
Abstract
Niobium is a material widely used for particle accelerating facilities, such as cavities. These components are usually obtained through forming processes, and then to understand the friction behavior of niobium sheets during the forming process can be very useful. Therefore, in this work the friction behavior of niobium sheets under conditions similar to the ones faced in forming processes has been studied. Pin-on-disk tests have been carried out in both dry and lubricated conditions, and different values of contact force in the range of 2.5 and 20 N have been adopted to observe and understand the tribological behavior of niobium. The worn surfaces have been observed through a scanning electron microscope and EDX analyses to reveal the wear mechanisms. The experimental outcomes proved that niobium exhibits very high friction coefficient with a severe adhesive wear under dry condition, while a lower friction coefficient with a less severe wear mechanism has been observed when lubricant is adopted.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Niobium is a refractory and ductile BCC metal which is attractive for multiple technological applications due to its intriguing characteristics: high melting point, moderate density, good ductility and fabricability, high corrosion resistance, superconductivity (Ref 1,2,3). On the other hand, its application is limited by some problems related to its mechanical and surface properties (Ref 4).
Sheets of high-purity niobium are used in fabricating superconducting radiofrequency (SRF) cavities which are needed for particle acceleration in charged particle accelerators (Ref 5,6,7). Usually, the cold section of the accelerators is cooled down with liquid helium and operated at temperatures below 5 K and the cavities are manufactured of Nb which is superconductive at this operational temperature (Ref 8). Niobium was introduced as a material for superconducting accelerating cavities in 1967, replacing the lead-plated copper cavities. The most common manufacturing technique adopted to produce Nb cavities was developed at High Energy Physics Lab (HEPL) in the 1970s and consists in the deep drawing of sheets to obtain half cells which are electron beam welded to one-unit cell and machined afterward (Ref 9). In the last decades, a lot of attention was paid by the scientific community for understanding the behavior of Nb when formed, different research groups investigated the deformation mechanisms, microstructure evolution and the mechanical properties of niobium formed parts (Ref 10,11,12,13) also comparing them with those observed for other transition metals like tantalum (Ref 14, 15) and molybdenum (Ref 16).
There are still some issues related to the forming of Nb (Ref 9, 17, 18); one of these is that the forming process during shaping mechanically damages the surface layer involving some defects like grinding marks, inclusion in the material surface, galling phenomenon, orange peeling, tearing, surface scratches and wrinkling that are detrimental for the performance of Nb formed parts, such as Nb cavities used in particle accelerators (Ref 19, 20). What is more, Nb shows peculiar surface properties that make difficult to predict the above-mentioned issues by modeling (Ref 21), and it is even difficult to find out a value for the friction coefficient to be used in simulations (Ref 22).
The first data related to the niobium tribological behavior were released in 1996 by Wang et al. (Ref 23); they investigated the friction behavior of Nb samples, mechanically polished and then electropolished, through ball-on-disk tests using a hardened GCr15 steel ball. They reported that the friction coefficient has an unstable trend (with a peak close to 1.4) at the beginning of the sliding and later on reaches a steady value of about 0.95. They also showed the results of SEM analysis of the worn surfaces highlighting the occurring of plastic deformation and material transfer from the substrate to the steel ball. Moreover, some debris was also observed. On these premises the authors suggested that the prevalent wear mechanism is the adhesion between the sliding surfaces, and they also suggested that with the increase in the sliding number a lot of wear debris was produced and then severe abrasive wear occurred. They only adopted one value for the contact load, i.e., 300 g, and for the sliding speed, i.e., 1.5 mm/s, so they did not present any consideration concerning the influence of sliding conditions on the wear behavior. The ductile nature of the niobium surface was highlighted by Brunatto et al. in 2012 (Ref 24); they investigated the cavitation erosion behavior of niobium and observed that the failure mechanism can be divided into a sequence of events comprising the work hardening of the surface resulting in the formation of debris. Quintero et al. (Ref 4) released some information concerning the influence of PEO (plasma electrolytic oxidation) process on the wear behavior of niobium. They carried out ball-on-disk tests by adopting a load of 2 N and a sliding speed of 60 rpm, and the samples they tested were mechanically polished up to 1200 grit SiC paper. They reported a friction coefficient of 0.5, which is much lower than the one observed by (Ref 23), but they also suggested the occurrence of adhesive wear confirmed by both SEM observations and EDX analysis. In accordance with the previous work, they also observed the formation of a lot of debris and the occurring of material removal due to plastic deformation. As an interesting outcome, they also observed an increased friction coefficient for the treated samples, suggesting that the nature of the oxide layer would strongly affect the surface properties. A systematic study investigating the tribological properties of Nb was released in 2014 by Khun et al. (Ref 19); in particular, they investigated the effect of normal load (in a range between 1 N and 4 N), sliding speed (in a range between 10 mm/s and 120 mm/s) and surface roughness with an Rq values equal to 0.179-0.283-0.376 (samples mechanically polished up to the following grits: grit 400, grit 800 and grit 1200). They found a friction coefficient ranging from 0.66 to 0.91 depending on the testing conditions; in detail, they pointed out that the friction coefficient decreases with the increase in the Rq. They explained this trend, also referring to previous studies (Ref 25), assessing that due to the lower mechanical properties of the Nb sheet with respect to the steel ball their contact gives rise to a high effective interfacial shear strength between them. What is more, adhesion between two clean and smooth surfaces can induce a high interfacial shear strength between them, as demonstrated by previous studies (Ref 26, 27). They also highlighted that the prevalent wear mechanism is the adhesion with a high rate of material removal, it was also observed that under certain condition a noticeable formation of debris occurs resulting in an abrasive type wear mechanism with lower friction coefficient. Moreover, they also carried out the same tests by using water as a lubricant and observed different phenomena with different friction coefficients, highlighting once again the complex wear behavior of Nb.
Aiming to understand the friction behavior of niobium sheets in forming processes and referring to the above-mentioned literature, some points can be highlighted: (1) a first thought that can be drawn considering the above-discussed literature is that the wear behavior of Nb is strongly depending on the surface conditions, all the above-reported results were obtained by using polished samples, whereas in forming processes the sheets to be formed are in as-rolled conditions, so it is not clear if the results presented in the available papers can be used to predict the wear behavior of sheets during the forming process. (2) In addition, the range of normal load adopted in the cited research was between 1 N and 4-5 N, which can involve nominal pressure higher or lower than the pressure that arises in the forming process, which are values much lower than the ones arising between the sheets to be formed and the mold/punch in forming processes, resulting, once again, in an unclear extension of the results available to the phenomena occurring during forming. One of the aims of the present work is to investigate a wider range of normal load to apply, in order to obtain a better and more complete idea of the results. (3) The tests reported in the literature were carried out either in dry conditions or by adopting water as a lubricant; none of the cited papers shares any insight concerning the use of grease as a lubricant, which can be an interesting point in metal forming to reduce the friction between the sheets to be formed and the mold/punch.
The scope of this paper is to overcome these issues/discrepancies and provide some insights useful to understand the friction behavior of niobium sheets during forming processes. To this aim, a detailed experimental campaign, carrying out pin-on-disk tests, was realized in both dry and lubricated conditions. Different values of normal force were adopted with the purpose to reproduce the conditions faced by the material during the forming. In the authors’ view, the obtained results will be useful to better simulate the process (for instance, by using the proper friction conditions in modeling) and to better choose the processing conditions.
Experimental
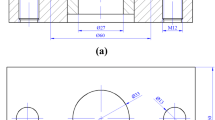
Pure niobium rolled sheets of 3 mm thick were used as base material, and both chemical composition and mechanical properties of Nb are available in the literature and not here reported for the sake of brevity (Ref 9). Specimens for tribological tests, disks with a diameter of 60 mm, were cut through EDM (electro-discharge machining) and then etched to obtain the surface finishing we typically have on the niobium surface before forming. The same disks are used in previous authors’ work (Ref 28) to perform the deep drawing forming process of interest. The etching process is called buffered chemical polishing (BCP), the specimens are dipped in a bath containing hydrofluoric acid, nitric acid and sulfuric acid, and all the details are given in (Ref 29). The pins are made in stainless steel; such a decision is because this material is the one commonly used for the fabrication of the molds used in the forming process of Nb. For what concerns the dimensions of the pins used in the experimental campaign, the total length is 25 mm, while the radius of the extremity of the pins is 5 mm.
The roughness of the specimens was measured by using a confocal microscope (Leica DCM 3D), as roughness index was used Sa calculated according to the standard ISO25178 (Ref 30). The cited microscope was also used to observe the worn surfaces after the wear tests.
Aiming to better understand the phenomena occurring during the sliding, as pointed out by the cited literature the condition of the superficial layer is one of the key factor ruling the friction behavior of Nb, the surface of the specimens was observed by means of scanning electron microscope and the above-cited Leica DCM3D confocal microscope was also used to measure the roughness.
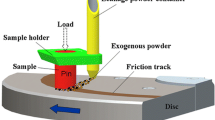
Wear tests, according to the ASTM G99-17 standard, were carried out by using a pin-on-disk apparatus (Ducom TR20-LE) at room temperature. The apparatus consists of a rotating disk, a pin holder, a loading rig and a measuring equipment for friction force and wear. During the test, the pin was pressed against the rotating specimen being tested under a fixed normal force. The friction force and the wear were continuously measured during the sliding time (Ref 31). These tests were carried out under different conditions, in terms of contact load, aiming to simulate what happens during the forming. Moreover, the tests were carried out under two different lubrication conditions: (1) dry conditions; (2) by using a lubricant supplied by CERN, Reactolab industrial grease. The duration of the tests was kept very short, with a sliding time of 30 s, such a choice to focus the attention on the phenomena happening during the first stage of the sliding that is the one of interest for forming processes where the sliding time and sliding length are very short. The sliding speed was also kept constant for all the tests, and a value of 20 mm/s was adopted. Such a decision is because several previous papers (Ref 19) showed that within a wide range of velocities the sliding speed has a very small influence on the friction coefficient. Pin-on-disk tests using applied normal loads of 2.5, 5, 10 and 20 N were carried, out and for each test conditions, three specimens were tested.
In this work, it was preferred to take into account the applied normal load as load testing conditions instead of the normal pressure. This because even though the normal pressure can be evaluated by using Hertzian formulas, the Hertzian contact condition is true only in the initial time of the pin-on-disk test. Indeed, when the sliding time increases due to the occurring of plastic deformation and adhesive wear phenomenon, three-body contact conditions occur. In these conditions, the Hertzian equations cannot be adopted and then to report the values of pressure could be wrong.
In Fig. 1 a picture of the experimental setup is shown.

Photograph of the experimental setup: (a) pin-on-disk apparatus; (b) detail of the pin; (c) detail of the Nb disk during the test
After the tests, the worn surfaces were analyzed through a scanning electron microscope (Hitachi TM3000) equipped with a National Instruments EDX microprobe to better understand the wear mechanism occurring.
Results
The surface of niobium samples, observed through SEM at different magnifications, is shown in Fig. 2. It is possible to observe an irregular surface with some swellings, highlighted by the white arrows, that probably are due to the rolling process experienced by the sheets. Niobium, as well as titanium, has a high spring back when formed (Ref 32) that can lead to the formation of the observed swellings.

SEM micrographs, taken at different magnifications, of the surface of the niobium specimens. White arrows highlight some imperfections and surface defects
The 3D images of the surfaces of both pin and disk are reported in Fig. 3, Leica DCM3D was used to acquire the surface, and the software Leicamap was adopted to calculate the roughness parameters according to the standard ISO (Ref 30). The attention was focused on the area parameters, and in particular, a mean Sa value of 0.69 microns was measured for the steel pins, while the disks showed a mean value of 0.45 microns, and the Sq value measured for the disk was 0.56 microns. Furthermore, the niobium disks showed the above-discussed swellings.

3D images of the surfaces of both pin and disk acquired by means of Leica DCM3D and used for the roughness measurements
Regarding the pin-on-disk tests, each test was conducted three times under the same testing conditions on three different samples and the data reported in Fig. 5, 6 and 7 represent their mean values. The error value was always lower than 8% in dried conditions and lower than 4% in lubricated conditions. In detail, the results of pin-on-disk tests carried out without grease, in terms of the mean value of the friction coefficient evolution during the time, are given in Fig. 4.

Friction coefficients plotted against the sliding time during the tests carried out in dry conditions
Looking at the diagram presented in Fig. 4, it is possible to appreciate a similar trend for all the tests: at the beginning of the sliding, the friction coefficient starting from zero rises very sharply (this rise occurs in roughly 3 s), then a kind of steady stage with a quite constant friction coefficient is observed. It is worth to note that the test carried out with the lower value (2.5 N) of the contact force showed a higher friction coefficient, while the other three tests reached more or less the same value of friction coefficient. An interesting point is also that the test carried out with a load of 2.5 N and the one carried out by imposing a load of 20 N showed a sudden drop followed by a re-rise of the friction coefficient.
The measured values of the friction coefficient are quite high, ranging from 1.2 to almost 2, for all the tests.
The same experimental outcomes, regarding the pin-on-disk tests carried out in lubricated condition, are given in Fig. 5.

Measured friction coefficients plotted against the sliding time during the tests carried out by using grease as lubricant
Firstly, it is possible to assess that the lubricant reduced the friction coefficient, the measured values in lubricated conditions were well lower than the ones measured during the tests carried out without lubricant. The trend observed was pretty much the same for all the tests, except for the 2.5 N test: also in this case the test carried out with the lower contact force was the one showing the higher friction coefficient. Regarding the general trend, the tests carried out at 5-10-20 N showed an initial stage with an unclear trend followed by a sharp increase in the friction coefficient up to the steady-state value. Conversely, the test carried out with 2.5 N showed a different trend: after the initial stage, the friction coefficient continues to increase up to a value of 0.8 and then a decrease is observed.
Aiming to better highlight the influence of the lubricant on the friction coefficient, the same data previously presented are also reported, in a rearranged manner, in the diagrams given in Fig. 6.

Friction coefficient vs time for both dry and lubricated conditions carried out from the pin-on-disk tests under normal loads of: 2.5 N, 5 N, 10 N and 20 N
Looking at the diagrams reported in Fig. 6, it is clear that the lubricant significantly reduced the friction coefficient in all the tested conditions; what is more, the lubricant also makes more stable the friction coefficient during the sliding time.
In Fig. 7 is reported a diagram showing the mean values, measured during the steady-state stage of the test, for all the tests carried out. It is possible to notice that the tests carried out with 2.5 N showed the highest values of the friction coefficient, while all the other tests showed roughly the same values of the friction coefficient.

Values of the friction coefficient, measured during the steady-state stage of the test, for all the different testing conditions investigated
As done in previous studies (Ref 33), both the worn surfaces and the pins were analyzed through SEM, to understand the wear mechanisms; firstly, the results regarding the pins are presented and then the worn surfaces are discussed. In Fig. 8 are reported different images relative to the adopted pin in the test carried out without grease and imposing a load of 10 N, but these results can be extended also to the tests carried out with 5 and 20 N, while the results concerning the test carried out with a contact force of 2.5 N deserve a separate analysis whose outcomes are reported in Fig. 9. In Fig. 10 are reported images depicting a pin used in a test under lubricated conditions.


SEM images at different magnifications of the pin used in the test carried out by imposing a load of 2.5 N without lubricant

SEM images of the tip of the pin used during the test carried out with a normal load of 10 N under lubricated conditions (a, b). Results of the EDX analysis (c, d, e) proving the presence of Nb particles on the tip of the pin
In Fig. 8(a) and (b), it is possible to see, at different magnifications, the tip of the pin used during the test carried out without any grease and with a contact load of 10 N. It is possible to appreciate, highlighted by white arrows in Fig. 8(b), some marks representative of two different wear typologies. In particular, darker marks, produced by the abrasion between niobium and steel, and white Nb particles stuck on the pin due to adhesive wear phenomenon. The presence of Nb on the pin tip is also confirmed by the EDX analysis, whose diagram is reported in Fig. 8(d) and it is relative to a white particle highlighted by a black arrow in Fig. 8(c). Based on these images, it is possible to suppose a mixed adhesive-abrasive wear with the occurrence of material transfer from the disk to the pin during the test.
Similarly to what was observed for the results presented in Fig. 8, looking at Fig. 9 it is possible to observe the occurrence of both adhesive and abrasive wear. In this case, the amount of niobium stuck on the pin surface is higher, and a kind of built-up edge can be observed on the tip of the pin, as pointed by the white arrow in Fig. 9. This higher amount of material transferred from the disk to the pin can explain why the tests carried out with a contact force of 2.5 N showed higher values of the friction coefficient with respect to the tests carried out with higher loads.
Looking at Fig. 10(a) and (b), it is possible to appreciate that the representative marks of the abrasive wear are many more than the ones representative of adhesion, few Nb particles are visible in Fig. 10(b), and their presence is confirmed by the EDX analysis whose results, in terms of distribution maps of iron and niobium, are given in Fig. 10(c), (d), and (e). It is worth to remember that this pin was used in a test carried out by using grease as a lubricant and the friction coefficient measured was well lower than the ones measured during the tests carried out in dry conditions. By using lubricant, the main wear mechanism seems to be abrasion, a very small amount of material transfer is observed, so it is possible to figure out that adhesive wear occurred with a very slow rate.
As declared before, the wear tracks were also observed through SEM; for the sake of conciseness, only the results of the tests carried out by adopting a normal load of 10 N in both dry and lubricated conditions are shown, and these outcomes are representative for all the tests carried out.
Looking at Fig. 11, it is possible to appreciate a peculiar worn track; it seems that the pin “kneaded” the material of the disk during the sliding. This kind of wear suggests that adhesion was the predominant mechanism and also that the superficial layer of the disk experienced a noticeable amount of plastic deformation during the sliding. This particular morphology is peculiar of the niobium and is also compatible with the surface damages observed on formed niobium sheets (Ref 18). Some high-magnification images are reported in Fig. 11(b), (c) and (d) to better highlight the “kneading” of material and to evidence the transition between the worn track and the base material.

SEM images at different magnifications of the wear track of the test carried out with a normal load of 10 N without lubricant
Looking at Fig. 12, it is possible to appreciate a wear track representative for all the tests carried out by using grease as a lubricant. The worn surface is completely different with respect to the one depicted in Fig. 11; in this case, typical abrasive wear can be observed. Traces of grease, the darker areas in the images, are still visible on the wear track.

SEM images at different magnifications of the wear track of the test carried out with a normal load of 10 N and by using grease as a lubricant
Discussion
Influence of Surface Finishing
Considering some relevant papers cited in the introduction section (Ref 19, 25,26,27), it is possible to assert that their main conclusion is that increased surface roughness of Nb leads to decreased friction coefficient because the higher surface roughness gives rise to a smaller real contact area during the sliding resulting in lower interfacial shear strength between them.
However, in our experiments, we tested Nb disks showing an Sq value of 0.56 microns, well higher than the ones investigated by Khun et al. (Ref 19). The question that arises now is if the discussion provided by (Ref 19) can be extended also to higher values of surface roughness or if different phenomena occur at these higher values. In our experiments, as shown in the previous section, we measured a friction coefficient of 1.8 for the test carried out under a contact load of 2.5 N, whereas Khun et al. adopted a normal force of 1 N, and values close to 1.4 for the tests carried out with higher contact force. This outcome deserves a detailed discussion. Several authors (Ref 34,35,36,37,38,39) stated that a rougher surface, generally, results in higher friction due to the mechanical interlocking between the asperities on the two sliding surfaces. Khun et al. (Ref 19) declared, on the basis of their outcomes, that this mechanism is not significant for Niobium. Probably when the Rq value is high enough, as in the case of the present experimentation, this interlocking mechanism cannot be neglected anymore and it needs to be considered. The occurrence of this interlocking would explain the higher values of the friction coefficient measured in our experiments. As a confirmation of this theory, it is possible to appreciate the material kneading shown in Fig. 11; such a plastic flow of the material can be promoted by the surface asperities and will result in the high values of the friction coefficient measured.
Summarising it can be highlighted that when the Rq value is high enough, the interlocking mechanism cannot be neglected and the friction coefficient increases with the increase in the surface roughness, as normally happens (Ref 34,35,36,37,38,39); on the other hand, a different trend can be observed for lower values of the Rq coefficient (Ref 19).
Influence of Contact Load
Phenomena that take place between the workpiece and the die surfaces are influenced by the generated friction by relative motion and normal loads (Ref 40).
In our experimentation, as depicted in Fig. 7, it was observed that the tests carried out with a normal load of 2.5 N showed the higher friction coefficient while the tests carried out by adopting a load of 5-10-20 N showed a lower value of the friction coefficient. It is worth to remember that the main wear mechanism is the adhesion and its prevalence is due to the occurrence of the galling phenomenon. This phenomenon manifests its effects very quickly and from the first seconds of testing, independent from the applied load. As the test starts, the galling occurs and involves in the formation of a kind of built-up edge on the tip of the pin, with a consequent increase in the coefficient of friction. In particular, in the specific case of 2.5 N test (the lowest applied load), the force is not higher enough to have a rapid occurrence of the abrasive wear mechanism with the formation of debris and the consequent reduction in the friction coefficient. Indeed, the procedure of the test leads to a material transfer from the disk to the pin material; this claim is also confirmed by the SEM observations of the pin where a huge amount of niobium removed from the disk and stuck on the pin can be found. The pin used for the test at 2.5 N showed the greatest amount of stuck niobium, a kind of well-pronounced built-up edge was detected, and as consequence for the same applied force and so for the same pressure ratio, the real contact area increases during the test and, therefore, there is also a rise in the force needed to move the pin (friction force). Consequently, coupling this observation with the very high value of the friction coefficient measured, it is immediate to correlate the friction coefficient with the amount of material removed, i.e., with the severity of the adhesion phenomena. In addition, this material pile-up has a great influence in terms of contact phenomena consisting of a Nb-Nb contact for almost all the duration of the test and so it leads to a higher coefficient of friction. These outcomes can help to extend the discussion provided by a study (Ref 19) also to higher values of the contact force.
Khun et al. (Ref 19) declared that the increase in the normal load (they carried out their experiments varying the normal force from 1 to 4 N) noticeably decreases the friction coefficient; they explained this outcome stating that increasing the normal force is promoted the roughening of the surface and the formation of debris, and these two occurrences lead to a reduction in the friction coefficient. As demonstrated by a study (Ref 25), the formation of debris via surface wear can result in lower friction because the debris can freely roll under a lateral force as well as lessen the direct contact between the sliding surfaces. So, increasing the normal load will lead to an increase in the wear but to a decrease in the friction coefficient.
In our case, a quite constant friction coefficient was observed from 5 to 20 N, while a sharp drop from 2.5 to 5 N it was observed. Other authors (Ref 41) assessed that the increase in the normal load would result in an increase in the friction coefficient because the higher load can result in a breakage of the oxide layer and allow direct contact between the rubbing surfaces. Khun et al. (Ref 19) commented that, on the basis of the trend they observed, the effect of the native oxide layer on the friction behavior of niobium can be neglected because normal load higher than 1 N is enough to generate significant wear to create the effects of roughening and production of wear debris discussed in the previous paragraph. What is more, by increasing the contact load the asperities of the surface are flattened leading to a reduction in the Rq, if the Rq is reduced enough, our samples will achieve a roughness similar to one of the samples tested in (Ref 19), resulting in a change of the wear mechanism because the interlocking, described in the previous section, will become negligible as discussed in the literature (Ref 19).
Summarising probably what happens at the high values of normal force, higher than 5 N, is that the above-cited mechanisms coexist leading to a stable friction coefficient, explaining the quite constant value of the friction coefficient observed in this experimentation in Fig. 7 for the tests carried out with a normal load higher than 5 N.
Influence of the Lubricant on the Friction Behavior
It is well known that the presence of a lubricant will reduce the friction between rubbing surfaces and affect the wear mechanism. In this experimentation, it was confirmed that the use of lubricant dramatically reduces the friction coefficient, and the values measured in the tests carried out under lubricated conditions range from 0.2 to 0.6. Moreover, the diagrams depicting the evolution of the friction coefficient during the sliding are quite stable, while the curves relative to the dry tests showed some sudden drops followed by sharp increases in the friction coefficient. These differences can be easily understood by assuming that the wear mechanism in lubricated tests is different with respect to the one in dry tests.
Under dry conditions, the predominant wear mechanism is the adhesion, as a transition metal like the niobium is prone to galling (Ref 42) which is a severe wear mechanism based on adhesion between the two rubbing surfaces that results also in material removal. The adhesion is confirmed by the analysis carried out through the SEM, and traces of niobium can be appreciated on all the pins used for the dry tests. At the same time, some traces suggesting abrasive wear are also appreciable on these pins, so it is possible to say that both the wear mechanisms occur during the sliding, but the adhesion is the predominant one. The adhesion can also explain the fluctuations of the friction coefficient highlighted in this paragraph: when an area of the pin is covered by the niobium taken from the disk in this area, the contact is not steel–niobium anymore but is niobium–niobium, leading to an increase in the friction coefficient; on the other hand, under these conditions also the shear stress between the rubbing surfaces increases and when it reaches a value higher than the adhesive strength between the steel surface and the stuck niobium, this niobium is suddenly detached from the steel pin and the contact is again steel–niobium; as a result, a sudden drop of the friction coefficient is observed; such behavior was also observed for other transition metals such as titanium (Ref 43). The succession of these events, during the sliding, is the reason why of the observed fluctuations of the friction coefficient.
When grease is used as a lubricant, the main wear mechanism is abrasion; by observing the surfaces of the pins used in the test, it is possible to see a noticeable number of marks typical of abrasive wear. On the other hand, few particles of niobium are still evident, so also under lubricated conditions it is possible to affirm that both adhesion and abrasion occur, but the abrasion is the dominant mechanism. The observation of the worn track also confirms the abrasive wear, and the worn tracks observed after the lubricated tests are completely different with respect to the ones observed for the dry ones.
Looking at the diagram reported in Fig. 7, it is possible to observe that the friction coefficient is maximum for the test carried out at 2.5 N; this suggests that to obtain a good lubrication condition a minimum value of the contact load is required, coherently which was studied by Anno et al. (Ref 44).
Conclusions
On the basis of the experimental outcomes presented and discussed and referring to the aims declared in the introduction, the following conclusions can be drawn:
In the tests carried out without any lubricant, a severe adhesive wear was observed, with a noticeably material transfer from the niobium disks to the steel pins. This adhesive wear led to very high friction coefficients, higher than 1;
The higher value of the friction coefficient was observed for the lowest value of the contact force, while in the range between 5 and 20 N the friction coefficient was quite constant. Such a result is due to the complex phenomena occurring at higher values of the contact load.
The presence of lubricant dramatically reduces the friction coefficient and also changes the wear mechanism. Under dry conditions, the prevalent wear mechanism is the adhesion while under lubricated conditions the abrasion is predominant;
Under lubricated conditions, lower friction coefficients ranging from 0.2 to 0.6 were measured; once again the maximum value of the friction coefficient was achieved in the test carried out with the lowest value of the contact force;
When simulating the forming process of niobium sheets, the values reported in this paper can be used as reference values for the friction coefficient between the sheets to be formed and the steel molds; taking into account the lubrication conditions (e.g., dry, die film or lubricant) and the expected normal load between the sheets and the fixtures, the proper friction value can be chosen among the ones reported in this paper for the different testing conditions.
References
J.H. Lim and J. Choi, Synthesis of Niobium Oxide Nanopowders by Field-Crystallization-Assisted Anodization, Curr. Appl. Phys. Curr. Appl. Phys., 2012, 12, p 155–159
S. Yang, H. Habazaki, T. Fujii, Y. Aoki, P. Skeldon, and G. Thompson, Control of Morphology and Surface Wettability of Anodic Niobium Oxide Microcones Formed in Hot Phosphate-Glycerol Electrolytes, Electrochim. Acta Electrochim. Acta, 2011, 56, p 7446–7453
T. Arunnellaiappan, S. Arun, S. Hariprasad, S. Gowtham, B. Ravisankar, and N. Rameshbabu, Fabrication of Corrosion Resistant Hydrophobic Ceramic Nanocomposite Coatings on PEO Treated AA7075, Ceram. Int., 2018, 44(1), p 874–884. https://doi.org/10.1016/j.ceramint.2017.10.014
D. Quintero, M.A. Gómez, W.S. Araujo, F. Echeverría, and J.A. Calderón, Influence of the Electrical Parameters of the Anodizing PEO Process on Wear and Corrosion Resistance of Niobium, Surf. Coat. Technol., 2019, 380, p 125067. https://doi.org/10.1016/j.surfcoat.2019.125067
T. Padamsee, H. Knobloch, and J. Hays, RF Superconductivity for Accelerators, 2nd ed., Wiley, New York, 2008
A. Chandra, M. Sumption, and G. Frankel, On the Mechanism of Niobium Electropolishing, J. Electrochem. Soc., 2012, 159, p C485–C491
K. Win, M. Sumption, and G. Frankel, Smoothening of Niobium by Electropolishing, J. Appl. Electrochem., 2013, 43, p 829
M. Olsson, H. Persson, V. Bushlya, and J.-E. Ståhl, Surface Roughness and Sub-Surface Deformation Measurements in Machining of Niobium, Proc. CIRP, 2018, 71, p 413–417
G. Myneni, Review of Ingot Niobium as a Material for Superconducting Radio Frequency Accelerating Cavities, Nucl. Instrum. Methods Phys. Res. A, 2015, 774, p 133–150
H.R.Z. Sandim, H.H. Bernardi, B. Verlinden, and D. Raabe, Equal Channel Angular Extrusion of Niobium Single Crystals, Mater. Sci. Eng. A, 2007, 467(1), p 44–52. https://doi.org/10.1016/j.msea.2007.02.086
L. Zhu, M. Seefeldt, and B. Verlinden, Three Nb Single Crystals Processed by Equal-Channel Angular Pressing—Part I: Dislocation Substructure, Acta Mater., 2013, 61(12), p 4490–4503. https://doi.org/10.1016/j.actamat.2013.04.018
L. Zhu, M. Seefeldt, and B. Verlinden, Three Nb Single Crystals Processed by Equal-Channel Angular Pressing—Part II: Mesoscopic Bands, Acta Mater., 2013, 61(12), p 4504–4511. https://doi.org/10.1016/j.actamat.2013.04.019
Z. Pan, F. Xu, S.N. Mathaudhu, L.J. Kecskes, W.H. Yin, X.Y. Zhang, K.T. Hartwig, and Q. Wei, Microstructural Evolution and Mechanical Properties of Niobium Processed by Equal Channel Angular Extrusion up to 24 Passes, Acta Mater., 2012, 60(5), p 2310–2323. https://doi.org/10.1016/j.actamat.2011.12.019
Q. Wei, T. Jiao, S.N. Mathaudhu, E. Ma, K.T. Hartwig, and K.T. Ramesh, Microstructure and Mechanical Properties of Tantalum after Equal Channel Angular Extrusion (ECAE), Mater. Sci. Eng. A, 2003, 358(1), p 266–272. https://doi.org/10.1016/S0921-5093(03)00305-8
Y. Wang, S. Goel, J.L. Sun, Y.M. Zhu, H. Yuan, and J.T. Wang, The Effect of Temperature on Activation Volume of Ultrafine Grained Tantalum, Int. J. Refract. Met. Hard Mater., 2017, 71, p 232–238
Y.R. Kolobov, B. Kieback, K.V. Ivanov, T. Weissgaerber, N.V. Girsova, Y.I. Pochivalov, G.P. Grabovetskaya, M.B. Ivanov, V.U. Kazyhanov, and I.V. Alexandrov, The Structure and Microhardness Evolution in Submicrocrystalline Molybdenum Processed by Severe Plastic Deformation Followed by Annealing, Int. J. Refract. Met. Hard Mater., 2003, 21(1), p 69–73. https://doi.org/10.1016/S0263-4368(03)00002-7
Kneisel P. et al., in AIP Conference Proceedings. Proceedings of the International Niobium Workshop on Single Crystal-Large Grain Niobium Technology (Araxá, Brazil, 2006), p. 84
A. Ermakov, I. Jelezov, X. Singer, W. Singer, G.B. Viswanathan, V. Levit, H.L. Fraser, H. Wen, and M. Spiwek, Physical Properties and Structure of Large Grain/Single Crystal Niobium for Superconducting RF Cavities, J. Phys. Conf. Ser., 2008, 97, p 1
N.W. Khun, G.S. Frankel, and M. Sumption, Effects of Normal Load, Sliding Speed, and Surface Roughness on Tribological Properties of Niobium under Dry and Wet Conditions, Tribol. Trans., 2014, 57(5), p 944–954. https://doi.org/10.1080/10402004.2014.927546
W. Singer, A. Brinkmann, D. Proch, and X. Singer, Quality Requirements and Control of High Purity Niobium for Superconducting RF Cavities, Phys. C Supercond., 2003, 386, p 379–384
F. Furuta, K. Saito, and T. Konomi, in IPAC 2010—1st International Part. Accelerator Conference. High Field Q-Slope Problem in End Group Cavities (2010), p. 3347–3349
T. Kubo, Y. Ajima, H. Inoue, K. Umemori, Y. Watanabe, and M. Yamanaka, in In-House Production of a Large-Grain Single-Cell Cavity at Cavity Fabrication Facility and Results of Performance Tests (2014), p. 2519–2521.
T.M. Wang, X.J. Wang, W.J. Wang, and J. Shi, Tribological Study of Nitrogen Implanted Niobium, Wear, 1996, 196(1), p 197–201. https://doi.org/10.1016/0043-1648(95)06905-4
S.F. Brunatto, A.N. Allenstein, C.L.M. Allenstein, and A.J.A. Buschinelli, Cavitation Erosion Behaviour of Niobium, Wear, 2012, 274–275, p 220–228. https://doi.org/10.1016/j.wear.2011.09.001
P.J. Blau, Friction Science and Technology, ed by Marcel Dekker (New York, 1996).
S.M. Mahdavian, Y.W. Mai, and B. Cotterel, Friction, Metallic Transfer and Debris Analysis of Sliding Surfaces, Wear, 1982, 82(2), p 221–232. https://doi.org/10.1016/0043-1648(82)90294-0
M. Clerico and V. Patierno, Sliding Wear of Polymeric Composites, Wear, 1979, 53(2), p 279–301. https://doi.org/10.1016/0043-1648(79)90083-8
A.A. Carvalho, S. Barrière, J. Brachet, B. Bulat, R. Calaga, E. Cano-Pleite, O. Capatina, T. Capelli, A. Dallocchio, M. Garlaschè, L. Giordanino, R. Leuxe, M. Narduzzi, and L. Prever-Loiri, Advanced Design of Tooling for Sheet-Metal Forming through Numerical Simulations in the Scope of SRF Crab Cavities at CERN (2019), p. 100008. https://doi.org/10.1063/1.5112641
V. Palmieri, F. Stivanello, S.Y. Stark, I. Lnl, L. Padua, C. Roncolato, and M. Valentino, in 10th Working RF Superconducors. Besides the Standard Niobium Bath Chemical Polishing (2001), p. 408–412
ISO 42871997-Geometrical Product Specifications (GPS)—Surface Texture Profile Method-Terms, Definitions and Surface Texture Parameters n.d.
M. Durante, L. Boccarusso, C. Velotti, A. Astarita, A. Squillace, and L. Carrino, Characterization of Ti-6Al-4V Tribopairs: Effect of Thermal Oxidation Treatment, J. Mater. Eng. Perform., 2017, 26(2), p 571–583. https://doi.org/10.1007/s11665-016-2477-6
T.R. Bieler, N.T. Wright, F. Pourboghrat, C. Compton, K.T. Hartwig, D. Baars, A. Zamiri, S. Chandrasekaran, P. Darbandi, H. Jiang, E. Skoug, S. Balachandran, G.E. Ice, and W. Liu, Physical and Mechanical Metallurgy of High Purity Nb for Accelerator Cavities, Phys. Rev. ST Accel. Beams, 2010, 13(3), p 31002. https://doi.org/10.1103/physrevstab.13.031002
E.K. Ampaw, E.K. Arthur, A.Y. Badmos, J.D. Obayemi, O.O. Adewoye, A.R. Adetunji, S.O.O. Olusunle, and W.O. Soboyejo, Sliding Wear Characteristics of Pack Cyanided Ductile Iron, J. Mater. Eng. Perform., 2019, 28(12), p 7227–7240. https://doi.org/10.1007/s11665-019-04471-8
N.W. Khun and E. Liu, Tribological Behavior of Polyurethane Immersed in Acidic Solution, Tribol. Trans., 2012, 55(4), p 401–408. https://doi.org/10.1080/10402004.2012.656881
N.W. Khun, H. Zhang, J.L. Yang, and E. Liu, Tribological Performance of Silicone Composite Coatings Filled with Wax-Containing Microcapsules, Wear, 2012, 296(1), p 575–582. https://doi.org/10.1016/j.wear.2012.07.029
N.W. Khun, H. Zhang, J. Yang, and E. Liu, Mechanical and Tribological Properties of Epoxy Matrix Composites Modified with Microencapsulated Mixture of Wax Lubricant and Multi-Walled Carbon Nanotubes, Friction, 2013, 1(4), p 341–349
F. Svahn, Å. Kassman-Rudolphi, and E. Wallén, The Influence of Surface Roughness on Friction and Wear of Machine Element Coatings, Wear, 2003, 254(11), p 1092–1098. https://doi.org/10.1016/S0043-1648(03)00341-7
P.L. Menezes, S. Kishore, and V. Kailas, Influence of Surface Texture and Roughness Parameters on Friction and Transfer Layer Formation during Sliding of Aluminium Pin on Steel Plate, Wear, 2009, 267(9), p 1534–1549. https://doi.org/10.1016/j.wear.2009.06.003
T.S. Barrett, G.W. Stachowiak, and A.W. Batchelor, Effect of Roughness and Sliding Speed on the Wear and Friction of Ultra-High Molecular Weight Polyethylene, Wear, 1992, 153(2), p 331–350. https://doi.org/10.1016/0043-1648(92)90174-7
E. Ceretti, A. Fiorentino, and C. Giardini, Process Parameters Influence on Friction Coefficient in Sheet Forming Operations, Int. J. Mater. Form., 2008, 1, p 1219–1222
T. Kasai, X.Y. Fu, D.A. Rigney, and A.L. Zharin, Applications of a Non-Contacting Kelvin Probe during Sliding, Wear, 1999, 225–229, p 1186–1204. https://doi.org/10.1016/S0043-1648(99)00057-5
L. Vitos, K. Larsson, B. Johansson, M. Hanson, and S. Hogmark, An Atomistic Approach to the Initiation Mechanism of Galling, Comput. Mater. Sci., 2006, 37, p 193–197
U. Wiklund and I.M. Hutchings, Investigation of Surface Treatments for Galling Protection of Titanium Alloys, Wear, 2001, 250, p 1034–1041
J.N. Anno, J.A. Walowit, and C.M. Allen, Microasperity Lubrication, J. Lubr. Technol., 1968, 90(2), p 351–355. https://doi.org/10.1115/1.3601568
Acknowledgments
The authors want to acknowledge the CERN HL-LHC Work Package 4, under which framework this experimental campaign has been enabled (https://hilumilhc.web.cern.ch/wp/wp4-crab-cavities-rf). The authors want also to acknowledge the Agreement KN3012/GEN between CERN and University of Naples “Federico II”.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Silvestri, A.T., Astarita, A., Boccarusso, L. et al. Understanding the Friction Behavior of Niobium Sheets during Forming Processes. J. of Materi Eng and Perform 29, 3055–3066 (2020). https://doi.org/10.1007/s11665-020-04868-w
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-020-04868-w