
Abstract
Metallic whiskers of pure lead (Pb) have been observed in the solder of several types of transistors. The conditions that lead to these whiskers were evaluated, including characterization of the whisker lengths and whisker density as a function of time and temperature. The potential cause and impact they would have on the reliability of electronics has been investigated. Based on these results, it is hypothesized that these whiskers may be caused by the relief of residual stresses that are created during the evolution of Au-In and/or Au-Pb intermetallic compounds or, possibly, by a decomposition of the AuPb3 phase. Due to their small size, the Pb whiskers that were observed were considered to not be a reliability concern, but similar or larger Pb whiskers could cause electrical failure in some applications.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Metallic whiskers (Ref 1) are a concern in electronics if they bridge two electrically conductive surfaces since they can lead to an electrical short and affect the circuit. Latent electrical failures can occur if the whiskers continue to grow or move over time and subsequently short. Electrical failures have been attributed to whiskers in the medical, telecommunication and aerospace industries, for example.
Tin whiskers are a known reliability concern in electronics, but cadmium, zinc as well as other metals are also known to have the potential to form whiskers. Metallic whiskers, which were determined to be lead (Pb), were observed during an internal inspection of transistor packages that had been received from a supplier. The whiskers were about 0.1 µm in diameter and up to 250 µm long. They were concentrated on the areas of the solder die attach that had flowed onto the Au-plated surface beyond the die perimeter and, in an extreme case, could appear as a ‘tangled nest’ (Fig. 1). The long whiskers grew out of disruptions in the solder surface and were often associated with shorter nodules (Fig. 2). Loose whiskers were also observed on top of the transistor die, indicating they could break off.

(a) and (b) Areas of the solder die attach exhibiting a ‘tangled nest’ of whiskers

(a) and (b) Typical areas of base of long whiskers
The potential impact of the observed whiskers on reliability was investigated by (1) determination of the whisker composition, (2) performance of elevated temperature aging tests to characterize their behavior over time and (3) consideration of their potential impact on the electrical behavior of the transistor.
Characterization of Whiskers
Several whiskers were removed from the package, and EDS (energy-dispersive spectroscopy) indicated a Pb-O composition. Visual inspection of these packages showed that the solder discolored over time after being exposed to air so it was not clear whether the as-formed whiskers were Pb or PbO. Sputtering off the oxide surface during Auger analysis confirmed a pure Pb whisker composition.
Examination of other transistors in different style packages from the same supplier revealed additional examples of similar whiskers. The commonality between these devices was that a silicon die was attached to a gold-plated alumina surface with 92.5Pb/5In/2.5Ag solder, and the solder had flowed beyond the die perimeter onto the gold-plated package surface as shown in Fig. 3.

De-lidded transistor showing solder die attach that has flowed onto Au-plated package floor
Thermal Aging Behavior of Pb Whiskers
The key thermal exposures during normal fabrication and screening of the transistors were:
-
1.
Reflow of solder to attach die (310 °C liquidus)
-
2.
Lid seal (with a nominal atmosphere of dry nitrogen) (280 °C melting point of seal material)
-
3.
Burn-in (with electrical bias) for 240 h at 150 °C
-
4.
Thermal cycling (20 cycles from − 55 to 175 °C)
Aging tests were first performed at 150 °C on transistors without electrical bias that determined that bias was not needed to form whiskers. Subsequent testing did not include bias during the elevated temperature aging tests.
The thermal aging characteristics of the whiskers were investigated by varying the aging time and temperature on freshly sealed parts. The packages were subsequently de-lidded and inspected for whiskers using visual and/or scanning electron microscopic examination. The thermal cycling step (step 4, above) was not included in these tests. Due to concerns about oxidation of the Pb whiskers after the packages had been de-lidded the growth of individual whiskers was not typically monitored as a function of aging time. The number of whiskers and the maximum whisker length observed in each test sample were used as metrics for whisker growth.
A total of 142 devices were aged at 150 °C for different times up to 1200 h. They were then de-lidded and inspected. The number of whiskers observed per package is shown in Fig. 4, and the maximum whisker length in each package is shown in Fig. 5. An example of a high density of whiskers is shown in Fig. 1.

Evolution in quantity of whiskers observed in package during aging at 150 °C

Evolution of largest whisker observed in package as a function of aging time at 150 °C
Both the quantity of whiskers and the largest whisker observed in a package increased with additional aging time, and although there was a lot of scatter in the data, the rate of increase in both these metrics decreased over time. Best-fit power law models to the average whisker quantity and average maximum whisker length both indicated a time exponent of 0.7.
The effects of temperature were investigated on 58 more samples over a range of 125-175 °C and times between 6 and 1000 h. No whiskers were observed after 1000 h at 125 °C, while whiskers were observed between 48 and 96 h at 150 °C and between 12 and 24 h at 175 °C. Sufficient data were not obtained to truly quantify the activation energy, but these data indicate an activation energy of 1.25 ± 0.1 eV for the onset of whisker formation.
To evaluate whether changes in individual whiskers could be observed, all the whiskers were removed from two samples that had previously been aged at 150 °C by blowing compressed air into the package. An additional 48 h of aging at 170 °C produced no new whiskers in either part. An additional 48 h at 200 °C produced some changes in the surface of the solder and some features that were considered possible whiskers. An additional 24 h at 250 °C produced 5-10-µm-long whiskers and larger hillocks (Fig. 6 and 7). Lastly, one part was exposed to 275 °C for 24 h. The solder texture changed and many more whiskers formed although no significant change was found in their length. The whiskers that formed at these elevated temperature appeared more needle-like (pointed at the tip) than those that formed at 150 °C.

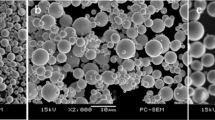
Solder surface after exposure to 250 °C for 24 h

Needles that formed on solder surface after exposure to 250 °C for 24 h
Examination of Solder in Area of Whiskers
Examination of the solder surfaces at the base of the whiskers showed that the whiskers could form either near the die or near the edge of the solder flow field. When the solder preform under the die melts, it flows out from under the die onto the Au-plated surface of the package. In all cases, the transistors that formed whiskers had been built with solder preforms that were somewhat larger than the die so there was a relatively large amount of solder available to interact with the Au.
Although most de-lidded packages that had gone through the 150 °C burn-in exhibited some degree of whisker formation, some packages showed no whiskers. A high density of whiskers appeared in areas where the solder was lumpy (Fig. 1b), and the long whiskers were concentrated in areas where there was a disruption in the solder surface (Fig. 2). A cross section of an area with high whisker density is shown in Fig. 8. Au-In and Au-Pb intermetallic compounds (IMCs) were observed in the Pb-rich matrix. Ag, which is also a constituent in the solder, was mostly concentrated in the area under the die and not near the whiskers. The lumps that were observed on the solder surface can then be associated with the IMCs. The larger IMC phase was Pb-In, but, as shown in Fig. 2, the long whiskers grow from the perimeter of the lump. Figure 8 shows that it is the Au-Pb IMC that is at the perimeter of the Au-In IMC.

Cross section of solder die attach in region with high whisker density
Discussion of Results
In general, there are many different causes of whisker-like features on the surface of metals. Depending on their size and aspect ratio, these features are sometimes called whiskers, hillocks, nodules or filaments. The cause of these features can be divided into three general categories: (1) non-uniform deposition of material on to the surface, (2) interaction of the surface with its environment (e.g., corrosion or oxidation) or (3) extrusion of material. Each mechanism category was considered as a possible cause for the lead whiskers.
Non-uniform deposition of material, either from vapor or liquid, can result in whiskers. Wagner (Ref 2), for example, describes a vapor–liquid–solid mechanism in which a liquid droplet that forms during vapor deposition becomes a preferred site for subsequent deposition from the vapor. Avoiding whisker growth can be a challenge during chemical vapor deposition (Ref 3). Pb whiskers have been observed to form after vapor deposition (Ref 4) or deposition from a liquid-containing Pb ions (Ref 5). Neither a Pb-containing vapor nor liquid was present in these packages, so this mechanism can be eliminated.
Interaction of a free surface with its environment can also cause disruptions of the surface. Oxidation of a metal can result in whiskers (Ref 6), and other chemical reactions/corrosion can result in growth of the material normal to the surface such as the silver sulfide dendrite shown in Fig. 9, which has a very different morphology than the Pb whiskers. Sun (Ref 7) attributed Pb whisker growth in brasses to the stress effects of oxidation or oxygen diffusion along surfaces or grain boundaries. Residual gas analysis (Ref 8) showed no correlation between transistor packages that had a high whisker density and either the oxygen or moisture content in the package. So all these mechanisms were discounted and this investigation focused on extruded material.

Silver sulfide dendrites that formed due to exposure of a silver surface to a sulfur-rich atmosphere
Extruded metallic whiskers can vary significantly in size but are typically about 1-10 µm in diameter and are usually less than 1 mm long. They are most commonly observed in pure Sn and Zn platings. They were first observed in the late 1940s in telecommunication equipment. There are many publications dealing with whisker observations, causes, mitigation techniques and risk assessments (Ref 9). Whiskers can be straight, kinked or irregularly shaped. They can be strong enough to punch through organic conformal coatings (Ref 10) or solder coatings. Figure 10 and 11 shows a straight tin whisker that has pushed through a layer of Pb-Sn solder that had been coated over a Sn plating.

Sn whisker that has punched through a Pb-Sn solder coating

Focused ion beam (FIB) cross section of the base of a Sn whisker that has punched through a Pb-Sn solder coating
The driving force for the growth of material normal to the free surface can be a stress-relief mechanism. The specific cause of the stress can vary. The stresses can be from residual stresses from electroplating, the volumetric change as a secondary phase (e.g., an IMC) grows in the metal, thermally induced stresses caused by thermal cycling and mismatches in the coefficient of thermal expansion (CTE) of different materials, or externally applied stresses (e.g., a scratch) (Ref 11,12,13,14,15). Sines (Ref 12) generated Pb whiskers on an electroplated Pb surface by applying a large compressive force using a clamp. No compressive force or scratches were applied to the solder surface in these transistors.
Electromigration is the growth of whiskers (usually referred to as hillocks) in electronic circuitry due to the current density being so large that the transfer of momentum between conducting electrons and diffusing atoms in a conductor can move the metal atoms in the direction of current flow. These atoms can then build up at a grain boundary in the conductor and extrude normal to the surface of the circuit creating a hillock (Ref 16). The current density in these die attaches is much lower than that which would be needed for electromigration.
The growth rate of whiskers is commonly temperature dependent, but it can be a complex function of temperature. Changing temperature affects the diffusion rate in the material which affects many other properties including creep, IMC growth rate, the annealing/annihilation of dislocations or electromigration. Temperature may also change the stress state in the material due to mismatches in the CTE of different layered materials, or a different phase may be thermodynamically favored at different temperatures.
The principal conclusions from the tests and physical examinations indicate: (1) the time to initiate whiskers decreases as temperature is increased in the range of 125-175 °C, (2) the rate of whisker formation and growth decreases over time and (3) the long whiskers are found at the perimeter of the Au-In IMC, where the Au-Pb IMC phase is observed.
All these observations are consistent with the explanation that the driving force for whisker growth is caused by the relief of internal stresses that are caused by growth of the IMC compounds. That is, the volumetric growth of the Au-In and/or Au-Pb phases may generate compressive stresses in a Pb-rich phase if that phase is trapped between two IMC phases. This mechanism would be similar to one of the causes that is commonly used to describe the growth of Sn whiskers (Ref 14). For example, the atomic volume of Pb and AuPb3 is 18 and 63 mol/g cm3, respectively. For the simple case of Au diffusing into Pb to form AuPb3, the final atomic volume is 63 mol/cm3, while the initial Pb volume is 3 × 18 = 54 mol/cm3 (since there are three Pb atoms per Au atom in the IMC). This means the atomic volume of this region increases by approximately 17% which would place a compressive stress on the remaining Pb. The decrease in the growth rate that occurs over time (Fig. 4 and 5) could be due to the exhaustion of available Pb that is trapped between IMCs or the growth rate of the IMC phases themselves may slow down.
There are also internal stresses in the solder created by CTE mismatches between the Pb-rich solder and the alumina package. Murakami (Ref 17) generated Pb whiskers by thermal cycling oxidized silicon wafers plated with Pb (0.2-10 µm thick). These whiskers were attributed to stresses caused by the CTE mismatch between the silicon and the Pb. Although thermal cycling was not needed to form whiskers in these transistors (absence of the thermal cycle that was applied during cooling down from high-temperature exposures), there is a residual stress at room temperature when the device cools down from the solidus of the solder after reflow. However, if this mechanism were dominant, there would be less whisker growth as temperature was increased as the residual stress due to CTE mismatches is reduced when temperature returns toward the solidus temperature. Therefore, this mechanism is considered less likely.
It is fully recognized that the microstructure that results from solidification of the Pb-In-Ag solder and Au metallization is complex. There are eight different Au-In IMC compounds and three different Au-Pb IMC compounds that can form. These phases will slowly equilibrate over time due to solid-state diffusion. The Au-Pb phase diagram (Fig. 12) shows when an alloy of approximately 80% Pb cools from the melt there is a eutectic reaction at 215 °C in which L = AuPb3 + Pb. Upon further cooling, there is a eutectoid reaction in the range of 107 °C in which AuPb3 = AuPb2 + Pb. So, rather than the relief of residual stresses, it is also possible that the generation of Pb whiskers in the 150 °C range could be caused by the decomposition of the AuPb3 that initially formed during cooling.

Au-Pb phase diagram. Reprinted from Ref 18 with permission from Elsevier
Rossolimo (Ref 19) observed the formation of AuPb3 nodules on the surface of Pb containing a small amount of Au. Most of the AuPb3 formed as precipitates internal to the material, but nodules also formed on the surface. Although nodules were formed on the surface of the transistor solder (Fig. 2), they were not randomly distributed across surface as would be expected by precipitation of AuPb3 from the Pb matrix.
The phase diagram also shows that partial melting would be expected in the tests that were performed at 250-275 °C and a different microstructure could be then formed.
Impact on Electronics
The potential for these whiskers to ultimately cause electrical failure in a transistor was reviewed. First, the aging tests (Fig. 4 and 5) showed that the 240-h burn-in that is normally used to screen all transistors is not long enough to fully stabilize the whiskers. Therefore, there was some risk that the whiskers could continue to grow inside the transistor package over its service life.
Due to the small diameter of these whiskers, the current needed to fuse/vaporize the whisker was estimated to be too low to affect these devices. Next, it was estimated that approximately 100 whiskers that were 0.1 µm in diameter and 250 µm long would have to fuse at the same location in order to deposit a film that was thick enough to affect the device. Although some packages had many whiskers, it was not believed to be plausible that 100 whiskers would fuse at the same location. Finally, the risk of Pb whiskers being able to form a metal plasma was considered. Although the ionization potential for Pb is only 7.4 eV, formation of a metal plasma requires a vacuum and these transistors are sealed with a nitrogen-rich atmosphere. Packages that were between 10 and 14 years old were retrieved, and their internal gas content was analyzed. The results showed low concentrations of oxygen, moisture and argon, so this indicated that the parts had maintained a good seal. Therefore, even if these parts were deployed in a vacuum environment (e.g., space), there was low risk of the gas inside the package being lost and the risk of a metal plasma forming was low.
Conclusions
Although rare, Pb has been shown to form metallic whiskers in electronics when it interacts with Au. These whiskers may be caused by the stresses generated by IMC growth of AuPb and/or AuIn during elevated temperature exposure or, possibly, a decomposition of the non-equilibrium AuPb3 IMC. The risk to electronics reliability is low in most applications, but it has the potential to cause electrical failures in some applications depending on the whisker size, the spacing between conductors and the sensitivity of the circuit to a resistive short.
References
P. Zhang, Y. Zhang, and Z. Sun, Spontaneous Growth of Metal Whiskers on Surface of Solids: A Review, J. Mater. Sci. Techol., 2015, 31(7), p 675–698
R.S. Wagner and W.C. Ellis, Vapor–Liquid–Solid Mechanism of Single Crystal Growth, Appl. Phys. Lett., 1964, 4(89), p 89–90
J. Muller, M. Schierling, E. Zimmermann, and D. Neuschutz, Chemical Vapor Deposition of Smooth in α-Al2O3 Films on Nickel Base Superalloys as Diffusion Barriers, Surf. Coat. Technol., 1999, 120–121, p 16–21
W.A. Thompson, Lead Whisker Growth from the Metallic Vapor Phase, J. Chem. Phys., 1978, 68(4), p 1854–1856
Y. Takeuchi and K. Fujiwara, Pb Whisker Growth from Liquid Phase on Pb-alloy Josephson Device Chips, J. Appl. Phys., 1983, 54(10), p 6053–6054
P. Kofstad, High Temperature Oxidation of Metals, Wiley, Hoboken, 1966, p 36–38
Z.M. Sun, H. Hashimoto, and M.W. Barsoum, On the Effect of Environment on Spontaneous Growth of Lead Whiskers from Commercial Brasses at Room Temperature, Acta Mater., 2007, 55(10), p 3387–3396
Internal Gas Analysis. Mil-Std-883 K, Method 1018.10, Defense Logistics Agency, Columbus OH, 2018
M. Sampson, H. Leidecker, https://nepp.nasa.gov/whisker/index.html. Accessed 7 January 2018
T.A. Woodrow, E.A. Ledbury, Evaluation of Conformal Coating as a Tin Whisker Mitigation Strategy, IPC/JEDEC 8th Intl. Conf. on Lead-free Electronic Components and Assemblies, San Jose, 2005, p 1–25
G.T. Galyon and L. Palmer, An Integrated Theory of Whisker Formation: The Physical Metallurgy of Whisker Formation and the Role of Internal Stresses, IEEE Trans. Electron. Packag. Manuf., 2005, 28(1), p 17–30
G. Sines, Filamentary Crystal Grown from the Solid Metal, J. Phys. Soc. Jpn., 1960, 15(7), p 1199–1210
E. Chason and F. Pei, Measuring the Stress Dependence of Nucleation and Growth Processes in Sn Whisker Formation, JOM, 2015, 67(10), p 2415–2424
L. Qiang and Z. Huang, A Physical Model and Analysis for Whisker Growth Caused by Chemical Intermetallic Reactions, Microelectron. Reliab., 2014, 54(11), p 2494–2500
Y. Liu, P. Zhang, Y.M. Zhang, J. Ding, J.J. Shi, and Z.M. Sun, Spontaneous Growth of Sn Whiskers and a New Formation Mechanism, Mater. Lett., 2016, 178, p 111–114
J.R. Black, Electromigration—A Brief Survey and Some Recent Results, IEEE Trans. Electron. Devices, 1969, 16(4), p 338–347
M. Murakami and T.S. Kuan, Thermal Strain in Lead Thin Films V: Strain Relaxation Above Room Temperature, Thin Solid Films, 1980, 66, p 381–394
J. Wang, H.S. Liu, and Z.P. Jin, Thermodynamic Assessment of the Au-Pb System, CALPHAD, 2004, 28, p 91–95
A.N. Rossolimo and D. Turnbull, Kinetics and Morphology of Precipitation AuPb3 from Pb(Au) Solid Solution, Acta Metall., 1973, 21, p 21–34
Acknowledgments
The laboratory support of M. Ditz, K. Kobayashi, P. Koenig, A. Ozaeta and M. Paet is greatly appreciated as well as the comments provided on the manuscript by J. O’Day and F. Yang.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Helling, D.E. Lead Whisker Formation in the Gold-Lead System. J. of Materi Eng and Perform 28, 1936–1941 (2019). https://doi.org/10.1007/s11665-019-03948-w
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-019-03948-w