
Abstract
18% Ni maraging steels are based on the Fe-Ni-Co-Mo system with low-carbon content. They display an excellent combination of high strength and high toughness. However, they suffer from a low fatigue ratio, the ratio decreasing monotonically with increasing strength. Considering prospective applications for these steels involving fatigue loading, attempts were made by researchers to improve their fatigue life. The studies suggest that fatigue strengths higher than those realized in peak aged condition can be obtained through controlled overaging with a small amount of reversed austenite playing a critical role. Corrosion fatigue in different environments is a serious problem with these steels. Double aging seems to reduce the susceptibility to corrosion fatigue under high humidity conditions. Inclusion content has a strong influence on the fatigue life, inclusion size and type playing an important role. Surface treatments such as shot peening, laser peening, and nitriding were found to improve the fatigue life; however, it is important to optimize the process parameters. This paper attempts a critical review of studies reported in the published literature aiming to improve the fatigue life of 18% Ni maraging steels.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
18% Ni maraging steels constitute a class of highly alloyed steels with low-carbon content (< 0.03%), main alloying elements being nickel, cobalt, molybdenum, and titanium. The Fe-Ni-Co-Mo maraging steels have excellent strength and toughness, the main strengthening mechanisms being precipitation hardening and solid solution hardening. Two classes of maraging steel have been developed—cobalt-containing and cobalt-free–the latter, as part of attempts to save manufacturing costs. Different grades of maraging steel are commercially available with yield strength ranging from 1400 to 2400 MPa (~ 200 to 350 ksi). These steels also possess excellent heat treatment characteristics such as high hardenability and very little volume change during aging. The heat treatment involves solution treatment in the austenite phase field and cooling to room temperature to produce martensite and then aging to obtain high strengths. The good weldability, machinability, and formability in the solution annealed condition make the material attractive to the designers. There have been a large number of publications dealing with this class of steels. Floreen was one among the first to review the subject of Fe-Ni martensite-based maraging steels (Ref 1). The Proceedings “Maraging Steels: Recent Developments” edited by RK Wilson and published in the year 1988 (Ref 2) carried review articles on different aspects of maraging steels. In the year 2006, Nageswara Rao reviewed the progress in understanding the metallurgy of 18% Ni maraging steels (Ref 3). The subject of heat treatment of 18% Ni maraging steels was comprehensively reviewed by Nageswara Rao (Ref 4). The subject of hot working of 18% Ni maraging steels was critically reviewed by Nageswara Rao and Narayana Murty (Ref 5). A comprehensive treatment of 18% Ni maraging steels by Nageswara Rao can be found in “Encyclopedia of Iron and Steel and Their Alloys” edited by Rafael Colas and George E Toten and published in the year 2016 (Ref 6). Environmental degradation is a serious issue with maraging steels. The degradation of maraging steels occurring in apparently benign environments such as laboratory air was studied by Nageswara Rao and coworkers (Ref 7, 8).
The space race during the 1960s boosted the development and use of maraging steel. Maraging steels are used in the aerospace sector for the manufacture of landing gears and rocket motor cases. The steels have also been used in the shock absorbers for lunar rovers, wing hinge for planes, launch pad components, and other industrial applications such as dies, auto frettage equipment, drive shafts, springs, rotors, and shafts. The major emphasis of the studies on 18% Ni maraging steels has been on the issues relating to microstructure, static strength, and fracture toughness. Using advanced manufacturing processes and with strict controls on processing, maraging steels can be produced with an excellent combination of high strength and toughness; however, they have relatively low fatigue strength (Ref 7,8,9,10). Estimating the endurance limit to be one-half of the tensile strength is not valid with respect to high strength steels like the 18% Ni maraging steel (Ref 11). There are several applications where fatigue is the dominant failure mechanism and high fatigue strength becomes necessary. For example, fatigue has been a major reason for landing gear failures (Ref 6). Further, maraging steel has been widely used in multi-type aircraft drive devices, such as gears, shafts, splines, and other important bearing structures (Ref 12). These structural parts are unavoidably subjected to alternating loads during aircraft service. Fatigue damage is the main cause of failure of the important structural parts in the aircraft. Statistics show that most of the service failures of aircraft components occur in the form of fatigue damage, which amounts to about 60% of total failures (Ref 5). Serious aircraft flight accidents involving fatigue-related causes are still occurring at about 100 times per year globally. Cyclic loads are present in several of the actual applications of maraging steels in the automobile sector. Several components in vehicles, such as engine parts, components of the drivetrain and chassis, as well as wheels, are subjected to very high numbers of load cycles in service with the possibility of very high cycle fatigue (VHCF) of these materials coming into picture.
Recognizing the importance of improving the performance of these materials under fatigue loading conditions, a number of studies have been carried out over the years trying to understand the factors contributing to their low fatigue limit and developing approaches aimed at improving the fatigue life. It is considered important to take a critical overview of these studies; the present review has this as its objective.
The present review is limited to fatigue behavior of 18% Ni maraging steel; other maraging steel grades with % Ni are not within the scope of this review. The review also does not cover fatigue life at elevated and cryogenic temperatures. Studies on additively manufactured maraging steel are beyond the scope of this review. This review covers 18% Ni maraging steel produced through the ingot metallurgy route.
Effect of Chemical Composition on Fatigue Life and Fatigue Limit
The principal alloying elements in the 18% Ni maraging steels are nickel, cobalt, molybdenum, and titanium. These steels can be classified into two groups, one containing 7.5-12.5% of Co and the other containing no Co. Table 1 gives the nominal chemical composition of the cobalt-containing and cobalt-free grades. Mo is present at a comparatively high level in cobalt-containing grades. Cobalt reduces the solubility of Mo in Fe-Ni martensite, thereby facilitating the substantial presence of Mo in the strengthening precipitates. Mo exists at a lower level in cobalt-free grades of comparable strength; Ti available at a higher level dominates the strengthening phase. Cobalt-containing grades are denoted as C-type and cobalt-free grades as T-type. The specific grades are designated as C/T18Nixxxx where C/T denotes Co-containing/Co-free, with the last four digits indicating the yield strength for that grade in MPa. Specific grades of maraging steels are also designated as 200, 250, 300, and 350, the number indicating yield strength in ksi. Here again, C/T denotes Co-containing/Co-free grade. In this review, grade designation, as it appears in the publication under reference, has been retained, except that C/T prefixing has been done. There is an increasing level of titanium with increasing strength in both Co-containing and Co-free maraging steels.
Teledyne Vasco conducted fatigue tests on an R. R Moore rotating beam fatigue testing machine on C200, C250, C300, and C350 bars. The samples were solution treated at 1088 K (815 °C) for 0.5 h and aged at 753 K (480 °C) for 3 h (Ref 13). It can be noticed that the fatigue strength monotonically increases with yield strength up to a yield strength level of 2070 MPa (~ 300 ksi). There is a drop in fatigue strength with further increase in yield strength from 2070 to 2410 MPa (~300 to 350 ksi). There are other sources of S-N curve data, but they cover only C200, C250 and C300 grades. For example, the book “Cobalt-containing high-strength steels” (INIS-mf-1971) presents S-N curve data for these three grades of Co-containing maraging steels (Ref 14). In line with the data from Teledyne Vasco, the fatigue strength increases as one moves up from C200 to C250 to C300 grade. Figure 1 shows the S-N curves for the three Co-containing grades. Contractor (Ref 15) presented data for C250 and C300 grades. The fatigue strength of C300 grade was higher than that of C250 grade. Landgraf (Ref 16) studied the low cycle fatigue (LCF) behavior of three grades of Co-containing 18% Ni maraging steel—C200, C250, and C300. The tests were done on axial specimens which were annealed followed by aging at 753K (480 °C) for 4 hours. Fatigue strength was found to increase with transition from C200 to C250 to C300. The effect of increasing cobalt level from 9 to 16 wt.% and decreasing titanium level from 0.5 to 0 wt.% (totally eliminating titanium) on the high cycle fatigue (HCF) and very high cycle fatigue (VHCF) of C250 grade was studied (Ref 17). Life increased in both regimes. Cobalt improves the strength by lowering the solubility of molybdenum and increasing the amount of Ni3Mo. The reduction in titanium reduces the TiN and TiC non-metallic inclusions which can act as preferred sites for fatigue crack nucleation. Microalloying with 0.03 wt.% Nb has a beneficial effect; the fatigue life of C250 grade increases by 12% (Ref 18).

Comparison of fatigue strength of grades with different yield strength levels. Plot based on data from cobalt-containing high-strength steels (INIS-mf-1971) (Ref 14)
Summarizing, there is consensus that increasing the monotonic yield strength up to 2070 MPa (~ 300 ksi) in the Co-containing 18% Ni maraging steels brings along with it a benefit in terms of increased fatigue strength. This conclusion has been validated both for HCF and LCF regimes. Increasing the monotonic strength further becomes counterproductive; the fatigue strength of C350 grade is in fact lower than that of even C250 grade as shown in Fig. 2. The data to generate the figure were taken from different sources. Data for grade C200 were drawn from references (Ref 13, 14, 19, 20), for grades C250 and C300 from (Ref 13, 14, 19, 21) and for grade C350 from (Ref 13, 20, 22, 23). For fatigue intensive applications, the C350 grade is to be strictly avoided. It is also to be noted that increase in fatigue strength is less than proportionate to increase in monotonic strength. Table 2 shows the fatigue ratio values calculated from the data obtained from the Handbook of Teledyne Vasco (Ref 13). It is seen that the ratio decreases steadily as one moves from C200 to C250 to C300 to C350 grade. The observed drop in fatigue strength on increasing the strength from 300 to 350 ksi may have to do with increased severity of localized deformation in slip bands as a result of fatigue loading. Softening during fatigue cycling was observed in C300 grade (Ref 24) and C400 (yield strength of 2800 MPa) grade (Ref 11). In the latter case, there was evidence for particle dissolution and coarsening of precipitates in slip bands leading to fatigue softening. It may be appreciated that the softening resulting from particle dissolution in high strength grades (350 and 400) is much more than that in 200, 250, and 300 grades. Accordingly, the tendency for slip localization is expected to be more for higher strength grades. Intense slip localization leads to early crack nucleation and propagation. One may thus account for the reversal of trend in fatigue life as one increases the strength level to 350 ksi.

Comparison of fatigue strength data for different grades (C200, C250, C300, and C350) from different sources. Aging was done in all cases at 753K (480 °C) for 3 hours, and rotating bending fatigue technique was used for fatigue strength estimation for a life of 10 million Cycles. Data for grade C200 were drawn from references (13, 14, 19, 20), for grades C250 and C300 from (13, 14, 19, 21) and for grade C350 from (13, 20, 22, 23)
Processing–Microstructure–Fatigue Performance Relationships in 18% Ni Maraging Steels
Melting of 18% Ni Maraging Steels
Effect of Chemical Composition
Conventional processing of 18% Ni maraging steels primarily includes melting, subsequent hot working to the required product shape and size, and heat treatment of the products. Adjustment of the chemical composition is done during the melting stage. As brought out in section 2 of this review, different grades of 18% Ni maraging steels are commercially available with varying chemical composition. Chemical composition has a profound effect on the fatigue performance of these steels, and this aspect has been covered in detail in section 2 of this review.
Effect of Method of Melting
Melting practice also decides the inclusion content and occurrence of solidification related defects. Vacuum melting process has a definite advantage over air melting (Ref 25). It was reported that for sheet products of maraging steels the vacuum melting gave distinctly higher fatigue life and fatigue limit (Ref 25). Banded microstructure is a commonly encountered solidification defect in these steels, if adequate control is not exercised during melting. Segregation of the elements Ti and Mo is associated with the banding. By exercising control on the levels of these elements, the banding could be suppressed and substantial improvements in fatigue life could be achieved (Ref 26).
Effect of Inclusions
It is well established that fatigue strength is sensitive to the presence of inclusions in steels. Controlling the inclusion content is an important factor to improve the fatigue life. The nature (type) of inclusion and the size are among the factors which strongly influence. Even in the context of maraging steels, the subject has received much attention. Lowering carbon and nitrogen which form carbides, nitrides, and carbonitride type inclusions is an important step taken during the melting of maraging steel. Attention is also paid to lowering the oxygen level during melting and refining, so that presence of oxide type inclusions in the steel is minimized. Manganese and silicon also form non-metallic inclusions; as such the melter strives to keep these two elements at a very low level (< 0.1%). Sulfur and phosphorus can also lead to the presence of inclusions and efforts are made during melting to minimize their presence. There have been some studies specific to maraging steels investigating the effect of inclusions on fatigue behavior. Rotating bending fatigue testing was adopted to cover the fatigue behavior in the LCF and HCF regimes. Ultrasonic fatigue testing was carried out to cover the VHCF regime. A critical review of these studies is attempted in this section.
Effect in HCF Regime (Rotating Bending Fatigue Testing)
The presence of inclusions, in addition to adversely affecting the fatigue life, may also cause considerable scatter in the fatigue life. For example, the fatigue life of maraging steel in the 106-108 cycles range for failure, evaluated with rotating bending fatigue testing, showed heavy scatter (Ref 27). The effect is attributable to probabilistic distribution of inclusions.
Effect in VHCF Regime (Ultrasonic Fatigue Testing)
Several authors adopted fatigue testing based on ultrasonics to cover the VHCF regime. Different authors carried out testing on nitrided samples to take advantage of nitriding in improving the fatigue life of samples. Effect of nitriding on fatigue behavior is dealt with in detail in section 5.2. Size of the inclusion was found to be an important parameter in influencing fatigue life, larger-sized inclusions leading to a lower fatigue life (Ref 28, 29). The type of inclusion was also found to have an important effect on the fatigue life. Aluminate type inclusions were found to be least damaging (Ref 30, 31) and titanium nitride inclusions the most damaging (Ref 31). The carbonitride type inclusions were found to be more damaging than the aluminate type (Ref 30, 31). The difference with reference to their adverse effect on fatigue life was explained in terms of crack nucleation mechanism operating at the inclusion site. Aluminate inclusions have a weak binding with the matrix; so the crack nucleates at the interface between the inclusion and the matrix (Ref 30, 31). Figure 3 shows fatigue crack initiation at an internal aluminate inclusion in a maraging steel composition containing no Ti (Ref 32). The mechanism of crack nucleation associated with Ti-N and carbonitride inclusions is different; they undergo brittle fracture and the cracked inclusion acts as nucleus for fatigue crack (Ref 30, 31). Figure 4 shows fatigue crack initiation at an internal TiN inclusion in a maraging steel composition containing 0.5 wt.% Ti (Ref 31). The cracked inclusion is shown in Fig. 4. The chemical composition of the steel also decides the type of inclusions that occur, as brought out from studies on maraging steel compositions with different titanium and cobalt contents (Ref 17). Titanium nitride inclusions in titanium-containing grades and Al2O3 inclusions in titanium-free grades were found to be preferential crack initiating locations.

Fractograph showing fatigue crack initiation at an internal aluminate inclusion in maraging steel. Reprinted from Journal of Materials Science, 52(10), Ulrike Karr, Reinhard Schuller, Michael Fitzka, Bernd Schoenbauer, Duc Tran, Bert Pennings, and Herwig Mayer, Influence of inclusion type on the very high cycle fatigue properties of 18 Ni maraging steel, p 5954–5967, 2017 (open access)

Fractograph showing fatigue crack initiation at an internal TiN inclusion in maraging steel. Reprinted from Journal of Materials Science, 52(10), Ulrike Karr, Reinhard Schuller, Michael Fitzka, Bernd Schoenbauer, Duc Tran, Bert Pennings, and Herwig Mayer, Influence of inclusion type on the very high cycle fatigue properties of 18 Ni maraging steel, p. 5954-5967, 2017 (open access)
Summarizing, inclusions in maraging steel play a vital role with reference to fatigue behavior. They serve as preferred sites for fatigue crack nucleation. The higher the inclusion rating, the lower is the fatigue life. It is hence important to produce maraging steels with a high degree of freedom from inclusions. The steels are produced by vacuum induction melting followed by vacuum arc remelting, to achieve a high degree of cleanliness. Inclusion size is an important parameter; the higher the size, the lower is the fatigue life. Type of inclusion is also an important consideration, as the mechanism by which crack nucleates at the inclusion can be different. The chemical composition of the steel with reference to the elements participating in the formation of inclusions is an important issue in this context. The higher the Ti content, the higher is the content of titanium bearing carbonitride and nitride type inclusions; this adversely affects the fatigue life. At a comparable strength level, the cobalt-free grades have higher Ti level. This may mean that cobalt-free grades have lower fatigue life than cobalt-containing grades with equivalent strength. However, experimental data are not available to support this prediction. Be it HCF or VHCF, crack nucleation accounts for a major part of the fatigue life and the role played by inclusions in nucleating fatigue cracks, as brought out in this section, assumes much significance.
Heat Treatment of 18% Ni Maraging Steels
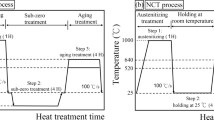
Heat treatment of maraging steels to attain high strength levels consists of two stages—solution treatment and aging. Solution treatment entails heating the steel in the single phase austenite regime, holding for a sufficient time to place the alloying elements in solid solution, and then cooling to room temperature in order to realize a microstructure comprising of essentially 100% martensite. Aging at an appropriate temperature is then carried out to realize high strength conditions through precipitation hardening. During isothermal aging, the hardness increases and reaches a plateau; on further aging, the hardness begins to drop. Aging is categorized into three stages for maraging steels, as for all precipitation hardening systems—(1) under-aged condition, where the hardness is showing an increasing trend, (2) peak aged condition, where maximum attainable hardness is reached, and (3) overaged condition where the hardness shows a decreasing trend. After aging at 753K (480 °C) for 3.5 h, maraging steel grades C200, C250, and C300 reach peak aged condition with maximum attainable hardness and tensile strength. The strength is lower in overaged and underaged conditions compared to peak aged conditions. Overaging maraging steel also produces reverted austenite in the microstructure. Overaging improves toughness in the early stages, but may result in deterioration of toughness at later stages (Ref 32).
Effect of Solution Treatment Temperature on Fatigue Life
Increasing solution treatment temperature results in increasing grain size. Grain size has in turn an effect on fatigue life. The effect was seen in both low cycle and high cycle fatigue regimes. LCF testing (number of cycles to failure < 1000) of C300 grade led to the finding that low cycle fatigue decreased with increasing grain size in the grain size range 20-100 μm (Ref 33). The specimens with particularly low life showed a high fraction of intercrystalline failure. High grain size was found to be detrimental also in the high cycle fatigue regime. Studies at 25% relative humidity in the environment on C300 grade with grain size in the range 20-100 μm showed that HCF strength increased with decreasing grain size (Ref 34). Higher grain size was found to be even more detrimental to fatigue strength at higher humidity levels. Intergranular cracking occurred to a higher extent at higher humidity levels (Ref 34). One can explain the observed effect in terms of grain boundaries acting as a barrier to fatigue crack growth. In addition, at higher humidity levels, with preferential interaction of the moisture in the environment with the grain boundaries coming into picture, the grain boundaries in the large grained material offer easy crack paths, resulting in high occurrence of intercrystalline fracture. The manufacturers lay much emphasis on producing these steels to a fine grain size in order to achieve a good combination of strength and fracture toughness. The fine grain size would also benefit the performance of the steels under fatigue loading conditions.
Effect of Overaging on Fatigue Behavior
There have been some studies on the effect of overaging on the fatigue behavior of 18% Ni maraging steels. Austenite reversion occurs as a result of overaging; the more the degree of overaging, the more is the amount of reverted austenite in the microstructure. Optical micrographs presented in Fig. 5 illustrate this aspect (Ref 35). (a) is in the peak aged condition, with no austenite present in the microstructure. (b) and (c) correspond to overaged conditions, the microstructure containing reverted austenite. Higher amount of reverted austenite is present in condition (c), aging time at the overaging temperature of 640 °C being longer for condition (c). Different authors tried to link the fatigue behavior with the amount of reverted austenite.

There have been different studies which brought out that overaging to produce controlled levels of reverted austenite exerts a beneficial effect on the fatigue performance of maraging steels. For example, the effect of overaging on the fatigue behavior of an 18% Ni, 8% Co, 5% Mo maraging steel was studied by Moriyama and co-workers (Ref 27, 36). The steel had no titanium in its chemical composition, with the result that maximum yield strength obtained after aging was about 1477 MPa (~ 210 ksi). The steel was overaged for 125 h at 753 K (480 °C). The amount of reverted austenite formed after this aging was 3%. The hardness after this overaging was 400 HV, compared to peak hardness of 450 HV. The fatigue limit in this overaged condition was found to be higher than that for peak aged condition. Further overaging, by adopting a higher aging temperature, produced higher amounts of reverted austenite, but was detrimental to the fatigue limit. Similar results were obtained with C300 and C350 grades (Ref 37, 38). Controlled overaging to produce 2 vol.% of reverted austenite improved the fatigue limit of C300 grade from 580 to 640 MPa (~ 80 to 90 ksi) (Ref 37). For C300 and C350 grades, a maximum in the fatigue limit was obtained at a level of 2% of reverted austenite (Ref 38). Figure 6 shows the variation in fatigue limit as a function of reverted austenite content for the three grades C250, C300 and C350. For all the three grades, it is seen that maximum in the fatigue limit occurs at a reverted austenite volume fraction of about 2%. Data used to generate the figure has been drawn from references (Ref 36, 37, 39).

Micrographs indicating increasing volume percent of austenite with increase in aging time and temperature. (a) peak aged at 510 °C for 3 h (b) aged at 640 °C for 2 h (c) aged at 640 °C for 8 h. Reprinted from Materials Science and Engineering: A, 398(1-2), UK Viswanathan, GK Dey, and V Sethumadhavan, Effects of austenite reversion during overaging on the mechanical properties of 18 Ni (350) maraging steel, p 367–372, 2005, with permission from Elsevier
Studies on the effect of reverted austenite on the fatigue life of maraging steels were also carried out on a cobalt-free maraging steel (Ref 10). Overaging to produce high levels of reverted austenite (9-11%) gave inferior fatigue limits compared to when the steel was overaged to produce 5% reverted austenite. It can also be concluded that high levels of reverted austenite lead to inferior fatigue strength, be it cobalt-containing or cobalt-free maraging steels. There have been no investigations on cobalt-free maraging steels to study the effect of 2-3% reversed austenite on the fatigue behavior. It would be a worthwhile research area for the future.
The same level of reverted austenite produced by aging at different temperatures (773 K (500 °C) and 823 K (55 °C)) can lead to different fatigue limits (Ref 10). It is known that reverted austenite can occur in maraging steels (Ref 35, 39, 40) with different morphologies, depending on aging temperature. Figure 7 and 8 illustrate this aspect with reference to C350 grade (Ref 35). Figure 7 shows inter lath reverted austenite after aging for 2 h at 640 °C. Figure 8 shows Widmanstatten, recrystallized and globular morphologies of reverted austenite after aging for 8 h at 640 °C. It is thus possible that not only quantum but also morphology of reverted austenite plays a role in influencing the fatigue life. Even though Wang et al. (Ref 10) realized the same level of reverted austenite, it is possible that morphology of reverted austenite was different, due to difference in aging temperature, contributing to the observed difference in fatigue life.

Transmission electron micrographs showing inter lath morphology of reverted austenite after aging for 2 h at 640 °C. (a) bright-field image and (b) dark-field image. Reprinted from Materials Science and Engineering: A, 398(1-2), UK Viswanathan, GK Dey, and V Sethumadhavan, Effects of austenite reversion during overaging on the mechanical properties of 18 Ni (350) maraging steel, p 367–372, 2005, with permission from Elsevier

Transmission electron micrographs showing (a) Widmanstatten, (b) recrystallized and (c) globular morphologies of reverted austenite after aging for 8 h at 640 °C. Reprinted from Materials Science and Engineering: A, 398(1-2), UK Viswanathan, GK Dey, and V Sethumadhavan, Effects of austenite reversion during overaging on the mechanical properties of 18 Ni (350) maraging steel, p 367–372, 2005, with permission from Elsevier
Having taken note that reversed austenite at 2-3% level is beneficial in Cobalt bearing grades, a question that arises is whether the benefit on fatigue life is seen in both HCF and LCF regimes. Figure 9 is a plot of crack length against the number of cycles for C250 and C300 grades, each tested at two different stress levels − 400 and 500 MPa for C250 grade and 650 and 800 MPa for C300 grade. The data for generating the figure is drawn from the work of Moriyama and Takaki (Ref 27) and Nagano et al. (Ref 38). At lower stress level the crack growth is retarded due to the presence of reverted austenite. In contrast, at the higher stress level the presence of reverted austenite has no effect on the crack growth rate. The S-N curves shown in Fig. 10 are generated from the data published by Moriyama and Takaki (Ref 28) and Nagano et al. (Ref 39). Fatigue life improvement in the high cycle regime due to the presence of 2-3% reversed austenite is clearly seen. It can be concluded that reversed austenite at controlled levels can exercise significant beneficial effects in HCF regime. In the LCF regime, on the contrary, no perceptible effect is seen. Reversed austenite can also significantly contribute as a sink for hydrogen atoms during fatigue loading and retard the crack propagation in humid environments, a point that is discussed in some detail in section 5.2.


A microstructure-based explanation for the observed variation in fatigue strength as a function of reverted austenite will now be attempted. At relatively low levels of reverted austenite (2-3%), the material largely retains its original strength; that is to say, there is no marked decrease in strength due to the formation of reverted austenite. The soft austenite phase has a crack blunting effect and increases the maximum length of non-propagating crack (Ref 27). This results in a decrease in crack propagation rate leading to a beneficial effect on fatigue life. With increasing aging time / aging temperature, the volume fraction of reverted austenite increases, and at the same time there is coarsening of Ni3(Mo, Ti) precipitates. The inherent strength and hardness of the material are reduced. Further, the coarse precipitates facilitate crack nucleation, thereby adversely affecting fatigue life. This effect may overwhelm the beneficial effect of reverted austenite; this could be the reason for the drop in fatigue strength at higher levels of reverted austenite.
Double Aging
The standard practice for 18% Ni maraging steels is to carry out aging in one step. Effect of a second step of aging leading to double aging of maraging steel was studied by Japanese scientists (Ref 23, 41, 42). Single aging in these studies was mostly the standard aging treatment to obtain peak hardness. In case of double aging, this single aging treatment was followed by a second step aging at a relatively low temperature. Various times for second step aging were studied, referred to as under aging, peak aging and over aging. With an under aging type second step aging, a higher fatigue strength was obtained compared to that obtained after single aging. The effect was more dramatic when the testing was done in a high humidity environment (85% relative humidity) compared to a 25% relative humidity environment. The findings were explained based on dynamic strain aging; useful supporting evidence comes from the studies which reported that the C300 grade maraging steel shows higher fatigue strength at 473 K (200 °C) and 673 K (400 °C) compared to that at room temperature (Ref 41).
The double aging studies add an interesting facet to the metallurgy of 18% Ni maraging steels. Double aging helps in improvement in strength not only under monotonic loading conditions but also under cyclic loading conditions. The well-established high susceptibility to corrosion fatigue of these steels in humid environments when aged in the standard manner appears to be getting reduced when double aging is done. There is scope for industrially exploiting these findings.
Influence of Service Environment on Fatigue Behavior
Fatigue life of maraging steel is highly sensitive to the working environment. Exposure to corrosive environments can lead to deterioration of the fatigue life of the material. Humidity in the working environment may by itself cause substantial reduction in the fatigue life. Studies have been carried out in a variety of environments—aqueous, dry gas, and humid gas. Corrosion fatigue was found to occur in all environments to varying degrees.
Corrosion Fatigue in Aqueous Environments
Comparative studies of fatigue life of 18% Ni maraging steel in air and an aqueous environment of 3.5% sodium chloride solution brought out that the 107 cycles endurance limit was reduced from 410 to 120 MN m−2 (Ref 11). With increasing applied stress amplitude level, the life obtained in the air environment tends to come close to that in NaCl solution. At an applied stress amplitude of 800 MPa (~ 120 ksi), the life in both environments was about the same, about 104 cycles.
Corrosion Fatigue in Dry Gaseous Environments
The damaging effect in the dry gas environment was found to depend on the type of gas; the crack propagation in C250 grade was three times more in the dry hydrogen environment, compared to that in dry argon environment (Ref 43). Clear indications were obtained for the embrittling effects of hydrogen gas during crack propagation in the vicinity of crack tip. Dry hydrogen environment changed the mode of fracture from striations to cleavage and induced micro-cracks in grains ahead of the propagating cracks (Ref 43).
Corrosion Fatigue in Humid Environments
Fatigue crack propagation studies were carried out on a comparative basis in dry and humid argon environments. The studies covered C250 (Ref 43) and C300 (Ref 15) grades. The effect was not the same in the two grades. In the case of C250 grade, the moisture content in the argon gas had no discernible effect on the crack propagation rate. In contrast, humid argon accelerated the rate of crack propagation in C300 grade. Studies were also carried out on the effect of change in relative humidity of the environment on fatigue life of C300 and C350 grades (Ref 44, 45). It was observed that at relative humidity values < 50%, the fatigue life was not affected; at relative humidity values > 50%, the fatigue life decreased sharply with increase in relative humidity (Ref 45). The authors concluded that both crack initiation and crack propagation were accelerated at high relative humidity levels. There was a big decrease in fatigue life of grades C300 and C350, when the relative humidity increased from 25 to 85% (Ref 44). This drop in fatigue strength increased with increasing grain size and increasing hardness.
Summarizing, it is to be stated that the service environment can be a source of major concern when it comes to the fatigue life of maraging steels. Corrosion fatigue can occur in aqueous environments, in hydrogen gas environments, and even in inert gas environments if they are humid. The reduction in fatigue life can be more at high humidity levels, all other parameters remaining the same. The water vapor in a humid environment reacts with the steel, causing anodic dissolution and promoting crack nucleation; the hydrogen generated during the reaction diffuses into the matrix leading to hydrogen embrittlement and acceleration of crack propagation (Ref 34, 45). These effects become more pronounced at higher humidity levels. In regimes approaching LCF, the corrosive environment has less influence on fatigue life, as the time available for interaction of the material with the environment is less. Humidity in the argon atmosphere was found to have a damaging effect on fatigue life in case of C300 grade, but not so in case of C250 (Ref 43, 46). This may be a manifestation of the increasing susceptibility to environmental attack of 18% Ni maraging steel with increasing strength. For example, the threshold stress intensity needed for stress corrosion cracking of maraging steels in aqueous environments decreases as yield strength increases (Ref 47). High susceptibility of C350 grade to synthetic seawater environment manifests as 50% drop in notched tensile strength and time to fracture in slow strain rate tests (Ref 7). The higher drop in loss of fatigue strength in a humid environment at higher hardness levels reported by Kawagoshi et al. (Ref 44) can also be accounted for in this way. Further, as discussed in section 3.2.2, the presence of reverted austenite in the steel seems to have a beneficial effect by way of retarding the crack propagation. Austenite appears to serve as a trap for the hydrogen generated by reaction of the moisture in the environment with the steel, thereby mitigating the corrosion fatigue. In addition, as brought out in section 3.2.3, double aging appears beneficial by way of reducing the susceptibility of maraging steels to corrosion fatigue in humid environments.
Surface Treatments Aimed at Improving Fatigue Life
Surface treatments such as shot peening, laser peening and nitriding of maraging steels result in a complex S-N curve. As opposed to a single drop when there is no surface modification, the curve shows a second drop. The second drop generally occurs in the region of 106-107 cycles; this drop is followed by a second horizontal region (Ref 48). S-N curve with such shape has been reported for surface modified maraging steels by various authors (Ref 48,49,50,51,52). Figure 11 shows S-N curves for C300 grade in three different conditions—without surface modification, shot peened and nitrided. The data for generating this figure has been extracted from the works of Kawagoishi et al. (Ref 49, 51). The complex appearance of S-N curves for surface modified maraging steel has been attributed to the variation in crack initiation site with changes in applied stress amplitude. For example, in shot peened C300 grade with decrease in stress amplitude the location of initial damage changes from surface to interior (Ref 48).

For nitrided C300 and C350 grades, as the stress amplitude decreases, the location of fatigue crack initiation changes from the surface to the interface between the hardened surface and the core and then finally to the core (Ref 52). Similar results were reported with reference to the fatigue behavior of nitrided C300 grade (Ref 51). When stress levels were low, crack did not nucleate at the surface hardened layer; rather, it started at an internal inclusion. In contrast, cracks nucleated from the surface, when applied stress levels were high.
Peening
Peening introduces compressive residual stresses in the surface layer of a material. Two common processes of peening are shot peening, a mechanical method, and laser peening, a thermal method. The attributes of the affected surface layer can be better controlled using laser peening. Laser peening has advantages over the conventional shot peening due to the wide range over which process parameters can be varied.
Laser Peening
Detailed studies have been carried out on the effect of laser peening on the fatigue behavior of C300 grade (Ref 28, 29). Laser peening resulted in increase in surface roughness, compressive residual stress and surface hardness. While increase in compressive residual stress and surface hardness can lead to improvement in fatigue life, increase in surface roughness can lead to deterioration of fatigue strength. The laser peening parameters play an important role in determining the resultant fatigue life. With appropriate choice of peening parameters, the number of cycles required to initiate a crack could be increased by 25 times (Ref 28, 29). Laser shock peening not only increased the fatigue crack initiation time but also decreased the rate of crack propagation. The metallurgical condition also importantly influences the response of the material to laser peening. Deeper and higher compressive stresses were developed in solution annealed condition compared to aged condition. The difference is to be attributed to the lower yield strength and the absence of intermetallic compounds in the former condition (Ref 29).
Shot Peening
Shot peening involves exposing the surface of the material to steel, carbide or ceramic balls at high velocity. Shot peening was found to increase the high cycle fatigue life of C300 grade (Ref 49, 53). The authors observed that crack initiation changed from surface to an inclusion in the interior, with residual compressive stresses post-shot peening hindering surface crack nucleation (Ref 49). Double shot peening using superfine particles helped reduce surface roughness and hence improved fatigue life (Ref 50). Effect of shot peening on susceptibility to corrosion fatigue was also studied on C350 grade (Ref 34). Shot peening reduced the sensitivity to humidity and no decrease in fatigue life was observed in shot peened specimens of C350 in high humidity conditions, whereas the fatigue life showed a large decrease due to high humidity in the electro-polished specimens of the same material. The reduced sensitivity of shot peened specimens to humidity was attributed by the authors to the presence of compressive residual stress (Ref 34).
Nitriding
Nitriding is a process of case hardening steels; it results in a hard-brittle layer on the surface. Two types of nitriding—gas nitriding and ion nitriding—have been studied to improve the fatigue life of maraging steel. Nitriding was found to improve the fatigue strength of an 18% Ni maraging steel (detailed chemical composition not available) (Ref 54) and C300 grade (Ref 51). The improvement was attributed to hardening of the surface and formation of compressive residual stress in the surface layer (Ref 51). The extent of increase in fatigue strength and the fracture mechanism were markedly influenced by nitriding temperature. The chemical composition of the starting material wields an important influence on the response to nitriding. Under similar nitriding conditions, C250 and C300 grades respond differently to the surface treatment in that the level of residual stress induced was very different. In general, there is no improvement in fatigue life occurring due to surface modification at high applied stress amplitude levels; however, nitriding was found to improve the fatigue strength of C250 grade in LCF regime (Ref 55).
Summarizing, different methods of surface modification—laser shock peening, shot peening and nitriding—offer promise in the context of improving the fatigue life of maraging steel. High surface roughness leads to early crack nucleation resulting in non-realization of the expected improvement. This is particularly so with higher strength grades which are highly sensitive to the presence of notches, as brought out in section 6. There is scope to reduce the surface roughness by exercising control on laser parameters in case of laser peening and resorting to a second stage peening in case of shot peening. Benefit of shot peening in the HCF regime has been well documented, but in the LCF regime, it is a complicated issue (Ref 56). The published literature for shot peening of maraging steels covers HCF regime; fatigue life was found to improve in this regime. Laser shock peening delayed both crack initiation and propagation (Ref 28, 29). This suggests that there may be some life improvement even in the LCF regime. As regards nitriding, while the beneficial effect of nitriding has been reported by different authors, it emerges that it is important to control the nitriding conditions, importantly the nitriding temperature. Formation of highly brittle surface nitride layers can result in early crack nucleation at the surface, resulting in little or no improvement in fatigue life. Ion nitriding could be a prospective technique to get benefit even in the LCF regime.
Notch Sensitivity
Notched specimens are used to simulate and analyze the effect of discontinuities, defects and inclusions with a value of stress concentration greater than 1. Results of comparative testing of smooth and notched specimens of different grades of 18% Ni maraging steels are available from different sources—(1) Cobalt-containing high-strength steels (INIS-mf-1971) (Ref 14), Yin et al. (Ref 12), Aerospace Structural Metals Handbook (Ref 21) and INCO Technical Data Brochure (18 per cent nickel maraging steel) (Ref 20). In all cases, rotating bending fatigue testing was done. The test results are summarized in Table 3. A monotonic increase in the average fatigue notch sensitivity index (qf) can be observed with increase in tensile and yield strength. An increase in the notch sensitivity index (qf) indicates an increased sensitivity to the presence of notches. It can thus be inferred from the table that the steel becomes increasingly notch sensitive with increase in strength. Also listed in the table are the values of notch strength reduction factor (Kf), also referred to as fatigue notch factor. It is the ratio of smooth to notched fatigue strength. That maraging steel becomes increasingly notch sensitive with increasing strength is also borne out of variation in fracture toughness and notch-smooth tensile strength ratio as a function of strength. Figure 12 shows fracture toughness and notch-smooth tensile strength ratio for different grades of maraging steel. The strength increases from left to right. The data for fracture toughness is obtained from the work of Carter (Ref 57). The data for the strength ratio was obtained from Vascomax data Handbook (Ref 13). The effect of changing the stress concentration factor on the strength ratio becomes pronounced as the strength level reaches 350 ksi. There have been some approaches tried out to combat the high notch sensitivity of 18% Ni maraging steels. Aging condition was found to influence the notched fatigue characteristics of maraging steel (Ref 58). In particular, underaging had a beneficial effect on Kf. There appears to be scope to choose an appropriate underaged condition, without sacrificing much on strength, to increase the notch sensitivity index. Surface modification appears to offer another approach to improve the notched fatigue life. For example, shot peening was found to significantly improve the notched fatigue life of high strength maraging steel grade CM400 (nearest equivalent C18Ni2400) (Ref 59). Summarizing, the high strength maraging steels suffer from a high notch sensitivity index, the sensitivity increasing with increasing strength level. There appears to be a scope to reduce this index by resorting to underaging. Another promising approach to reduce the index is surface modification; the beneficial effect of shot peening has been demonstrated. The very high strength maraging steels, it can be seen, suffer not only from low fatigue strength, but also from high fatigue notch sensitivity index.

Fracture toughness and notch-smooth tensile strength ratio for two different values of stress concentration for the four commercially available grades of 18% Ni maraging steel. The data for fracture toughness was obtained from the work of Carter (Ref 57). The data for the strength ratio was obtained from Vascomax data Handbook (Ref 13)
Summary
Within the family of commercially available 18% Ni maraging steels, the fatigue ratio decreases monotonically with increasing strength, becoming as low as 0.32 for the highest strength grade. There is a less than a proportionate increase in fatigue strength with yield strength up to a yield strength level of about 2000 MPa; the fatigue strength drastically reduces with a further increase in monotonic strength. Several studies have been carried out to understand the low fatigue behavior and develop processes aiming at improving the fatigue life of these steels. Aging improves fatigue life compared to the solution treated condition. Controlled overaging, aiming to produce optimal levels of reverted austenite, can lead to fatigue strength higher than that of peak aged condition. Double aging shows promise in terms of improving the cyclic strength and reducing the sensitivity to corrosion fatigue in humid environments. Dynamic strain aging during fatigue loading is believed to be leading to this improvement. Exposure to aqueous environments and gaseous environments may lead to significant decrease in fatigue strength of maraging steels. Humidity level in the gaseous environment is an important parameter in this regard. The influence of a corrosive environment is lesser in the LCF region. With increase in yield strength the damaging effect of humidity on fatigue life increases. Inclusions act as stress raisers and facilitate crack nucleation. The size of inclusion as well as type of inclusion matters, when it comes to effect on fatigue life. Vacuum induction melting followed by vacuum arc remelting are steps used in production to achieve a high degree of cleanliness and higher fatigue life. Surface treatments such as shot peening, laser peening and nitriding have been gainfully employed to enhance fatigue life of 18% Ni maraging steels. The magnitude and profile of residual stresses generated are important determinants of the extent of improvement in fatigue life. It is, however, of paramount importance to exercise close control on process parameters to reap the benefit. 18% Ni maraging steels suffer from a high fatigue notch sensitivity index. The notch sensitivity increases with increasing strength. Underaging reduces the notch sensitivity index. Shot peening was also found to improve the notched fatigue strength.
Critical Research Needs for Future
There is very limited S-N curve data in the published literature as far as Co-free grades are concerned. Systematic studies for generating S-N curves are required to be carried out on these grades on a comparative basis. There appears to be scope for microalloying with Nb and increasing fatigue life. Further experimentation in this direction would be worthwhile.
Heat treatment of 18% Ni maraging steels has been optimized to realize the best combination of strength and fracture toughness, as pointed out in Introduction Section. The fatigue studies carried out on these steels were not in such optimally heat-treated condition. It is essential to carry out fatigue studies after imparting such optimized treatment and compare the results with those of studies already available.
The effect of small amounts of reverted austenite on fatigue life could be highly beneficial, according to some studies available. In fact, some work carried out by the authors of this manuscript provides further evidence to it. If this is exploited, applications of maraging steels for fatigue-resistant applications would become wider in range. Morphology of reverted austenite was found to have an important effect on fracture toughness of maraging steels. Systematic studies to determine the fatigue life as a function of austenite morphology would be of relevance.
There have been several researches aiming to establish additive manufacturing (AM) for parts/components made of 18% Ni maraging steels. It is essential to carry out studies on fatigue behavior of maraging steel produced by AM, as issues like microsegregation, preferred orientation, porosity are unique to AM parts and are expected to strongly influence the fatigue behavior of maraging steels.
References
S. Floreen, The Physical Metallurgy of Maraging Steels, Metall. Rev., 1968, 13(1), p 115–128.
R.K Wilson, Maraging Steels: Recent Developments and Applications, Phoenix, 1988
M.N. Rao, Progress in Understanding the Metallurgy of 18% Nickel Maraging Steels, Z. Metallkd, 2006, 97(11), p 1594–1607.
M. Nageswara Rao, Heat Treatment of 18% Nickel Maraging Steels, in Heat Treatment: Theory, Techniques and Applications, 2011, Nova Science Publishers Inc. USA
M. Nageswara Rao and S.V.S. Narayana Murty, Hot Deformation of 18% Ni Maraging Steels: A Review, Mater. Perform. Charact., 2019, 8(5), p 742–765.
G.E. Totten and R. Colas, Encyclopedia of Iron, Steel, and Their Alloys (Online Version), CRC Press, Boca Raton, 2016.
M. Nageswara Rao, M.K. Mohan and P. Uma Maheswara Reddy, Environmentally Assisted Cracking of 18% Ni Maraging Steel, Corros. Sci., 2009, 51(8), p 1645–1650.
K. Devendranath Ramkumar, G. Gopi, R.P. Valluri, K. Sampath Kumar, T. Jena, and M. Nageswara Rao, Environment-Induced Degradation in Maraging Steel Grade 18ni1700, in TMS Annual Meeting and Exhibition, 2018, p. 521–528
A. Kumar, Y. Balaji, and N. Eswara Prasad, Type Certification of 18 Ni Maraging Steels for Landing Gears, in Materials Science Forum, vol. 710, Trans Tech Publ, 2012, p. 511–515
B. Wang, P. Zhang, Q.Q. Duan, Z.J. Zhang, H.J. Yang, X.W. Li and Z.F. Zhang, Optimizing the Fatigue Strength of 18Ni Maraging Steel Through Ageing Treatment, Mater. Sci. Eng. A., 2017, 707, p 674–688.
W. Wang, W. Yan, Q. Duan, Y. Shan, Z. Zhang and K. Yang, Study on Fatigue Property of a New 2.8 GPa Grade Maraging Steel, Mater. Sci. Eng. A, 2010, 527(13–14), p 3057–3063.
G.-Q. Yin, X. Kang and G.-P. Zhao, Fatigue Properties of the Ultra-High Strength Steel TM210A, Materials, 2017, 10(9), p 1057.
T. Vasco, Vascomax C-200, C-250, C-300, C-350 Data Handbook, 1982
A. Magnee, J.M. Drapier, D. Coutsouradis, L. Habrakan, and J. Dumont ,Cobalt-Containing High-Strength Steels, Technical Report, 1974
G.P. Contractor, The Marvel of Maraging Some Aspects of 18 Ni-Co-Mo Steel, JOM, 1966, 18(8), p 938–946.
R.W. Landgraf, Cyclic Deformation and Fatigue Behavior of Hardened Steels, Technical Report Department of Theoretical and Applied Mechanics (UIUC), 1968
R. Schuller, M. Fitzka, D. Irrasch, D. Tran, B. Pennings and H. Mayer, VHCF Properties of Nitrided 18Ni Maraging Steel Thin Sheets with Different Co and Ti Content, Fatigue Fract. Eng. Mater. Struct, 2015, 38(5), p 518–527.
D.G. Lee, K.C. Jang, J.M. Kuk and I.S. Kim, The Influence of Niobium and Aging Treatment in the 18% Ni Maraging Steel, J. Mater. Process. Technol, 2005, 162, p 342–349.
A.M. Hall and C.J. Slunder, The Metallurgy, Behavior, and Application of the 18-Percent Nickel Maraging Steels, Battelle Memorial Inst, Columbus, OH Columbus Labs, 1968
Inco Europe Limited, 18 Per Cent Nickel Maraging Steels: Engineering Properties, Inco Europe Limited, 1976
W.F. Brown, Aerospace Structural Metals Handbook, USAF, 1972
N. Kawagoishi, T. Nagano, and Y. Kobayashi, Humid-Sensitivity of Fatigue Strength of Maraging Steel and Its Improvement by Shot Peening, in Proceedings of Shot Peeing Performance, 2013, p. 58–61
K. Hayashi, T. Nagano, M. Moriyama, X. Wang and N. Kawagoishi, Effects of Aging Structures and Humidity on Fatigue Properties of Maraging Steel, Int. J. Mod. Phys. Conf. Ser., 2012, 6, p 306–311.
L.F. Van Swam, R.M. Pelloux and N.J. Grant, Fatigue Behavior of Maraging Steel 300, Metall. Trans. A, 1975, 6(1), p 45–54.
J.E. Campbell, F. Joseph Barone, and D.P. Moon, The Mechanical Properties of the 18 Per cent Nickel Maraging Steels ,1964 vol. 198, Defense Metals Information Center Battelle Memorial Institute
M. Ueda and K. Hirano, Maraging Steel: Excellent in Fatigue Characteristics and Method for Producing the Same, 2004, US Patent 6776855
M. Moriyama and S. Takaki, Influence of Reversion Austenite on Fatigue Property of 18% Ni Maraging Steel, Int. J. Fatigue, 1997, 3(19), p 266–267.
L. Petan, J. Grum, J.A. Porro, J. Luis Ocana and R. Sturm, Ftigue Properties of Maraging Steel after Laser Peening, Metals, 2019, 9(12), p 1271.
L. Petan, J.L. Ocana and J. Grum, Effects of Laser Shock Peening on the Surface Integrity of 18% Ni Maraging Steel, Strojniski Vestnik/J. Mech. Eng., 2016, 62(5), p 291–298.
M. Fitzka, B. Pennings, U. Karr, B. Scheonbauer, R. Schuller, M.-D. Tranb and H. Mayer, Influence of Cycling Frequency and Testing Volume on the VHCF Properties of 18Ni Maraging Steel, Eng. Fract. Mech., 2019, 216, p 106525.
U. Karr, R. Schuller, M. Fitzka, B. Schoenbauer, D. Tran, B. Pennings and H. Mayer, Influence of Inclusion Type on the Very High Cycle Fatigue Properties of 18Ni Maraging Steel, J. Mater. Sci., 2017, 52(10), p 5954–5967.
Benjamin Rohit and Nageswara Rao Muktinutalapati, Austenite Reversion in 18% Ni Maraging Steel and Its Weldments, Mater. Sci. Technol, 2018, 34(3), p 253–260.
R. Ebara, Grain Size Effect on Low Cycle Fatigue Behavior of High Strength Structural Materials, Solid State Phenom., 2017, 258, p 269–272.
N. Kawagoishi, T. Nagano, and Y. Kobayashi, Humid-Sensitivity of Fatigue Strength of Maraging Steel and Its Improvement by Shot Peening
U.K. Viswanathan, G.K. Dey and V. Sethumadhavan, Effects of Austenite Reversion During Overageing on the Mechanical Properties of 18 Ni (350) Maraging Steel, Mater. Sci. Eng., A, 2005, 398(1–2), p 367–372.
M. Moriyama, S. Takaki and Y. Tokunaga, Age Hardening Behavior and Fatigue Property of 18% Ni Maraging Steel, J. Soc. Mater. Sci. Jpn., 1994, 43(492), p 1106–1112.
M. Moriyama, S. Takaki and N. Kawagoishi, Influence of Aging Condition and Reversion Austenite on Fatigue Property of the 300 Grade 18Ni Maraging Steel, Zairyo/J. Soc. Mater. Sci. Jpn., 2000, 49(6), p 631–637.
T. Nagano, Influence of Reversion Austenite on Initiation and Propagation of Fatigue Crack of Maraging Steel, Trans. Jpn. Soc. Mech. Eng. Ser. A, 2003, 69(679), p 633–639.
U.K. Viswanathan, G.K. Dey and M.K. Asundi, Precipitation Hardening in 350 Grade Maraging Steel, Metall. Trans. A, 1993, 24(11), p 2429–2442.
X. Li and Z. Yin, Reverted Austenite during Aging in 18Ni (350) Maraging Steel, Mater. Lett., 1995, 24(4), p 239–242.
N. Kawagoishi, K. Kariya, and T. Nagano, Effect of Second-Stage-Aging on the Fatigue Properties of Maraging Steel, in ICF13, 2013
N. Kawagoishi, Y. Nakamura, K. Kariya, Q. Chen, T. Nagano and Y. Maeda, Aging Condition for Improvement of Fatigue Properties of Maraging Steel, Zairyo/J. Soc. Mater. Sci. Jpn., 2013, 62(12), p 756–763.
W.A. Spitzig, P.M. Talda and R.P. Wei, Fatigue-Crack Propagation and Fractographic Analysis of 18ni (250) Maraging Steel Tested in Argon and Hydrogen Environments, Eng. Fract. Mech., 1968, 1(1), p 155–166.
N. Kawagoishi, M. Miyazono, T. Nagano and M. Moriyama, Effect of Humidity on Fatigue Strength of Maraging Steel with Different Hardness, J. Soc. Mater. Sci. Jpn., 2009, 58(9), p 787–792.
K. Kariya and N. Kawagoishi, Effect of Humidity on Initiation and Propagation Properties of a Fatigue Crack of Maraging Steel. JAXA, 2013, 25
W.A. Spitzig and R.P. Wei, Fatigue-Crack Propagation in Modified 300-Grade Maraging Steel, Eng. Fract. Mech., 1970, 1(4), p 719–726.
W.T Becker and R.J. Shipley, Failure Analysis and Prevention, vol. 11, ASM International, 2002
M. Moriyama, T. Nagano, N. Kawagoishi, S. Takaki and E. Nagashima, Effect of Shot Peening on Fatigue Strength of 18% Ni Maraging Steel, JSME Int. J. Ser. A, 2001, 44(2), p 301–308.
N. Kawagoishi, T. Nagano and M. Moriyama, Effect of Shot Peening on Fatigue Strength of Maraging Steel, WIT Trans. Eng. Sci., 2003, 39, p 10.
N. Kawagoishi, T. Nagano, M. Moriyama and E. Kondo, Improvement of Fatigue Strength of Maraging Steel by Shot Peening, Mater. Manuf. Process., 2009, 24(12), p 1431–1435.
N. Kawagoishi, K. Morino, N. Hironobu, N. Yan and T. Yamakita, Fatigue Strength of Nitrided 18Ni 300 Grade Maraging Steel, Key Eng. Mater., 2003, 251, p 33–40.
W. Karlinski, J. Tacikowski and K. Wojtyra, Fatigue Strength of Nitrided 18Ni250 and 18ni300 Grade Maraging Steels, Surf. Eng., 1999, 15(6), p 483–489.
W. Schutz, Fatigue Life Improvement of High-Strength Materials by Shot Peening, Pergamon Press Ltd, Oxford, 1981, p 423–433
Q.Y. Wang, N. Kawagoishi, T. Li and Q. Chen, Super Long Life Fatigue in Nitrided High Strength Steels, Key Eng. Mater., 2004, 274(217), p 222.
K. Shetty, S. Kumar and P. Raghothama Rao, Ion-Nitriding of Maraging Steel (250 Grade) for Aeronautical Application, J. Phys. Conf. Ser., 2008, 100, p 062013.
B.Y. He, K.A. Soady, B.G. Mellor, G. Harrison and P.A.S. Reed, Fatigue Crack Growth Behaviour in the LCF Regime in a Shot Peened Steam Turbine Blade Material, Int. J. Fatigue, 2016, 82, p 280–291.
C.S. Carter, The Effect of Heat Treatment on the Fracture Toughness and Subcritical Crack Growth Characteristics of a 350-Grade Maraging Steel, Metall. Trans., 1970, 1(6), p 1551–1559.
J.M. Barranco, R.V. Milligan, and T.E. Davidson, The Effect of Microstructure and Aging Condition on the Fatigue Characteristics of the 18% Ni Maraging Steels, Technical Report Watervliet, Arsenal, NY, 1965
Q.-Q. Duan, B. Wang, P. Zhang, Ke. Yang and Z.-F. Zhang, Improvement of Notch Fatigue Properties of Ultra-High cm400 Maraging Steel Through Shot Peening, J. Mater. Res., 2017, 32(23), p 4424–4432.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Rohit, B., Muktinutalapati, N.R. Fatigue Behavior of 18% Ni Maraging Steels: A Review. J. of Materi Eng and Perform 30, 2341–2354 (2021). https://doi.org/10.1007/s11665-021-05583-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-021-05583-w