
Abstract
Corrosion behavior of joined Ti-B4C composites was evaluated in 9 g/L NaCl solution using cyclic polarization and electrochemical impedance spectroscopy. Tribocorrosion behavior was investigated by sliding against an alumina ball under open-circuit potential and potentiodynamic polarization. The results showed that joining did not negatively affect the corrosion behavior of the composites. Regarding tribocorrosion, while joining did not significantly influence the coefficient of friction and total wear volume loss, it resulted in slightly increased electrochemical activity under sliding. These results showed that brazing may be considered as a simple and low-cost technique for joining Ti-B4C composites to be operated in tribocorrosive environments.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Ti and its alloys are known for their excellent corrosion resistance, good mechanical properties, biocompatibility, and relatively low density. These properties make these materials very promising for use in different applications in biomedical, automotive, and aerospace industries (Ref 1). However, low wear resistance is one of the major limitations of Ti and its alloys, which can lead to a reduction in the lifetime of these components (Ref 2). Previous works showed that incorporation of ex situ (Ref 3, 4) or in situ (Ref 5) hard ceramic phases can improve the tribocorrosion behavior of Ti. Boron carbide (B4C) is considered an effective reinforcement to increase the wear resistance of Ti due to its high hardness and excellent chemical stability (Ref 3). Moreover, the reaction between Ti and B4C can result in the formation of TiB2 and TiC at the matrix/reinforcement interface (Ref 3, 6) which may lead to an improved bonding between matrix and reinforcement.
Joining techniques are required for the economical production of complex metal matrix composite (MMC) components for a large variety of fields (Ref 7,8,9). For this purpose, several joining techniques—including diffusion bonding, fusion welding, diffusion and friction welding, electron and laser beam welding, and brazing—had been used for MMCs, mainly for aluminum matrix composites (Ref 8, 10). Within these techniques, brazing is considered a simple, efficient, and low-cost technique for joining even hybrid structures and therefore has gained extensive attention (Ref 7, 11,12,13). Brazing consists of inserting a filler metal between the parts to be joined and heating the assembly. At brazing temperature, the molten filler metal fuses and reacts with the base materials and eventually provides a mechanically resistant and healthy joint. For a successful joining, the filler metal should be able to: (1) wet the joining surfaces and have appropriate fluidity at the brazing temperature, (2) react with the base materials, forming phases that enable chemical bonding between the parts to be joined, and (3) be stable enough at the brazing temperature to avoid undesirable release or evaporation of the alloying elements (Ref 11). There is a wide array of commercially available brazing fillers (Ref 11), denoting the widespread use of brazing in practical applications.
Although several studies are available on brazing of Ti-based alloys to ceramic composites (Ref 12, 14,15,16), interfacial structure and triboelectrochemical properties of Ti matrix composites joined by brazing are still yet to be investigated. Considering that several potential industrial or biomedical applications of brazed Ti-B4C composites could be subjected to corrosion, wear, or to the simultaneous action of corrosion and wear (i.e., tribocorrosion), the effect of the brazing interface on the corrosion and tribocorrosion behavior of these joints needs to be investigated. Thus, the aim of this work was to study the microstructure, along with the corrosion and tribocorrosion behavior, of the brazing interface formed between Ti-B4C composites using the TiCuNi commercial brazing alloy.
Materials and Method
Materials and Processing
Ti-B4C composite samples with 12 mm diameter and 3 mm in height were produced by a conventional powder metallurgy technique, using Ti and B4C powders in an irregular shape, having volume-weighted mean (D [4,3]) values of 26.7 and 32.5 µm, respectively. Particle size distributions measured by a laser particle analyzer (Malvern Series 2000 and 2600) are given in Fig. 1. The powder blends were prepared with the addition of the reinforcement phase (3 vol.%) to the Ti matrix together with PVA as binder (0.5 vol.%). The mixture was done in a ball mill rotating with 10-mm-diameter alumina balls at 130 rpm during 4 h under argon atmosphere. The powders were pressed under 350 MPa during 2 min at room temperature using a nitrided steel die lubricated with zinc stearate. Then, the compacted samples were preheated at 450 °C during 3 h under argon atmosphere for binder removal. Finally, the samples were sintered at 1100 °C during 3 h with 5 °C min−1 heating and cooling rates in a tubular furnace under high vacuum (< 10−5 mbar).

Particle size distribution
Joining of Ti-B4C composites by brazing was performed by fixing samples in a stainless steel holder, placed in a tubular furnace, heated up to 1000 °C with 5 °C min−1 heating rate, kept at this temperature during 30 min and cooled down to room temperature with 5 °C min−1 cooling rate under high vacuum (< 10−5 mbar). TiCuNi (Ti-15Cu-15Ni, wt.%) was selected as the brazing filler alloy. The brazing temperature was chosen considering the liquidus temperature of the brazing alloy (960 °C). After brazing, samples were cut with a diamond disk to obtain the cross sections of the brazed joints for characterization. Brazed cross-sectional surfaces were ground with SiC papers, starting from 180 mesh up to 1200 mesh, followed by polishing down to a 1-µm alumina suspension finish. Afterward, samples were ultrasonically cleaned for 10 min in propanol followed by rinsing in distilled water for 5 min.
Electrochemical and Triboelectrochemical Tests
Electrochemical tests were performed in 9 g/L NaCl using a conventional three-electrode electrochemical cell with saturated calomel electrode (SCE) as reference electrode, Pt electrode as counter electrode, and samples having different exposed areas as working electrodes connected to a potentiostat/galvanostat/ZRA (model Reference-600, Gamry Instruments, Warminster, PA, USA) (Fig. 2). Tests were performed on composites and brazed joints (Ti-B4C/brazing interface/Ti-B4C) using 0.38 cm2 exposed area, whereas on brazing interface (TiCuNi) the exposed area was 0.20 cm2. Electrochemical tests consisted of electrochemical impedance spectroscopy (EIS), cyclic polarization, and potentiodynamic polarization. EIS measurements were taken after 60 min of stabilization time at open-circuit potential (OCP), and then, a scanning range of frequencies from 100 kHz to 10 mHz was applied with 7 points per frequency decade registration. Cyclic polarization was performed after 60 min of stabilization time at OCP, and the polarization scan was carried out through anodic direction, starting at 0.25 VSCE below EOCP, using a scanning rate of 1 mV s−1 where the sweep direction was reversed at 1.5 VSCE.

Electrochemical and triboelectrochemical test setup together with the sample positioning and the exposed areas
Triboelectrochemical tests were performed on a tribometer (CETR-UMT-2, Campbell, California, USA) with a reciprocating ball-plate configuration (Fig. 2). The tests were performed against a 10-mm-diameter alumina ball (Ceratec, Geldermalsen, The Netherlands) in 30 ml of 9 g/L NaCl electrolyte under 1 N of normal load, 1 Hz of sliding frequency, 3 mm of sliding amplitude, and 1800 s of sliding time. Tests under OCP were performed in a two-electrode triboelectrochemical cell (samples as the working electrode and SCE as the reference electrode) connected to the potentiostat/galvanostat/ZRA. OCP was monitored before (it was considered stable when ΔE < 60 mV h−1), during, and after sliding. Triboelectrochemical tests were also performed under potentiodynamic polarization. During 2000 s of sliding, a potential scan of 0.5 VSCE below the EOCP was carried out up to 1.5 VSCE using a scan rate of 1 mV s−1. In this case, a triboelectrochemical cell constituted three-electrode configuration as in the electrochemical tests. For comparison, potentiodynamic polarization measurements were also taken in the triboelectrochemical cell without sliding. All other tribological parameters remained the same as the triboelectrochemical tests performed under OCP.
All electrochemical and triboelectrochemical tests were performed at room temperature and repeated at least three times to ensure reproducibility, and the results were presented as arithmetic mean ± standard deviation.
Characterization
Microstructure and chemical composition of Ti-B4C and joined samples were analyzed using a FEI (Oregon, USA) Nova 200 scanning electron microscope (FEG/SEM) with an EDAX—Pegasus X4 M integrated EDS system.
After triboelectrochemical tests, three 2D profiles were taken from the center of the wear tracks and 1 mm away from the center for both sides (in the case of brazed joints, center profile corresponds to brazing interface) by using a profilometer (Veeco Dektak 150, Plainview, NY, USA), and wear volume loss was calculated following the model and calculation procedure presented elsewhere (Ref 17).
Results and Discussion
Microstructure
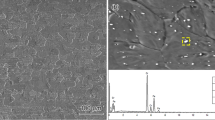
Figure 3(a) shows a backscattered electron (BSE) SEM image of the typical microstructure of as-processed Ti-B4C composites. Three different zones can be distinguished on the microstructures: a light gray area corresponding to the Ti matrix, a dark zone corresponding to the reinforcement particles (B4C), and an intermediary zone corresponding to a reaction zone between matrix and reinforcement particles, which marked as Z1, Z2, and Z3, respectively, in Fig. 3(b), and the EDS spectra taken from each zone are given in Fig. 3(c). It is known that the reaction between Ti and B4C leads to the formation of TiC and TiB phases resulting from the diffusion of boron and carbon from the reinforcement particles (Ref 18). Some of the present authors had previously produced Ti-B4C composites with a higher reinforcement volume fraction (24%) by hot pressing, verified the formation of these phases by XRD analysis, and reported that the presence of these compounds on the matrix/reinforcement interface may provide chemical bonding of the reinforcement particles to the Ti matrix (Ref 3). Thus, the reinforcement particles were not just mechanically interlocked but also chemically bonded to the matrix. In addition, TiC and TiB are thermodynamically stable compounds (Ref 19) that present similar CTE to Ti matrix (Ref 20). This indicates that the reaction zone is stable and seemingly adequate to promote a strong matrix/reinforcement bonding.

Lower (a) and higher (b) magnification BSE-SEM images of as-processed Ti-B4C composite, together with the EDS spectra (c) taken from the marked distinctive zones
Figure 4 shows the BSE-SEM images of brazed joints. As can be observed in Fig. 4(a), the reaction between the TiCuNi brazing alloy and Ti-B4C composites produced a homogenous brazing interface apparently free of pores and cracks. It should be noted that, excluding the zones that are considered to belong to the brazing interface, the joining procedure did not induce alterations on the microstructure or to the chemical composition of the composite.

BSE-SEM images of brazed joints: (a) global view, (b) magnification of the brazing interface, (c) detailed microstructure of the brazing interface
The brazing interface was around 400 μm thick and presented two distinct layers, which are identified in Fig. 4(a). Layer A was around 200 μm thick and corresponds to the central zone of the brazing interface. Layer B is a diffusion zone extending through the base composite. Layer B is characterized by presenting a similar microstructure as the composite, but has a different global chemical composition that resulted from the diffusion of the brazing alloy elements, namely Cu and Ni. It should be noted that the brazing interface was more than four times thicker than the TiCuNi brazing alloy foil (90 μm), and the chemical composition of the characteristic zones detected at the brazing interface is rather different from the composition of TiCuNi. Both facts indicate that extensive reaction between the braze alloy and the base composite samples occurred during joining. Nevertheless, it is still possible to observe reinforcement particles (B4C), which were not completely dissolved during the joining process, located at the periphery of Layer A (Fig. 4b).
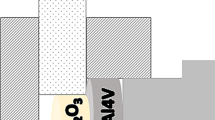
Table 1 shows the results of EDS analysis performed on different zones of the brazing interface as indicated on Fig. 4(c). It is worth mentioning that EDS analysis obviously does not allow the identification of the phases that constitute the brazing interface. However, by using slow heating and cooling rates it is possible to consider that a quasi-equilibrium state was achieved at the brazing interface during the entire thermal cycle. Thus, equilibrium phase diagrams can be used together with SEM images and EDS analysis to predict the nature of some phases that constitute the brazing interface (Ref 21, 22). Since the interface is essentially composed of Ti, Cu, and Ni, a Ti-Cu-Ni ternary equilibrium phase diagram (Ref 5) was used for this purpose (Fig. 5).

Isothermal section of the Ti-Cu-Ni phase diagram at 870 °C (Ref 21) pointing the analyzed zones (at.%)
Four distinct zones were observed on Layer A (Fig. 4a), namely a coarse gray phase (Z4 on Fig. 4(c) and Table 1), a thin light gray phase (Z5 on Fig. 4(c) and Table 1), a lamellar constituent (Z6 on Fig. 4(c) and Table 1), and undissolved reinforcement particles (Fig. 4b). The gray coarse phase (Z4) is composed of more than 98% of Ti and most probably consists of α-Ti with some Cu and Ni dissolved, since its chemical composition is plotted on the (Ti) single phase field on the isothermal section of the Ti-Cu-Ni phase diagram (point 1 on Fig. 5) (Ref 21). It should be noted that Ti on the isothermal section is in fact the β-Ti high-temperature allotrope, being α-Ti at room temperature. The thin light gray phase (Z5) is rich in Ti, Cu, and Ni, and its chemical composition stands on the CuTi2 narrow strip single phase field on the isothermal section of the Ti-Cu-Ni phase diagram (point 2 in Fig. 5). Therefore, the light gray phase should be the CuTi2 intermetallic compound. The lamellar constituent (Z6) consists of a mixture of two phases (gray and light gray) that are too thin to evaluate their composition by EDS. Nevertheless, the global composition of the lamellar constituent (Z6 in Table 1) is located on the isothermal section near an edge of the (Ti) single phase field, which in turn is bordered by three polyphase fields (point 3 in Fig. 5). This suggests that the lamellar constituent should essentially consist of a Ti solid solution. On the other hand, SEM images (Fig. 4c) show that the tonalities of the α-Ti gray coarse phase (Z4) and the gray phase in the lamellar constituent (Z6) are very similar. Since BSE-SEM images are produced by atomic number contrast, this indicates that both phases share similar chemical compositions. Thus, evidence strongly suggests that the gray phase in the lamellar constituent is α-Ti. The light gray phase should consist of one of the phases, other than (Ti), that are indicated in the polyphase fields neighboring (Ti) single phase field. According to the isothermal section, these fields are ((Ti) + CuTi2) and ((Ti) + NiTi2) binary fields and ((Ti) + CuTi2 + NiTi2) ternary field. Therefore, the light gray phase in the lamellar constituent should consist of either CuTi2 or NiTi2. It is accepted that Ni and Cu atoms may behave in a similar way, since both have similar atomic sizes and electronegativities, the same crystalline structure, and unlimited solid solubility (Ref 22). Thus, considering that they may substitute each other in CuTi2 and NiTi2, then the light gray phase in the lamellar constituent should consist of (Cu,Ni)Ti2. Finally, the dark particles observed at the periphery of Layer A (Fig. 4a and b) are B4C particles. These particles still displayed the reaction zone formed during the processing of the composite and were not dissolved by the liquid braze, contrary to the surrounding Ti matrix. On the other hand, Layer B (Fig. 4a) is characterized as a wide diffusion zone where Cu and Ni were detected in the Ti matrix by the EDS analysis.
The microstructural features of the brazing interface produced in the present work are in good agreement with those reported in other studies when TiCuNi or Ti-based brazing alloys were used to join Ti-based materials. For instance, Gomes and Guedes (Ref 23) processed Ti6Al4 V joints using three different commercial brazing filler foils (Cusil, TiCuNi, and TiNi 67). The brazing interface resulting from joining with TiCuNi was approximately 330 μm thick. Moreover, the authors also suggested that the observed Widmanstätten morphology was composed of α-Ti plates delineated by (Cu·Ni)Ti2 intermetallic compound. Similar microstructure of the present brazing interface was also observed by Pina et al. (Ref 24). The authors processed a Ti-Cu alloy through conventional powder metallurgy, by adding different amounts of Cu (Ti-xCu, x = 3, 7.1, and 12 wt.%). For all processing conditions, hypoeutectoid microstructures were observed, and α-Ti and CuTi2 were identified by XRD analysis. Shi et al. (Ref 25) studied the microstructure evolution of ZrC-SiC/Ti6Al4V joints brazed using TiCuNi filler. The authors detected (Cu,Ni)Ti2 and α-Ti at the brazing interface. According to the authors, the formation of the (Cu,Ni)Ti2 phase can be divided into two stages. Firstly, by the reaction \(L \to \beta {\text{Ti}} + \left( {{\text{Cu}},{\text{Ni}}} \right){\text{Ti}}_{2} + \left( {\text{Ni,Cu}} \right){\text{Ti}}_{2}\) meaning that the liquid braze filler solidifies into hypoeutetic structure. Then, during the cooling process, the β-Ti phase would transfer into α-Ti.
Song et al. (Ref 26) brazed a Ti6Al4V-TiB composite and a Ti60 alloy using a TiZrNiCu amorphous filler alloy and observed a symmetrical layered interface composed of three reaction zones. β-Ti, (Ti,Zr)2(Ni,Cu), and TiB whiskers were observed at the interface. Similar to the present investigation, the reinforcing phase was observed at the interface just at the outer layers. The authors concluded that the microstructural evolution had a strong relationship with the diffusion of elements from the molten filler alloy into substrates.
The results obtained in the present work suggest that dissolution of the Ti-B4C composite into the molten braze and the diffusion of Cu and Ni toward the composite induced the precipitation of Ti-rich phases, mostly β-Ti but also CuTi2, at central zone of the brazing interface. Eventually, the liquid braze may have solidified even before the start of cooling to room temperature. The lamellar constituent observed in Layer A resulted from the transformation, during cooling, of β-Ti into a mixture of α-Ti and CuTi2 + NiTi2 (referred as (Cu,Ni)Ti2 in present work), in accordance with the eutectoid β-Ti \(\to\)α-Ti + CuTi2 + NiTi2 reaction occurring at 738 °C (Ref 27). B4C reinforcement particles observed at the periphery of Layer A indicate that this particular zone of Layer A, likewise Layer B, was not dissolved by the braze. Thus, the development of the microstructure observed at these zones of the brazing interface resulted from the net diffusion of Cu and Ni atoms toward the composite sample and of Ti atoms toward central zone of Layer A. At the periphery of Layer A, the contents of Cu and Ni in the Ti matrix were high enough to allow the eutectoid reaction to occur upon cooling to around 738 °C, contrary to Layer B where α-Ti is observed after joining. Thus, the B4C reinforcement particles observed at room temperature at the periphery of Layer A were surrounded by lamellar constituent, while in Layer B they were dispersed in a Cu- and Ni-enriched α-Ti matrix. The large width of Layer B also indicates that diffusion occurred at relatively high temperature and over a rather long period of time and is in accordance with the mechanism suggested for the formation of Layer A.
Corrosion Behavior
Representative cyclic polarization curves for the composite, brazed joint and brazing interface are shown in Fig. 6, and E(i = 0) and icorr values derived from the curves by Tafel extrapolation are given in Table 2. Independently of the testing zones (composite, brazing interface, or brazed joint), no well-defined passivation plateau was observed. However, in all cases, a passivation region was recorded being characterized by a slow increase rate of the current densities on the anodic domain. No evidence of localized corrosion was detected on the cyclic polarization curves since decreased current densities were recorded on the reverse scan. The brazing interface presented slightly lower current densities on the anodic domain, showing better corrosion behavior. In the case of the brazed joint and composite, no significant differences were observed.

Representative cyclic polarization curves
Figure 7 shows representative Nyquist and Bode diagrams obtained from the composite, brazed joint, and brazing interface. It is known that the semicircle on Nyquist diagrams corresponds to a higher corrosion resistance: More specifically, a larger semicircle diameter points to a higher corrosion resistance and consequently lower corrosion kinetics. As shown in Fig. 7(a), the brazing interface presented a higher semicircle diameter, indicating better corrosion behavior, in accordance with the higher values of |Z| of the Bode diagram (Fig. 7b) in low frequencies. Regarding Bode diagrams, two time constants can be clearly observed on the phase angle in the case of the brazing interface and brazed joint.

EIS spectra in the form of (a) Nyquist and (b) Bode diagrams
Figure 8 presents the electrical equivalent circuits (EEC) used for fitting the experimental data obtained from the composite, brazing interface, and brazed joint. Both in the case of the composite and brazed joint, ECC contains three resistors and two constant phase elements (CPE), where Re is the electrolyte resistance and Re′ is an additional electrolyte resistance that was added as a contribution of the electrolyte on the discontinuities between the reaction zone and Ti matrix. The loop Rox/Qox represents the resistance and the capacitance, respectively, of the oxide layer. The contribution of the process taking place on the discontinuities between the reaction zone surrounding B4C particles and Ti matrix is represented by a Rct/Qdl network. The charge transfer reaction corresponding to locally active areas is represented by Rct, while Qdl represents the capacitance (CPE) of the double layer. Since the Rox tends to be extremely high and it does not allow conduction of electrons inside the oxide film, this circuit element is usually removed from the EEC (Ref 3, 28). The same EEC with a similar physical meaning had also been reported for several MMCs, namely Ti-B4C (Ref 29), CoCrMo-HAP (Ref 30), and Al-Al3Ti and Al-Al3Zr (Ref 31) composites, where the discontinuities at the matrix/reinforcement interface was also represented by the Rct/Qdl network.

EEC used to fit the EIS spectra for (a) the composite and brazed joint, and (b) brazing interface
In the case of the brazing interface, improved corrosion behavior may be attributed to (1) reduced number of reinforcing particles at the brazing interface, thus reducing number of discontinuities originating from the matrix/reinforcement (reaction zone) interface, and (2) the presence of the CuTi2 and (Cu,Ni)Ti2 phases (Ref 32, 33). Although a similar circuit was used in the case of the brazing interface (Fig. 8b), it has a different physical meaning. The first time constant observed at the middle frequency range is represented by the pair RTi/QTi regarding the resistance and capacitance of the Ti matrix, while the second pair Rint/Qint was added to represent the resistance and capacitance of the intermetallic compounds formed at the brazing interface during the joining process. Tables 3 and 4 present the EEC parameters obtained from EIS data.
Tribocorrosion Behavior
Figure 9 presents the BSE-SEM images taken from the worn surfaces as parallel to the sliding direction, after triboelectrochemical tests performed under OCP. All worn surfaces exhibited scratches and grooves parallel to the sliding direction, indicating abrasive wear. Moreover, compacted oxidized wear debris was observed on all worn surfaces, formed due to repetitive material transfer between the sliding surfaces.

Lower (a, b) and higher (c, d) magnification BSE-SEM images of the wear tracks after tribocorrosion under OCP, for the composite (a, c) and brazed joint (b, d)
Figure 10 shows secondary electron (SE) SEM images of the worn counter-body (alumina ball) surfaces taken as parallel to the sliding direction, together with the EDS spectra taken from each wear scar. Similar wear scar areas were observed on counter-bodies slid against both groups of samples. EDS spectra showed the presence of the same elements for both samples where the presence of Ti on the worn counter-body surfaces indicated adhesive wear.

SE-SEM images of the worn counter-material surfaces worn against the composite (a) and brazed joint (b), together with the EDS spectra taken from the wear scars
Figure 11 shows the evolution of OCP with time before, during, and after sliding, together with the coefficient of friction (COF) values obtained during sliding. Three distinct zones were identified in the OCP evolution, corresponding to different behaviors occurring during the tests. Initially, before sliding, stabilization of the sample surface occurred with the formation of the oxide film. Then, when sliding started, an abrupt drop on OCP values was observed due to destruction of the passive film and formation of a galvanic couple between the worn surface (active zone) and the non-worn surface (passive zone). Finally, after sliding, the potential values started to increase, approaching the initial ones recorded before sliding, indicating the recovering of the passive film.

COF values together with OCP evolution before, during and after sliding for the composite and brazed joint
During sliding, it was observed that, in the case of the composite, after a sharp drop in the beginning of the sliding (cathodic shift), the values oscillated around an average value and near the end of sliding started to increase slightly. However, in the case of the brazed joint, after a cathodic shift leading to reach more negative potential values as compared to composites, OCP values first slightly increased (period a in Fig. 11), then oscillated around an average value (period b in Fig. 11), afterward suddenly decreased, and then increased slightly until the end of sliding (period c in Fig. 11). However, it was observed that the extent of these three periods changed between the repetitions. Increased potentials on period b can be attributed to the compaction of wear debris on the brazing interface. Since the worn brazing interface area was relatively small, the relative area covered by compacted wear debris governed the extent of period b. Even so, average OCP values under sliding obtained from three repetitions can be used to compare the tendency to corrosion under sliding. OCP values recorded during sliding for the brazed joint was − 0.47 ± 0.10 V, whereas this value was − 0.35 ± 0.11 for the composite. This difference in the values can be attributed to passive film on the brazing interface zone that was more vulnerable to damage with the absence of the reinforcing particles. Even so, compaction of wear debris on the worn brazing interface gave a limited protection by playing the similar role of the reinforcing particles on carrying the load, thus during period b, brazed joints and composites exhibited very similar potential values.
Figure 11 also shows the representative evolution of COF during sliding. When the average values of three tests for each group of samples were compared (this was 0.54 ± 0.20 for the composite and 0.55 ± 0.21 for the brazed joint), it could be seen that very close values were obtained. Thus, within the testing conditions, the brazing interface did not significantly affect the average COF values. Even so, analyzing together the evolution of OCP and COF for the brazed joint, it is assumed that the accumulation of the wear debris on the brazing interface may result in slightly increased oscillation of COF values on the brazed joint. However, it is clear that the role of the compacted wear debris needs to be further explored by performing further tribological tests, especially under simulated contact conditions of the target applications.
Figure 12 shows the representative 2D wear track profiles taken from the center of each wear track, corresponding to the brazing interface for brazed joints. The wear track profiles did not present any significant difference between the composite and brazed joint, even on the brazing interface. Furthermore, wear volume loss values were calculated as 5.84 ± 2.45 and 5.15 ± 2.18 (× 10−4 mm3) for the composite and brazed joint, respectively, showing no significant difference between the testing groups.

Representative 2D wear track profiles
Figure 13 shows the representative potentiodynamic polarization curves obtained in the triboelectrochemical cell, with or without sliding. As can be seen on the curves, when compared to the static conditions, composites under sliding exhibited higher E(i = 0) values; however, the opposite was observed for the brazed joint. On the other hand, on the anodic domain until around 0.8 V, composite samples presented lower current density values under sliding, compared to the static conditions. This can be explained by the accumulation of the wear debris into the discontinuities at the matrix/reinforcement interfaces, as well as closure of the pores (Ref 3). Above these potentials, probably the passive film became more stable, thus composites under static condition exhibited lower current density values. However, for the brazed joint, the current density values under sliding obtained on the anodic domain were always slightly higher compared to the static conditions. In accordance with the OCP values obtained under sliding, this can be related to the brazing interface that was not reinforced by the hard ceramic particles, thus the passive film on this area was more prone to be damaged. Even so, this increase on the anodic current density values was very limited under sliding.

Representative potentiodynamic polarization curves with and without sliding
Conclusions
As a first insight into the corrosion and tribocorrosion behavior of brazed Ti-B4C joints, the present study showed that, within the studied conditions, joining with a TiCuNi brazing alloy did not create a negative effect on the corrosion behavior under static conditions. However, slightly increased electrochemical activity was obtained under sliding, although no significant difference was observed on COF and wear volume loss values. Thus, this work showed that the brazing technique is worth considering for joining Ti-B4C composites, since it enables processing complex pieces that may operate under the simultaneous action of corrosion and wear. However, before considering them in biomedical implant systems, triboelectrochemical tests should be performed simulating real contact conditions, the metal ion releasing, in particular, the releasing of Cu and Ni ions should be quantified, their biological effects should be explored, and eventually, if needed, brazing alloy composition should be altered in a way to obtain an optimum balance between triboelectrochemical and biological responses.
References
N. Chawla and K.K. Chawla, Metal Matrix Composites, Kluwer Academic Publishers, Boston, 2006
K. Morsi and V.V. Patel, Processing and Properties of Titanium-Titanium Boride (TiBw) Matrix Composites—A Review, J. Mater. Sci., 2007, 42, p 2037–2047
F. Toptan, A. Rego, A.C. Alves, and A. Guedes, Corrosion and Tribocorrosion Behavior of Ti-B4C Composite Intended for Orthopaedic Implants, J. Mech. Behav. Biomed. Mater., 2016, 61, p 152–163. https://doi.org/10.1016/j.jmbbm.2016.01.024
E. Gordo, R.G. das Neves, B. Ferrari, A. Jiménez-Morales, A. Lima, A.C. Alves, A.M. Pinto, and F. Toptan, Corrosion and Tribocorrosion Behavior of Ti-Alumina Composites, Key Eng. Mater., 2016, 704, p 28–37. https://doi.org/10.4028/www.scientific.net/KEM.704.28
J.I. Silva, A.C. Alves, A.M. Pinto, and F. Toptan, Corrosion and Tribocorrosion Behavior of Ti-TiB-TiNx In-Situ Hybrid Composite Synthesized by Reactive Hot Pressing, J. Mech. Behav. Biomed. Mater., 2017, 74, p 195–203
L. Rangaraj, K. Barman, C. Divakar, and V. Jayaram, Reactive Hot Pressing of Ti-B-C and Ti-C at 1200 °C, Ceram. Int., 2013, 39, p 5955–5961
W.P. Weng and T.H. Chuang, Interfacial Characteristics for Brazing of Aluminum Matrix Composites with Al-12Si Filler Metals, Metall. Mater. Trans. A Phys. Metall. Mater. Sci., 1997, 28(12), p 2673–2682
M. Aydin, R. Gürler, and M. Türker, The Diffusion Welding of 7075Al-3%SiC Particles Reinforced Composites, Phys. Met. Metallogr., 2009, 107(2), p 206–210
A.A.M. da Silva, A. Meyer, J.F. dos Santos, C.E.F. Kwietniewski, and T.R. Strohaecker, Mechanical and Metallurgical Properties of Friction-Welded TiC Particulate Reinforced Ti-6Al-4V, Compos. Sci. Technol., 2004, 64(10–11), p 1495–1501
J.C. Yan, H.B. Xu, L. Shi, X.L. Wang, and S.Q. Yang, Vibration Assisted Brazing of SiCp/A356 Composites: microstructure and Mechanical Behaviour, Sci. Technol. Weld. Join., 2008, 13(8), p 760–764. https://doi.org/10.1179/136217108X333318
M.M. Schwartz, Introduction to Brazing and Soldering, ASM Handbook Volume 6: Welding, Brazing, and Soldering, D.L. Olson, T.A. Siewert, S. Liu, and G.R. Edwards, Ed., ASM International, Materials Park, OH, 1993, p 109–114
J. Ba, X.H. Zheng, R. Ning, J.H. Lin, J.L. Qi, J. Cao, W. Cai, and J.C. Feng, Brazing of SiO2-BN Modified with In Situ Synthesized CNTs to Ti6Al4V Alloy by TiZrNiCu Brazing Alloy, Ceram. Int., 2018, 44(9), p 10210–10214
G.H. Han, Y.F. Wang, H.Y. Zhao, X.G. Song, J. Cao, and J.C. Feng, Vacuum Brazing of TZM Alloy to ZrC Particle Reinforced W Composite Using Ti-28Ni Eutectic Brazing Alloy, Int. J. Refract. Met. Hard Mater., 2017, 69, p 240–246
X.R. Song, H.J. Li, X. Zeng, and L. Zhang, Brazing of C/C Composites to Ti6Al4V Using Graphene Nanoplatelets Reinforced TiCuZrNi Brazing Alloy, Mater. Lett., 2016, 183, p 232–235. https://doi.org/10.1016/j.matlet.2016.07.111
X.R. Song, H.J. Li, and X. Zeng, Brazing of C/C Composites to Ti6Al4V Using Multiwall Carbon Nanotubes Reinforced TiCuZrNi Brazing Alloy, J. Alloys Compd., 2016, 664, p 175–180
Z.W. Yang, L.X. Zhang, P. He, and J.C. Feng, Interfacial Structure and Fracture Behavior of TiB Whisker-Reinforced C/SiC Composite and TiAl Joints Brazed with Ti-Ni-B Brazing Alloy, Mater. Sci. Eng., A, 2012, 532, p 471–475
Z. Doni, A.C. Alves, F. Toptan, J.R. Gomes, A. Ramalho, M. Buciumeanu, L. Palaghian, and F.S. Silva, Dry Sliding and Tribocorrosion Behaviour of Hot Pressed CoCrMo Biomedical Alloy as Compared with the Cast CoCrMo and Ti6Al4V Alloys, Mater. Des., 2013, 52, p 47–57
M. Rafiei, M. Salehi, and M. Shamanian, Formation Mechanism of B4C-TiB2-TiC Ceramic Composite Produced by Mechanical Alloying of Ti-B4C Powders, Adv. Powder Technol., 2014, 25(6), p 1754–1760
M. Frary, S. Abkowitz, S.M. Abkowitz, and D.C. Dunand, Microstructure and Mechanical Properties of Ti/W and Ti-6Al-4V/W Composites Fabricated by Powder-Metallurgy, Mater. Sci. Eng., A, 2003, 344(1–2), p 103–112
B.T.M.T. Godfrey, P.S. Goodwin, and C.M. Ward-close, Titanium Particulate Metal Matrix Composites, Adv. Eng. Mater., 2000, 4(3), p 85–92
P. Villars, A. Prince, and H. Okamoto, Eds., Handbook of Ternary Alloy Phase Diagrams, ASM International, Materials Park, OH, 1995
S.J. Lee, S.K. Wu, and R.Y. Lin, Infrared Joining of TiAl Intermetallics Using Ti-15Cu-15Ni Foil—I. The Microstructure Morphologies of Joint Interface, Acta Mater., 1998, 46(4), p 1283–1295
L. Gomes and A. Guedes, Influence of the Brazing Filler on the Microstructure of Ti6Al4V Joints, Microsc. Microanal., 2016, 22(S4), p 40–41
V.G. Pina, V. Amigó, and A.I. Muñoz, Microstructural, Electrochemical and Tribo-electrochemical Characterisation of Titanium-Copper Biomedical Alloys, Corros. Sci., 2016, 109, p 115–125
J.M. Shi, L.X. Zhang, Q. Chang, Z. Sun, and J.C. Feng, Strengthening the ZrC-SiC Ceramic and TC4 Alloy Brazed Joint Using Laser Additive Manufactured Functionally Graded Material Layers, Ceram. Int., 2018, 44(10), p 11060–11069
X.-G. Song, T. Zhang, Y.-J. Feng, C.-W. Tan, J. Cao, and W.-C. Zhang, Brazing of TiBw/TC4 Composite and Ti60 Alloy Using TiZrNiCu Amorphous Filler Alloy, Trans. Nonferrous Met. Soc. China, 2017, 27(10), p 2193–2201
J.C. Schuster and G. Cacciamani, Cu-Ni-Ti (Copper-Nickel-Titanium), Light Metals Systems. Part 4, G. Effenber and S. Ilyenko, Ed., Springer, New York, 2006, p 266–283
F. Toptan, A.C. Alves, M.A. Ferreira, C.I. da Silva Oliveira, and A.M.P. Pinto, Effect of HAP Decomposition on the Corrosion Behavior of Ti-HAP Biocomposites, Mater. Corros., 2018, 69(9), p 1292–1299
F. Toptan, A. Rego, A.C. Alves, and A. Guedes, Corrosion and Tribocorrosion Behavior of Ti-B4C Composite Intended for Orthopaedic Implants, J. Mech. Behav. Biomed. Mater., 2016, 61, p 152–163
A.M. Ribeiro, A.C. Alves, F.S. Silva, and F. Toptan, Electrochemical Characterization of Hot Pressed CoCrMo-HAP Biocomposite in a Physiological Solution, Mater. Corros., 2015, 66(8), p 790–795
S.C. Ferreira, L.A. Rocha, E. Ariza, P.D. Sequeira, Y. Watanabe, and J.C.S. Fernandes, Corrosion Behaviour of Al/Al3Ti and Al/Al3Zr Functionally Graded Materials Produced by Centrifugal Solid-Particle Method: Influence of the Intermetallics Volume Fraction, Corros. Sci., 2011, 53(6), p 2058–2065. https://doi.org/10.1016/j.corsci.2011.02.010
E. Zhang, S. Li, J. Ren, L. Zhang, and Y. Han, Effect of Extrusion Processing on the Microstructure, Mechanical Properties, Biocorrosion Properties and Antibacterial Properties of Ti-Cu Sintered Alloys, Mater. Sci. Eng. C, 2016, 69, p 760–768. https://doi.org/10.1016/j.msec.2016.07.051
R. Zhang, H. Wang, X. Xing, Z. Yuan, S. Yang, Z. Han, and G. Yuan, Effects of Ni Addition on Tribocorrosion Property of TiCu Alloy, Tribol. Int., 2017, 107, p 39–47. https://doi.org/10.1016/j.triboint.2016.11.010
Acknowledgments
This work is supported by FCT with the reference project UID/EEA/04436/2019, M-ERA-NET/0001/2015, and Proc.º 4.4.1.00 FCT/CAPES projects.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Sousa, J.M., Alves, A.C., Toptan, F. et al. Corrosion and Tribocorrosion Behavior of Ti-B4C Composites Joined with TiCuNi Brazing Alloy. J. of Materi Eng and Perform 28, 4972–4982 (2019). https://doi.org/10.1007/s11665-019-04217-6
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-019-04217-6