
Abstract
In the current study, combined parallel tubular channel angular pressing (PTCAP) and tube backward extrusion (TBE), as a recently developed severe plastic deformation (SPD) method, were applied at 300 °C on a commercial Mg-3Al-1Zn alloy tubes to achieve an ultrafine grained structure. Then, the microstructure, hardness, tensile properties, and fractography evaluations were done at room temperature on the SPD-processed samples. Also, to study the hot tensile ductility of the SPD-processed samples, tensile testing was performed at an elevated temperature of 400 °C, and then, the fractured surface of the tensile samples was studied. It was observed that a bimodal microstructure, with large gains surrounded by many tiny ones, was created in the sample processed by PTCAP followed by TBE. This microstructure led to reach higher hardness and higher strength at room temperature and also led to reach very high elongation to failure (~ 181%) at 400 °C. Also, the value of elongation to failure for this sample was ~ 14.1% at room temperature. The fractographic SEM images showed the occurrence of predominately ductile fracture in the samples pulled at 400 °C. This was mostly due to the nucleation of microvoids and their subsequent growth and coalescence with each other.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Magnesium alloys because of their recyclability, good castability, high specific strength, and lowest density among all the structural metals are one of the great potential alloys to be used in the transport technology, automotive parts, aerospace, and construction applications (Ref 1, 2). However, the major factors that prevent the widespread practical use of Mg alloys are the poor formability and workability at room temperature due to their hexagonal close-packed (hcp) crystal structure and their insufficient number of slip systems. The number of independent modes for the basal slip is only two. The basal slip is the dominant slip system at room temperature for the hexagonal crystals such as Mg. The ductility of Mg alloys can be improved with increasing temperature, because of the enhancement of the activity of non-basal slip systems at high temperatures (Ref 3, 4). It has been observed that the ductility can be improved by refining the grain structure, which is commonly achieved via severe plastic deformation (SPD) methods. SPD methods are effective in achieving the ultrafine grain structure and excellent mechanical properties (Ref 5). Some SPD methods which have been used successfully in grain refinement of the bulk materials are such as high-pressure torsion (HPT) (Ref 6), equal channel angular pressing (ECAP) (Ref 7, 8), accumulative roll bonding (ARB) (Ref 9), and cyclic extrusion compression angular pressing (CECAP) (Ref 10). In recent years, several SPD methods such as high-pressure tube twisting (HPTT) (Ref 11), accumulative spin bonding (ASB) (Ref 12), tubular channel angular pressing (TCAP) (Ref 13), and parallel tubular channel angular pressing (PTCAP) (Ref 14) were developed for refining the grain structure in tubular components. The PTCAP method has several advantages. Firstly, it needs low process load, and secondly, it has a very good strain homogeneity through the directions of thickness and length (Ref 14). UFG materials have sufficient ductility at room temperature and superplastic properties at high strain rates. Additionally, UFG structure is reasonably stable at elevated temperatures and can lead to providing superplastic behavior in the tensile testing (Ref 15). This motivates the researchers to increase the ductility and formability of Mg alloys via SPD methods at room and elevated temperatures. Some studies such as Ref 16,17,18,19,20,21 were done to investigate the improvement in ductility of the AZ31 alloy by grain refinement using the ECAP method. For example, Lapovok et al. (Ref 18) achieved superplastic elongation with a maximum recorded elongation of 1210% after tensile testing at a temperature of 623 K and a strain rate of 10−4 1/s on the AZ31 sample processed by six-pass ECAP at a pressing temperature of 423 K using the high back pressure in a die with channel angle of 90°. They mentioned that these testing conditions led to the formation of bimodal grain structure containing the large grains surrounded by many tiny ones; this bimodal microstructure caused the larger grains more easily to accommodate grain boundary sliding through intragranular slip and twinning and also caused contributing to the strain hardening, so led to suppress necking. In recent years, the needs for the high ductility Mg alloy tubes have been increased in some industries, but few efforts have been done for achieving the Mg alloy tubes with high ductility. Abdolvand et al. (Ref 22) studied the effects of PTCAP and TBE, as a novel combined SPD method, on the mechanical and microstructural properties of AZ31 alloy tubes at 250 °C. After tensile testing only at room temperature, they saw that in the PTCAP + TBE-processed sample, the yield strength and the ultimate tensile strength were increased, but ductility was decreased. Fata et al. (Ref 23, 24) applied PTCAP process, up to 3 passes, on the AZ31 alloy tubes at a temperature of 300 °C. After tensile testing at room and elevated temperatures, they observed that the two-pass PTCAP-processed sample exhibited the best ductility of 263% at the tensile temperature of 400 °C and a strain rate of 10−3 1/s. The PTCAP method cannot be applied for thin-walled tubes. Because of the hollow geometry of the cylindrical punch with a limited yield strength and buckling strengths, there is a limitation in the used tube length. Also, when the tube length increases, the length of the hollow punch has to be increased, but this leads to decreasing the buckling strength (Ref 25).
However, almost no study was done on the hot tensile behavior of thin-walled Mg tubes processed via combined method. In this study, both of the hot and room temperature deformation behaviors of AZ31 alloy tubes processed via a combination of PTCAP and TBE are investigated, and the mechanical and microstructural characteristics of the processed and unprocessed AZ31 tubes were studied at room temperature and 400 °C.
Experimental Procedure
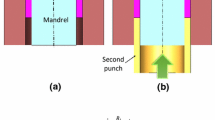
This investigation was conducted using an as-cast commercial AZ31 (Mg-3 wt.% Al-1 wt.%Zn) magnesium alloy provided in the form of tubes with an outer diameter of 20 mm, a thickness of 2.5 mm, and a length of 40 mm as starting samples. The schematic and die parameters of the PTCAP and TBE processes are shown in Fig. 1 and 2. These parameters are as following: the channel angles ϕ1=ϕ2 = 150°, the angle of the curvature Ψ1 = Ψ2 = 0°, R1 = 8.75 mm, R2 = 11.25 mm, R0 = 10 mm, and r0 = 7.5 mm and r f = 9.25 mm. The radius of the angles of Fig. 1 is equal to zero. The total equivalent strain \( {\bar{\varepsilon }} \) of this combined process (PTCAP + TBE) is obtained from Eq 1 (where N is the number of PTCAP passes, and the other parameters are the same as shown in Fig. 1 and 2) (Ref 22).

Schematic of (a) first half pass and (b) second half pass of the PTCAP process along with the die parameters

Schematic of (a) TBE process and (b) die parameters of TBE
In this study, the combined process is conducted in two steps. In the first step, the PTCAP process is applied to the AZ31 alloy tubes with a ram speed of 10 mm/min at the temperature of 300 °C. To reduce the frictional forces during the process, the MoS2 paste was used on the contacting surfaces of the billet and die (Ref 26). In the PTCAP process, as seen in Fig. 1, the first punch presses the tube into the two shear zones situated in the gap between the mandrel and die and leads to an increase in the inner diameter of the tube. Then, the second punch presses the tube back to decrease the tube diameter to its initial value. In the second step, the TBE process is applied to the PTCAP-processed and unprocessed tubes, at the temperature of 300 °C. All tests of this study were done under the isothermal conditions, and the die and tubes have the same temperature. In TBE process, the punch presses the tube to reduce its thickness. After applying TBE, the thickness of the tubes decreased from the initial value of 2.5-0.75 mm (with a ratio of 70%). Before and after applying each process of PTCAP and TBE, the tensile testing was performed on the processed samples at room temperature and 400 °C using a SANTAM tensile testing machine, equipped with an electric furnace containing electric elements to heat the samples, with a strain rate of 10−3 1/s. The tensile specimens were extracted from the as-received and SPD-processed samples, along the central axis of tubes (as done in Ref 23). Then, the tensile specimens were prepared with the gauge length of 4 mm and the cross-sectional area of 2.5 × 3 mm2. To consider the curved geometry of the tensile samples and also to minimize the bending effects, the special clamping device designed in Ref 23 was used. To study the effects of PTCAP and TBE processes on the microstructural characteristics of AZ31 alloy tubes, optical microscopy (OM) evaluations were done. After mechanical polishing, the samples were etched for 5 s using a solution of 4 g picric acid, 10 ml acetic acid, 70 ml ethanol, and 20 ml distilled water (Ref 24). To evaluate the fracture morphology of the fractured tensile samples, a Hitachi S4160 field emission scanning electron microscope (FESEM) was used at a voltage of 20 kV. Also, microhardness measurements were taken using microhardness testing machine equipped with a Vickers indenter under a 200 g load and a 10 s stop time. The microstructural and microhardness evaluations were done at the point near the center of the thickness. For each testing location, three microhardness measurements were taken, and then the average value of these measurements was recorded as the value of microhardness.
Results and Discussion
The pictures of unprocessed and PTCAP-processed samples are illustrated in Fig. 1. The reason for the change in surface color of the samples processed by PTCAP is the use of MoS2, as a high-temperature lubricant, at 300 °C.
Microstructural Evolutions
Figure 3(a) shows that the average grain size of the as-received sample is about 520 μm and the grains are almost equiaxed. As seen in Fig. 3(b), after applying PTCAP, a necklace-like arrangement named bimodal microstructure with coarse grains surrounded by many tiny recrystallized ones is created. Such a similar microstructure has been observed in the previous studies (Ref 23, 24, 27,28,29). From Fig. 3(b), the average grain size of the PTCAP-processed sample is about 11.14 μm and the distribution of grain sizes, as shown in the top of Fig. 3(b), is wide from less than 4 μm to over 36 μm. Accumulated strain has a significant role in reducing the grain size. It was reported that the grain size of the materials could be refined and more homogeneous by increasing the number of PTCAP passes (Ref 23). Also, an almost large fraction of high-angle grain boundaries are observed in Fig. 3(b). A mixed microstructure of low-angle and high-angle grain boundaries is mentioned in some researches, such as Ref 19 and 30. Figure 3(c) shows that the average grain size of the sample processed by TBE is about 15.37 μm, and its distribution of grain sizes is wider than that of the PTCAP-processed sample. Additionally, Fig. 3(c) illustrates after applying TBE process, a bimodal microstructure with a mix of the coarse grains and the finer recrystallized grains is formed. Figure 3(d) shows that after applying the combinational method (PTCAP followed by TBE), the average grain size decreases to about 8.64 μm and the grain size distribution becomes more homogeneous; as shown in Fig. 3(d), a large fraction of the grain size distribution belongs to the grains which have a size in the range of 4-12 μm. As shown in Fig. 3, it is observed that the smallest bimodal microstructure is created by applying TBE process after PTCAP [or in the PTCAP + TBE-processed sample which is obvious in Fig. 3(d)]. This observation indicates that the bimodal microstructure may be removed by applying more strain.

OM microstructure of the (a) as-received, (b) PTCAP-processed, (c) TBE-processed, and (d) PTCAP + TBE-processed samples
The bimodal microstructure is formed when the initial value of grain size at the temperatures higher than the recrystallization temperature is greater than the critical value (dc). The common reason of grain refinement in the magnesium alloys at high temperatures is the occurrence of dynamic recrystallization (DRX) and the nucleation of the fine grains along the original grain boundaries. These boundaries have a high energy and subsequently are appropriate for the nucleation. This nucleation is related to the development of stress concentrations at the boundaries and the subsequent activation of both basal and non-basal slip processes (Ref 22, 23, 30,31,32). It was reported that with increasing deformation temperature and decreasing strain rate, the DRX grains become coarser. Also, the changes in the grain size at higher temperatures (400 °C) are more strain rate sensitive than the lower temperatures condition (200 °C) (Ref 32). Tan and Tan (Ref 33) studied the effects of continuous recrystallization phenomena on the AZ31 alloy in the temperature range of 200-400 °C. They concluded that the grain refinement by DRX is less effective at high temperatures due to the occurrence of grain growth phenomena. Also, they saw the maximum value of grain refinement took place at medium temperatures (250 °C), and the rate of the dynamic recrystallization decreased significantly at the relatively lower temperatures (Ref 33).
Mechanical properties
The engineering stress–strain curves of the as-received, PTCAP-processed, TBE-processed, and PTCA + TBE-processed samples obtained from room temperature and 400 °C tensile testing are illustrated in Fig. 4. The appearance of fractured specimens after the tensile test at 400 °C is shown in Fig. 5. In tensile testing at room temperature, as seen in Fig. 4(a), after applying SPD methods (PTCAP, TBE, and PTCAP + TBE), the yield strength and the ultimate tensile strength increase but the elongation to failure decreases. This must be due to grain refinement and an increase in dislocation density (Ref 34). Both of the maximum value of ultimate strength and the minimum value of elongation to failure are obtained from the TBE-processed sample, which has an ultimate strength and elongation to failure of 240 MPa and 10.7%, respectively. The values of the same properties of the as-received sample are 164 MPa and 29.1%. Also, it is seen that by applying PTCAP, the value of elongation to failure decreases to 22.4% and the value of ultimate strength increases to 221 MPa as compared to the as-received condition. The values of the same properties of the PTCAP + TBE-processed sample, which experiences the highest strain and also has the finest microstructure (the average grain size about 8.64 μm), are 14.1% and 234 MPa. From Fig. 4(a), it is found that the elongation to failure of the PTCAP-processed sample does not decrease dramatically. It may be due to the existence of equiaxed grains with high-angle grain boundaries. In other words, the bimodal microstructure (the coarse grains surrounded by many finer ones) of the PTCAP-processed sample leads to preventing the drastic reduction in the elongation (Ref 23). Although the grain size of the PTCAP-processed sample is smaller than that of the TBE-processed sample, it is obvious from Fig. 4(a) that the YS and UTS of the PTCAP-processed sample are lower and also its elongation to failure is higher than those of the TBE-processed sample. Similar behavior was seen in the research of Lin et al. (Ref 17). They reported that the YS and UTS of the ECAP-processed sample were lower than those of the extruded sample although the grain size was smallest in the ECAP condition. They mentioned that the reason of this matter must be attributed to the different types of texture occurred after processing by ECAP in comparison with extension. The preferred orientation of the basal planes in ECAP process and the following easier slip during tensile testing causes to lower the YS and UTS compared with extrusion condition despite the existence of the smallest grains in the ECAP-processed sample. According to the Hall–Petch relationship, a decrease in grain size leads to an increase in the strength (Ref 16). Since the grain size of the PTCAP + TBE-processed sample is smaller than that of the PTCAP-processed sample, it is expected that the PTCAP + TBE-processed sample has a higher strength compared to the PTCAP-processed sample. As seen in Fig. 4(a), the PTCAP + TBE-processed sample has a higher strength and also lower elongation to failure compared to the PTCAP-processed sample. This can be due to more grain refinement and more increase in dislocation density (Ref 34).

Engineering stress–strain curves of the as-received and processed samples at the tensile testing temperature of (a) 22 °C (room temperature) and (b) 400 °C

Figure 4(b) shows the results of the tensile test at 400 °C. As seen in Fig. 4(b), in all samples, the yield strength and the ultimate tensile strength decrease but the elongation to failure increases in comparison with the room temperature results (Fig. 4a). As shown in Fig. 4(b), a softening behavior could be seen in all curves, which can be attributed to the occurrence of grains growth phenomena, increasing the rate of recovery that causes a reduction in the dislocation density and also can be due to dynamic recrystallization. Both of the minimum value of ultimate strength and the maximum value of elongation to failure belong to the PTCAP + TBE-processed sample, which has an ultimate strength and elongation to failure of 20.2 MPa and 181%, respectively. The values of the same properties of the as-received sample are 55.4 MPa and 55.1%. Also, it is observed that after PTCAP, the value of elongation to failure increases to 106.8% and the value of ultimate strength decreases to 40.2 MPa as compared to the as-received condition. The values of the same properties of the TBE-processed sample are about 95% and 29 MPa. Figure 4(b) shows that at the tensile temperature of 400 °C, the SPD-processed samples have a lower YS and UTS and also have a higher elongation to failure in comparison with those of the as-received sample. Similar behavior was seen in some previous studies such as Ref 16, 19, and 35. In the hexagonal crystals such as Mg, The basal slip is the dominant slip system at room temperature, but the ductility of Mg alloys improves with increasing temperature because the activity of the non-basal slip systems increases at high temperatures (Ref 3, 4). By increasing the deformation temperature, the grain boundary diffusion and migration process may enhance. This event can contribute to activating the grain boundary sliding as the main deformation mechanism (Ref 24). Also, the grain refinement occurred in SPD methods promotes grain boundary sliding mechanism. This is responsible for the enhancement of ductility in the AZ31 alloy at elevated temperatures (Ref 23). As stated above, the highest elongation to failure obtained from this study is about 181%. This result belongs to the PTCAP + TBE-processed sample at the tensile testing temperature of 400 °C. This sample has the smallest average grain size among all samples. In Table 1, the best-obtained ductility from this study is compared with some results of the related previous studies. In Table 1, it is observed that the gain size is an effective factor for achieving superplastic elongation to failure. For example, the HPT-processed sample with the average grain size of 110 nm has a high elongation to failure of 355%. Also, it is evident that the superplasticity is affected by tensile testing temperature. By comparing the results of Ref 19 and 20 in Table 1, the effect of tensile testing temperature on the elongation to failure can be understood. Additionally, in Table 1, it is seen that among the studies performed on the AZ31 tubes, the PTCAP + TBE-processed sample (this study) has a significant elongation to failure of 181%. Although the elongation of the two-pass PTCAP-processed sample of Ref 24 is higher than that of the PTCAP + TBE-processed sample, it is observed in Ref 23 that the room temperature yield strength and ultimate strength of the two-pass PTCAP-processed sample are lower than those of the PTCAP + TBE-processed sample.
The average room temperature Vickers microhardness (HV) of the as-received, PTCAP-processed, TBE-processed, and PTCA + TBE-processed samples is shown in Fig. 6. It is seen that after applying SPD methods, the hardness value increases in comparison with the as-received state. As shown in Fig. 6, the maximum value of recorded hardness is 69 HV, which belongs to the PTCAP + TBE-processed sample. This sample has the smallest average grain size (~ 8.65 μm) among all samples. As seen in Fig. 6, the hardness value of the as-received sample, PTCAP-processed sample, and TBE-processed sample are 37, 59, and 55 HV, respectively. It is observed that microhardness increases as the grain size decreases.

Fractography
Figure 7 shows SEM images taken from the fractured surface of the tensile samples, which were prepared from the as-received, PTCAP-processed, TBE-processed, and PTCAP + TBE-processed specimens, under the tensile testing strain rate of 10−3 1/s at room temperature and 400 °C. As shown in Fig. 7(a), the fracture surface of the as-received sample contains larger dimples than SPD-processed samples (Fig. 7b, c, and d) at room temperature tensile testing. The occurrence of dimple size reduction in SPD-processed samples can be due to the effects of grain refinement and work hardening, which commonly take place during severe plastic deformation (Ref 23, 34, 37). By comparing the as-received sample (Fig. 7a) with the PTCAP + TBE-processed sample (Fig. 7d), it is seen that by increasing the applied strain (as happened in the PTCAP + TBE-processed sample), the size and depth of the dimples become less, and homogeneity of fracture surface improves. In fact, it is observed by imposing more strain to the samples, less deformation before fracture takes place. It is observed that the size and depth of the dimples in the tensile samples which pull out at 400 °C (Fig. 7e, f, g, and h) are greater than those which pull out at room temperature (Fig. 7a, b, c, and d). In the hot tensile testing samples of this study, fracture surfaces denote the occurrence of predominately ductile fracture because the ductility of Mg alloys improves with increasing temperature; this is due to the activation of additional slip systems with increasing temperature (Ref 38). It was reported at temperatures higher than 225 °C; additional sliding planes are activated which leads to an increase in ductility and a decrease in the yield stress (Ref 39). Among all of the hot tensile testing samples (Fig. 7e, f, g, and h), the as-received sample contains the greatest dimples in the size and depth. The smallest dimples belong to the PTCAP + TBE-processed sample which experiences the highest strain. From Fig. 7(e, f, g, and h), it can be found that predominately ductile fracture happened in the samples due to the nucleation of microvoids and their subsequent growth and coalescence with each other.

SEM micrographs (with two different magnifications) were taken from the fractured surface of the tensile test samples prepared from the as-received, PTCAP-processed, TBE-processed, and PTCAP + TBE-processed specimens, after the tensile testing at room temperature and 400 °C
Conclusion
In this study, Mg-3Al-1Zn (AZ31) alloy tubes were processed by combined parallel tubular channel angular pressing (PTCAP) and tube backward extrusion (TBE), as a severe plastic deformation (SPD) method. Also, the mechanical and microstructural characteristics of the processed and unprocessed samples were investigated at room temperature, and 400 °C. Following items can be concluded from this study:
-
The bimodal structure with coarse grains surrounded by many tiny ones was appeared after processing by PTCAP, TBE, and PTCAP + TBE because the initial grain size was greater than the critical value.
-
The highest obtained elongation to failure was about 181% that belonged to the PTCAP + TBE-processed sample, which had the smallest average grain size among all samples, at the tensile testing temperature of 400 °C.
-
After performing PTCAP + TBE process, the average grain size was refined from ~ 520 μm (in the as-received state) to ~ 8.65 μm and the grain size distribution became more homogeneous.
-
SEM images of the fractured surface of the hot tensile samples showed the occurrence of predominately ductile fracture in the samples. It was due to the nucleation of microvoids and their subsequent growth and coalescence with each other.
References
C.-C. Jain, C.-Y. Bai, S.-W. Chen, and C.-H. Koo, The Microstructure and Mechanical Properties of AZ31-xRE Magnesium Alloys, Mater. Trans., 2007, 48, p 1149–1156
B. Mordike and T. Ebert, Magnesium: Properties—Applications—Potential, Mater. Sci. Eng. A, 2001, 302, p 37–45
R.B. Figueiredo, S. Terzi, and T.G. Langdon, Using X-ray Microtomography to Evaluate Cavity Formation in a Superplastic Magnesium Alloy Processed by Equal-Channel Angular Pressing, Acta Mater., 2010, 58, p 5737–5748
A. Jäger, P. Lukáč, V. Gärtnerová, J. Bohlen, and K. Kainer, Tensile Properties of Hot Rolled AZ31 Mg Alloy Sheets at Elevated Temperatures, J. Alloys Compd., 2004, 378, p 184–187
W. Xia, Z. Chen, D. Chen, and S. Zhu, Microstructure and Mechanical Properties of AZ31 Magnesium Alloy Sheets Produced by Differential Speed Rolling, J. Mater. Process. Technol., 2009, 209, p 26–31
A.P. Zhilyaev and T.G. Langdon, Using High-Pressure Torsion for Metal Processing: Fundamentals and Applications, Prog. Mater Sci., 2008, 53, p 893–979
R.Z. Valiev and T.G. Langdon, Principles of Equal-Channel Angular Pressing as a Processing Tool for Grain Refinement, Prog. Mater Sci., 2006, 51, p 881–981
M. Eftekhari, G. Faraji, S. Nikbakht, R. Rashed, R. Sharifzadeh, R. Hildyard, and M. Mohammadpour, Processing and Characterization of Nanostructured Grade 2 Ti Processed by Combination of Warm Isothermal ECAP and Extrusion, Mater. Sci. Eng. A, 2017, 703, p 551–558
Y. Saito, H. Utsunomiya, N. Tsuji, and T. Sakai, Novel Ultra-high Straining Process for Bulk Materials—Development Of The Accumulative Roll-Bonding (ARB) Process, Acta Mater., 1999, 47, p 579–583
M. Ensafi, G. Faraji, and H. Abdolvand, Cyclic Extrusion Compression Angular Pressing (CECAP) as a Novel Severe Plastic Deformation Method for Producing Bulk Ultrafine Grained Metals, Mater. Lett., 2017, 197, p 12–16
L. Tóth, M. Arzaghi, J. Fundenberger, B. Beausir, O. Bouaziz, and R. Arruffat-Massion, Severe Plastic Deformation of Metals by High-Pressure Tube Twisting, Scr. Mater., 2009, 60, p 175–177
M. Mohebbi and A. Akbarzadeh, Accumulative Spin-Bonding (ASB) as a Novel SPD Process for Fabrication of Nanostructured Tubes, Mater. Sci. Eng. A, 2010, 528, p 180–188
G. Faraji, M.M. Mashhadi, and H.S. Kim, Tubular Channel Angular Pressing (TCAP) as a Novel Severe Plastic Deformation Method for Cylindrical Tubes, Mater. Lett., 2011, 65, p 3009–3012
G. Faraji, A. Babaei, M.M. Mashhadi, and K. Abrinia, Parallel tubular Channel Angular Pressing (PTCAP) as a New Severe Plastic Deformation Method for Cylindrical Tubes, Mater. Lett., 2012, 77, p 82–85
X.-M. Feng and T.-T. Ai, Microstructure Evolution and Mechanical Behavior of AZ31 Mg Alloy Processed by Equal-Channel Angular Pressing, Trans. Nonferr. Met. Soc. China, 2009, 19, p 293–298
J. Xu, M. Shirooyeh, J. Wongsa-Ngam, D. Shan, B. Guo, and T.G. Langdon, Hardness Homogeneity and Micro-tensile Behavior in a Magnesium AZ31 Alloy Processed by Equal-Channel Angular Pressing, Mater. Sci. Eng. A, 2013, 586, p 108–114
H. Lin, J. Huang, and T. Langdon, Relationship Between Texture and Low Temperature Superplasticity in an Extruded AZ31 Mg Alloy Processed by ECAP, Mater. Sci. Eng. A, 2005, 402, p 250–257
R. Lapovok, Y. Estrin, M.V. Popov, and T.G. Langdon, Enhanced Superplasticity in a Magnesium Alloy Processed by Equal‐Channel Angular Pressing with a Back‐Pressure, Adv. Eng. Mater., 2008, 10, p 429–433
R.B. Figueiredo and T.G. Langdon, Grain Refinement and Mechanical Behavior of a Magnesium Alloy Processed by ECAP, J. Mater. Sci., 2010, 45, p 4827–4836
R.B. Figueiredo and T.G. Langdon, Principles of Grain Refinement and Superplastic Flow in Magnesium Alloys Processed by ECAP, Mater. Sci. Eng. A, 2009, 501, p 105–114
R.B. Figueiredo and T.G. Langdon, Developing Superplasticity in a Magnesium AZ31 Alloy by ECAP, J. Mater. Sci., 2008, 43, p 7366–7371
H. Abdolvand, H. Sohrabi, G. Faraji, and F. Yusof, A Novel Combined Severe Plastic Deformation Method for Producing Thin-Walled Ultrafine Grained Cylindrical Tubes, Mater. Lett., 2015, 143, p 167–171
A. Fata, G. Faraji, M. Mashhadi, and V. Tavakkoli, Hot Deformation Behavior of Mg–Zn–Al Alloy Tube Processed by Severe Plastic Deformation, Arch. Metall. Mater., 2017, 62, p 159–166
A. Fata, G. Faraji, M. Mashhadi, and V. Tavakkoli, Hot Tensile Deformation and Fracture Behavior of Ultrafine-Grained AZ31 Magnesium Alloy Processed by Severe Plastic Deformation, Mater. Sci. Eng. A, 2016, 674, p 9–17
G. Faraji and H. Kim, Review of Principles and Methods of Severe Plastic Deformation for Producing Ultrafine-Grained Tubes, Mater. Sci. Technol., 2017, 33, p 905–923
V. Tavakkoli, M. Afrasiab, G. Faraji, and M. Mashhadi, Severe Mechanical Anisotropy of High-Strength Ultrafine Grained Cu–Zn Tubes Processed by Parallel Tubular Channel Angular Pressing (PTCAP), Mater. Sci. Eng. A, 2015, 625, p 50–55
G. Vespa, L. Mackenzie, R. Verma, F. Zarandi, E. Essadiqi, and S. Yue, The Influence of the as-Hot Rolled Microstructure on the Elevated Temperature Mechanical Properties of Magnesium AZ31 Sheet, Mater. Sci. Eng. A, 2008, 487, p 243–250
H. Kim and W. Kim, Microstructural Instability and Strength of an AZ31 Mg Alloy After Severe Plastic Deformation, Mater. Sci. Eng. A, 2004, 385, p 300–308
K. Bry3a, J. Dutkiewicz, P. Malczewski, Grain Refinement in AZ31 Alloy Processed by Equal Channel Angular Pressing. Arch. Mater. Sci., 2009 18 p 18.
S. Ding, C. Chang, and P. Kao, Effects of Processing Parameters on the Grain Refinement of Magnesium Alloy by Equal-Channel Angular Extrusion, Metall. Mater. Trans. A, 2009, 40, p 415
R.B. Figueiredo and T.G. Langdon, Principles of Grain Refinement in Magnesium Alloys Processed by Equal-Channel Angular Pressing, J. Mater. Sci., 2009, 44, p 4758–4762
T. Al-Samman and G. Gottstein, Dynamic Recrystallization During High Temperature Deformation of Magnesium, Mater. Sci. Eng. A, 2008, 490, p 411–420
J. Tan and M. Tan, Dynamic Continuous Recrystallization Characteristics in Two Stage Deformation of Mg–3Al–1Zn Alloy Sheet, Mater. Sci. Eng. A, 2003, 339, p 124–132
D. Fang, Q. Duan, N. Zhao, J. Li, S. Wu, and Z. Zhang, Tensile Properties and Fracture Mechanism of Al–Mg Alloy Subjected to Equal Channel Angular Pressing, Mater. Sci. Eng. A, 2007, 459, p 137–144
S. Kang, Y. Lee, and J. Lee, Effect of Grain Refinement of Magnesium Alloy AZ31 by Severe Plastic Deformation on Material Characteristics, J. Mater. Process. Technol., 2008, 201, p 436–440
J. Xu, X. Wang, M. Shirooyeh, G. Xing, D. Shan, B. Guo, and T.G. Langdon, Microhardness, Microstructure and Tensile Behavior of an AZ31 Magnesium Alloy Processed by High-Pressure Torsion, J. Mater. Sci., 2015, 50, p 7424–7436
M. Eftekhari, G. Faraji, S. Nikbakht, R. Amin, R. Sharifzadeh, M. Mohammadpour, and R. Hildyard, Severe Plastic Deformation of Commercial Pure Titanium (CP–Ti) for Biomedical Applications: A Brief Review, Mater. Sci. Eng. A, 2017, 703, p 551–558
C. Bruni, A. Forcellese, F. Gabrielli, and M. Simoncini, Effect of Temperature, Strain Rate and Fibre Orientation on the Plastic Flow Behaviour and Formability of AZ31 Magnesium Alloy, J. Mater. Process. Technol., 2010, 210, p 1354–1363
M. Kleiner, M. Geiger, and A. Klaus, Manufacturing of Lightweight Components by Metal Forming, CIRP Ann. Manuf. Technol., 2003, 52, p 521–542
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Fata, A., Eftekhari, M., Faraji, G. et al. Enhanced Hot Tensile Ductility of Mg-3Al-1Zn Alloy Thin-Walled Tubes Processed Via a Combined Severe Plastic Deformation. J. of Materi Eng and Perform 27, 2330–2337 (2018). https://doi.org/10.1007/s11665-018-3350-6
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-018-3350-6