
Abstract
[CoN/AlN]n multilayer coatings with different bilayer numbers (n = 10, 20 and 30) were developed, showing an interesting evolution in the mechanical properties and tribological behavior. These coatings were deposited by pulsed laser deposition technique with a Nd: YAG laser (λ = 1064 nm) on Silicon (100) and AISI 302 steel substrates. The structural and chemical composition analysis was performed by (XRD) and (XPS), showing characteristic phases and the stoichiometry of AlN (111) and CoN (200) materials. The surface morphology by (AFM) presented a reduction in grain size and roughness as a function of the bilayer number. The mechanical evaluation found an increase of 40% in the hardness and 19.4% in the elastic modulus when comparing [CoN/AlN]30 to the cobalt nitride (CoN) single layer. The tribological analysis evidenced the values of 0.33 for the friction coefficient and 57 N for the critical load at which the adhesive failure of the coatings (LC2) appeared. The mechano-tribological results found in these transition metals-based multilayer nitrides open a possibility of future applications in mechanical devices that require high demands in service conditions due to the high mechanical performance observed in the [CoN/AlN]n multilayers.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The advancement and development of new methods for the surface modification of metallic materials commonly used in industry have been a topic of great interest during the last decades. These methods are aimed at extending the service life of these metallic materials by generating a protection mechanism against phenomena related to surface deterioration, such as corrosion, wear, or fatigue. This is where advances in materials science and vacuum technologies have enabled the development of advanced deposition processes for nanostructured ceramic or metal-ceramic composites. These materials confer functional and structural properties that are difficult to achieve with traditional surface treatment methods. Today these technologies have become indispensable in most of the industrial sector, among which is the pulsed laser deposition technique (PLD). This technique makes it possible to reproduce almost any type of material with high stoichiometric reproducibility and versatility, at a significantly lower cost than current commercial equipment (Ref 1,2,3). The metal nitride coatings based on CoN and AlN have been highly studied. In the case of CoN, the CoxN thin films were tailored by appropriately controlling the partial pressure of the reactive nitrogen. With adequate increasing nitrogen to argon partial pressure, a series of sequence phase formations from α-Co, Co4N, Co2N, and CoN were observed with an acceptable crystallinity degree. Also, this phase transition sequence was accompanied by a substantial refinement and improvement of the films’ grain structure. In this sense, the rapid thermal annealing of the cobalt nitride thin films exhibited a stepwise decomposition through the dissociating of Co4N→Co3N+β-Co(N), Co4N→Co3N+β, when increasing the temperature, therefore, this phase formation, thermal decomposition, electrical resistivity, and microstructure of reactive sputtered cobalt nitride films have been studied extensively (Ref 4,5,6,7,8).
In the case of AlN, the studies of the mechanical properties and fatigue behavior of the aluminum nitride (AlN) thin films, with different microstructures prepared by sputtering, metalorganic vapor phase epitaxy (MOVPE), and atomic layer deposition (ALD), have been used to measure their residual stress, Young’s modulus, and fracture strength. In addition, the fatigue behavior was studied under cyclic loading. The results indicated that the Young’s modulus and the fracture strength of the AlN were mainly determined by the film’s microstructure, which was firmly influenced by the deposition conditions and method. It was found that a microstructure with a higher order of crystallinity has increased fracture strength and Young’s modulus (Ref 9,10,11,12,13). The use of metal nitrides has been suitable for industrial and commercial applications; thus, a comparison between nitrides has been established; for example, CoN and AlN, being determined that the latter has better mechanical and chemical properties (Ref 9,10,11,12,13). Considering the above, CoN and AlN coatings are expected to present better hardness, as well as other properties relevant to applications of elements subjected to high stress and severe wear (Ref 11, 13). The importance of studying the AlN/CoN multilayers system is based on the structural, mechanical, tribological and electrochemical properties of the CoN and AlN layers in relation to other materials and others multilayers systems (such as Al/AlN and AlN/Ag), in that sense there is a scientific and industrial interest in studying the synergistic effect of multilayer systems composed by CoN and AlN materials, taking into account that the effect of multilayers and spatial periodicity positively affects the physical and chemical properties of coatings (Ref 14, 15), which allow the more efficient coatings production under demanding operating and services conditions.
Unfortunately, the literature presents few research focused on studying the tribological properties of [CoN/AlN]n multilayer coatings in non-lubricated environments. Although some authors (Ref 10,11,12), lmeriÖsterlund, (Ref 13) have studied the tribological properties of steel substrates coated with CoN and AlN single layers, these studies do not relate the [CoN/AlN]n multilayer coating’s performance in non-lubricated environments. Therefore, the aim of this work was to study the mechanical, tribological properties and wear resistance of [CoN/AlN]n multilayers coatings on AISI 302 stainless steel substrates in non-lubricated environments, as protection synergies with potential applications for the metal-mechanic industry.
Experimental Details
For this work, five different systems (single and multilayers) were grown from high purity aluminum (Al) and cobalt (Co) targets in a nitrogen environment. Silicon (100) and AISI 302 steel disks with a diameter of 19 mm and a thickness of 4 mm were used as substrates. The metallic substrates were prepared superficially by abrading with silicon carbide abrasive paper and were subsequently polished in wipes with 1 and 0.3 μm alumina until a specular finish was obtained. Finally, they were immersed in an acetone bath for subsequent cleaning with ultrasound. The ablation of the samples was performed inside a vacuum chamber equipped with a mechanical pump model ACP 28 with an evacuation rate of 140 l/s for pre-vacuum and an Alcatel turbo molecular pump with a pumping rate of 280 l/s for high vacuum. The coatings were grown in a nitrogen atmosphere (99.99% purity) at a constant pressure of 20 mTorr. Aluminum (Al) and cobalt (Co) disks with a 2.54 cm diameter and a 0.31 cm thickness were used as target material, which were rotated at a frequency of 2.2 Hz in order to avoid cratering and achieve high uniformity in the deposition. The deposition time was 60 min, and each deposit consisted of 36.000 pulses, using a Nd:YAG laser model INDI-30 Spectra Physics with a fundamental wavelength of 1064 nm at a repetition rate of 10 Hz and a laser fluence of 7 J/cm2. The energy of the laser pulses was 340 mJ, which impacted at an angle of 45° on the targets located at a distance of 5.4 cm from the substrates. All substrates were heated to a temperature of 300 °C which was kept constant during the deposition process. Figure 1 shows the schematic of the experimental setup of the layer deposition process. The structural characterization was obtained by x-ray diffraction (XRD), using a Philips-MRD diffractometer with Cu-Kα radiation, λ = 1.5406 Å, a scintillation detector using 0-20 performing setting, a sweep from 20 to 80 with a pitch of 0.01°, and a step time of 2 s. X-ray photoelectron spectroscopy (XPS) was employed to analyze the nitride materials in order to determine their chemical compositions and the bonding of the aluminum, cobalt, and nitrogen, atoms using an ESCAPHI 5500 system with monochromatic Al-Kα radiation and a passing energy of 0.1 eV. The surface sensitivity of this technique is very high and any contamination can produce deviations from the real chemical composition. Thus, exhaustive XPS studies were performed for the AlN and CoN coatings because XPS analysis is usually performed under ultra-high vacuum conditions with a sputter cleaning source to partially remove undesired contaminants. Due to that the Al is highly reactive, so the XPS analysis was conducted in an ultra-high vacuum region (low pressure 1 × 10−9 mbar), which means that it was necessary to have sufficient time for recording the XPS spectra. Morphologic characteristics of the coatings like grain size and roughness were obtained using an atomic force microscopy (AFM) from Asylum Research MFP-3D® and calculated by a Scanning Probe Image Processor (SPIP®) which is the standard program for processing and presenting AFM data; therefore, this software has become the de-facto standard for image processing in nanoscale. Thus, the SPIP is used for various purposes including semiconductor inspections, physics, chemistry and nano-technology. Moreover, SPIP software packages are considered the de-facto standard for processing and 3D visualization of images taken by scanning probe microscopes; thus, the software can in anyway import data of any kind through an algorithm that is able to reconstruct images from ASCII files, bitmap and jpeg images and other general formats. In this work, the SPIP was used in the grain size analysis for a quantitative study of grains and particles, and in the roughness analysis used for an advanced measurement of the surface roughness. The coating thicknesses and the multilayers’ modulation for all systems were determined by scanning electron microscopy (SEM) using a JSM 6490LV JEOL with an acceleration voltage of 20 keV, a tungsten filament and observation in backscattered electron mode. In this research, the elasticity modulus (Er) and hardness (H) values were obtained by the Oliver and Pharr’s method (Ref 14). Therefore, nanoindentation tests were used by employing an Ubi1-Hysitron device and a diamond Berkovich tip with a 9-mN maximum load, for the mechanical behavior analysis of all multilayer systems. Tribological characterization (Pin On Disk) was carried out under the ASTM G99-17 (Ref 16) and using a Microtest MT 4001-98 tribometer with a 6-mm diameter 100Cr6 steel pin as a sliding pattern, an applied load of 0.5 N in a total length of travel of 8000 m, and an angular speed of 160 rpm with circular displacements. The scratch test was performed under the ASTM G171-03 (Ref 17), and the equipment used was a Scratch Test Microtest MTR2 with circular displacements, applying a sliding distance of 6 mm, a load of 0-90 N and a feed rate of 1.97 mm/min.

Experimental scheme used for the deposition of coatings by means of PLD (Ref 9)
Results and Discussion
X-Ray Diffraction (XRD)
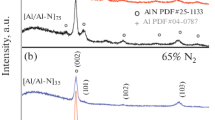
Figure 2 shows the diffraction patterns for the AlN, CoN coatings and for each of the [AlN/CoN]n multilayer systems obtained by x-ray diffraction in the grazing beam mode. In addition, Fig. 2(a) shows that the AlN and CoN layers presented a NaCl-type face-centered cubic structure FCC. The pattern obtained for the aluminum nitride (AlN) layer showed a strong preferential orientation in the (200) plane for 2ϴ = 50.86°, as well as the presence of very clear peaks for 2ϴ= 44.14° and 2ϴ = 75.26°, corresponding to AlN reflections in the (111) and (220) planes, respectively. The AlN structure exhibited Fm3m spatial symmetry according to the JCPDF 00-025-1495 database, and these are characteristic of a FCC structure which was also presented by the AlN layer. In this sense, it can be observed that the AlN layer separates from a perfect match with the database files and is due to the preferential peak displacement which is generated by the residual stress suffered by the layers when they are deposited on the silicon substrate (Fig. 2a). From the diffractogram of the cobalt nitride (CoN) layer, it can be observed that a strong preferential orientation was exhibited in the (200) plane for 2ϴ = 49.23°, in addition to the presence of other observable peaks for values of 2ϴ = 41.88°, 72.94° and 87.46°, corresponding to CoN reflections in the (111), (220) and (311) planes, respectively, so the CoN exhibited F43m spatial symmetry according to JCPDF file 00-016-0116. Similarly, Fig. 2(b) shows the diffraction pattern for all individual AlN and CoN single layers into in the [AlN/CoN]n multilayer coatings, where peak growth was observed in the AlN (111), CoN (200), AlN (220) and CoN (311) planes with a slight shift of the peaks to higher angles as the number of bilayers increased (n = 10, 20 and 30).

X-ray diffraction results for AlN/CoN system and the dotted lines indicate the position of the peaks obtained from international index files (JCPDF): (a) Diffractograms of the AlN and CoN single layer and [AlN/CoN]n multilayer coatings with different bilayers number (n = 10, 20, 30) and (b) [AlN/CoN]n multilayer whit peak associated with the CoN (200) planes with a slight shift of the peaks to higher angles as the number of bilayers increased
Taking in account the last, is possible to analyze that the internal stresses cause a deformation between the crystalline planes and are present at the microscopic and macroscopic level, which causes a shift of the diffraction peaks associated with AlN and CoN single layers. These stresses are analyzed through the variation of the lattice parameters, and this can be demonstrated physically by means of Bragg's law (Eq 1) and the lattice parameter equation (Eq 1) for FCC structures (Ref 8, 9, 12, 13).
where d is the interplanar distance, a0 is the lattice parameter, and (h, k, l) are the Miller indices. By correlating these equations, the inversely proportional relationship between the diffraction angle and the lattice parameter can be demonstrated (Eq 2). From this, it is clear that the increase in the bilayers number in the [AlN/CoN]n system causes a slight shift of the diffraction peaks in the AlN layers to lower theta angles (ϴ), moreover is possible to observe causes a slight shift of the diffraction peaks in the CoN layers to higher theta angles (ϴ), i.e., it generates a slight decrease in the lattice parameter of the crystal structure, thus causing compressive internal stresses in the lattice (Eq 2). So, the stress reduction generated between layers and substrate is positive for the physical properties evolution in the steel substrate-coating system. However, the stress generated by compressive effect that is produced when the bilayers number (n) is increased and the spatial periodicity (Λ) is reduced; therefore, the residual stress reduction contributes to the improvement of the mechanical and tribological properties and wears resistance.
From Eq 2, it was possible to calculate the lattice parameter of the FCC structures of the prepared coatings. For this, it was necessary to determine from the diffractograms the theta angle (ϴ) of one of the x-ray diffraction planes. Another necessary parameter was the wavelength of the incident beam (Kα = 1.5405 Å) and the constant n, taking into account that it is a nonzero integer, and normally the first maximum value is taken, i.e., n = 1.
The values obtained of the lattice parameter for AlN and CoN single layers are synthesized in Table 1. It is observed that as the bilayers number increased, the diffraction angles were greater, going from 21.50° for the coatings with 10 bilayers to 21.79° for the coatings with 30 bilayers. This is reflected in a decrease of the lattice parameter from 3.64 Å for the coatings with 10 bilayers to 3.59 Å for the coatings with 30 bilayers, coherent with what is expressed in Eq (2), where the inverse relation between the diffraction angle (theta angle) and the lattice parameter (a0) is shown.
Figure 3 shows the behavior described above for the values in Table 1, where the lattice parameter for AlN increases and the lattice parameter for CoN decreases as the bilayers number increases evidencing the internal stresses generated by deformation between the crystalline planes [AlN-CoN].

Microstructural properties (Lattice parameter) for AlN and CrN single layers as a function of the bilayers number
X-ray Photoelectron Spectroscopy (XPS)
By means of the x-ray photoelectron spectroscopy (XPS) technique, information was obtained regarding the atomic bonds present in the different aluminum nitride and cobalt nitride layers (Fig. 4a, b). In these spectra, the presence of significant peaks located at 528.86 and 529.50 eV was observed for the AlN (Ref 18,19,20,21,22) and CoN (Ref 23,24,25) layers, respectively. These peaks correspond to the energies of the 1s bond of oxygen (O1s), which are associated with a possible slight contamination of the samples.

XPS depth spectra of the coatings: (a) AlN single layer and (b) CoN single layer
Figure 5(a), (b) presents the N1s signal of the high-resolution XPS spectrum for the AlN and CoN layers, showing the nitrogen peak with 1s hybridization at 396.17 and 397.30 eV, characteristic of N-Al (Ref 18,19,20,21,22) and N-Co (Ref 23,24,25) bonds, respectively.

High-resolution XPS spectra of the N1s signal for: (a) AlN layer, (b) CoN layer
Figure 6(a), (b) depicts the Al2p and Co2p signals corresponding to the AlN and CoN coatings, respectively. After performing the respective deconvolutions using Gaussian curves, two peaks were found for the aluminum nitride layer at 74.5 and 73.1 eV, characteristic of the signals for the Al-N and Al-O bonds (Ref 19,20,21,22); while for the cobalt nitride layer, peaks were found at 779.5 and 778.5 eV, characteristic of the signals for the Co-N and Co-O bonds (Ref 23,24,25).

High-resolution XPS spectra for: (a) Al2p signal from the AlN layer, (b) Co2p signal from the CoN layer, (c) O1s signals for AlN layer and (d) O1s signals for CoN layer
On the other hand, in Fig. 6(c), (d), it is possible to observe the high-resolution spectra for the oxygen signal (O1s) that is generated when interacting with the Al and Co elements, respectively, in that sense from the depth spectra (survey) Fig. 5 it is evidenced that the oxygen intensity signal is very low indicating that a lower level of chemical reaction has been established with the metallic Al and Co ions. Moreover, can be observed that the (C1s) signal represents lowest intensity which can indicate the non-formation of AlC and CoC carbides (Fig. 5).
Figure 7(a), (b) presents the elemental percentages according to the approximate stoichiometries of the metal-ceramic coatings based on transition metals. They were calculated for the aluminum nitride layer (Al74N26) with a stoichiometric ratio of 2.84 and for the cobalt nitride layer (Co69N31) with a stoichiometric ratio of 2.22. It can be observed that the stoichiometric ratio for both metal-ceramic coatings tended to saturate in the metal content, which was reflected in the mechanical and tribological properties.

Elemental percentages according to the coating stoichiometry (a) aluminum nitride layer (Al74N26), (b) cobalt nitride layer (Co69N31)
Atomic Force Microscopy (AFM)
The AFM technique was used to perform a quantitative analysis of the surface morphology of the coatings. Figure 8 shows the non-contact mode images of each of the coatings, where the analyzed area of each sample was 50.0 × 50.0 μm with a scale on the Z-axis of around 5.0 μm. In the images shown in Fig. 7, the variation of morphology as the layers number (n) increases and the spatial periodicity (Λ) decreases is superficially observed. A circular grain morphology was present in which the effect of the [AlN/CoN]n multilayers was evident, thus producing a direct increase in the surface homogeneity of the coatings. Therefore, the changes in the surface homogeneity can be observed as a function of the bilayers number due to the variation of the interfaces number when the total thickness of the layer is constant; thus, increasing the interfaces number reduces the individual thickness layers restricting the columnar growth into of individual layers, and in this sense, the grain size and roughness are reduced, so the reduction of the columnar growth effect can affect the multilayer reflecting an increase in the surface homogeneity when the bilayers number (n) increases.

Atomic force microscopy (AFM) images of all coatings (a) CoN coating, (b) AlN coating, and (c-e) [AlN/CoN]n multilayer coatings with n = 10, 20 and 30 deposited on AISI 302 steel
The influence of the bilayers number on the coatings morphology is shown in Fig. 9, where the quantitative values of roughness and grain size, extracted from the digitized AFM images by means of statistical analysis software (SPIP®), are shown. From Fig. 9(a), (b), the decreasing behavior in the roughness and grain size values of the coatings as the bilayers number increases was corroborated. This is consistent because increasing the bilayers number while keeping the total thickness constant limits the growth and nucleation of the grains, which leads to a reduction in the roughness.

Reduction of surface morphology in the [AlN/CoN]n multilayer coatings as a function of increasing bilayers number: (a) roughness, (b) grain size
Scanning Electron Microscopy (SEM)
To determine the surface morphology of the [AlN/CoN]n multilayer coatings, scanning electron microscopy was performed. Figure 10 shows the SEM micrographs which were obtained from the cross section of the multilayers. The SEM micrographs in cross section were performed in the backscattered electron mode, showing a dense and continuous morphology, with the absence of cracks and deformations. From the SEM micrographs, the approximate thickness of the coatings was determined to be 1.043 μm. Thicker layers associated with the coating deposited with n = 1 and with a spatial periodicity Λ = 521.5 nm can be observed in Fig. 10(a), (b) show the [AlN/CoN]n multilayer deposited with n = 10 and with a spatial periodicity Λ = 104.3 nm; Fig. 10(c) exhibits the multilayers deposited with n = 20 and with a spatial periodicity Λ = 52.15 nm. On the other hand, less thick layers associated with the coating deposited with n = 30 and with a spatial periodicity Λ = 34.7 nm can be observed in Fig. 10(d). The darkest contrast of CoN layered with respect to the AlN ones allowed a clear determination of the layered structure. These AlN/CoN multilayered coatings presented a well-defined and uniform periodicity because the bilayer periods in multilayered were confirmed using scanning electron microscopy.

SEM micrographs of the cross section of the [AlN/CoN]n multilayer coatings: (a) [AlN/CoN]10 Λ = 104.3 nm and (b) [AlN/CoN]30 Λ = 34.7 nm
Mechanical Properties (Nanoindentation)
Mechanical analysis was performed to determine the variation of mechanical properties with the change of the bilayers number (n) and spatial periodicity (Λ) (Fig. 11). From the load–discharge curves, the hardness (H) and the respective reduced elastic modulus (Er) of the coatings were calculated by using the Oliver and Pharr method (Ref 16).

Load–displacement curves obtained in the nanoindentation test for single layer (AlN and CoN) and multilayer [AlN/CoN]n coatings
Figure 11 shows the typical load–displacement curves of the different systems that were studied, where a stabilization of the load values is observed when the indentation depth approached 10% of the total thickness of the coatings in the multilayer systems (≈ 1.04 μm). This indicates that plastic deformation of the coatings and an elastic response by the substrate occurs in this region, where the properties of the system are dominated by the coating properties, thus ruling out the influence of the substrate on such measurements.
From the nanoindentation curves and making use of the Oliver and Pharr model, the corresponding values of both hardness and elastic modulus of the respective systems were determined, shown in Fig. 12(a), (b). From these, the influence of the bilayers number (n) and spatial periodicity (Λ) on the mechanical properties of the coating was observed, evidenced by the increase in both hardness and elastic modulus as the bilayers number increased. This is attributed to the restriction of movement or sliding of dislocations between each layer of the systems due to the high interfacial density that increases as the spatial periodicity (Λ) of the coatings decreases (Ref 26, 27). Taking into account the above, a 40% increase was observed between the lowest hardness for CoN = 18 GPa and the highest hardness of the multilayers [AlN/CoN]30 = 30 GPa. For the elastic modulus, an increase of 19.4% was observed between the lowest elastic modulus for CoN = 188 GPa and the highest elastic modulus of the multilayers [AlN/CoN]30 = 232 GPa.

Mechanical properties of the [AlN/CoN]n single layer (CoN and AlN) and multilayer coatings as a function of the bilayer number (n) and spatial periodicity (Λ): (a) Hardness (H) and (b) elastic modulus (Er)
From the results obtained by the nanoindentation test, the values of resistance to plastic deformation (H3/E2) and elastic recovery percentage (%R) were calculated for the single layers and [AlN/CoN]n multilayer coatings (Fig. 13). The calculation of the elastic recovery was carried out by following (Eq 3) (Ref 1):
where δmax and δp correspond to the maximum displacement and the residual or plastic displacement, respectively. These values were obtained from the load vs. displacement curves of the nanoindentation test (Fig. 11).

Mechanical properties of the CoN, AlN single layers and [AlN/CoN]n multilayer coatings as a function of the bilayers number (n): (a) Resistance to plastic deformation (H3/E2) and (b) elastic recovery
From Fig. 13, it can be observed that all the multilayer systems presented higher values both in resistance to plastic deformation and in the percentage of elastic recovery with respect to the CoN and AlN layers, being the [AlN/CoN]30 multilayer coating the one that presented the highest values. Considering the above, an increase of 67% was observed between the lowest plastic deformation (H3/E2) for CoN = 0.17 GPa and the highest plastic deformation (H3/E2) of the multilayers [AlN/CoN]30 = 05 GPa. For the elastic recovery, an increase of 28% was observed between the lowest elastic recovery for CoN = 39.5% and the highest elastic recovery of the multilayers [AlN/CoN]30 = 55%. This indicates that the system with the highest bilayers number (n) presented a better performance against abrasive wear, an effect that is related to the increase in the density and hardness of the coating as the spatial periodicity (Λ) is reduced in the multilayer systems. Also, the enhancement of mechanical properties of the [AlN/CoN]n multilayer is related to the increased hardness, as shown in many multilayered-type coating systems (e.g., TiCN/TiNbCN (Ref 28)). Caicedo et al. used a Hall–Petch approach to model the mechanical behavior of multilayered materials with layer thicknesses as low as 1-100 nm, transforming the Hall–Petch approach into the following equation (Ref 28) (Eq 4):
where Hm is the multilayer hardness, H(f1+f2) is the hardness from layer 1 and layer 2, kIM is a constant measuring the relative hardening contribution of the interface between layer 1 and layer 2, and Dt is the bilayer period (K). The model predicts the overall behavior of the hardness on K, observed in most multilayers. Previous studies have shown that a maximum hardness would be expected when the individual components of the multilayer have a relative equal thickness, as presented in this study (Ref 28).
Wear Analysis (Pin on Disk)
Figure 14 shows the friction coefficient of the tribological pair of the AISI 302 steel substrate coated with CoN, AlN and with each of the multilayer [AlN/CoN]n systems in which the bilayers number was varied (n = 10, 20 and 30). All test curves showed two distinct stages, characteristic of this test. Figure 14(a) presents the first stage, known as the start-up period, which is associated with the interferential friction mechanism due to the contact between the ridges or asperities of the surfaces in contact that interfere with the movement, resulting in a rapid increase in the friction coefficient followed by a decrease until an equilibrium range is reached. It is here that the second stage occurs, which can be attributed to a period of settling (running-in), where the roughness on both counterparts breaks down, which together with the appearance of coating defects, leads to the formation of wear particles or debris. This last stage can be defined as steady-state friction, since the friction coefficient is stabilized due to the coexistence and competitive effect between the adhesive and interferential friction mechanisms. According to the above, the friction coefficient will depend on which mechanism predominates over the other. Therefore, Fig. 14(b) shows the friction coefficient as a function of the bilayers number, where a reduction in the value of the friction coefficient can be evidenced as the bilayers number (n) increased or the spatial periodicity (Λ) of the coating decreased. The above can be related to the friction model proposed by Archard (Eq 5) (Ref 29), in which the tribological properties depend on the morphological properties of the surface of the tribological pair in contact (steel coating) and the mechanical properties of the coating. Thus, the material with better elasto-plastic properties (H, Er) and lower roughness will have a lower friction coefficient.
where μ is the friction coefficient of the system, Ck is an adjustment constant that depends on the test conditions, R (s, a) is the roughness of the coating which can be quadratic (for roughness of the order of microns) or arithmetic (for macroscopic roughness), and σt is a variable that depends on the elasto-plastic properties of the coating such as hardness (H) or elastic modulus (Er). According to the friction model proposed by Archard and by correlating the results obtained by atomic force microscopy (AFM) and nanoindentation, it can be predicted that the coating with the highest bilayers number, being the one with the lowest surface roughness and higher values in both hardness (H) and elastic modulus (Er), will be the one that indicates a lower friction coefficient. This is observed in Fig. 13(b), where a reduction in the friction coefficient of 43 and 51% is observed when comparing the system with the lowest value (multilayer [AlN/CoN]30) versus the both CoN and AlN single layers, respectively.

Friction coefficient of AISI 302 steel samples coated with CoN, AlN and [AlN/CoN]n multilayers: (a) friction coefficient as a function of sliding distance and (b) as a function of the bilayers number (n)
Figure 15(a) presents the micrographs obtained by SEM at a magnification of 1000× of the wear tracks of the different AlN and CoN single layer and [AlN/CoN]n multilayer coatings subjected to the pin-on-disk test. So taking in account the last, the SEM micrographs were used to characterize the wear surface presented in the coatings after tribological tests (see Fig. 15) associate to the sliding distance of 8000 m in thepin-on-disk tests, for all [AlN/CoN]n multilayer coatings. These micrograph images revealed a continuous and smooth wear track, with a depth below the coatings thickness. Moreover, the SEM micrographs show two wear mechanisms present in the metal nitride multilayers system, such as abrasive, fatigue and adhesive wear. The first is likely related to the generation of loose wear debris corresponding to delamination materials from both interacting surfaces as slider pair (steel ball) and coating surface, which interact again with both surfaces, generating, thus, grooves and scratches on the coating surface producing in this sense high friction coefficient; and other wear mechanisms associated with material transfer from the steel ball to coating surface (Ref 30). Figure 15(a)-(e) shows the wear track after pin-on-disk test for all multilayers acting as hard coatings, respectively. In Fig. 15, it is possible to observe a dominant abrasive wear mechanism for the cobalt nitride (CoN) single layer and aluminum nitride (AlN) single layer, while for the [AlN/CoN]n multilayers, a dominant adhesive mechanism was identified. Therefore, the (CoN) and (AlN) coatings (see Fig. 15a, b) exhibit more worn appearances than the [AlN/CoN]n coatings; in this sense, the last tribological phenomenon can be associated with combined effects such as the reduction in the internal stress structure (see Fig. 2b), with low grain size and roughness (see Fig. 9), relative high hardness with relative high elastic modulus (see Fig. 12), and low friction coefficients (see Fig. 14).

SEM micrographs of the wear track of the coatings: (a) cobalt nitride (CoN) single layer, (b) aluminum nitride (AlN) single layer, (c) [CoN/AlN]10, (d) [CoN/AlN]20 and (e) [CoN/AlN]30 multilayer
From Fig. 14 is possible to observe two different stages. In the first stage, the friction coefficient began at a low level, and this stage is called the running-in period and is associated with the interferential friction mechanism because of the contact between the steel ball and the coating surface through roughness tips in both counterparts. As the sliding distance is increased, the friction coefficient in the tribological pair increases around 0.7, which occurs due to the formation of wear debris by the cracking of roughness tips on both counterparts according to the friction mechanical model proposed by Archard (Ref 29). In this sense taking in account that the hardness has been regarded as a primary material property, which defines wear resistance, there is strong evidence suggesting that the elastic modulus has an important influence on wear behavior. In particular, the elastic strain to failure, which is associated with the hardness (H) and elastic modulus (Er) ratio (H3/E2), than has been shown by many authors, where the elastic modulus is a parameter necessary to predict the wear resistance (Ref 31). Thus, if the (H3/E2) value increases, the wear resistance values also increase, this effect can be associated with reduction of the wear mechanisms such as abrasion, fatigue and adhesion (Ref 32, 33). According to this, from Fig. 14 and 15, it is possible to observe that the [CoN/AlN]30 multilayers present a better behavior in terms of wear resistance than the AlN and Con single layers, a fact that was mentioned in previous mechanical properties discussion. Finally, the different types of wear that these exhibited can be evidenced with different wear mechanisms, such as adhesive wear (yellow square), fatigue (blue square), abrasive wear (red square) and delamination zone (green square) in which a considerable reduction of the zones where abrasive type wear was present can be appreciated as the bilayers number (n) increased or the spatial periodicity (Λ) was reduced. In addition, there is the appearance of a zone where the coating delamination did not occur for multilayer systems deposited with n = 20, (Λ = 52.2 nm) and n = 30, (Λ = 34.7 nm).
Scratch Test Analysis
The curves obtained by the scratch test for the different coatings show the values corresponding to the low critical load (LC1), which is defined as the load from which the initial cracks occur (cohesive failure); and the upper critical load (LC2) which is the load at which delamination occurs at the edge of the scratch mark (adhesive failure) (Ref 29). The different critical loads were determined from the areas where the load stabilizes with respect to the friction coefficient (changes in slope), attributing the first stabilization to the cohesive failure and the second to the adhesive failure (Ref 30). Figure 16(a) shows the critical load values for single layer coatings, where the low critical load is presented at 7 N for aluminum nitride (AlN) and at 15 N for the case of cobalt nitride (CoN), while the critical load LC2 presents values of 16 N and 29 N for AlN and CoN, respectively. On the other hand, Fig. 16(b) shows the curves obtained by the scratch test for the different [CoN/AlN]n multilayer coatings as a function of the bilayers number n = 10, n = 20 and n = 30 and the spatial periodicity Λ = 104.3 nm, Λ = 52.2 nm, Λ = 34.7 nm. Also, the corresponding values of the low critical load (LC1) were presented, which is defined as the load at which initial cracks occur (cohesive failure); and the upper critical load (LC2) which is the load at which delamination occurs at the edge of the scratch track (adhesive failure) (Ref 29). The different critical loads were determined from the zones where the load stabilizes with respect to the friction coefficient (changes in slope), attributing the first stabilization to cohesive failure and the second to adhesive failure (Ref 30).

Friction coefficient curves as a function of the applied load for the different systems: (a) AlN and CoN single layers and (b) [AlN CoN]n multilayers varying the bilayers number from 10, 20 to 30
From these results, the value corresponding to the critical load LC2 was obtained for each of the systems under study. It is observed that the increase in the bilayers number (n) or the reduction of the spatial periodicity (Λ) increased the resistance against the critical (adhesive) load of the coatings. This is mainly attributed to the increase in mechanical properties and decrease in residual stresses as a consequence of increasing the bilayers number (n) as shown in Fig. 17. Considering the above, an increase of 68% was observed between the lowest critical load (LC2) for CoN = 17 N and the highest critical load of the multilayers [AlN/CoN]30 = 57 N. The positive effect of the increase of the interfaces is evident when the number of layers (n) increases, thus generating higher resistance to fracture and subsequent delamination of the coatings. Taking into account the friction coefficient reduction and the increase in the critical load necessary to generate a coating fracture and coating delamination, when the layers number increases, it can be analyzed that the wear resistance in the multilayers system improves proportionally to the increase in the layers number.

High-resolution XPS spectra
The scanning electron microscopy micrographs for all coatings (single layers and multilayers) after the scratch test results (Fig. 17) are presented in Fig 18(a), (b), where the cohesive and adhesion failures are indicated, which are located at higher loads and distances when the bilayers number increases, which is attributed to the increase in mechanical properties discussed in last section 3.5, corroborating the advantage of multilayer systems to resist a progressive load and dissipate the energy produced during the peak-to-peak interaction process covering. The different images mainly show failure mechanism due to lateral detachment, caused by the stresses accumulation at the edge of the scratch. It should be noted that the changes indentation mark shown in Fig. 18 is due to the changes in material nature which present different structural, morphological, mechanical and tribological properties as function of the change in the bilayers numbers (n) or different bilayer periods (Λ).

SEM micrographs of the scratch marks for the single layers and multilayer coatings deposited on AISI 302 Steel: (a) AlN, (b) CoN, (c) [AlN/CoN]10, (d) [AlN/CoN]20, and (e) [AlN/CoN]30
Wear Resistance Analysis
Figure 19 is presented the wear track depth from pin-on-disk test as a function of the lateral length for AlN, CoN single layers and all [AlN/CoN]n multilayers coatings deposited with different bilayers numbers; the wear track depth was obtained by profilometry. In Fig. 19(a), the increase in the depth of wear (lateral length) as a function of different materials system in the friction test is observed. In addition, it is observed that the wear track nature also depends on the multilayer nature, and therefore, increasing the bilayers number is possible on generating a greater number of interfaces that improve the mechanical properties. Taking into account the above it can be analyzed that the wear track depth is associated with material wear resistance, in this sense, the resistance wear increases as a function of the improvement of the mechanical and tribological properties, by the multilayers effect which is generated by increase in interfaces number which is presented by SEM results (Fig. 10). Therefore, the removed volume which is related to the mass loss (wear area value) of all material system with different periods can be observed in (Fig. 19a). The values of the removed volume were determined taking in account this expression (V = 2π·r·A,), where V is represented as volume, where the A is the wear area. For the analysis of the real removed volume, the wear area was only considered for the wear test at 8 hours. The determination of the real wear area was performed by using the area under the wear curve from the profilometry results presented in Fig. 19. From Fig. 19(a), it is observed an increase of the removed volume when the material system was changed, indicating lower material loss as a function of the bilayers number. In addition, was observed a drastic reduction of the removed volume for n = 30, due to the increase in the numbers of layers and the increase in the interfaces numbers, demonstrated the period effect on the wear resistance for AlN/CoN multilayers coatings.

Wear rate from pion on disk test: (a) The wear depth as a function of the lateral length for AlN, CoN single layers and all [AlN/CoN]n multilayers deposited with different bilayers numbers and (b) wear rate (K) as a function of the bilayers numbers (n)
On the other hands, the wear rate values are presented in Fig. 19(b). In this figure, the reduction of the wear rate (K) is clearly observed as a function of the increase of the number of layers (n) and the reduction of the period (Λ). In other words, a high number of layers favored the wear resistance in the multilayer system. For instance, between the samples with AlN single layer and the AlN/CoN multilayers with n = 30, a reduction of 67% of the wear rate is observed in Fig. 19(b).
The wear rate reduction around of 67% corresponds to the mechanical and tribological properties evolution, since increasing the bilayer numbers increasing thus the hardness, modulus of elasticity (Fig. 12 and 14), the critical load (scratch resistance) (Fig. 16) and observing a significant reduction in the friction coefficient, such as explained above. All these physical characteristics play a set of conditions that favor the wear resistance in [AlN/CoN]n multilayers coatings, thus exhibiting an improvement in the useful life of devices subjected to this type of tribological conditions.
Correlation Between Mechanical and Tribological Properties
Figure 20 shows the relationship between bilayer number (n), hardness and friction coefficient for all [AlN/CoN]n multilayer coatings deposited on the industrial steel substrates. It is clearly shown that the improvement in hardness (Fig. 12a), the reduction of grain size (Fig. 9) and the increase in compressive residual stress (Fig. 2b) when the spatial periodicity was reduced and the bilayer number (n) increased are associated with a reduction of the friction coefficient, due to the increase of the interfaces number (Fig. 9 and 13) and the enhancement in the elastic modulus (Fig. 12b). From this correlation, it is possible to determine that one merit index (Ref 34) associates the best hardness and the lowest friction coefficient at the same bilayer number (n) or spatial periodicity (Λ). Therefore, the [AlN/CoN]n multilayer coating deposited with n = 30 (Λ = 34.7 nm) offers the best synergy for mechanical and tribological properties with good hardness and a low friction coefficient which is very important for mechanical applications in the metal-mechanic industry.

Correlation between mechanical and tribological properties for the [AlN/CoN]n multilayer coatings deposited as a function of the increasing bilayer number (n)
Conclusions
AlN and CoN single layers and [AlN/CoN]n multilayers with crystallinity and stoichiometry consistent with transition metal nitrides, and with uniform modulations between AlN and CoN materials, were obtained. These produced a reduction in grain size, roughness and an increase in the interfaces number as a function of the bilayers number, preventing free movement of dislocations. As a consequence, the hardness increased by 40% and the elastic modulus by 19.4% for the multilayers with the highest bilayers number (n = 30) and lowest spatial periodicity (Λ = 34.7 nm).
A decrease in the friction coefficient of 51% was observed as the bilayers number increased, corroborating that the system with higher hardness presented a lower friction coefficient, leading to a reduction in the wear rate. In addition, the increase in the interfaces number as a consequence of the reduction of the spatial periodicity (Λ) generated an increase in the critical load of 68%, producing adhesive failure at high applied loads. This is due to the fact that the interfaces in the coatings acted as crack deflector points, increasing the critical stress necessary to propagate cracks, reflecting as an increase of the service life of the coatings in industrial applications.
The wear rate reduction around of 67% corresponds to the mechanical and tribological properties evolution, since increasing the bilayer numbers increasing thus the hardness, elasticity modulus, the critical load (scratch resistance) in relation to the significant reduction in the friction coefficient.
Data Availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
References
Z.G. Wu, G.A. Zhang, M.X. Wang, X.Y. Fan, P.X. Yan and T. Xu, Structure and Mechanical Properties of Al/AlN Multilayer with Different AlN Layer Thickness, Appl. Surface Sci., 2006, 253(I–5), p 2733–2738.
W.F. Piedrahita, L. Emerson Coy, C. Amaya, J.C. Irantzu Llarena and L. Yate. Caicedo, Influence of the Negative R.F. Bias Voltage on the Structural, Mechanical and Electrical Properties of Hf-C-N Coatings, Surface Coat. Technol., 2016, 286, p 251–255.
C.I. Zandalazini, M.I. Oliva and J.C. Ferrero, Pulsed Laser Deposition: Development And implementation of the Technique of Grown of Multilayers, ANALES AFA, 2016, 27, p 40–46.
M. Matsuoka, K. Ono and T. Inukai, Magnetic Properties of Cobalt Nitride Thin Films, Phys. Lett., 1986, 49, p 977.
K. Oda, T. Yoshio and K. Oda, Preparation of Co-N Films by rf-Sputtering, J. Mater. Sci., 1987, 22, p 2729–2733.
J. Shiung Fang, L. Yang, C.-S. Hsu, G.-S. Chen, Y. Wei Lin and G.S. Chen, Phase Transition Behavior of Reactive Sputtering Deposited Co-N Thin Films Using Transmission Electron Microscopy, J. Vacuum Sci. Technol. A, 2004, 22, p 698.
A. Houari, S.F. Matar and M.A. Belkhir, DFT Study of Magneto-Volume Effects in Iron and Cobalt Nitrides, J. Magn. Magn. Mater., 2010, 322(6), p 658–660.
R. Gupta, N. Pandey, A. Tayal and M. Gupta, Phase formation, Thermal Stability and Magnetic Moment of Cobalt Nitride Thin Films, AIP Adv., 2015, 5, p 097131.
J.A. Pérez Taborda, J.C. Caicedo, M. Grisales, W. Saldarriaga and H. Riascos, Deposition Pressure Effect on Chemical, Morphological and Optical Properties of Binary Al-Nitrides, Optics Laser Technol., 2015, 69, p 92–103.
V. Moraes, H. Riedl, R. Rachbauer, S. Kolozsvári, M. Ikeda, L. Prochaska, S. Paschen and P.H. Mayrhofer, Thermal Conductivity and Mechanical Properties of AlN-Based Thin Films, J. Appl. Phys., 2016, 119, p 225304.
Y. Chiu, Ch. Yo Yen, M.-S. Chiang, G.J. Chen, Sh.R. Jian, C. Wang and H.L. Kao, Mechanical Properties and Fracture Toughness of AlN Thin Films Deposited Using Helicon Sputtering, Nanosci. Nanotechnol. Lett., 2017, 9(4), p 562–566.
A. Iqbal and F. Mohd-Yasin, Reactive Sputtering of Aluminum Nitride (002) Thin Films for Piezoelectric Applications: A Review, Sensors, 2018, 18, p 1797.
E. lmeriÖsterlund, J. Kinnunen, V. Rontu, A. Torkkeli and M. Paulasto-Kröckel, Mechanical Properties and Reliability of Aluminum Nitride Thin Films, J. Alloys Compounds, 2019, 772(25), p 306–313.
E. Alfaro-Pérez, F. Chiñas-Castillo, F.J. Flores-Ruiz, R. Alavez-Ramirez, M. Caballero-Caballero and J. Lara-Romero, Friction and Wear Behavior of Multilayer [Al/AlN]n Coatings Deposited on AISI52100 Steel, Prot. Met. Phys. Chem. Surf., 2019, 55, p 527–534.
C. Appleget and A.M. Hodge, Optical and Mechanical Characterization of Sputtered AlN/Ag Multilayer Films, Adv. Eng. Mater., 2019, 21(5), p 18012.
W.C. Oliver and G.M. Pharr, An Improved Technique for Determining Hardness and Elastic Modulus Using Load and Displacement Sensing Indentation Experiments, J. Mater. Res., 1992, 7, p 1564–1583.
ASTM G99-17, Standard test method for wear testing with a pin-on-disk apparatus. 1–6. (2017)
ASTM G171-03, Standard test method for scratch hardness of materials using a diamond stylus. 1–7 (2017)
L. Rosenberger, R. Baird, E. McCullen, G. Auner and G. Shreve, XPS Analysis of Aluminum Nitride Films Deposited by Plasma Source Molecular Beam Epitaxy, Surf. Interface Anal., 2008, 40(9), p 1254–1261.
P. Motamedi and K. Cadien, XPS Analysis of AlN Thin Films Deposited by Plasma Enhanced Atomic Layer Deposition, Appl. Surf. Sci., 2014, 315, p 104–109.
H. Li, G.M. Cai and W.J. Wang, Room Temperature Luminescence and Ferromagnetism of AlN:Fe, AIP Adv., 2016, 6, p 065025.
R. Dallaev, D. Sobola, P. Tofel, L. Škvarenina and P. Sedlák, Aluminum Nitride Nanofilms by Atomic Layer Deposition Using Alternative Precursors Hydrazinium Chloride and Triisobutylaluminum, Coatings., 2020, 10, p 954–968.
S. Il Kim, S. Ryull Lee, J. Ho and B. Tae Ahn, Epitaxial Growth of CoSi 2 Layer on a Si 100 Substrate Using a CoN x Interlayer Deposited by Reactive Sputtering, Korean J. Mater. Res., 2006, 16(1), p 30.
V.N. Antsiferov, V.G. Gilyov and V.I. Karmanov, IR-spectra and Phases Structure of Sialons. Vib. Spectros., 2002, 30(2), p 169–173. https://doi.org/10.1016/S0924-2031(02)00022-X.
Ch.M. Parnell, B. Chhetri, T. Mitchell and F. Watanabe, Simultaneous Electrochemical Deposition of Cobalt Complex and Poly(pyrrole) Thin Films for Supercapacitor Electrodes, Sci. Rep., 2019, 9(1), p 5650.
Y. Zhang, G. Long, H. Tan, Z. Wang, Z. Zhang, W. Gao, R.S. Rawat and H. Jin Fan, Enhancing Bifunctionality of CoN Nanowires by Mn Doping for Long-Lasting Zn-Air Batteries, Sci. China-Chem., 2020, 63(7), p 890.
S.-K. Tien and J.-G. Duh, Effect of Heat Treatment on Mechanical Properties and Microstructure of CoN/AlN Multilayer Coatings, Thin Solid Films, 2006, 494, p 173–178.
J.C. Caicedo, C. Amaya, L. Yate, M.E. Gómez, G. Zambrano, J. Alvarado-Rivera, J. Muñoz-Saldaña and P. Prieto, TiCN/TiNbCN Multilayer Coatings with Enhanced Mechanical Properties, Appl. Surf. Sci., 2010, 256, p 5898–5904.
J.F. Archard, Contact and Rubbing of Flat Surfaces, J. Appl. Phys., 1953, 24(8), p 981–988.
P. Nledengvist and S. Hogmark, Experiences from Scratch Testing od Tribological PVD Coatings, Tribol. Int., 1997, 30, p 507–516.
J.-W. Lee, S.-K. Tien, Y.-C. Kuo and C.-M. Chen, The Mechanical Properties Evaluation of the CrN Coatings Deposited by the Pulsed DC Reactive Magnetron Sputtering, Surf. Coat. Technol., 2006, 200, p 3330.
A. Leyland and A. Matthews, On the Significance of the H/E Ratio in Wear Control: A Nanocomposite Coating Approach to Optimised Tribological Behaviour, Wear, 2000, 1, p 246.
C. Escobar, M. Villarreal, J.C. Caicedo, J. Esteve and P. Prieto, Mechanical and Tribological Behavior of VN And HfN Films Deposited Via Reactive Magnetron Sputtering, Surface Rev. Lett., 2013, 20(3 & 4), p 1350040.
J.C. Caicedo, L. Yate, G. Cabrera, W. Aperador, G. Zambrano and P. Prieto, Effect of Negative Bias Voltage on Mechanical and Electrochemical Nature in Ti-W-N Coatings, J. Mater. Sci., 2011, 46, p 1244–1252.
Acknowledgments
This research was supported by Universidad Militar Nueva Granada, Bogotá, Colombia; CIC biomaGUNE, San Sebastian, Spain; Centro de Desarrollo Tecnológico y Asistencia Técnica a la Industria del Servicio Nacional de Aprendizaje (CDT-ASTIN-SENA), Cali, Colombia; Universidad Autónoma de Occidente, Cali, Colombia.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Caicedo, J.C., Aperador, W. & Riascos, H. Mechanical and Tribological Response of [CoN/AlN]n Multilayers Obtained from Laser Ablation. J. of Materi Eng and Perform 31, 4354–4368 (2022). https://doi.org/10.1007/s11665-022-06593-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-06593-y