
Abstract
In the present study, the microstructure and elevated-temperature mechanical properties of Mg-6Al, Mg-6Al-4Ca, Mg-6Al-4Sm and Mg-6Al-2Ca-2Sm alloys were investigated. The experimental results showed that the microstructure and elevated-temperature mechanical property of Mg-6Al alloy changed obviously with the different elements addition. By analyzing the results of optical microscope, x-ray diffraction analysis, scanning electron microscope, and transmission electron microscope, it could be determined that there was only Mg17Al12 phase in Mg-6Al alloy, there were Al2Ca and (Mg, Al)2Ca phases in Mg-6Al-4Ca alloy, there were Al2Sm and Mg17Al12 phases in Mg-6Al-4Sm alloy, and there were (Mg, Al)2Ca, Al2Ca and Al2Sm phases in Mg-6Al-2Ca-2Sm alloy. In addition, the addition of alloying elements including Ca and Sm, especially the composite addition, could significantly improve the tensile properties of Mg-6Al alloy. Compared to Mg-6Al alloy, the tensile strengths of Mg-6Al-2Ca-2Sm alloy at 448, 473 and 498 K were enhanced by 50.32, 87.92, and 94.99%, respectively. Furthermore, when the stretching temperatures were 448 and 473 K, the fracture pattern of Mg-6Al-2Ca-2Sm alloy was the mixture of intergranular fracture and trans-crystalline fracture. However, when the stretching temperature was 498 K, the fracture pattern of Mg-6Al-2Ca-2Sm alloy was the intergranular fracture.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Nowadays, Mg-Al alloys have wide prospects in automotive, electronics, and military industry products because of their advantages of lower density, excellent thermal conductivity, and recyclability (Ref 1,2,3,4,5,6,7). However, the heat-resistant performance of Mg-Al alloys is poor and their working temperatures are limited at 393 K; therefore, the wide application of Mg-Al alloys has been greatly restricted (Ref 8, 9). Hence, improving the heat resistance of Mg-Al alloys has become one of the focuses in the current research.
Wu et al. (Ref 10, 11) found that the main reason for the poor heat resistance of Mg-Al alloys is the β-Mg17Al12 phase, which was precipitated in the grain boundary. The β-Mg17Al12 phase softened at elevated temperature and lost the effect of inhibiting grain boundary slip. Hence, it made the Mg-Al alloys more prone to grain boundary sliding at elevated temperatures. Adding such elements as rare earth (RE) or alkaline earth to the alloy can improve its heat resistance (Ref 12,13,14,15,16,17). Zhang et al. (Ref 18) studied the effect of Nd elements on the microstructure of the as-cast Mg-4Al alloy. The research results showed that the Al elements in Mg-4Al alloy could combine preferentially with elemental Nd to form Al2Nd and Al11Nd3 phases that had high thermostabilities. This inhibited the combination of Al and Mg elements and effectively prevented the precipitation of the β-Mg17Al12 phase. Furthermore, the study also found that, upon increasing the Nd content, the grain size of the alloy decreased remarkably. However, the price of the RE elements is relatively high and the addition of high RE content into the alloy greatly increased the production cost. As a relatively inexpensive element, the alkaline earth element Ca was very popular in the study of Mg-Al alloy. Wang et al. (Ref 19) studied the effect of Ca on the microstructure of Mg-Al alloys. The study found that the alkaline earth element Ca also had the function of improving the microstructure of Mg-Al alloys. Similar to the RE elements, Ca elements would combine preferentially with Al elements to form an Al2Ca phase that had high thermostability. Hence, the phenomenon in which Al elements combine with Mg to form the β-Mg17Al12 phase was inhibited.
It was found in some previous studies that combining the addition of elemental Sm and Mn or elemental Sm and Zn in Mg-Al alloys can effectively improve the properties. Yang et al. (Ref 20) studied the structure of the Mg-4Al-4Sm-0.3Mn alloy, and found Al2Sm and Al12Sm2Mn5 phases in the alloy having refined microstructure. The Al2Sm phase consisted of multiple twins, with the plane serving as the twinning plane. Furthermore, many twins were extraordinarily different from normal ones, featuring a sandwiched structure with the filling being Al12Sm2Mn5 bands. Xu et al. (Ref 21) studied the microstructure and mechanical properties of Mg-Al-Sm-Zn alloy and found Al2Sm and Mg-Zn phases in the alloy. The microstructure and mechanical properties of this alloy were significantly improved compared to those of Mg-Al alloy.
Therefore, the affinity between Al and Sm or Ca elements is larger than that between Al and Mg elements. This could inhibit the precipitation of the β-Mg17Al12 phase effectively, and formed an intermetallic phase with high thermostability. Hence, it is worth considering whether the Mg-Al alloys that were combined with the Ca and Sm elements added simultaneously have the characteristics of Mg-Al-Ca and Mg-Al-Sm alloys, and whether the elevated-temperature mechanical properties of Mg-Al alloys can be further improved. However, there have been few studies about the Mg-Al-Ca-Sm alloys. Therefore, it is important to study the effect of combined Ca and Sm addition on Mg-Al alloys.
Hence, the aim of the present work was to study the effect of combined Ca and Sm addition on the microstructure and elevated-temperature mechanical properties of Mg-6Al alloys. By testing the microstructure, precipitated phase, phase distribution, and elevated-temperature tensile strength, the strengthening mechanism of Ca and Sm elements in Mg-6Al alloy was studied.
Experimental
Materials
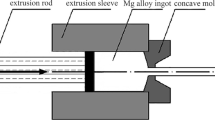
In the present study, 4 wt.% Sm, 4 wt.% Ca and 2 wt.% Sm + 2 wt.% Ca were added into the Mg-6Al alloy, respectively. The experimental alloys were prepared by industrial pure magnesium (Mg ≥ 99.8%), industrial pure aluminum (Al ≥ 99.8%), Mg-30Ca master alloy (30% Ca) and Mg-30Sm master alloy (30% Sm). All the tested alloys were melted in steel crucible by using an electric resistant furnace. The pure magnesium and aluminum were melted at 993 K, and then, the Mg-Ca and Mg-Sm master alloys were melted at 1023 K. When all the master alloys were melted, the temperature was raised to 1043 K and held for 15 min, and then, the molten alloys were poured into a permanent mold (Φ60 × 150 mm). The actual compositions of all alloys are listed in Table 1, which were determined by inductively coupled plasma optical emission spectrometer (ICP-6300).
Microstructure and Elevated-Temperature Mechanical Properties Analysis
The samples for microstructure observation were cut from cast ingot with the same location and ground by using abrasive papers. Then the surfaces were polished and etched in a solution of 4 ml nitric acid and 96 ml ethyl alcohol. The microstructures of all samples were examined by optical microscope (GX71, OLYMPUS, Tokyo, Japan). The precipitated phases were examined by x-ray diffraction and scanning electron microscope. The x-ray diffraction (X’Pert-PRO) was equipped with Cu Kα at 40 kV and 40 mA. The scanning rate is 8°/min for 2θ ranging from 10° to 90°. The scanning electron microscope (Quanta 200, FEI, Eindhoven, The Netherlands) was equipped with an energy-dispersive x-ray spectrometer and transmission electron microscope (JEM-2100, 200 kV). The grain size of α-Mg phase was determined by the linear intercept method. The linear intercept method is drawing a straight line across at least five grains in the same OM micrograph. Taking measurements at least 10 times in each OM micrograph, the final average grain size was obtained by measuring five OM micrographs. The elevated-temperature mechanical properties of samples were conducted on the universal tensile testing machine (E44.304, MTS, America), equipped with an electronic furnace. The tensile properties were tested with a strain rate 0.5 mm/min at 448, 473, and 498 K, respectively. The sizes of tensile bars were 8 mm gauge length, 4 mm gauge width, and 2 mm gauge thickness, as shown in Fig. 1.

The schematic of tensile bar
Results and Discussion
Microstructure Analysis
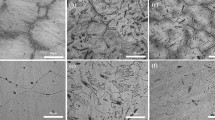
Figure 2 shows the optical microscope micrograph of Mg-6Al, Mg-6Al-4Ca, Mg-6Al-4Sm, and Mg-6Al-2Ca-2Sm alloys. As seen in Fig. 2, the microstructure of the Mg-6Al alloy changed obviously with the addition of different elements. The morphology of the α-Mg phase in Mg-6Al, Mg-6Al-4Sm, and Mg-6Al-2Ca-2Sm alloys is equiaxed. However, the morphology of the α-Mg phase in Mg-6Al-4Ca alloy is dendritic. Furthermore, all the precipitated phases in Mg-6Al and Mg-6Al-4Ca alloys are distributed in the boundary of grains. However, the precipitated phase in Mg-6Al-4Sm and Mg-6Al-2Ca-2Sm alloys is not only distributed in the grain boundary, but also in the grains.

The optical microscope micrograph of (a) Mg-6Al, (b) Mg-6Al-4Ca, (c) Mg-6Al-4Sm, and (d) Mg-6Al-2Ca-2Sm
In addition, the grain size of the α-Mg phase is also affected by the alloy composition. The grain sizes of Mg-6Al, Mg-6Al-4Ca, Mg-6Al-4Sm, and Mg-6Al-2Ca-2Sm alloys are shown in Fig. 3. The grain sizes of the α-Mg phase are 71.04 ± 1.36, 50.33 ± 2.58, 60.45 ± 2.25, and 41.90 ± 0.72 μm, which correspond to the alloys of Mg-6Al, Mg-6Al-4Ca, Mg-6Al-4Sm, and Mg-6Al-2Ca-2Sm, respectively. The grain size is the smallest with combined Ca and Sm addition in Mg-6Al alloy. This is because with combined Ca and Sm addition in Mg-6Al alloy, particle-like intermetallic phases were formed in the grain, and lamellar-like intermetallic phases were formed in the grain boundary. The theoretical calculation results reported by Qiu et al. (Ref 22) showed that the interfacial energy between Mg and Al2Nd is very low (0.029 J/m2), which promotes wetting. Therefore, the Al2Nd particles can act as heterogeneous nucleating sites for the Mg matrix, which can act as grain refiners for cast Mg alloys. Hence, the particle-like intermetallic phases that were formed in the grain acted as heterogeneous nucleation sites for α-Mg (Ref 23, 24). Furthermore, the lamellar-like intermetallic phases that were formed in the grain boundary hindered the continuous growth of grains. However, there is no particle structure phase in Mg-6Al-4Ca alloy and no lamellar-like phase in Mg-6Al-4Sm alloy. Hence, the grain size of Mg-6Al-2Ca-2Sm alloy is the smallest. This indicates that combined addition of Ca and Sm into Mg-6Al alloy can refine the grain size significantly.

The grain size of tested alloys
To understand the precipitated phases in Mg-6Al, Mg-6Al-4Ca, Mg-6Al-4Sm, and Mg-6Al-2Ca-2Sm alloys, x-ray diffraction (XRD) analysis was performed, as shown in Fig. 4. There are obvious diffraction peaks of the β-Mg17Al12 phase in Mg-6Al and Mg-6Al-4Sm alloys. Furthermore, except for the β-Mg17Al12 phase, there is also a diffraction peak of the Al2Sm phase in Mg-6Al-4Sm alloy, but there is no other precipitated phase in Mg-6Al alloy. In addition, there are obvious diffraction peaks of (Mg, Al)2Ca and Al2Ca phases in Mg-6Al-4Ca and Mg-6Al-2Ca-2Sm alloys. In contrast, there is also a diffraction peak of the Al2Sm phase in Mg-6Al-2Ca-2Sm alloy.

The x-ray diffraction pattern for tested alloys
To verify further the precipitated phases in Mg-6Al, Mg-6Al-4Ca, Mg-6Al-4Sm, and Mg-6Al-2Ca-2Sm alloys, scanning electron microscopy (SEM) together with energy-dispersive x-ray spectroscopy (EDS) analysis and transmission electron spectroscopy (TEM) together with electron diffraction were performed. SEM micrographs of Mg-6Al, Mg-6Al-4Ca, Mg-6Al-4Sm, and Mg-6Al-2Ca-2Sm alloys are shown in Fig. 5. The morphologies of precipitated phases were different with different elements additions. There was only a reticular structure phase in Mg-6Al alloy. However, when adding Ca or Sm separately in the alloy, there were lamella and fish-bone structure phases in Mg-6Al-4Ca alloy and particle and reticular structure phases in Mg-6Al-4Sm alloy. Furthermore, with combined addition of Ca and Sm, there were particle, lamella, and fish-bone structure phases in Mg-6Al-2Ca-2Sm alloy.

SEM micrographs for: (a) Mg-6Al, (b) Mg-6Al-4Ca, (c) Mg-6Al-4Sm, and (d) Mg-6Al-2Ca-2Sm
The EDS analysis results of the alloys are shown in Fig. 6. Analyzing the SEM micrographs, the reticular structure phase in Mg-6Al and Mg-6Al-4Sm alloys may be the β-Mg17Al12 phase. The particle structure phase in Mg-6Al-4Sm and Mg-6Al-2Ca-2Sm alloys may be the Al2Sm phase. The lamella and fish-bone structure phases in Mg-6Al-4Ca and Mg-6Al-2Ca-2Sm alloys may be (Mg, Al)2Ca and Al2Ca, respectively. When adding Sm separately in Mg-6Al alloy, although there was the Al2Sm phase, which has high thermostability in the microstructure of Mg-6Al-4Sm alloy, there was still a small amount of the β-Mg17Al12 phase. However, when adding Ca separately or with combined addition of Ca and Sm in Mg-6Al alloy, there was no β-Mg17Al12 phase precipitated, and there were Al2Sm, (Mg, Al)2Ca, and Al2Ca phases, which have high thermostability in Mg-6Al-2Ca-2Sm alloy (Ref 25, 26).

EDS results from Fig. 5 for: (a) Mg-6Al, (b) Mg-6Al-4Ca, (c) Mg-6Al-4Sm, and (d) Mg-6Al-2Ca-2Sm
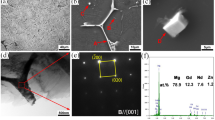
The representative TEM micrograph and diffraction patterns of the particle, fish-bone, lamella, and reticular structure phases are shown in Fig. 7. By calculating the interplanar spacing and angle in the diffraction patterns, it was determined that the particle structure phase is Al2Sm, the fish-bone structure phase is Al2Ca, the lamella structure phase is (Mg, Al)2Ca, and the reticular structure phase is Mg17Al12. The results of TEM analysis are identical with SEM observations and EDS analysis. Hence, by analyzing comprehensively the experimental results of XRD, SEM, EDS, and TEM analysis, it can be determined that there is only Mg17Al12 phase in Mg-6Al alloy, there are Al2Ca and (Mg, Al)2Ca phases in Mg-6Al-4Ca alloy, there are Al2Sm and Mg17Al12 phases in Mg-6Al-4Sm alloy, and there are (Mg, Al)2Ca, Al2Ca, and Al2Sm phases in Mg-6Al-2Ca-2Sm alloy. It also can be determined from the above experimental results that the varieties of precipitated phase that have high thermostability in Mg-6Al-2Ca-2Sm alloy are the maximum.

TEM micrographs and diffraction patterns for: (a) particle structure phase, (b) fish-bone structure phase, (c) lamella structure phase, and (d) reticular structure phase
Elevated-Temperature Mechanical Properties Analysis
The tensile curve of Mg-6Al, Mg-6Al-4Ca, Mg-6Al-4Sm, and Mg-6Al-2Ca-2Sm alloys at 448, 473, and 498 K is shown in Fig. 8. The tensile strength of all tested alloys decreased with increasing experimental temperature. However, the elongation of all tested alloys increased with the experimental temperature. The tensile strength and elongation of these tested alloys are shown in Fig. 9. Figure 9(a) shows with 4 wt.% Ca in Mg-6Al alloy, and tensile strengths at 448, 473, and 498 K increased from 104.49 ± 7.21 to 136.03 ± 9.26 MPa, 71.54 ± 4.24 to 122.07 ± 7.21 MPa, and 61.06 ± 6.27 to 91.66 ± 7.54 MPa, respectively. The Ca-containing Mg-6Al-4Ca alloy exhibited relatively higher tensile strength at 448, 473, and 498 K than Mg-6Al alloy. Moreover, the Sm-containing Mg-6Al-4Sm alloy also exhibited higher tensile strength at 448, 473, and 498 K than Mg-6Al alloy. When containing 4 wt.% Sm in Mg-6Al alloy, the tensile strength at 448, 473, and 498 K increased from 104.49 ± 7.21 to 125.17 ± 5.24 MPa, 71.54 ± 4.24 to 111.74 ± 5.18 MPa, and 61.06 ± 6.27 to 102.56 ± 8.31 MPa, respectively. However, when the stretching temperatures were 448 and 473 K, the tensile strength of Mg-6Al-4Ca alloy was higher than that of Mg-6Al-4Sm alloy. On the contrary, when the stretching temperature was 498 K, the tensile strength of Mg-6Al-4Ca alloy was lower than that of Mg-6Al-4Sm alloy. The phenomenon is related to the precipitated phase in the two constituent alloys. The above microstructure analysis shows there are Al2Ca and (Mg, Al)2Ca phases in Mg-6Al-4Ca alloy, and there are Al2Sm and Mg17Al12 phases in Mg-6Al-4Sm alloy. The Al2Ca and (Mg, Al)2Ca phases are distributed in the grain boundaries. Furthermore, the Al2Sm phase is mainly distributed in the grains, and the Mg17Al12 phase is distributed in the grain boundaries. The Al2Ca and (Mg, Al)2Ca phases that distribute in the boundary of grains can play the role of grain boundary strengthening and improving the tensile strength of the alloy more effectively than the Al2Sm phase, which mainly distributes in grains. Moreover, when the stretching temperature rises, the Mg17Al12 phase softens and cannot strengthen the grain boundaries. However, when the stretching temperature is 498 K, the (Mg, Al)2Ca phase softens (Ref 27), while the Al2Sm phase has high thermostability. Hence, when the stretching temperature is 498 K, the tensile strength of Mg-6Al-4Ca alloy is lower than that of Mg-6Al-4Sm alloy. Furthermore, with the combined addition of Ca and Sm in Mg-6Al alloy, the tensile strength of Mg-6Al-2Ca-2Sm alloy at 448, 473, and 498 K is higher than that in Mg-6Al, Mg-6Al-4Ca and Mg-6Al-4Sm alloys. This is because there are Al2Sm, Al2Ca, and (Mg, Al)2Ca phases in Mg-6Al-2Ca-2Sm alloy. Not only do the Al2Ca and (Mg, Al)2Ca phases play the role of grain boundary strengthening, but also the Al2Sm phase, which is mainly distributed in grains, plays the role of heterogeneous nucleation and grain refinement (Ref 28). Hence, the addition of alloying elements including Ca and Sm, especially the composite addition, can significantly improve the tensile properties of Mg-6Al alloy. The tensile strength of Mg-6Al-2Ca-2Sm alloy at 448, 473, and 498 K is up to 157.07 ± 6.23, 134.44 ± 9.64, and 119.06 ± 7.28 MPa, respectively. Compared to Mg-6Al alloy, the tensile strengths of the alloy at 448, 473, and 498 K are enhanced by 50.32, 87.92, and 94.99%, respectively.

The tensile curves of tested alloys at 448, 473, and 498 K. (a) Mg-6Al, (b) Mg-6Al-4Ca, (c) Mg-6Al-4Sm, and (d) Mg-6Al-2Ca-2Sm

The tensile strength and elongation of Mg-6Al, Mg-6Al-4Ca, Mg-6Al-4Sm, and Mg-6Al-2Ca-2Sm alloys at 448, 473, and 498 K
In addition, as seen in Fig. 9(b), the elongations of Mg-6Al and Mg-6Al-4Sm alloys are almost the same. The elongation observably increases with the experimental temperature. This phenomenon is in accordance with the movement of the non-base slip system. There is only the Mg17Al12 phase distributed in the grain boundary of Mg-6Al and Mg-6Al-4Sm alloys. When the stretching temperature rises, the Mg17Al12 phase softens, so it cannot play the role of grain boundary strengthening. As a result, under the action of external forces, the grains are more prone to displacement. However, with 4 wt.% Ca in Mg-6Al alloy, the elongation of Mg-6Al-4Ca alloy shows significant reduction. When the experimental temperatures are 448, 473, and 498 K, the elongation decreases from 10.96% ± 2.14% to 6.37% ± 1.37%, 23.79% ± 1.58% to 11.92% ± 2.26%, and 42.7% ± 2.32% to 19.1% ± 3.28%, respectively. This is because there are Al2Ca and (Mg, Al)2Ca phases in Mg-6Al-4Ca alloy, and the Ca phase belongs to the brittle phase. Furthermore, the Al2Ca and (Mg, Al)2Ca phases distribute in the grain boundary of Mg-6Al-4Ca alloy, and they can play the role of grain boundary strengthening and inhibiting effectively the displacement between grains. Hence, the elongation of Mg-6Al-4Ca alloy is lower than those of Mg-6Al and Mg-6Al-4Sm alloys. Moreover, the elongation of Mg-6Al-2Ca-2Sm alloy is higher than that of Mg-6Al-4Ca alloy but lower than those of Mg-6Al and Mg-6Al-4Sm alloys.
With Mg-6Al-4Ca alloy, Al2Ca and (Mg, Al)2Ca phases that belong to the brittle phase distribute in the grain boundary of Mg-6Al-2Ca-2Sm alloy. However, there is also a particle structure Al2Sm phase in the grains. The Al2Sm particles are formed and act as heterogeneous nucleation sites for the α-Mg phase; thus, the grain size is refined. Hence, the elongation of Mg-6Al-2Ca-2Sm alloy is higher than that of Mg-6Al-4Ca alloy, but lower than those of Mg-6Al and Mg-6Al-4Sm alloys.
Figure 10-13 shows the microstructures adjacent to the tensile fracture surfaces and the SEM images of the tensile fracture surfaces of Mg-6Al, Mg-6Al-4Ca, Mg-6Al-4Sm, and Mg-6Al-2Ca-2Sm alloys at 448, 473, and 498 K. As shown by the microstructures adjacent to the tensile fracture surfaces in these figures, when the stretching temperature is 448 K, the fracture pattern of Mg-6Al alloy is a trans-crystalline fracture. However, when the stretching temperatures are 473 and 498 K, the fracture pattern of Mg-6Al alloy is intergranular fracture. Moreover, Fig. 10(b), (d), and (f) shows that the fracture morphology of Mg-6Al alloy at 448 K consists of a dispersed cleavage plane and a discontinuous tear ridge. However, when the stretching temperature was increased to 473 and 498 K, the fracture morphologies of Mg-6Al alloy consisted of a dispersed dimple region and continuous tear ridge. This also confirms that when the stretching temperature is 448 K, the fracture pattern of Mg-6Al alloy is a trans-crystalline fracture, and when the temperatures are 473 and 498 K, the fracture pattern is an intergranular fracture. This is because, when the stretching temperature is 448 K, the Mg17Al12 phase that distributes in the boundary of grains can strengthen the grain boundary. However, when the stretching temperature increases, the Mg17Al12 phase softens and becomes more likely to break.

The microstructure adjacent to the tensile fracture surfaces and the SEM of the tensile fracture surfaces of Mg-6Al alloy at 448, 473, and 498 K
As shown in Fig. 11(b), (d), and (f), the fracture morphologies of Mg-6Al-4Ca alloy at 448, 473, and 498 K consist of a dispersed cleavage plane and a discontinuous tear ridge. This indicates that the fracture patterns of Mg-6Al-4Ca alloy at 448, 473, and 498 K are both trans-crystalline fracture. Furthermore, as seen in Fig. 11(a), (c), and (e), when the stretching temperatures are 448 and 473 K, the microstructures of the Mg-6Al-4Ca alloy are essentially unchanged. However, when the stretching temperature is 498 K, the microstructure extends to the tensile direction. This is because, when the stretching temperature is 498 K, the (Mg, Al)2Ca phase that distributes in the boundary of grains softens, and it cannot strengthen the grain boundary effectively.

The microstructure adjacent to the tensile fracture surfaces and the SEM of the tensile fracture surfaces of Mg-6Al-4Ca alloy at 448, 473, and 498 K
As shown in Fig. 12(b), (d), and (f), the fracture morphologies of Mg-6Al-4Sm alloy at 448, 473, and 498 K consist of a dispersed dimple region and continuous tear ridge. This indicates that the fracture patterns of Mg-6Al-4Sm alloy at 448, 473, and 498 K are both intergranular fracture. Furthermore, as seen in Fig. 12(a), (c), and (e), by increasing the stretching temperature, the microstructure of Mg-6Al-4Sm alloy extends a little to the tensile direction. This is because, when increasing the stretching temperature, the Mg17Al12 phase softens, but the Al2Sm phase that mainly distributes in grains has high thermostability, and it can strengthen the grains.

The microstructure adjacent to the tensile fracture surfaces and the SEM of the tensile fracture surfaces of Mg-6Al-4Sm alloy at 448, 473, and 498 K
As shown in Fig. 13(a) and (c), when the stretching temperatures are 448 and 473 K, there are cracks that extend perpendicularly to the tensile direction in Mg-6Al-2Ca-2Sm alloy. The lamella structure (Mg, Al)2Ca eutectic phase distributes in the boundary of grains. The stress concentration is formed when the dislocation accumulates at the grain boundary during stretching. When the stress is large enough, the crack forms easily at the interface between the eutectic phase and matrix (Ref 29). As the number of cracks increases, they connect with each other and cause the alloy to break. Figure 13(b) and (d) shows the SEM images of the tensile fracture surfaces of Mg-6Al-2Ca-2Sm alloy at 448 and 473 K. The fracture morphologies of the alloy at 448 and 473 K consist of dispersed cleavage plane and discontinuous tear ridge. Hence, when the stretching temperatures are 448 and 473 K, the fracture pattern of Mg-6Al-2Ca-2Sm alloy is the mixture of intergranular fracture and trans-crystalline fracture. However, when the stretching temperature is 498 K, the microstructure of Mg-6Al-2Ca-2Sm alloy extends in the tensile direction, as shown in Fig. 13(e). This is because, when the stretching temperature is 498 K, the (Mg, Al)2Ca phase that distributes in the boundary of grains softens, and it cannot strengthen the grain boundary effectively. Figure 13(f) shows that, when the stretching temperature is 498 K, the fracture morphology of the alloy consists of a dispersed dimple region and continuous tear ridge. Hence, when the stretching temperature is 498 K, the fracture pattern of Mg-6Al-2Ca-2Sm alloy is intergranular fracture.

The microstructure adjacent to the tensile fracture surfaces and the SEM of the tensile fracture surfaces of Mg-6Al-2Ca-2Sm alloy at 448, 473, and 498 K
Conclusion
-
1.
By adding different elements, the precipitated phase in Mg-6Al alloy is also different. There is only Mg17Al12 phase in Mg-6Al alloy, there are Al2Ca and (Mg, Al)2Ca phases in Mg-6Al-4Ca alloy, there are Al2Sm and Mg17Al12 phases in Mg-6Al-4Sm alloy, and there are (Mg, Al)2Ca, Al2Ca and Al2Sm phases in Mg-6Al-2Ca-2Sm alloy.
-
2.
The addition of alloying elements including Ca and Sm, especially the composite addition, can significantly improve the tensile properties of Mg-6Al alloy. Compared to Mg-6Al alloy, the tensile strengths of Mg-6Al-2Ca-2Sm alloy at 448, 473, and 498 K are enhanced by 50.32, 87.92, and 94.99%, respectively. In the Mg-6Al-2Ca-2Sm alloy, not only the Al2Ca and (Mg, Al)2Ca phases play the role of grain boundary strengthening, but also the Al2Sm phase which is mainly distributed in the grains plays the role of heterogeneous nucleation and grain refinement.
-
3.
When the stretching temperatures are 448 and 473 K, the fracture pattern of Mg-6Al-2Ca-2Sm alloy is the mixture by intergranular fracture and trans-crystalline fracture. When the stretching temperature is 498 K, the fracture pattern of Mg-6Al-2Ca-2Sm alloy is the intergranular fracture, the (Mg, Al)2Ca phase which is distributed in the boundary of grains will soften at 498 K, and it cannot strengthen the grain boundary effectively.
References
B. Chen, J.X. Zheng, C.M. Yang, Y.X. Chen, S.C. Cao, Z.X. Zhao, X.L. Li, and C. Lu, Mechanical Properties and Deformation Mechanisms of Mg-Gd-Y-Zr Alloy at Cryogenic and Elevated Temperatures, J. Mater. Eng. Perform., 2016, 26, p 1–11
L.Q. Wu, R.Z. Wu, L.G. Hou, J.H. Zhang, J.F. Sun, and M.L. Zhang, Microstructure and Mechanical Properties of CNT-Reinforced AZ31 Matrix Composites Prepared Using Hot-Press Sintering, J. Mater. Eng. Perform., 2017, 42, p 1–6
C.Y. Zhao, X.H. Chen, F.S. Pan, S.Y. Gao, D. Zhao, and X.F. Liu, Effect of Sn Content on Strain Hardening Behavior of as-Extruded Mg-Sn Alloys, Mat. Sci. Eng. A, 2018, 713, p 244–252
F. Li, X. Zeng, and G.J. Cao, Investigation of Microstructure Characteristics of the CVCDEed AZ31 Magnesium Alloy, Mat. Sci. Eng. A, 2015, 639, p 395–401
K.K. Deng, J.Y. Shi, C.J. Wang, X.J. Wang, Y.W. Wu, K.B. Nie, and K. Wu, Microstructure and Strengthening Mechanism of Bimodal Size Particle Reinforced Magnesium Matrix Composite, Compos. A Appl. Sci. Manuf., 2012, 43, p 1280–1284
H.H. Yu, Y.C. Xin, M.Y. Wang, and Q. Liu, Hall-Petch Relationship in Mg Alloys: A Review, J. Mater. Sci. Technol., 2018, 34, p 248–256
G.Q. Li, J.H. Zhang, R.Z. Wu, Y. Feng, S.J. Liu, X.J. Wang, Y.F. Jiao, Q. Yang, and J. Meng, Development of High Mechanical Properties and Moderate Thermal Conductivity Cast Mg Alloy With Multiple RE Via Heat Treatment, J. Mater. Sci. Technol., 2018, 34, p 1076–1084
S. Zhu, M.A. Easton, T.B. Abbott, J.F. Nie, M.S. Dargusch, N. Hort, and M.A. Gibson, Evaluation of Magnesium Die-Casting Alloys for Elevated Temperature Applications: Microstructure, Tensile Properties, and Creep Resistance, Metall. Mater. Trans. A, 2015, 46, p 3543–3554
B. Nami, S.G. Shabestari, H. Razavi, S. Mirdamadi, and S.M. Miresmaeili, Effect of Ca, RE Elements and Semi-Solid Processing on the Microstructure and Creep Properties of AZ91 Alloy, Mat. Sci. Eng. A, 2011, 528, p 1261–1267
Y. Zhang, L. Yang, J. Dai, J. Ge, G. Guo, and Z. Liu, Effect of Ca and Sr on the Compressive Creep Behavior of Mg-4Al-RE Based Magnesium Alloys, Mater. Des., 2014, 63, p 439–445
V.G. Tkachenko, K.H. Kim, B.G. Moon, and A.S. Vovchok, Design and Microstructural Analysis of Magnesium Alloys for Dynamical Applications, J. Mater. Sci., 2011, 46, p 4880–4895
F. Wang, Y. Wang, P.L. Mao, B.Y. Yu, and Q.Y. Guo, Effects of Combined Addition of Y and Ca on Microstructure and Mechanical Properties of Die Casting AZ91 Alloy, Trans. Nonferrous Met. Soc. China, 2010, 20, p S311–s317
Y. Terada, Y. Murata, and T. Sato, Life Assessment of Die-Cast Mg-5Al-1.7Ca Alloys Under Creep Service Conditions, Mat. Sci. Eng. A, 2014, 613, p 136–140
J. Liu, W.X. Wang, S. Zhang, D.J. Zhang, and H.Y. Zhang, Effect of Gd-Ca Combined Additions on the Microstructure and Creep Properties of Mg-7Al-1Si Alloys, J. Alloys Compd., 2015, 620, p 74–79
J. Bai, Y.S. Sun, F. Xue, S. Xue, J. Qiang, and W.J. Tao, Effect of Extrusion on Microstructures, and Mechanical and Creep Properties of Mg-Al-Sr and Mg-Al-Sr-Ca Alloys, Scripta Mater., 2006, 55, p 1163–1166
Q. Yang, F.Q. Bu, X. Qiu, Y.D. Li, W.R. Li, W. Sun, X.J. Liu, and J. Meng, Strengthening Effect of Nano-Scale Precipitates in a Die-Cast Mg-4Al-5.6Sm-0.3Mn Alloy, J. Alloys Compd., 2016, 665, p 240–250
M.L. Su, J.H. Zhang, Y. Feng, Y.J. Bai, W. Wang, Z.W. Zhang, and F.C. Jiang, Al-Nd Intermetallic Phase Stability and Its Effects on Mechanical Properties and Corrosion Resistance of HPDC Mg-4Al-4Nd-0.2Mn Alloy, J. Alloys Compd., 2017, 691, p 634–643
J.H. Zhang, J. Wang, X. Qiu, D.P. Zhang, Z. Tian, X.D. Niu, D.X. Tang, and J. Meng, Effect of Nd on the Microstructure, Mechanical Properties and Corrosion Behavior of Die-Cast Mg-4Al-Based Alloy, J. Alloys Compd., 2008, 464, p 556–564
Q.D. Wang, W.Z. Chen, X.Q. Zeng, Y.Z. Lu, W.J. Ding, Y.P. Zhu, and X.P. Xu, Effects of Ca Addition on the Microstructure and Mechanical Properties of AZ91 Magnesium Alloy, J. Mater. Sci., 2001, 36, p 3035–3040
Q. Yang, K. Guan, X. Qiu, D.P. Zhang, S.H. Lv, F.Q. Bu, Y.Q. Zhang, X.J. Liu, and J. Meng, Structures of Al2Sm Phase in a High-Pressure Die-Cast Mg-4Al-4Sm-0.3Mn Alloy, Mat. Sci. Eng. A, 2016, 675, p 396–402
G.L. Xu, X.L. Yuan, and L.B. Liu, Microstructure and Mechanical Property of Mg-Al-Zn-Sm Alloy and Its Thermodynamic Analysis, Chin. J. Nonferrous Met., 2012, 22, p 1255–1261
D. Qiu and M.X. Zhang, The Nucleation Crystallography and Wettability of Mg Grains On Active Al2Y Inoculants In An Mg-10 wt.% Y Alloy, J. Alloys Compd., 2014, 586, p 39–44
L. Wang, Y.C. Feng, E.J. Guo, Y. Yang, Y.C. Chen, and L.P. Wang, Effect of Cooling Rate on the Grain Refinement of Mg-3Nd Alloys by Aluminum, Int. J. Metalcast., 2018, https://doi.org/10.1007/s40962-018-0224-5
C.L. Wang, J.C. Dai, W.C. Liu, L. Zhang, and G.H. Wu, Effect of Al Additions on Grain Refinement and Mechanical Properties of Mg-Sm Alloys, J. Alloys Compd., 2015, 620, p 172–179
Y.F. Jiao, J.H. Zhang, L.L. He, M.L. Zhang, F.C. Jiang, W. Wang, L.M. Han, L.J. Xu, and R.Z. Wu, Al-RE Intermetallic Phase Stability and Effects on Corrosion Behavior in Cold-Chamber HPDC AE44 Alloy, Adv. Eng. Mater., 2016, 18, p 148–155
M.P. Liu, Q.D. Wang, Z.L. Liu, G.Y. Yuan, G.H. Wu, Y.P. Zhu, and W.J. Ding, Behavior of Mg-Al-Ca Alloy During Solution Heat Treatment at 415 °C, J. Mater. Sci. Lett., 2002, 21, p 1281–1283
B. Hu, L.M. Peng, Y.L. Yang, and W.J. Ding, Effect of Solidification Conditions on Microstructure, Mechanical and Wear Properties of Mg-5Al-3Ca-0.12Sr Magnesium Alloy, Mater. Des., 2010, 31(8), p 3901–3907
L. Wang, Y.C. Feng, L.P. Wang, Y.H. Chen, and E.J. Guo, Effect of Al on Grain Refinement and Mechanical Properties of Mg-3Nd Casting Alloy, J. Mater. Eng. Perform., 2018, 27, p 1–11
P.H. Fu, L.M. Peng, H.Y. Jiang, Z.Y. Zhang, and C.Q. Zhai, Fracture Behavior and Mechanical Properties of Mg-4Y-2Nd-1Gd-0.4Zr (wt.%) Alloy at Room Temperature, Mat. Sci. Eng. A, 2008, 486, p 572–579
Acknowledgments
The authors gratefully acknowledge the financial support from the Heilongjiang Province Natural Science Foundation (No. E2018045).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Chen, Y., Wang, L., Feng, Y. et al. Effect of Ca and Sm Combined Addition on the Microstructure and Elevated-Temperature Mechanical Properties of Mg-6Al Alloys. J. of Materi Eng and Perform 28, 2892–2902 (2019). https://doi.org/10.1007/s11665-019-04044-9
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-019-04044-9