
Abstract
Shot peening has been widely used for improving the fatigue performance of structural components. The objectives of this study are to increase the fatigue life of 4340M steel by shot peening and to compare performance at three different shot-peening coverages (100, 200, and 300%). The results show that the optimum coverage for 4340M steel is 200% in this experiment. Scanning electron microscopy (SEM) was used to evaluate the microstructural properties and estimate the depth and length of the resulting cracks. A proposed innovative technique, which still needs further verification, was applied to enable SEM to differentiate between the appearances of the three coverages. Residual stresses measured using x-ray diffraction showed that 200% coverage had comparatively the highest residual compressive stresses.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
4340M steel is extensively used in the aerospace industry due to its excellent mechanical properties. It is used in landing gears and in air-frame components. Fatigue properties are optimized via shot peening. Such methods could be controlled to reach desired properties. Shot peening is controlled by three factors: media, intensity, and coverage. Fatigue properties are optimized via shot peening. For instance, this process is used to strengthen metal parts from gears, turbine blades, jet engine blades, drills, and engine blocks (Ref 1,2,3). Shot peening increases the fatigue life of the steel by inducing beneficial compressive residual stresses. Shot peening blasts the outer surface of the alloy with small spherical balls (peening media). As the peening media hits the surface, plastic deformation occurs, and dents are produced. As the peening media rebounds, residual compressive stresses will be produced. Shot-peening delays the fracture of the alloy by moving cracks beneath the residual compressive stresses. Thus, cracks will need more time to nucleate and propagate. Large crack nucleation and propagation time mean that the alloy tolerates more load until fracture. Thus, the fatigue life increases and, under microstructural examination, the crack will appear larger (Ref 3, 4).
Shot peening induces residual stresses by applying external loads that produce localized inelastic or plastic deformation when the media hits the surface. The elasticity that occurs when the media rebounds produces both tensile and compressive residual stresses. The residual stress depth depends on the diameter of the media. Since all media that will be used to shot peen a particular component will have the same diameter, the depth of the indentations will be equal. To have effective residual stresses, the sum of the external loads and the applied loads should not exceed the yield strength of the material. At short life spans, the applied stresses are high enough to cause yielding (relaxation) before introducing the residual stresses. At long life spans, the sum of the external loads and the applied loads will not exceed the yield strength of the material. Thus, shot peening has its greatest effect at long life spans (Ref 5,6,7).
Peening media are the objects that are shot at the surface of the material. Various materials used for peening media include cast steel shot hard (ASH), cast steel shot regular (ASR), cut steel wire shot, glass beads, ceramic beads, and stainless steel shot. The media should have spherical shape, high hardness level, and be durable. Having a workpiece softer than the media will ensure that most of the energy will be absorbed (Ref 8,9,10,11,12). Shot peening produces dents at the surface of the peened material. The peening intensity or the impact energy controls the dent sizes. By increasing the intensity, the dent size will be increased. Surface dents produce compressive residual stresses only if their depth is at a specified range. By exceeding the specified intensity range, the compressive stresses could be shifted to detrimental tensile subsurface stresses (Ref 6, 13).
Shot-peening coverage is defined as the percentage of the peened surface consisting of indentations. The percentage increases with the amount of time, or passes, that have been applied to the workpiece. Coverage must be full or complete, defined as 98-100% of the required area having been dented. A coverage of 98% is considered full since compression extends beyond the diameter of the dent. Some applications require coverage beyond 100%. To achieve coverage beyond 100%, the 100% coverage exposure time, or passes, must be multiplied by the required increasing factor. For example, if the exposure time to reach 100% is 2 min, doubling the time to 4 min increases the coverage to 200%; to reach 300% coverage, 6 min is required. A disadvantage of exceeding full coverage is that some areas will be hit more than other areas, which might generate a non-uniform surface (Ref 5, 7, 14,15,16).
Torres et al. (Ref 4) investigated the shot-peening effect on 4340 steel with two different hardness values: 39 and 53 HRC. The coverage used in this investigation was 200%. The depth of the compressive stresses of the 39 HRC was lower than the 53 HRC, and shot peening enhanced the 4340 steel fatigue limit by approximately 10% when the hardness was 53 HRC. At 39 HRC, however, the fatigue properties did not improve. Prevey et al. (Ref 17) investigated the shot-peening coverage effect on residual stresses, cold work, and the fatigue life of the 4340 steel. Three shot-peening coverages were used for the study: 20%, 100%, and 300%. The fatigue properties of the 20 and 100% coverage were approximately equal, while the 300% coverage had the lowest fatigue properties. Prevey (Ref 17) concluded that excessive residual compressive stresses were detrimental to the 4340 steel at 38 HRC.
There exists a significant amount of prior research on the effect of shot peening on 4340 steel or other alloys (Ref 18,19,20,21,22,23,24,25,26,27,28,29,30,31). It appears, however, that there have been no studies comparing different percentages of shot-peening coverages for 4340M steel with a hardness of ~ 55 HRC. The objectives of this paper are to increase the fatigue life of the 4340M steel through shot peening by determining the optimum shot-peening coverage (among 100, 200, and 300%) when the hardness is 55 HRC and at fully reversed mode at a stress ratio R = − 1.
Experimental Procedures
Specimen Preparation
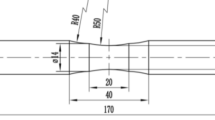
Two bars of 4340M steel, 1.27 cm diameter (0.5″) and 3.05 m long (10 feet), were sectioned and machined to 60 rotating beam fatigue specimens, per ISO-1143 (Ref 32). The length of the samples was 10 cm (4 inches) in length, 1.27 cm (0.5 inches) in diameter, and 0.57 cm (0.225 inches) in the fillet diameter. The fatigue specimens were heat-treated to ~ 55 HRC per AMS 6417 and AMS2759/2 specifications (Ref 33, 34). The fatigue specimens were first austenitized at 871 °C ± 4 °C (1600°F) and then gas-quenched using nitrogen. The specimens were then double-tempered for 2 h each at 302 °C ± 12 °C (575°F ± 10°F) and finally cooled to room temperature. The samples were notched to simulate gear tooth root fillets, since the primary application behind the study involved gears. The notch factor, or the stress concentration, was equal to 2.05. (The stress concentration factor is defined as the ratio of the maximum stresses at the notch to the applied stresses.) The fatigue samples were sanded and ground along both ends to insure straightness. A short bar, 3.81 cm diameter (1.5 inch diameter), was sectioned into eight circular flat samples, each with a thickness of 1.27 cm (0.5 inch). The circular flat samples for residual stress measurements were also heat-treated to ~ 55 HRC per AMS 2759/2, AMS 2759/7, and AMS 6417 specifications (Ref 33, 34). The exact composition of the 4340M steel that was used in this study was in accordance with AMS-6417 (Ref 33). It contained 0.415 wt.% carbon (C), 1.6 wt.% silicon (Si), 0.72 wt.% manganese (Mn), 0.79 wt.% chromium (Cr), 0.39 wt.% molybdenum (Mo), 1.74 wt.% nickel (Ni), 0.03 wt.% copper (Cu), 0.023 aluminium (Al), and 0.07 wt.% vanadium (V). Figure 1 and 2 shows a rotating fatigue specimen and a circular flat specimen (Ref 32,33,34).

Rotating fatigue specimen

Circular flat specimen for residual stress measurement
Fatigue Procedures
The number of cycles to failure was determined using a Rotating Beam Fatigue Testing Machine (model RBF-200), per ISO-1143E (Ref 32), applying moment loads. The two stresses 1378 and 1448 MPa (200 and 210 Ksi) were specified to observe the metal behaviour at such stresses. The machine used moment load instead of stress, and the stresses were converted to moment loads using Eq 1 where Kt is the stress concentration factor (set here to 2.05) and d is the diameter of the fatigue specimen measured at the notch (Ref 32, 35, 36).
The selection of 1378 MPa (200 Ksi) and 1447 MPa (210 Ksi) test stresses was intended to provide adequate differences in fatigue life, without having to extend testing beyond 1 million cycles. Initially, it was intended to obtain ~ 100,000 cycles at the higher stress level and several hundred thousand cycles (approaching 1 million cycles) at the lower stress level. Initially, the selected stresses were 1310 and 1448 MPa (190 and 210 Ksi). At 1310 MPa (190 Ksi), the expected or targeted number of cycles to failure was 1 million. The first four tested specimens of the 100 and 200% coverage did not break at 1310 MPA (190Ksi). Therefore, the lower stress level was stepped up to 1378 MPa (200 Ksi). Another constraint was the limited amount of the test samples available.
Microstructural Analysis
Comparing coverages below 100% with a coverage of 100% is much easier than comparing coverages beyond 100% with each other. At 200% coverage, for example, few additional dents are created (Ref 14, 15, 37).
A scanning electron microscope (SEM) model FEI Quanta 200 was used to examine the fractured surfaces of the shot-peened specimens with the three coverages. Two samples from each coverage were evaluated. SEM was used to differentiate between the three coverages by using circular flat specimens. This is contrary to the hypothesis of other researches, where SEM was not used to check or differentiate coverages beyond 100% (Ref 14, 15, 37, 38). In section 3, a proposed innovative technique, which still needs to be further verified, is described that was able to differentiate the effects of the various coverages.
Residual Stress Measurement
Flat circular samples (Fig. 2) were machined and used to measure the residual stresses after shot peening at Lambda Research Corporation. Measurements were taken using an x-ray diffraction method, at six depths: 0, 0.051, 0.102, 0.152, 0.201, and 0.254 mm (0, 0.002, 0.004, 0.006, 0.008, and 0.01 inch). The measurements were taken in the radial direction from the (211) planes of the BCC structure of the 4340M steel. The two-angle sine-squared-psi technique was used, in accordance with SAEHS-784 (Ref 39, 40).
Results and Discussion
Coverage Differentiation
Shot peening induces dimples on the outer surface of the material; as the coverage increases, the dimples increase. By using SEM and optical microscopy, the three coverages (100, 200, and 300%) were not differentiated. The shot-peened specimens looked the same even when the coverage was doubled or tripled. However, the edges of the specimens did not look the same when using SEM. SEM emits electron beams to a specimen; the electrons interact with atoms in the specimen. Secondary electrons will be reflected, the electron detector will detect them, and an SEM image will be obtained. If the surface has edges, then the brightness of the images will not be uniform. At the edges, fillets, and ridges, the brightness will be higher than at flat spots. This is because increasing the number of electrons detected increases the brightness (Ref 38).
Circular flat specimens were used to differentiate between the three coverages. The specimens were only shot-peened on the top and the bottom planes. The side plane was not shot-peened, as shown in Fig. 3. The specimens were placed on the SEM chamber, and their side plane was observed. The edge of the side plane is the corner between shot-peened side and non-shot-peened side. The corner between the two planes had a 90° angle before shot peening. After shot peening, a very small fillet is expected to be produced at the edges. It is expected that, as the coverage increases, the brightness at the edge will increase.

Circular flat specimen shot-peening condition
Figure 4(a), (b), and (c) shows SEM micrographs for flat circular shot-peened specimens with coverages of 100, 200, and 300% coverage, respectively. The three figures have non-uniform brightness levels. At the edge of the specimens, the brightness increased significantly; the arrows point towards that increase. The increase in the brightness indicates that fillets were produced. Increasing the coverage is expected to increase the fillet diameter, because more dents will be created (Ref 38). Therefore, the brightness level will increase as the shot-peening coverage increases. Higher brightness indicates that the shot-peening coverage was increased (Ref 38). The brightness serves as a qualitative method of comparison. This proposed innovative technique, which still needs to be verified, of focusing on brightness levels at specimen edges enables effective differentiation of coverage levels beyond full coverage.

(a) 100% coverage shot peening, (b) 200% coverage shot peening, and (c) 300% coverage shot peening
Fatigue Results
The fatigue tests were conducted at 1378 and 1448 MPa (200 and 210 Ksi). In general, it is expected that, as the shot-peening coverage increases, the fatigue life will increase. Yet too much shot peening could convert the beneficial residual stresses to detrimental residual stresses (Ref 1, 41). Therefore, the fatigue results will help to determine the optimum coverage for the 4340M steel in this experiment. Two non-shot-peened samples were fatigue tested at 1378 and 1448 MPa (200 and 210 Ksi), as given in Table 1.
Table 2 shows the average results for the three coverages and the result for the non-shot-peened sample. The rotational speed for all specimens was 6000 rpm. The measured diameters for all specimens were approximately 5.7 ± 0.005 mm (0.225 ± 0.002 inch). Seven samples from the 100% coverage group were tested at 1378 MPa (200 Ksi), and all of them broke. Six samples from the 200% coverage group were tested at 1378 MPa (200 Ksi), and all of them broke. Five samples from the 300% coverage group were tested at 1378 MPa (200 Ksi), and only three samples broke. The average number of cycles to failure for all shot-peening coverages increased as compared to the non-shot-peened specimen at 1378 MPa (200 Ksi), as shown in Table 2.
From Table 2 and Fig. 5, the 200% coverage showed higher fatigue performance (a larger number of cycles) among the three coverages. The 100% coverage improved the fatigue life by 5.7×, the 200% by 16×, and the 300% by 7.2× as compared to the non-shot-peened material. The number of cycles to failure was more than doubled when the coverage was increased from 100 to 200%. Tripling the coverage from 100 to 300% coverage showed only slightly higher fatigue life. The 300% coverage did not show higher fatigue life than the 200% coverage for all specimens. Only two out of five specimens from the 300% coverage did not break. Fatigue life of three specimens from the 300% coverage group was less than the 200% coverage. Applying 1378 MPa (200 Ksi) to the 4340M steel shot-peened with 300% coverage showed ambiguous results. The 300% coverage could make the fatigue life of the 4340M steel very high, or it could make it less than the 200% coverage. Thus, 200% coverage is the optimum shot-peening coverage for the 4340M steel with ~ 55 HRC hardness when the applied stress is 1378 MPa (200 Ksi). This result is in accordance with Torres’ study (Ref 4), where he used the 200% coverage to shot peen 4340 steel with a hardness of ~ 53 HRC. The 200% coverage or the lower coverage data are in accordance with the data of other researchers (Ref 4, 14), where low coverage had less side effects than high coverage, and cost less than generating 300% coverage.

Shot-peened 4340M steel (~ 55 HRC) fatigue results, 1378 MPa (200 Ksi) applied stress
Table 3 shows the average results for the three coverages and the result for the non-shot-peened sample using 1448 MPa (210 Ksi) stress. Ten samples from the 100% coverage group were tested at 1448 MPa (210 Ksi); only one sample did not break. Ten samples from the 200% coverage group were tested at 1448 MPa (210 Ksi); all of them broke. Five samples from the 300% coverages were tested at 1448 MPa (210 Ksi); all samples broke. The average number of cycles to failure for all shot-peening coverages increased as compared to the non-shot-peened specimen at 1448 MPa (210 Ksi). The 100% coverage improved the fatigue life by 3.3×, the 200% by 4.1×, and the 300% by 5.4× as compared to the non-shot-peened material.
From Fig. 6, the 300% coverage showed higher fatigue performance among the three coverages. The fatigue results showed that as the shot-peening coverage increases (even to 300%), the number of cycles to failure increases for the 1448 MPa (210 Ksi) applied stress. It should be noted, however, that the difference between the lowest and highest number of cycles value for the 300% coverage vary widely. Therefore, the 300% coverage results do not allow the conclusion that this represents the optimum coverage. The 200% coverage still appears optimal for the 4340M steel when the hardness is 55 HRC.

Shot-peened 4340M steel (~ 55 HRC) fatigue results, 1448 MPa (210 Ksi) applied stress
Figure 7 shows the average fatigue results for both stresses. At 1448 MPa (210 Ksi), the 300% coverage had the highest number of cycles to failure. At 1378 MPa (200 Ksi), the 200% coverage had the highest number of cycles to failure. However, the 300% coverage did not show significant improvement over the 200% coverage; note the vertical lines in Fig. 7. The 200% coverage at 1378 MPa (200 Ksi) showed significant improvement when compared to the 300% coverage. The 200% coverage appears to be the most reliable shot-peening coverage for the 4340M steel for both stresses. The results are in accordance with the findings of other researchers (Ref 22, 42) that overlong peening time might give rise to excessive plastic deformation which will shorten the fatigue life. The results are not in accordance with other researchers (Ref 17, 41, 43,44,45) who indicated that full coverage (100%) is best for industrial applicators.

Graph of average fatigue results for all shot-peening conditions
SEM Evaluation
Figure 8-11 shows scanning electron microscope micrographs at 1000× and 5000× magnifications (a and b) of 4340M steel subjected to 1378 MPa (200 Ksi) applied stress. The non-shot-peened specimen in Fig. 8 showed ductile fracture mode. Figure 9, 10, and 11 shows mixed mode fracture appearance of the shot-peened specimens, where microvoid coalescence (MVC) and some cleavage shapes appeared. In Fig. 9, the steel was shot-peened with 100% coverage and the number of cycles to failure was 100,200. In Fig. 10, the steel was shot-peened with 200% coverage and the number of cycles to failure was 212,700. In Fig. 11, the steel was shot-peened with 300% coverage and the number of cycles to failure was 122,300. SEM evaluation suggests that shot peening moves cracks beneath the surface, so when a specimen fractures, the cracks will look larger or deeper. At high stress (1378 MPa (200 Ksi)), the optimum shot-peening coverage for the 4340M steel with 55 HRC hardness and R = − 1 is 200%. The SEM evaluation correlates with the fatigue results (Ref 1, 2).

Micrograph of non-shot-peened sample, stress of 1378 MPa (200 Ksi); magnification of (a) ×1000, and (b) ×5000

Micrographs of shot-peened sample with 100% coverage, stress of 1378 MPa (200 Ksi); magnification of (a) ×1000, and (b) ×5000

Micrograph of shot-peened sample with 200% coverage, stress of 1378 MPa (200 Ksi); magnification of (a) ×1000, and (b) ×5000

Micrograph of shot-peened sample with 300% coverage, stress of 1378 MPa (200 Ksi); magnifications of (a) ×1000, and (b) ×5000
Figure 12-15 shows SEM micrographs of 4340M steel subjected to 1448 MPa (210 Ksi) applied stress. The non-shot-peened specimen in Fig. 12 showed ductile fracture mode. Figure 13-15 of the shot-peened specimens shows mixed mode fracture appearance, where microvoid coalescence (MVC) and some cleavage shapes appeared. In Fig. 13, the steel was shot-peened with 100% coverage and the number of cycles to failure was 57,000. In Fig. 14, the steel was shot-peened with 200% coverage and the number of cycles to failure was 67,800. In Fig. 15, the steel was shot-peened with 300% coverage and the number of cycles to failure was 94,500.

Micrograph of non-shot-peened sample, stress of 1448 MPa (210 Ksi); (magnification of (a) ×1000, and (b) ×5000

Micrograph of shot-peened sample with 100% coverage, stress of 1448 MPa (210 Ksi); magnification of (a) ×1000, and (b) ×5000

Micrograph of shot-peened sample with 200% coverage, stress of 1448 MPa (210 Ksi); magnification of (a) ×1000, and (b) ×5000

Micrograph of shot-peened sample with 300% coverage, stress of 1448 MPa (210 Ksi); magnification of (a) ×1000, and (b) ×5000
Residual Stress Measurements
The residual stress measurements were executed at six depths as shown in Fig. 16. At the surface (0 mm or 0 inch) and at ~ 0.051 mm (~ 0.002 inch), the 100% coverage showed slightly higher compressive stresses than the 200 and the 300% coverage. At 0.102 mm (0.004 inch), the 200% coverage showed higher compressive stresses. Figure 16 shows the significant difference as compared to the 100 and 300% coverages. At 0.152 mm (0.006 inch), tensile stresses start to appear. The 200% coverage has slightly the lowest values of tensile stresses at 0.152 mm (0.006 inch). At 0.2 mm (0.008 inch), the 200% and the 300% coverages had approximately equal values of tensile stresses, less than the 100% coverage value. At 0.254 mm (0.01 inch), the 200% coverage showed slightly the lowest tensile stresses.

4340M steel stress measurements distribution
Modelling
A statistical comparison of the different coverages at each stress level can be visualized using a Weibull plot, with ln(ln(1/Ps)) (Ref 46), where Ps is the probability of survivability, on the vertical axis, and ln(cycles to failure) on the horizontal axis. A higher slope indicates less variability in the resulting cycles to failure. Table 4 includes the cycles to failure for each coverage at 1378 MPa, as well as the average, standard deviation, and Weibull slope for the various test runs. Table 4 includes the same data at 1448 MPa.
The slopes are plotted in Fig. 17 and 18 with slopes determined by regression. The second plot shows the clear superiority of 200% coverage at 1448 MPa (210 Ksi) stress (with a slope over twice that of the 100 and 300% coverages). At 1378 MPa (200 Ksi), the 300% coverage shows a greater slope, though this result should be qualified since only three data points were available for this run. Alternatively, it should be noted that the 200% coverage results at 1378 MPa (200 Ksi) show outlying points at the extremes; when removed from the analysis, the slopes at 200 and 300% are nearly identical.

Weibull analysis for 1378 MPa (200 Ksi) applied stress

Weibull analysis for 1448 MPa (210 Ksi) applied stress
Conclusions
-
SEM was used to differentiate three coverages, 100, 200, and 300% by focusing on the specimens’ edges. This is an innovative technique which needs to be further verified.
-
SEM examinations on fractured surface revealed mixed mode fracture for all shot-peened specimens and ductile fracture mode for non-shot-peened specimens.
-
The 200% coverage was the optimum coverage for 4340M steel in this experiment, when the applied stress was 1378 Mpa (200 Ksi). This was shown by fatigue tests results having higher fatigue life.
-
Weibull plots confirm the superiority of the 200% coverage.
-
The 300% coverage had higher fatigue life when the applied stress was 1448 MPa (210 Ksi). Yet the 300% coverage for the 4340M steel with ~ 55 HRC hardness did not increase the fatigue life significantly as compared to the 200% coverage.
-
The S-N curve revealed inconsistent results for the 300% coverage. Thus, the 200% coverage would still be the optimum coverage for the 4340M steel in this experiment.
-
The residual stress measurements indicated that the 200% coverage had comparatively the highest residual compressive stresses. It also had slightly the lowest tensile stresses as compared to the other coverages.
References
R.I. Stephens, A. Fatemi, R.R. Stephens, and H.O. Fuchs, Metal Fatigue in Engineering, 2nd edn. Wiley, New York, 2001, p. 33–43, 59–70, 79–83
D.R. Askeland and W.J. Wright, The Science and Engineering of Materials, 7th edn. Cengage Learning, 2014, p. 462–480, 230–256
W.D. Callister, Materials Science and Engineering an Introduction, 7th edn. Wiley, Incorporated, 2007, p. 360–363, 342–345, 301, 209–214
M.A.S. Torres, M.P. Do Nascimento, and H.J.C. Voorwald, Consideration of Shot Peening Treatment Applied to a High Strength Aeronautical Steel with Different Hardnesses. Shot Peening, 2002, p. 37–43
D. Kirk, Essential Elements of Shot Peening, Shot Peener, 2015, 29(2), p 28–38
D. Bruer, Shot-Peening Applications, 9th ed., Metal Improvement, Hackensack, 2005
D. Kirk, Residual Stresses in Shot Peened Components, Shot Peener, 2004, 18(4), p 24–26
E. Nordin and B. Alfredsson, Measuring Shot Peening Media Velocity by Indent Size Comparison, J. Mater. Process. Technol., 2016, 235, p 143–148
R.D. Gillespie and H. Gloerfeld, An Investigation of the Durability and Breakdown Characteristics of Shot Peening Media. The Shot Peener, ICSP4 Proceedings 27, 1990
R.D. Gillespie, Shot Peening Media: Its Effect on Process Consistency and Resultant Improvement in Fatigue Characteristics. The Shot Peener, 1993, p. 81–90
SAE Aerospace Material Specification, AMS 2431/2: Peening Media (ASH) Cast Steel Shot, High Hardness (55 to 62 HRC), 2010
SAE International, AMS-2430: Shot Peening, Automatic, Aerospace Material Specification, New York, 2015
D. Kirk, Peening Intensity: True Meaning and Measurement Strategy, Shot Peener, 2016, 30(3), p 26–36
A. Shaker, Surface Engineering: Effect of Shot Peening Controls on Consistent Treatment, Elsevier, Essex, 1990, p 417–427
J. Cammett, Shot Peening Coverage the Real Deal, Shot Peener, 2007, 21(3), p 8–14
J. Cammett, Are You Peening Too Much? Shot Peener, 2014, 28(3), p 10–14
P.S. Prevey and J.T. Cammett, The Effect of Shot Peening Coverage on Residual Stress, Cold Work, and Fatigue in a Ni-Cr-Mo Low Alloy Steel, ed. L. Wagner. Prcds of International Conference on sht. Png, ICSP-8, 16–20, Sep., Munidy 2002, p. 295–304
R. Seddik. J. Petit, B.S. Rabii, A. Attig and R. Fathallah, Predictive Design Approach of High-Cycle Fatigue Limit of Shot-Peened Parts, Int. J. Adv. Manuf. Technol., 2017, 93(5–8), p 2321–2339
M. Kulekchi, Critical Analysis of Processes and Apparatus for industrial Surface Peening Technologies, Int. J. Adv. Manuf. Technol., 2014, 74, p 1551–1565
C. Wang, J. Hu, Z. Gu, Y. Xu, and X. Wang, Simulation on Residual stress of shot Peening Based on a Symmetrical cell model, Chin. J. Mech. Eng., 2017, 30, p 344–351
S.M.H. Gangaraj, M. Guagliano, and G.H. Farrahi, An Approach to Relate Shot Peening Finite Element Simulations to the Actual Coverage, Sfc Ctg. Tech., 2014, 243, p 39–45
M.L. Aggarwal and P.S. Chawla, Issues in Fretting Fatigue Design of Shot Peened Leaf Springs, IJEMS, 2007, 14(6), p 414–418
V. Lianeza, F.J. Belzunce, V. Lianeza, and F.J. Belzunce, Optical shot Peening Treatments to Maximize the Fatigue Life of Quenched and Tempered Steels, JMEPEG, 2015, 24, p 2806–2815
M.A. Torres, D.T. Harada, C. Baptista, and M. Fonseca, Effect of Shot Peening on Fatigue Behavior of AISI, 4340 in Different Loading Conditions, Trans. Tech. Pub, Zurich, 2016
A. Vielma, V. Lianeza, and F. Belzunce, Shot Peening Intensity Optimization to Increase the Fatigue Life of a Quenched and Tempered Structural Steel, Procedia Eng., 2014, 74, p 273–278
P. Trung, N. Khun, and D. Butler, Effects of Shot Peening Pressure, Media Type and Double Shot Peening on the Microstructure and Tribological Properties of Low-Alloy Steel, Surf. Topogr. Metrol. Prop., 2016, 4(4), p 045001
K.J. Marsh, Shot Peening: Technologies and Applications, EMAS, London, 1993
A. Ghasemi, J. Hassani-Gangraj, S. Mahmoudi, G. Farahi, and M. Guagliano, Shot Peening Coverage Effect on Residual Stress Profile by FE Random Impact Analysis, Surf. Eng., 2016, 32(11), p 861–870
O. Unal, I. Zulcic, R. Varo, R. Karadermi, and S. Ates, Novel Type Shot Peening Applications on Railway Axle Steel, J Min. Met. Mater. Eng., 2016, 2, p 1–5
T. Pham, N. Khun, and D. Butler, New Approach to Estimate Coverage Parameter in 3D FEM Shot Peening Parameter in 3D FEM Shot Peening Simulation, Surf. Eng., 2017, 33((a)), p 687–695
J. Sakamoto, Y.S. Lee, and S. Cheong, Effect of Shot Peening Coverage on Fatigue Limit in Round Bar of Annealed Medium Carbon Steel, J. Mech. Sci. Technol., 2014, 28(9), p 3555–3560
International Standard, ISO-1143E: Metallic Materials—Rotating Bar Bending Fatigue Testing, 2nd ed., ISO, Geneva, 2010
SAE International, AMS-6417: Steel Bars, Forgings, and Tubing 1.6Si-0.82Cr-1.8Ni-0.4Mo-0.07 V (0.38–0.43 °C) Premium Quality, Consumable Electrode Melted, Aerospace Material Specification, New York, 1968
SAE International, AMS-2759/2: Heat Treatment of Steel Parts General Requirements, Aerospace Material Specification, West Conshohocken, 1984
ASTM International, ASTM-E1823: Standards Terminology Relating to Fatigue and Fracture Testing, ASTM, West Conshohocken, 2000
Fatigue Dynamic, Instruction Manual: Model RBF-200, Rotating Beam Fatigue Testing Machine. MI, 1985
SAE International, J2277: Shot Peening Coverage, Surface Vehicle Recommended Practice, New York, 2003
Northern Arizona University, Class Notes; Signals, Secondary Electrons. NAU. Retrieved on 02 May 2017
SAE International, HS-784: Residual Stress Measurement by X-ray Diffraction. PA, 2007
M.E. Fitzpatrick, A.T. Fry, P. Holdway, F.A. Kandil, J. Shackleton, L. Suominen, Determination of Residual Stresses by X-Ray Diffraction, Meas. Good Pract. Guide, 2005, 52, p 1–68
P.P. Sanjuro, Construction and Manufacturing Engineering (Ph.D. Thesis) University of Oviedo, Gijon Spain, 2012
A. Ahmed, M. Mhaede, M. Basha, M. Wollmann, and L. Wagnerd, Effect of Shot Peening Parameters and Hydroxyapatite Coating on Surface Properties and Corrosion Behavior of Medical Grade AISI, 316L Stainless Steel, Surf. Coat. Technol., 2015, 280, p 347–358
A.T. Vielma, V. Lianeza, and F.J. Belzunce, Effect of Coverage and Double Peening Treatments on the fatigue Life of a Quenched and Tempered Structural Steel, Surf. Coat. Technol., 2014, 249, p 75–83
T. Ludian, L. Wagner, Coverage Effects in Shot Peening of Al 2024-T4, Proceedings of International Conference of Shot Peening ICSP-9, V. Schulze, 6–9 September (Paris), 2005, p. 296–301
AMS Shot Peening of Metal Parts, AMS-S 13165, SAE Standard. SAE International, 1997
M.A. Meyers and K.K. Chawla, Mechanical Behavior of Materials, Prentice Hall, New Jersey, 1999, p 368–376
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
AlSumait, A., Li, Y., Weaser, M. et al. A Comparison of the Fatigue Life of Shot-Peened 4340M Steel with 100, 200, and 300% Coverage. J. of Materi Eng and Perform 28, 1780–1789 (2019). https://doi.org/10.1007/s11665-019-03891-w
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-019-03891-w