. Chan, M.H. Zamri et al., Investigating the Effects of Operational Factors on Wear Properties of Heat-Treated Pultruded Kenaf Fiber-Reinforced Polyester Composites Using Taguchi Method[J], J. Nat. Fib., 2018, 16(5), p 702–717.
K.S. Kim, J.C. Heo and K.W. Kim, Effects of Thermal Treatment on the Tribological Characteristics of Thermoplastic Polymer Film[J], Thin Solid Films, 2011, 519(18), p 5988–5995.
D.P. Gu, L.X. Zhang, S.W. Chen et al., Significant Reduction of the Friction and Wear of PMMA Based Composite by Filling with PTFE[J], Polymers, 2018, 10(9), p 966.
S. Ramesh, K.H. Leen, K. Kumutha et al., FTIR Studies of PVC/PMMA Blend Based Polymer Electrolytes[J], Spectrochim. Acta A Mol. Biomol. Spectrosc., 2007, 66(4–5), p 1237–1242.
L.P. Belotti, H.S. Vadivel and N. Emami, Tribological Performance of Hygrothermally Aged UHMWPE Hybrid Composites[J], Tribol. Int., 2019, 138, p 150–156.
D. Toyen, E. Wimolmala, N. Sombatsompop et al., Sm2O3/UHMWPE Composites for Radiation Shielding Applications: Mechanical and Dielectric Properties Under Gamma Irradiation and Thermal Neutron Shielding[J], Radiat. Phys. Chem., 2019, 164, p 108366.
D. Duraccio, V. Strongone, M.G. Faga et al., The Role of Different Dry-Mixing Techniques on the Mechanical and Biological Behavior of UHMWPE/Alumina-Zirconia Composites for Biomedical Applications[J], Eur. Polym. J., 2019, 120, p 109274.
H.A. Derazkola and A. Simchi, Effects of Alumina Nanoparticles on the Microstructure, Strength and Wear Resistance of Poly(methyl methacrylate)-Based Nanocomposites Prepared by Friction Stir Processing[J], J. Mech. Behav. Biomed. Mater., 2018, 79, p 246–253.
F.M. Salim, Tribological and Mechanical Characteristics of Dental Fillings Nanocomposites[J], Energy Procedia, 2019, 157, p 512–521.
L.B. Guo, Q. Dai, W. Huang et al., Composite Ni/UHMWPE Coatings and Their Tribological Performances[J], Appl. Surf. Sci., 2019, 481, p 414–420.
P. Saravanan, R. Selyanchyn, H. Tanaka et al., Ultra-Low Friction Between Polymers and Graphene Oxide Multilayers in Nitrogen Atmosphere, Mediated by Stable Transfer Film Formation[J], Carbon, 2017, 122, p 395–403.
S. Gürgen, Ç.O. Ni and M.C. Kuşhan, Tribological Behavior of UHMWPE Matrix Composites Reinforced with PTFE Particles and Aramid Fibers[J], Compos. Part B Eng., 2019, 173, p 106949.
Acknowledgments
This work was supported by Natural Science Foundation of Hebei Province (Grant No. E2019203033).
Author information
Authors and Affiliations
Contributions
DG: Conceptualization, Investigation, Writing-review & editing. SW: Investigation, Writing - original draft. JZ: Formal analysis, Data curation. KL: Methodology. SC: Conceptualization, Writing-review & editing. XC: Conceptualization, Writing-review. ZW: Data curation. JL: Visualization.
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Gu, D., Wang, S., Zhang, J. et al. Improved Tribological Properties of Poly(methyl methacrylate) Based Composites by the Synergistic Effect of Incorporating Ultra-High Molecular Weight Polyethylene and Heat Treatment. J. of Materi Eng and Perform 31, 5898–5905 (2022). https://doi.org/10.1007/s11665-022-06638-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-06638-2