
Abstract
Inoculation is one of the most important metallurgical treatments applied to the molten cast iron immediately prior to casting, to promote solidification without excessive eutectic undercooling, which favors carbides formation usually with undesirable graphite morphologies. The paper focused on the separate addition of an inoculant enhancer alloy [S, O, oxy-sulfides forming elements] with a conventional Ca-FeSi alloy, in the production of gray and ductile cast irons. Carbides formation tendency decreased with improved graphite characteristics as an effect of the [Ca-FeSi + Enhancer] inoculation combination, when compared to other Ca/Ca, Ba/Ca, RE-FeSi alloy treatments. Adding an inoculant enhancer greatly enhances inoculation, lowers inoculant consumption up to 50% or more and avoids the need to use more costly inoculants, such as a rare earth bearing alloy. The Inoculation Specific Factor [ISF] was developed as a means to more realistically measure inoculant treatment efficiency. It compares the ratio between the improved characteristic level and total inoculant consumption for this effect. Addition of any of the commercial inoculants plus the inoculant enhancer offered outstanding inoculation power [increased ISF] even at higher solidification cooling rates, even though the total enhancer addition was at a small fraction of the amount of commercial inoculant used.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Cast iron is more than 70% of the total world metal casting production. Important changes in cast iron parts production worldwide have occurred, and some critical production conditions must be considered, such as thin wall castings [< 5 mm wall thickness], electric coreless induction furnace melting at low sulfur content and high superheating and less rare earth elements available due to their world crisis (Ref 1). So, high efficiency metallurgical methods need to be investigated, to control solidification pattern of iron castings.
Inoculation is one of the most important metallurgical treatments when special alloys (inoculants) added to the molten cast iron immediately prior to casting, with direct effects on the primary structure (austenite, carbides, eutectic cells, graphite characteristics). Generally, inoculation is applied to promote solidification without excessive eutectic undercooling, which favors carbides formation usually with undesirable graphite morphologies. The most important aspects of a cast iron inoculation treatment are as follows (Ref 2): Addition of 0.05…1.0 wt.% inoculant in the final molten cast iron as it is transferred [1300…1500°C] from melting furnace to pouring ladle, from pouring ladle to the mold or just inside of the mold; inoculants are FeSiAlX alloys, where X = Ca, Ba, Sr, RE, etc. These are well known inoculating elements that promote and participate in the creation of micron-sized active compounds in the cast iron melt, to act as effective graphite nucleation sites. Several factors influence inoculation efficiency: charge materials [pig iron/steel scrap ratio, choice of recarburizers, preconditioners]; melting furnace cast iron bath temperature profile; base cast iron chemical composition [Si, Mn, S] and cast iron residual elements [Al, Ti, O, N]; inoculating elements/inoculant type/inoculation procedure; holding time/pouring procedure; casting characteristics (cooling modulus). Cooling modulus is defined as the ratio between volume and the total external casting surface and is an expression of the capacity to transfer a given quantity of heat through an existing surface to the mold. Higher cooling modulus equates to slower cooling rate and lower undercooling during eutectic solidification.
According to Riposan et al. (Ref 3), excessively low sulfur contents in gray cast irons [< 0.04%S, especially < 0.03%S], which are typical for electric induction furnace melting, may lead to the cast iron solidification with high eutectic undercooling. This may promote undercooled graphite and/or carbides, with low response to inoculation.
The late in-mold inoculation appears to have a high efficiency, especially for cast iron melt possessing a low sulfur content, for both gray cast iron and ductile cast iron. A high tendency to form carbides is characteristic for electric induction furnace melt, low sulfur (< 0.01%S) slightly hypereutectic ductile cast irons, while inoculation results in a strong decrease in carbide (chill width) tendency, more pronounced for preconditioned base iron (Al, Zr, Ca–FeSi alloy) before magnesium treatment (Ref 4).
Fischer et al. (Ref 5) suggest that the application of a layer metallurgy, as an inoculating agent’s powder size of 100-200 μm, is a cost-effective in-mold treatment of a hypoeutectic gray cast iron melt (CE = 3.7%) with low silicon and sulfur contents. It was found that gray cast irons with carbon equivalents in the range between 3.7 and 3.9%, less than 0.003%Al and (%Mn) x (%S) factor less than 0.02, exhibited relatively high chill and high carbides amounts (Ref 3). In-mold inoculation of these cast irons with Ca-FeSi showed decreasing chill (carbides formation) sensitiveness, while Ca, RE-FeSi and Ca, Ba-FeSi inoculants further reduced chilling tendency.
Figure 1 illustrates the major effects of inoculation in gray cast irons. If in the as-cast state a mottled cast iron [carbides + graphite] was produced, characterized by ΔT 1 = TEU − T mst < 0, inoculation led to positive values for this eutectic undercooling parameter. No carbides found for ΔT 1 > 0, but different graphite morphologies depending on the value of ΔT 1 parameter were obtained. Rosette (type B) and undercooled (Type D) graphite morphologies are typically for ΔT 1 = 10°C. Higher ΔT 1 level (more than 20°C) encourages lower amounts of undercooled graphite [type D] and higher amount of type A graphite (the better graphite morphology for high mechanical properties), respectively. TEU is the lowest eutectic reaction temperature, and Tmst is the eutectic temperature in the metastable [carbidic] system, so ΔT 1 is the eutectic undercooling compared to metastable eutectic temperature (Fig. 2) (Ref 6).

Influence of eutectic undercooling ΔT 1 = TEU − Tmst, on the gray cast iron structure [TEU—the lowest eutectic temperature; Tmst—the eutectic temperature in metastable system]

Typical cooling curve and its first derivative in hypoeutectic-cast iron (Ref 6)
Background—Graphite Formation in Commercial Cast Irons
Figure 3a shows typical heterogeneous graphite nucleation in gray/lamellar graphite cast iron (Ref 6) and Fig. 3(b) in ductile/nodular graphite cast iron (Ref 7). It was found that with both graphite morphologies, complex compounds act as nucleation sites in commercial cast irons, in a general three-stage graphite formation.

According to Riposan et al. (Ref 8), (Mn, X)S compounds (where X = Fe, Al, O, Si, Ca, Sr, Ti, etc.) are major sites for graphite nucleation in gray cast irons, in a three-stage model for the nucleation of graphite in both un-inoculated and inoculated cast irons. The inoculation effect is not a result of the creation of new particles in the melt, but by activation of the inclusion already present in the melt. It was found that in gray cast iron, small oxide-based sites (0.1-3 μm, usually less than 2.0 μm) are formed in the melt; (2) complex (Mn, X)S compounds (1-10 μm, usually less than 5.0 μm), nucleate at these micro-inclusions; (3) graphite nucleates on the sides of the (Mn, X)S compounds because of their low crystallographic misfit with graphite (Ref 9). Manganese sulfides were a complexed rather than the simple type. In inoculated cast irons, the (Mn, X)S compounds are more complex, and they appear at a lower Mn/S ratio and with higher compatibility for graphite nucleation, especially when one or more of these inoculating elements—Ca, Sr, Ba—participate. The chemistry maps showed a lower Mn/S ratio and with higher compatibility for graphite nucleation, especially when one or more of these inoculating elements—Ca, Sr, Ba—participate (Ref 10). Experiments confirmed that promoting more compact micro-inclusions, at smaller sizes, involved in graphite nucleation, reduces the sensitivity to chill and improves the eutectic cell characteristics in gray cast iron (Ref 11).
Not only inoculation with Ca, Ba, Sr, etc., based FeSi alloys, but also the preconditioning with oxide forming elements (Al or/and Zr) of the base cast iron before inoculation has a strong beneficial effect on the solidification pattern and the graphite nucleation control in gray cast irons, respectively. These active elements have an important contribution in the first stage of graphite formation in gray cast iron, as small particles with high number density and quasi-regular polygonal shape, favorable for type A graphite nucleation, are typically for Al and Zr preconditioning (Ref 12).
It was found that preconditioning led to higher level of the most representative temperatures of cooling curves [TEU, TER and TES] and to a positive trend of eutectic representative parameters, lowering the eutectic undercooling [lower ΔTm and higher ΔT 1 and ΔT 3 (less negative)], according to Fig. 2 thermal analysis nomenclature and units. Conventionally, undercooling is defined with reference to the graphitic equilibrium eutectic temperature (Tst), as ΔTm = Tst − TEU. If TEU is closed to metastable eutectic temperature but above it, (TEU > Tmst) then undercooled graphite might develop. Free carbides occurrence is typically for TEU < Tmst condition. The importance of the position of the start of eutectic reaction (TEU) comparing to metastable eutectic temperature (Tmst) is revealed by ΔT 1 = TEU − Tmst. For the end of eutectic reaction temperature, ΔT 2 = TER − Tmst parameter was introduced. The efficiency of a metallurgical treatment is measured by its ability to decrease the ΔTm level and to increase the ΔT 1 and ΔT 2 levels, respectively. A Zr, Ca, Al-FeSi alloy appears to be also an effective inoculant in low S, low Al, slightly hypereutectic gray cast iron, especially for a late inoculation techniques, with beneficial effects on both graphite and austenite phases (Ref 13).
The role of complex (Mn)S compounds in graphite formation in commercial gray cast irons was later confirmed by other authors. From the experimental results and the Thermo-Calc calculations, it was concluded that Mn and S contents and the Mn/S ratio, respectively, play a very important role for the graphite nucleation. A direct influence of oxygen on the nucleation of graphite could not be observed. The nucleation of graphite on MnS particles was also confirmed by microstructure simulations. The simulation was conducted by using the software MICRESS® (Ref 14,15,16,17). Gundlach (Ref 18) sustained the importance of Mn and S relationship to control graphite morphology in gray cast iron, with support of the three-stage model of flake graphite nucleation in commercial cast irons, based on major role of (Mn, X)S compounds. Alonso et al. (Ref 19) and Stefanescu et al. (Ref 20, 21) found that at sulfur levels higher than 0.02%, graphite nucleates mostly on the MnS inclusions. According to Campbell (Ref 22) silica-rich oxide bi-films are able to behave as substrates on which oxy-sulfide particles form, nucleating graphite.
According to Alonso et al. (Ref 23), based on interrupted solidification experiments, the graphite nucleation mechanism in spheroidal graphite cast iron is directly related to the carbon content of the cast iron melt and the inoculation treatment.
It was also found that graphite nodules are nucleated heterogeneously on particles formed in the melt from elements introduced via the additives, together with trace elements present in the molten cast iron. Nucleating particles were found to have a duplex structure consisting of a sulfide core surrounded by an oxide shell. Graphite can grow epitaxially on these duplex nuclei. Evidence was obtained that surface-active sulfur could ‘poison’ the effectiveness of the nuclei (Ref 24, 25).
Later, in his Ph.D. thesis, Skaland (Ref 26) found complex hexagonal silicate phases of XO-SiO2 or XO-Al2O3-2SiO2 on the surface of the previously formed Mg-silicates making them more favorable sites for subsequent graphite nucleation. In post-inoculated ductile cast irons, X can be one of the following: Ca, Ba, or Sr. All of these phases will serve as favorable sites for graphite nucleation. The potent desulfurizing elements, Mg, Ca, and REE are first stage reactions, while Si, Al, Mg, REE, Ca, Sr, and Ba are associated with a second stage reaction resulting in the formation of silicates. These silicates are formed in two steps, initially as Mg-silicates during the initial nodulizing treatment and then, formation of Ca/Sr/Ba-silicates during inoculation or post-treatments.
In ductile cast iron, two types of micro-inclusions (0.8-8.0 μm size) have been identified, (Ca-S-X and Mg-Si-O-X) with the majority in both matrix and nodules, came from the second system (Ref 7). Simple magnesium silicates were observed in the matrix, while more complex silicates, such as Al, Ca, Ce, La, were found in conjunction with graphite that probably acted as graphite nucleation sites. It was found that a residual aluminum of 0.005 to 0.020% appears to be beneficial for improving ductile cast iron solidification characteristics without the incidence of pinholes.
According to Lacaze (Ref 27), graphite degeneracy in spheroidal graphite cast iron is generally associated with the presence of so-called poisoning elements and may in some cases be suppressed by the addition of other elements. Mastering these additions is not simple in practice, since industrial alloys do generally contain many elements that can affect graphite shape even when present at low or trace levels.
Limited and controlled sulfur additions after Mg-treatment, alone [FeS] or in conjunction with inoculating elements, such as Ca or Ce led to impressive, positive inoculating effects, as expressed by chill reduction and increased nodule count, especially as [SiCa + FeS] variant (Ref 28). Further consideration in ductile cast iron inoculation was to introduce both sulfur and oxygen in a FeSi-based alloy, accompanied by strong oxy-sulfide forming elements such as Ca and Ce during inoculation treatment (Ref 29).
It was also found that the addition of an inoculant enhancer alloy, based on a proprietary blend of CaSi or FeSi, Al and oxy-sulfide forming elements with the conventional FeSi-based inoculants improved inoculation potency, and caused a reduction in chill and shrink tendency (Ref 30). The effectiveness of all inoculants is directly related to the dissolved levels of sulfur and oxygen in the molten metal. Because it is difficult, if not impossible, to manufacture a smelted ferrosilicon that contains controlled levels of sulfur and oxygen, the only alternative is to apply a surface coating of oxy-sulfide particles, or, alternatively, by blending ferrous sulfide and ferrous oxide into inoculant (Ref 31).
It has been demonstrated by Riposan and Skaland (Ref 2) that there are different sources of active elements to sustain graphite formation in commercial cast irons: A base cast iron contains C, Si, Mn, S, Al, O, N, etc., typical preconditioners use Al, Zr, Si, Ba, SiC, etc., nodulizers are based on Mg, RE, Al, Si, Ca, etc., and inoculants can contain Ca, Ba, Sr, Ce, La, Zr, Si, Al, Mn, etc., with S, O, Al, Ca, Si, Mg, etc. in an inoculant enhancer.
As it was found that some active elements, such as sulfur, oxygen, aluminum, calcium, magnesium, are important to sustain graphite formation in commercial cast irons, the main objective of the present paper is to evaluate the effects of a complementary addition of an inoculant enhancer alloy [S, O and oxy-sulfides forming elements] with the conventional Ca-FeSi alloy, in the production of gray and ductile cast irons, with higher solidification cooling rates. The main focus was on the carbides forming tendency and the characteristics of the graphite phase, in comparison with Ca/Ca, Ba/Ca, RE-FeSi alloys, in an in-mold inoculation technique.
Experimental Procedure
An acid refractory-lined, coreless induction furnace (100 kg, 2400 Hz) was used for cast iron melting and superheating to 1500-1520 °C, for both gray cast iron and ductile cast iron. A tundish cover Mg-treatment technique was applied along with a 2.5 wt.% Mg-bearing FeSi (Table 1) master alloy addition into a 10 kg nodulizing ladle to produce ductile cast iron.
Both cast irons were inoculated by an in the mold technique (Fig. 4), by the use of three commercial inoculants (Table 1), added to the reaction chamber in the mold. These inoculants represent the Ca-FeSi, Ca, Ba-FeSi and Ca, RE-FeSi systems. Another inoculation variant consisted of also adding an oxy-sulfide inoculant enhancer alloy: S, O, Al, Mg-CaSi alloy for ductile cast iron and S, O, Al, Ca-FeSi alloy for gray cast iron (Table 1) (Ref 3).

In the mold inoculation pattern for four work positions [1—Down sprue; 2—Gate; 3—Reaction chamber; 4—Runner; 5—Wedge sample; 6—Cylindrical bar; 7—Flat plate]
The inoculant enhancer was added to complement the 75% Ca-bearing FeSi in the reaction chamber at the following rate: 75% Standard Ca-bearing, 75% FeSi, and 25% inoculant enhancer. For gray cast iron, inoculant additions in the mold were kept constant at a targeted 0.10 wt.% level for all of the conventional inoculants. When the inoculant enhancer (S, O, Al, Ca-FeSi) was employed, total addition rates were targeted at 0.05 wt.%. For ductile cast iron, different inoculant rates were selected, depending on their known inoculating power: 0.18 wt-%Ca-FeSi, 0.10 wt-%Ca, Ba-FeSi, and 0.04wt-%Ca-RE-FeSi, respectively. When the inoculant enhancer (S, O, Al, Mg-CaSi) was employed, total addition rates were 0.04 wt.%. The addition levels were based on previous published findings with ductile cast iron (Ref 1).
W3 chill wedge samples [ASTM A367-85 specification, base 19.1 mm, height 38.1 mm, length 101 mm, CM = 35 mm cooling modulus, weight 0.19 kg], plate samples (4.5 mm thickness, weight 0.045 kg), and round test bars (25 mm diameter, weight 0.20 kg) were gated off each inoculation reaction chamber. In the present program, a wedge sample was used to evaluate the characteristics of the structure [carbides, graphite, and metal matrix] and a plate sample to evaluate the final chemical composition [spectral analysis], after treatment with the different inoculants. The designed pattern (Fig. 4) allows simultaneously testing of four inoculation variants, for the same base cast iron. The test castings all were poured at 1450 °C in furan resin molds [within 3 min after Mg-treatment for ductile cast iron]. A furan resin (3.0 wt.%) and p-toluenesulfonic acid (PTSA) (6.53 wt.% S content and 1.5 wt.% addition) bonded silica sand (95.5 wt.%) [FRS-PTSA] molding system was used. All of the test castings were carefully checked after cooling for size and weight, to evaluate the real consumption of inoculants and real size of wedge samples, too.
Results and Discussion
Tables 2 and 3 show the chemical composition of the thin plate samples. The rigid experimental procedure controls produced narrow chemistry ranges for the most important elements, which included base chemistry elements (C, Si, Mn, S) and minor elements. The minor elements included (a) the active elements in graphite nucleation (Al, Zr, Ti, N), (b) minor elements that affect carbide and/or pearlite formation (Ni, Cu, V, W, Bi, Cr, Mo, Co, Nb, Sn, Sb) and (c) minor elements that affect graphite degeneration (Pb, As, Bi). Based on the final chemistry, the experimental cast irons are in the higher range of hypoeutectic compositions (carbon equivalent CE = 3.70 − 3.90%) for gray cast irons and a near eutectic position for ductile cast irons (CE = 4.10 − 4.35%). The manganese content is at a low level for gray cast irons (0.40%), while the sulfur level ranged from 0.034 to 0.042% S that are typical levels for most induction-melted gray cast irons. An upper level of manganese was considered in ductile cast iron, as specified for mainly pearlitic iron grades.
The minor elements content is typical for commercial irons, electrically melted. The higher levels are typical of commercial gray cast irons obtained by melting ferrous scrap charges, with little to no pig iron. Limited content of minor elements was ensured for ductile cast iron. Two major effects of minor elements were considered on the cast iron structure, mainly in ductile cast iron, in conjunction with base chemistry: pearlite promotion and anti-nodularizing effect. According to Thielemann (Ref 32), pearlite promotion factor (P x ) and antinodularising factor (K) were calculated:
All W3 samples were polished and examined to determine the graphite parameters on un-etched samples, and then etched with Nital to determine the percentages of free carbides and pearlite/ferrite ratios. The structure variation on the centerline in the direction from the apex up to the base of W3 wedge sample [ASTM A 367] (Fig. 5) was evaluated by conventional metallographic analysis and image analysis, at three points (center and 1.0 mm distance left–right), for each distance from the apex; the averages of the structure parameters were then determined.

The structure analysis on the centerline direction from the apex up to the base of W3 wedge sample [ASTM A 367]
The amount of carbides and graphite characteristics (morphology, particle count, nodularity) are presented in the present work, reflecting the influence of wedge sample section size or distance from the apex (higher distance from the apex, greater section size, lower solidification cooling rate) and inoculation parameters (inoculation variant, inoculant system, inoculating elements, inoculant consumption).
Since the range of P x was between 6.2 and 6.6, the experimental gray cast irons are sensitive to pearlite formation (more than 95% pearlite, less than 5% ferrite), despite having a low manganese content (Fig. 6a). High content of manganese in ductile cast iron [typically the upper limit] led to a medium level of P x factor [2.2-2.5], representing pearlitic cast irons, despite the low content of minor elements (Fig. 6b). Comparing inoculation capability, the (Ca-FeSi + Enhancer) variant appeared to have the greatest inoculation effect in ferrite promotion (Ca +En: Ca-RE: Ca-Ba: Ca = 10: 5: 3: 2% ferrite, as average level, respectively), despite the lowest consumption. The narrow P x range is an excellent indicator of the very rigid chemistry controls achieved in this study. As K < 1.0, the ductile cast iron chemistry favors nodular graphite formation in Mg-treated irons, without any rare earth elements addition (Ref 1).

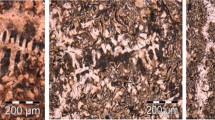
Typical structure of the test cast irons [Nital etched] [Ca = 0.18% Ca-FeSi; Ca, Ba = 0.10% Ca, Ba-FeSi; Ca, RE = 0.04% Ca, RE-FeSi; Ca + En = 0.04% (Ca-FeSi + Enhancer)
Typical structures of tested cast irons, for the same solidification conditions, but at different inoculation treatments, illustrated by Fig. 6 show also the difference in free carbides formation: 10-20% in un-inoculated cast irons, 5-10% for Ca-FeSi inoculation, 2-5% for Ca, Ba-FeSi inoculation, less than 3% for Ca, RE-FeSi and less than 2% for (Ca-FeSi + Enhancer) variants.
The inoculation Specific Factor [ISF] was used, according to Riposan et al. (Ref 33), as a technique to more realistically measure inoculant treatment efficiency for comparing the combined influence of inoculant type and consumption level. The resulting inoculation difference, ΔX (interpreted to be the improved characteristic) is divided by the actual inoculant consumption [% Inoculant], (which contributed to the positive result) for the Inoculation Specific Factor [ISF] value.
where ISF[K], ISF[NC], and ISF[ΔT1] are the Inoculation Specific Factors to decrease the amount of carbides [gray cast iron and ductile cast iron], to increase nodule count [ductile cast iron], and to increase eutectic undercooling parameter ΔT 1 (see Fig. 1, 2), respectively; K [UI] and NC[UI] are the amount of free carbides and nodule count of un-inoculated cast irons, while ΔT 1[UI] is the eutectic undercooling of un-inoculated cast irons; K [I], NC[I], and ΔT 1[I] are the nominal inoculated cast irons.
It was found that the ISF[K] (Eq 3) parameter, for illustrating the potency of inoculants to decrease the amount of free carbides, is dependent on the inoculation variant and the solidification cooling rate, expressed by wedge casting section size (greater section size, lower cooling rate) for both gray cast iron and ductile cast iron (Fig. 7).

Effect of inoculant variant on the calculated Inoculant Specific Factor [ISF[K]], for decreasing the amount of carbides at different section size of W3-ASTM A367 wedge sample [a) gray cast iron; b) ductile cast iron]
In gray cast iron (Fig. 7a), low ISF[K] values were characteristic of the Ca-bearing FeSi inoculant, followed by Ca, Ba-FeSi and Ca, RE-FeSi inoculation, at comparable positions. For the same addition levels, the Ca-Ba and Ca-RE bearing FeSi alloys provided improved inoculation compared to the reference Ca-FeSi inoculant. These modified Ca-FeSi inoculants reduced the levels of carbide, by reference to un-inoculated cast iron, for all section sizes (cooling rates) even though they all had essentially the same Ca level. Higher ISF[K] values were obtained when the inoculant enhancer was employed. The incorporation of the S, O, Al, Ca-FeSi alloy with the three Ca-bearing FeSi alloys [(Ca + En) to (Ca, RE + En) and (Ca, Ba + En)] significantly increased the Inoculation Specific Factor for all wedge section widths of the gray cast iron.
The S, O, Al, Ca-FeSi alloy improved the performance of the Ca, Ba and Ca, RE-FeSi alloys to a greater extent than the simple Ca-FeSi alloy, and this difference became more marked as the cooling rate increased (decreased section size). It was also observed that the Ca, Ba-FeSi outperformed the Ca, RE-FeSi alloy when the same level of S, O, Al, Ca-FeSi alloy was employed. A previous paper (Ref 33) pointed out that the capability to generate additional sulfides during inoculation by employing this inoculant enhancing alloy resulted in a significant reduction in the amount of free carbides. A good correlation was found between the theoretically generated sulfide volume values and the Inoculation Specific Factor to decrease the carbides sensitivity (ISF[K]) for the various inoculant combinations. The addition of the inoculant enhancer significantly increased the theoretical volume of generated sulfides and the ISF[K] factor, also.
A graph of Inoculation Specific Factor ISF[K] versus wedge casting section size (cooling rate) of different inoculated ductile cast irons shows that a distinct difference resulted from the different inoculating elements involved (Fig. 7b). Inoculation for all of the ductile cast irons decreased the carbide forming sensitivity. The incorporation of the more potent inoculating elements Ba and rare earth [RE] into a conventional Ca-FeSi75 alloy led to increasing inoculation power of the Ca, Ba-FeSi and Ca, RE-FeSi alloys, with visible performance advantage of the rare earth bearing inoculant, for gray cast iron treatment. The [Ca-FeSi + Enhancer] inoculation variant led to the highest inoculation specific power [lowest chill tendency], 5-6 times higher compared to Ca-FeSi and 3-4 times compared to Ca, Ba-FeSi, respectively. This combined addition (a total of 0.04 wt.% alloy addition, comprised of individual additions of 0.03% Ca-FeSi with 0.01% S, O, Al, Mg-CaSi to the inoculant chamber) was up to 50% more effective than the equivalent consumption of REE-bearing Ca-FeSi inoculation.
Figure 8 illustrates the relationship between Inoculation Specific Factor ISF[ΔT1] (Eq 5) as the capacity of inoculants to increase the eutectic undercooling parameter ΔT 1 [Fig. 1] and the Inoculation Specific Factor ISF[K] (Eq 3) which refers to their power in decreasing the amount of carbides, at a specific cooling rate [5 and 16 mm W3 wedge casting section size], for gray cast iron. Generally, there is a good relationship between the power of inoculants to decrease the eutectic undercooling during solidification [illustrated by an increase in the ΔT 1 parameter) and their efficiency in reducing the amount of free carbides. The increase in the ISF[ΔT1] factor by Ba or RE addition to Ca-FeSi alloy and especially by a co-addition of the inoculant enhancer to the commercial inoculants corresponds to increasing ISF[K], irrespective of the cooling rates.

Inoculation Specific Factor [ISF[K]]–Inoculation Specific Factor [ISF[Δ T1]] relationship in gray cast irons [5 and 16 mm wedge sample section size]
ΔT 1 parameter was evaluated by a standard thermal analysis Quik-cup™ system, with inoculants added to the ceramic cups, at the same level as in the mold treatments. Standard thermal analysis is useful to evaluate the solidification pattern of a given cast iron melt chemistry, charge heredity, metallurgical treatment, pouring temperature, solidified in the chosen conditions [ceramic cup, 0.75 cm cooling modulus]. For stable production conditions, according to the present experimental program, the ISF[ΔT1] factor is useful to point out the difference between different inoculation variants. But the efficiency of the inoculants in reducing the tendency for formation of free carbides also depends on the real solidification cooling rate. For the same ISF[ΔT1], the ISF[K] factor has different values, higher for thinner casting section size [higher cooling rate].
The graphite phase characteristics were also improved, as another important effect of inoculation treatment, in both gray cast iron and ductile cast irons (Fig. 6). Undercooled graphite mainly characterized un-inoculated gray cast iron in entire wedge casting sections and in thin sections of inoculated cast irons. Increasing the amount of the type A graphite and reduced type D graphite presence in gray cast irons are important features of all inoculated gray cast irons. Ca-FeSi inoculated cast irons showed the lowest ability to avoid undercooled graphite, while Ca-Ba and Ca-RE produced higher type A graphite levels with the conventional inoculation treatments. Inoculation enhancement from the S and O bearing Ca-FeSi alloy led to the similar results, but at a 50% lower inoculant consumption level.
More than 90% graphite nodularity was observed for all of the tested cast irons, which are differentiated mainly by graphite nodule count. Figure 9 illustrates the potency of the inoculant variant to increase the nodule count in ductile cast irons solidified in a W3 wedge sample [ASTM A 367] at different section thickness or cooling rates. If the Ca, Ba-FeSi alloy only results in a small performance advantage compared to a simple Ca-FeSi alloy, at the higher cooling rate, the Ca, RE-FeSi effect is noticeably more efficient to reduce carbides formation sensitivity (Fig. 7). An inoculant enhancer [S, O, Al, Mg-CaSi alloy] in addition with the commercial Ca-FeSi alloy [1:3 ratio] led to the inoculant specific factor, ISF[NC], increasing up to 5 times; the same effect for the ISF[K] factor.

Effect of inoculant variant on the calculated Inoculation Specific Factor [ISF[NC]], to increase nodule count in ductile cast irons at different section size in the W3-ASTM A367 wedge sample
Conclusions
-
1.
Analysis of recent literature shows that for both lamellar and nodular graphite morphologies, complex compounds act as nucleation sites in commercial cast irons, in a general three-stage graphite formation, but in a different sequence: (1) a first micro-compound formation as oxide/silicate in gray cast iron and sulfide in ductile cast iron; (2) the second compound nucleated on the first one, as complex manganese sulfide in gray cast iron and complex silicates in ductile cast iron; (3) graphite nucleation on the sides of the stage two compounds, which have low crystallographic misfit with graphite.
-
2.
There are different sources of active elements to sustain graphite formation in commercial cast irons: base cast iron [C, Si, Mn, S, Al, O, N, etc.], preconditioner [Al, Zr, Si, Ba, SiC, etc.], nodulizer [Mg, RE, Al, Si, Ca, etc.], inoculant [Ca, Ba, Sr, Ce, La, Zr, Si, Al, Mn, etc.], and inoculant enhancer [S, O, Al, Ca, Si, Mg, etc.].
-
3.
The co-addition of an inoculant enhancer alloy [S, O, and oxy-sulfides forming elements] to the conventional Ca-FeSi alloy, in gray cast iron and ductile cast iron production, appears to be an economic solution to reduce carbides forming sensitivity and to improve graphite characteristics, compared to Ca/Ca, Ba/Ca, RE-FeSi alloys treatments.
-
4.
The Inoculation Specific Factor [ISF], as the ratio between the improved characteristic level and total inoculant consumption for this effect pointed out that the addition of any of the commercial inoculants plus the inoculant enhancer offered outstanding inoculation power [increased ISF] even at higher solidification cooling rates, even though the total enhancer addition is only a small fraction of the amount of commercial inoculant used [1:3 ratio typically].
-
5.
A good relationship between the power of inoculants to decrease the eutectic undercooling during solidification was found (illustrated by the ΔT 1 parameter increasing, standard thermal analysis), and their efficiency in reducing the amount of free carbides (higher ISF[ΔT1], higher ISF[K] Inoculation Specific Factors), but also depending on the solidification cooling rate.
References
I. Riposan, M. Chisamera, V. Uta, S. Stan, R.L. Naro, and D.C. Williams, The importance of rare earth contribution from nodulizing alloys and their subsequent effect on the inoculation of ductile iron, in Proceedings [CD only] of the 2013 Keith Millis Symposium on Ductile Cast Iron, October 2013 Nashville, TN, USA, AFS, p 256–275. Int. J. Metalcast., 2014, 8 (2), p 65–80
I. Riposan and T. Skaland, Modification and Inoculation of Cast Iron. [1A-3.1.5 Chapter], in ASM-American Society of Materials Handbook, 2017, Volume 1A: Cast Irons
I. Riposan, M. Chisamera, S. Stan, V. Uta, I. Stefan, M. Firican, R.L. Naro, and D.C. Williams, Demystifying the Effects of Sulphur in Cast Irons, AFS Trans., 2016, 124, p 247–266
S.S. Ojo and I. Riposan, Alloy Selection for in the Mould Inoculation to Control Chill Width in Ductile Iron, Mater. Sci. Technol., 2012, 28(5), p 576–581
S.F. Fischer, H. Gross, A. Buhrig-Polaczek, and M. Bunk, Surface Layer Inoculation of a Sand Cast Hypoeutectic Gray Iron Melt, J. Mater. Process. Technol., 2015, 220, p 251–256
M. Chisamera, I. Riposan, S. Stan, and T. Skaland, Effects of Calcium and Strontium Undercooling, Chill and Microstructure in Grey Irons of Varying Sulphur and Oxygen Contents, in Proceedings of the 64th World Foundry Congress, Paris, France, 2000, Paper No. 62
I. Riposan, M. Chisamera, S. Stan, P. Toboc, G. Grasmo, D. White, C. Ecob, and C. Hartung, Aluminum Benefits in Ductile Iron Production, J. Mater. Eng. Perform., 2011, 20(1), p 57–64
I. Riposan, M. Chisamera, S. Stan, T. Skaland, and M.I. Onsoien, Analyses of Possible Nucleation Sites in Ca/Sr Overinoculated Grey Irons, AFS Trans., 2001, 109, p 1151–1162
I. Riposan, M. Chisamera, S. Stan, and T. Skaland, Graphite nucleants (Microinclusions) characterization in Ca/Sr inoculated grey irons, in SPCI 7-Science and Proceedings of Cast Iron International Conference, Barcelona, Spain, 2002. Int. J. Cast Metal Res. 2003, 16(1–3), p 105–111
I. Riposan, M. Chisamera, S. Stan, C. Hartung, and D. White, Three-stage Model for Nucleation of Graphite in Gray Cast Iron, Mater. Sci. Technol., 2010, 26(12), p 1439–1447
S. Stan, M. Chisamera, I. Riposan, N. Ivan, and M. Barstow, Iron Powder Treated Gray Irons—Critical Shape Characteristics for Graphite Nuclei, J. Mater. Eng. Perform., 2012, 21(8), p 1793–1799
I. Riposan, M. Chisamera, S. Stan, C. Ecob, and D. Wilkinson, Role of Al, Ti, Zr in Grey Iron Preconditioning/Inoculation, J. Mater. Eng. Perform., 2009, 18(1), p 83–87
M. Chisamera, I. Riposan, S. Stan, C. Militaru, I. Anton, and M. Barstow, Inoculated Slightly Hypereutectic Gray Cast Irons, J. Mater. Eng. Perform., 2012, 21(3), p 331–338
A. Sommerfeld, B. Bottger, and B. Tonn, Graphite Nucleation in Cast Iron Melts Based on Solidification Experiments and Microstructure Simulation, J. Mater. Sci. Technol., 2008, 24(3), p 321–324
A. Sommerfeld and B. Tonn, Nucleation of Graphite in Cast Iron Melts Depending on Manganese, Sulphur and Oxygen, Int. J. Cast Met. Res., 2008, 21(1–4), p 23–26
A. Sommerfeld, B. Boettger, and B. Tonn, Manganese and Sulfur Influence on the Nucleation of Graphite in Cast Iron Melts, Int. Foundry Res., 2008, 60, p 2–5
A. Sommerfeld and B. Tonn, Theory of Graphite Nucleation in Lamellar Graphite Cast Iron, Int. J. Metalcasting, 2009, 3(4), p 39–47
R. Gundlach, Observations on structure control to improve the properties of cast irons, the honorary cast iron lecture, in 112nd AFS Metalcasting Congress, Atlanta, USA, 2008, Paper 08–158
G. Alonso, D.M. Stefanescu, P. Larranaga, E. De la Fuente, and R. Suarez, On the nucleation of graphite in lamellar graphite cast iron. AFS Trans. 124, Paper 16-020. (2016)
D.M. Stefanescu, G. Alonso, P. Larrañaga, and R. Suarez, On the Stable Eutectic Solidification of Iron–Carbon–Silicon Alloys, Acta Mater., 2016, 103, p 103–114
D.M. Stefanescu, G. Alonso, P. Larrañaga, E. De la Fuente E, and R. Suarez, On the crystallization of graphite from liquid iron-carbon-silicon melts, Acta Mater., 2016, 107, p 102–126
J.A. Campbell, Hypothesis for Cast Iron Microstructures, Met. Mater. Trans. B, 2009, 40(6), p 786–801
G. Alonso, P. Larranaga, D.M. Stefanescu, E. De la Fuente, A. Natxiodonto, and R. Suarez, Kinetics of Nucleation and Growth of Graphite at Different Stages of Solidification for Spheroidal Graphite Iron, Int J. Metalcasting, 2017, 11(1), p 14–26
M.H. Jacobs, T.J. Law, D.A. Melford, and M.J. Stowell, Basic Processes Controlling the Nucleation of Graphite in Chill Cast Iron, Metals Technol., 1974, 1(1), p 490–500
M.H. Jacobs, T.J. Law, D.A. Melford, and T.J. Stowell, Identification of Heterogeneous Nuclei for Graphite Spheroids in Chill-Cast Iron, Metals Technol., 1976, 3(1), p 98–108
T. Skaland, Nucleation mechanism in ductile iron, Doctoral Thesis. Metallurgisk Institutt, Trondheim, Norway, 1992
J. Lacaze, Trace Elements and Graphite Shape Degeneracy in Nodular Graphite Cast Irons, Int. J. Metalcasting, 2017, 11(1), p 44–51
M. Chisamera, I. Riposan, and M. Barstow, Sulfur Inoculation of Mg-treated Cast Ion-an Efficient Possibility to Obtain Compacted Graphite Cast Iron and to Improve Graphite Nucleation Ability in Ductile Iron, AFS Trans., 1996, 104, p 581–588
ULTRASEED® Ce inoculant–ELKEM foundry products brochure, www.foundry.elkem.com (2012)
R.L. Naro, Newly Patented Inoculant Boasts Benefits for Gray and Ductile Irons, Foundry Manag. Technol., 2002, p 20
D.C. Williams, R.L. Naro, M. King, and L. Basaj, Improved, High-Performance, Rare Earth-Free Inoculants, Foundry Manag. Technol., 2012, January 23
T. Thielemann, T., Zur Wirkung van Spurenelementen in Gusseisen mit Kugelgraphit, Giessereitechnik, 1970, 1, p 16–24
I. Riposan, I. Stefan, M. Firican, S. Stan, R.L. Naro, and D.C. Williams, Increasing the Inoculant Potency of Commercial Inoculating Alloys in Induction Melting Grey Cast Iron, AFS Trans., 2015, 123, p 227–242
Acknowledgment
The authors would like to recognize and thank Dr. Rod Naro, ASI International Ltd, Cleveland, Ohio, USA, for partially treatment alloys supports in accomplishing this work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Riposan, I., Stan, S., Uta, V. et al. Cast Iron Inoculation Enhanced by Supplementary Oxy-sulfides Forming Elements. J. of Materi Eng and Perform 26, 4217–4226 (2017). https://doi.org/10.1007/s11665-017-2869-2
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-017-2869-2