
Abstract
This paper exhibits a novel in situ remediation technique named friction tapered stud overlap welding (FTSOW) to repair a through crack in structures and components in extremely harsh environments. Furthermore, this paper presents variations in process data, including rotational speed, stud displacement, welding force, and torque for a typical FTSOW weld. In the present study, the effects of welding parameters on the microstructures and mechanical properties of the welding joints were investigated. Inapposite welding parameters consisted of low rotational speeds and welding forces, and when utilized, they increased the occurrence of a lack of bonding and unfilled defects within the weld. The microstructures with a welding zone and heat-affected zone mainly consisted of upper bainite. The hardness value was highest in the welding zone and lowest in the base material. During the pull-out tests, all the welds failed in the stud. Moreover, the defect-free welds broke at the interface of the lap plate and substrate during the cruciform uniaxial tensile test. The best tensile test results at different depths and shear tests were 721.6 MPa and 581.9 MPa, respectively. The favorable Charpy impact-absorbed energy was 68.64 J at 0 °C. The Charpy impact tests revealed a brittle fracture characteristic with a large area of cleavage.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The repair and maintenance of offshore steel structures under severely corrosive environments are important tasks for operators and contractors in the energy sector. Although conventional fusion welding processes have been used for repairs in the vast majority of cases, these methods can cause problems, such as grain growth, high hardness, hydrogen embrittlement, and slag trapping (Ref 1). Moreover, severe conditions such as underwater and explosive atmospheres also limit the applications of fusion welding. Hence, friction welding has attracted the attention of many researchers owing to its excellent properties, such as excellent joint performance, high efficiency, and cost-effectiveness. Friction hydro-pillar processing (FHPP), which is derived from friction welding, was developed at The Welding Institute (TWI) (Ref 2) for specialized localized damage repair such as on underwater cracks. This is a relatively new welding process patented by TWI in the 1990s (Ref 3). As a solid-phase process, FHPP is suited for underwater welding and the joining of materials that are difficult to weld using the conventional fusion processes. The hydrogen and oxygen from interacting with the friction interface are prevented to evolve or absorb. The reduced oxygen concentration causes an increase in weld material toughness. The lower hydrogen concentration also prevents the formation of cracks in the heat-affected zone (HAZ). FHPP is achieved when material is plasticized and flowing, but not when the material is molten metal. Hence, the maximum temperatures in friction welding (typically 1300 °C for steel) are much lower than those in fusion welding (2000 °C at the liquid weld pool). The weld thermal cycle of FHPP exhibits less grain growth. Moreover, FHPP parameters are unaffected by increased environmental pressure (Ref 4, 5). Hence, FHPP is suitable for underwater welding that is well beyond the limits of fusion welding processes.
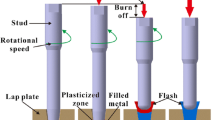
During FHPP, a cylindrical or tapered blind hole is drilled into a substrate at the location of interest, and a concentrically rotating cylindrical or tapered stud is used as a consumable tool. When the specimen configuration is tapered, the FHPP process can be called friction tapered stud welding (FTSW). Once the stud achieves the preset rotational speed, the consumable tool is inserted into the hole under an axial downward force. The frictional heat-generated between the contact surfaces causes the material to soften and flow around the gap. A forging force is then applied when the rotating stud stops (Ref 6). The schematic of the steps in the FTSW process is shown in Fig. 1; the lap plate is not illustrated.

Schematic illustration of FTSOW
Over the past few decades, a number of studies have concentrated on FHPP. Thomas and Nicholas (Ref 7) presented further advantages of the FHPP process, focusing on its application in heavy industry joining or the repairing of thick steel structures. They were the first researchers to provide a comprehensive description of this process. Nicholas (Ref 8) listed the potential advantages of FHPP and was the first researcher to present the microstructure and mechanical properties of the weld. The influence of additional gas shielding on FHPP and its properties were also reported. A more detailed exposition presented by Thomas and Nicholas (Ref 9) showed encouraging results when a shielding gas was used, particularly in butt or sleeve configurations to present oxidization in the gaps between the plates. Andrews (Ref 10) described the development of the friction plug welding process for the repair of offshore structures. He reported that the diameter of the welding stud was dependent on the thickness of the substrate to be repaired, and the consumable stud only plasticized in the contact area near the surface. However, Thomas and Nicholas (Ref 11) showed that the cylindrical consumable stud plasticizes across the entire diameter of the bar. They also reported that the friction stitch welding process could be used to repair cracks under water. Chludzinski et al. (Ref 12) analyzed the fracture toughness characteristics of FHPP welded joints in C-Mn steels. Hattingh et al. (Ref 13) reported the influence of process parameters on the performance of friction taper stud welds in AISI 4140 steel. Recently, Cui et al. (Ref 14) investigated the welding process, microstructures, and mechanical properties of FTSW for S355 steel in underwater conditions. Yin et al. (Ref 15) reported the weld microstructures, defect formation, and mechanical properties of underwater FTSW on X65 steel with carbon and stainless steel plugs.
In general, the FTSW process cannot be employed to repair a through crack; it can only be used to repair the embedding crack whose position are higher than the half of the damaged component thickness owing to the great welding force. As a solid-phase welding technology, the friction between the stud and the hole is essential for the generation of the heat required for metallurgical bonding. For the through crack, as there is no material at the bottom of the through hole, friction cannot occur. Alternatively, when the embedding crack is located below the centerline of the pipeline thickness, the bottom of the hole might be crushed under the large welding force. However, in practice, various through cracks abound in engineering and are easy to detect with professional devices, especially those in the pressure vessel and the pipeline. The through crack is much more dangerous than the embedding crack; therefore, it is critical that it is repaired. To solve this problem, friction tapered stud overlap welding (FTSOW) derived from the FTSW process has been proposed; a schematic illustration of the steps of this novel process is shown in Fig. 1. The through crack is covered with a lap plate, and welding is conducted around the edge of the plate, as shown in Fig. 2, to prevent leakage of the damaged structure. Thus far, many scholars have extensively studied on FTSW; however, few studies on the characteristics and properties of FTSOW have been conducted.

Schematic illustration of FTSOW for repair through crack
Accordingly, the aim of this study was to elucidate the welding quality of FTSOW with the X65 higher-strength pipeline steel. The tapered stud and hole configuration was selected for the investigation, and welding parameters, such as rotational speed and applied downward force, were also considered. All welds were conducted underwater by using custom high-performance welding equipment. The characteristics, macrostructure, microstructure, and hardness of the welds were methodically studied. To evaluate the quality of the welds, a pull-out test, a cruciform uniaxial tensile test, a tensile test at different depths, a shear test, and a Charpy impact test were conducted. The results were also systematically discussed.
Experimental Procedures
Test Material and Specimen Preparation
A 15-mm-thick lap plate and a 20-mm-thick substrate were used in this investigation. Four bolts at each corner were used to closely attach the lap plate to the substrate. The hole was drilled through the lap plate into the substrate with a 20° taper and 25 mm depth, and the corresponding stud had a 18° taper. The maximum diameters of stud and hole were 16 mm and 18 mm, respectively. Both stud tip and hole bottom were designed with 2-mm rounded corners, as shown in Fig. 3(a).

(a) Geometrical details of the experimental samples; (b) schematic of the pull-out specimens; (c) schematic of the cruciform uniaxial tensile specimens; (d) schematic of the tensile specimens sampled at different depths; (e) schematic of the shear specimens; and (f) schematic of the Charpy impact specimens
For the FTSOW experiment, the X65 pipeline steel according to the API 5L standard was selected as the base material for both the consumable tool and the substrate. The chemical composition of the steel is presented in Table 1, and its basic mechanical properties are illustrated in Table 2.
Welding Equipment and Parameter Settings
All welds were performed using a hydraulically powered machine, as shown in Fig. 4(a). The entire welding system consisted of four major components: a hydraulic unit, a welding head including a hydraulic fixed motor and a cylinder, valve blocks, and a control system. The maximum power of the hydraulic unit was 90 kW, and the maximum axial force was 60 kN. The maximum rotary speed of the hydraulic fixed motor was 8000 rpm, and the maximum torque was 120 Nm. Figure 4(b) shows that FTSOW experiment was conducted under wet conditions when the substrate and lap plate were totally submerged in water. In this study, the following rotational speeds were selected: 6000 rpm, 6500 rpm, and 7000 rpm; the applied downward forces were changed from 20 kN, 30 kN, and 40 kN, as shown in Table 3. During the welding process, an additional measurement system was used to acquire and record the processing parameters, including rotational speed, welding force, axial displacement of the stud, and torque to analyze the characteristics of the welding process.

(a) FTSOW experimental device and (b) welding process under wet condition
Microstructure and Mechanical Properties
Once the welds were completed, they were sectioned through the center of the weld zone and mechanically ground. To characterize the macrostructure of the welds, the weld samples were etched using a 3% HNO3 and C2H5OH solution. The key features of the weld were characterized using an Olympus SZX16 optical microscope. The microstructure of the weld was observed with an Olympus GX51 optical microscope. A 432SVD Vickers hardness tester was used to evaluate the HV10 hardness distribution of the joints. As demonstrated in Fig. 3(b) and (c), the pull-out and cruciform uniaxial tensile tests for welds were performed to evaluate the quality of the joints. The tensile test was conducted to assess the bonding quality of the side wall at different depths along the perpendicular direction of the hole as shown in Fig. 3(d). Moreover, the shear tests of the joints were also conducted, as shown in Fig. 3(e). All the tensile and shear tests were conducted three times in each test on the CCSS-3910 universal electric tension machine with a load rate of 5 mm/min. The standard Charpy V-notch samples with dimensions of 10 mm × 10 mm × 55 mm were machined to evaluate the impact toughness of the weld metal at 0 °C using a drop weight impact tester, according to ASTM: E23-02a (standard test method for notched bar impact testing of metallic material). Specimens were machined from all welds at a 10 mm distance from the lap plate surface. The notch was oriented normal to the substrate surface at the center of the stud, as shown in Fig. 3(f). The fracture surfaces of the impact samples were observed using SEM to identify the fracture behavior.
Results and Discussion
Process Characterization
A measurement system was designed and built to record and store the welding parameters, including rotational speed, axial displacement of the stud, applied downward force, and torque during the welding process. Figure 5 presents the measured welding parameters of sample W1. As indicated in the diagram, the four stages, including preparation, rubbing, filling, and forging, can be divided on the basis of different pressures. In the preparation stage, the stud begins to rotate until it reaches the required speed. The piston then pushes the rotating stud into the hole. The stud and the hole do not make contact. In this stage, the rotation speed holds wave nearby a preset value. The applied downward force is almost zero, and the torque is stable at about 25 Nm. Only the displacement of the stud increases at a certain rate. When the stud makes contact with the bottom of the hole, the rubbing stage commences. As the stud rubs the bottom of the hole, the torque achieves a peak value first owing to the instantaneous collision. This collision also leads to fluctuation in the rotational speed. The applied downward force increases to the specified value over a period of 2 s owing to relaxation of the hydraulic system. As friction increases under the growing applied downward force, the torque fluctuates sharply. The material of the contact couple is softened by the frictional heat that is generated by rubbing. The softened metal on the interface can reduce the torque. At the same time, the welding force continuously increases, which results in a growing torque. The displacement increases as the burn-off of the stud increases. The rotation speed is relative constant except for the initial undulation. In the filling stage, a large amount of plasticized metal is generated from the friction surface and pressed out of the interface to fill the gap between the stud and the hole under the constant downward force. The welding force reaches the preset value and remains unchanged. Like the applied downward force, the rotational speed is also stable in this stage, except for the initial part of this stage. As the material softens, the torque reduces constantly. The displacement increases at a constant rate owing to the constant burn-off rate of the stud. When the preset burn-off distance is achieved, a sudden motor stop causes a dramatic change in the torque. The forging stage begins when the spin stops. A higher forging force is applied at the top of the stud to achieve homogeneous bonding across the entire section. The displacement of the stud remains unchanged. The rotation speed and the torque decrease to zero.

Acquisition of the welding data of W1 during FTSOW process
Cross-sectional Features
After etching the welds in a 3% HNO3 and C2H5OH solution, the weld characteristics and macrostructures were revealed in Fig. 6. It can be seen that most of the samples had full bonding all around the fill area under either or both of the high welding parameters, especially in the rounded corner, where flaws are very easy to generate owing to the high deformation resistance (Ref 16). However, three welds, i.e., W1, W2, and W4, exhibited defects at the bottom of the hole. When the experiment was conducted using the low rotational speed and welding force, the welding quality was obvious degradation. The welding force had a much more significant impact on defect generation than the rotational speed. When the axial force was large enough, defects were not generated in the welding joint.

Cross-sectional observations of the FTSOW welds
The macrographs of unsound welds revealed two kinds of defects, namely lack of bonding and the unfilled cavity, at the bottom of the hole. Although the tapered stud and hole configuration can promote ductile metal deformation in the initial stage of the process, owing to the high stress generated at the stud tip, the excessive low rotational speed and welding force can result in insufficient frictional heat generation and limited plastic flow of the stud material. The low welding force makes the bonding between the stud and hole wall materials impossible. When using a combination of welding parameters, the unfilled cavity occurs easily because of deficient material plastic deformation.
As shown in Fig. 7, the joints generally consisted of an unchanged shape in the lower part of the stud and a region of plastically deformed stud material in the upper part. The several distinct zones, including weld zone, inner flash, outer flash, HAZ, and base metal, could be distinguished. In addition, two obvious boundaries are revealed in the figure: one is the interface between the lap plate and the substrate, and the other is the boundary between the stud and the hole, which is defined as the bonding line. The plasticized material produced from the stud was pressed to form the weld zone. A part of the plasticized material that pressed out of the hole surface under the welding force formed the inner flash. The wall of the hole was squeezed by the transverse pressure to form the outer flash. The HAZ was separated from the weld zone by the bonding line. At the beginning of the welding process, the frictional heat gradually increased from zero, resulting in a narrow HAZ. With rapid generation of the frictional heat, the scope of HAZ expanded. Near the hole surface, the increased heat dissipation reduced the HAZ area. The area of the bottom of the HAZ was deeply affected by the welding force, but was not influenced by rotational speed. As the welding force increased, the area of the bottom of the HAZ expanded continuously. This was because the high welding force increased the heat transfer between the stud and the hole. Hence, the area of the heated metal correspondingly increased.

Welding characteristic with different zones
Microstructure and Hardness
The typical microstructure of a FTSOW specimen was observed by an optical microscope and identified according to the ASM Metals Handbook Volume 9-Metallography and Microstructures 2004 (Ref 17). The observing regions of interest are marked A-F in Fig. 7. As shown in Fig. 8(a), the microstructure of the base material was composed of fine ferrite and pearlite. The microstructures in the weld zone and HAZ were composed of upper bainite and were broadly homogenous. During the FTSOW process, the frictional heat generated at the interface between the stud and the hole softened the material to form austenite. Austenite then transformed into quenched structures under the severe cooling rate. As shown in Fig. 8(b), the microstructure of the upper region of the weld zone marked B in Fig. 7 contained a large volume of upper bainite. The bunchy bainitic ferrite nucleated at the boundary of the prior austenite and grew along the same direction as the austenite. A high degree of parallelism was observed between the bunchy bainitic ferrite and the austenite in the coarse prior austenite grain. The interrupted strip-shaped cementite, which was embedded between the bainitic ferrite laths, also exhibited good parallelism. The microstructure in the lower weld zone was similar to that in the upper region of the weld zone, as shown in Fig. 8(d), but the grain became coarse owing to the longer heating time and lower cooling rate. The microstructure in Fig. 8(c) located in the upper HAZ also consisted of upper bainite, and the grain size in this area was finer than that in Fig. 8(b). The material in the upper HAZ transferred the frictional heat to the base metal, and the cooling rate in this area increased. The mechanical agitation in upper HAZ is more violent than that in the upper region of the weld zone owing to the large friction radius. On the hole bottom corner of the HAZ, the microstructure, on the left the bonding line, consisted of upper bainite, as shown in Fig. 8(e). The grain size in this area was refined by mechanical agitation. In the lower HAZ, the microstructure was also made up of upper bainite, as shown in Fig. 8(f). Compared with Fig. 8(b), the grain size in the lower HAZ was much coarse owing to the longer heating time.

Microstructures of (a) the base material; (b) the upper region of the welding zone; (c) the upper region of the HAZ; (d) the lower region of the welding zone; (e) the corner of the HAZ; and (f) the bottom of the HAZ
To investigate the hardness distribution profile of the joint, the measurements were taken in three rows, as illustrated in Fig. 7 by the red lines. Figure 9(a) shows the hardness distribution profile of W1 at 6000 rpm and 20 kN. It can be seen that the maximum hardness value of L1, which is represented by the black curve, appeared in the welding zone when the maximum hardness value reaches 314.7 HV10. The microstructural transformation and strain hardening increased the hardness distribution in the welding zone. The microstructure of the welding zone was mainly upper bainite, whose hardness value is higher than that of the base material. Moreover, the severe plastic deformation of the consumable tool caused a strengthening mechanism throughout the entire welding process. Owing to the severe plastic deformation, the value of hardness in the welding zone fluctuated wildly. It can be seen that the value of hardness values rose from 224.46 HV10 to 314.7 HV10 in the welding zone. The hardness near the hole surface was similar to that of the base material. In this region, the severe plastic deformation is only performed in the forging stage and result in inadequately strengthening mechanism. The hardness value of the bottom HAZ was also strengthened after welding owing to the microstructural transformation and strain hardening. The hardness survey in this area was higher than that of the base material but lower than the average hardness value in the welding zone. The hardness distributions in the upper (L2) and lower (L3) regions of the joint also presented the highest values in the welding zone and lowest values in the base material, which the hardness survey showed was generally the same behavior as that presented in L1. The hardness value of L2 was generally higher than that of L3. The material of the stud was sufficiently softened in the later stages of the welding process. The effect of strain hardening in the upper area of the welding zone is evidently enhanced the hardness value.

Hardness distribution in (a) W1 joint and comparison diagram of hardness alone (b) middle line, (c) upper line, and (d) lower line in W5, W8, W9 samples
Figure 9(b) shows the hardness distributions of W5, W8, and W9 along the center line. The measurements of W8 and W9 at the same rotational speed and different welding force demonstrated a familiar behavior in each testing line. As welding force increased, the hardness distribution generally decreased except in the lower region of the welding zone. The hardness values of W5 and W8 for the same welding force and different rotational speed were close to each other. The hardness distributions along L2 are as shown in Fig. 9(c). The results indicated that the hardness value decreased with increasing welding force. For the same welding force, an increasing rotational speed can slightly raise the value of the hardness. Figure 9(d) shows the hardness distributions along L3 of W5, W8, and W9 shows the same variation tendency with the L1 and L2. Hence, it is believed that the hardness may be influenced by the applied welding force and negligibly affected by the rotational speed.
Pull-Out Test
In order to evaluate the bonding quality of the FTSOW joint, the pull-out test was conducted to reveal the ultimate tensile strength of the welds for all welding conditions at room temperature 20 °C. The experimental results of the pull-out test confirm the suitability of the method for measuring tensile strength of welds, as shown in Fig. 10(a). The strengths of all the joints were slightly lower than the strength of the base material, and failure was not observed within the welded area, as shown in Fig. 10(b). Thus, a good welding quality was obtained even though some samples had welding defects on the edge of the hole bottom under the low rotational speed and welding force conditions. It can be seen that the bonding quality of the upper portion of the hole played a leading role in the pull-out test. The lack of bonding in the hole bottom did not influence of the position of the fracture in all cases. The failure position of all the welds was on the stud and was at a distance from the lap plate surface. During welding, a large amount of frictional heat was generated by the high-speed spinning consumable tool, and the applied downward force spread around continually. The material of the stud near the lap plate surface was softened by the high temperature and deformed by the welding force, resulting in an expanded cross section and a lower stress. The deformation of the material in the failure position was largely unchanged by the relatively lower temperature, but the mechanical property decreased owing to the increased grain. Hence, the failure position was located on the stud and was at a distance from the lap plate surface.

Pull-out test (a) results and (b) failure positions of the welds from different welding parameters
Cruciform Uniaxial Tensile Test
According to the specific application of the FTSOW process, the lap plate, as a result of pressure exerted via the through crack, separates from the substrate. Accordingly, a novel cruciform uniaxial tensile test has been designed to evaluate the bonding property of the lap plate and the substrate. The cruciform uniaxial tensile test results are illustrated in Fig. 11(a), and they show that the defect-free specimens broke at the interface of the lap plate and substrate. The rest of the welds with the defects in the hole bottom exhibited failure in the bonding surface between the stud and the hole in the substrate, as shown in Fig. 11(b). The lack of bonding around the hole bottom area of the defective welds reduced the bearing area, causing the stud tip to pull out from the substrate hole. The cruciform uniaxial tensile strengths of those defective welds were general low. The best result of 58.31 kN and 460.5 MPa was obtained with sample W4.

Cruciform uniaxial tensile (a) results of the welds from different welding parameters and (b) fracture appearance of the defective weld
The defect-free welds bonded well at the bottom of the hole and the side wall. The specific morphology of the interface after welding resulted in the same fracture position. The effective area of the interface was less than that of the stud. Under the same tensile load, the interface of the welding zone experienced the higher stress. As shown in Fig. 11(a), the best result of 96.69 kN and 763.7 MPa was obtained with sample W9. The ultimate tensile strength of this joint was higher than that of the base material owing to the hardening ability of the welding zone material caused by the high heat dissipation coefficient in wet operating condition to enhance the mechanical property of the welding material at the interface. The increased welding parameters contributed to the enhancement of the tensile strength. Under the same rotational speed, the ultimate tensile strength usually increased with increased welding force. Likewise, a high rotational speed could also increase the tensile strength under the same welding force.
Tensile Test at Different Depths
Sample W9 was selected to evaluate the side wall bonding quality of the welding joint. Seven tensile test specimens were acquired at the different distance from the surface of the lap plate along the perpendicular direction of the hole, as shown in Fig. 3(d). The tensile test results, as shown in Fig. 12(a), indicated that the best result of 9.02 kN and 721.6 MPa was achieved with T1, and the worst result of 3.13 kN and 250.4 MPa was obtained with T7. From Fig. 12(b), only T6 and T7 exhibited failure at the bonding line; the rest of the specimens ruptured at the base material. It can be seen that the fractures of T6 and T7 had non-plastic deformation areas. In contrast, the tensile test samples failed in the base material with plastic deformation areas. Moreover, the value of the tensile strength decreased with low sampling position. In the initial stages of the welding process, the insufficient frictional heat could not entirely soften the material of the stud tip. Furthermore, the metallurgical bonding at the side wall close to the hole bottom was weak. As welding progressed, the frictional heat became saturated enough to soften the stud material. Under the welding force, the softened metal closely welded with the side wall of the hole to increase the ultimate tensile strength.

(a) Results of tensile test at the different distance from the surface of the lap plate and (b) failure positions of the welds from different welding parameters
Shear Strength
Shear strength test results for all welds are illustrated in Fig. 13; they show that the shear strength of the joint ranged from 463.1 MPa to 581.9 MPa. All specimens cracked and failed at the interface owing to the stress concentration. Sample W1, which was welded at the lowest rotational speed (6000 rpm) and welding force (20 kN), achieved the lowest weld shear strength of 463.1 MPa. This suggests that a low rotational speed and applied downward force have a negative impact on welding quality. For the same rotational speed, the shear strength value of the joint increased with increasing welding force. Correspondingly, a high rotational speed can also enhance the value of the shear strength for the same welding force. Hence, when high welding parameters are utilized during the welding process, the shear strength of the welded samples can increase.

Shear properties of the welds with the rotational speed of 6000-7000 rpm and the welding force of 20-40 kN
Charpy Impact Toughness and Fracture Morphology
The fracture surface macrographs of all impact samples are shown in Fig. 14. Figure 15 shows the results of the Charpy impact tests that were performed at 0 °C with a notch at the weld zone. The best value was obtained for W9, which had the highest impact energy of 68.64 J with a positive error of 3.54 J and a negative error of 2.56 J. However, the lowest measured value was 52.14 J, and it was obtained for W2, which was welded at a rotational speed of 6000 rpm and an applied downward force of 30 kN. When the rotational speed was 6000 rpm, the impact energy decreased to a minimum value and then increased with increasing welding force. For the rest of the rotational speeds, the impact energy was in direct proportion to the welding force. For the same welding force, the values of the impact energy were close to each other, except for W9, which had a highest impact energy value under the maximum welding parameters. All the impact energy could match the requirement for class B welds in AWS D3.6 Underwater Welding Code, where 19 J is the lowest and 27 J is the average impact energy are needed (Ref 18). The impact toughness values of the welding zone were lower than those of base material, and the Charpy value was higher than 300 J.

Fracture surface macrographs of the Charpy impact specimens and fracture morphology observation positions

Charpy impact-absorbed energy of welds at 0 °C
The samples W9 and W2, which have the best and worst Charpy impact values, were selected to investigate the fracture mechanism. The typical SEM impact fracture morphology on the fracture surface of W2 and W9 are shown in Fig. 16(a) and (b), respectively. The fracture surface at the welding zone consisted of a large volume of cleavage facets with different areas. The crack initiation of the cleavage facet formed in the prior austenite grain boundaries and propagated gradually to the grain interior. The crack growth exhibited river pattern. It is believed that the fracture mechanism of W2 and W9 in the welding zone was characteristic of a brittle fracture. The impact fracture morphology on the fracture surface of the base material exhibited a fully ductile aspect with fine dimples, as shown in Fig. 16(c). The fracture mechanism of the base material was characteristic of a ductile fracture.

Fracture morphologies in the fracture surface of (a) W2, (b) W9, and (c) base material
The obtained impact toughness values of all joints at the welding zone were significantly lower than that of the base material. The microstructure of the welding zone consisted of upper bainite, whose plastic deformation capacity is poorer than that of the base material. From the fracture surface, the base material had a ductile appearance, but the welding metal exhibited a brittle characteristic. Moreover, the welding thermal cycle caused rapid heating in the welding zone, increasing the coarseness of the austenite grain and resulting in a coarse bainite structure.
Conclusions
Friction tapered stud overlap welding (FTSOW) can be used to repair a through crack in damaged structures and components. In this study, the effects of welding parameters on the microstructures and mechanical properties were investigated in the FTSOW joint of X65 pipeline steel. The experiments carried out allow the following conclusions:
-
1.
FTSOW can be employed to fabricate sound welds for X65 pipeline steel with high welding parameters in the wet condition. When the experiment was conducted with inapposite welding parameters consisting of low rotational speeds and welding forces, the lack of bonding and unfilled defects within the weld were common occurrences.
-
2.
The overall FTSOW process involved four stages: preparation phase, rubbing phase, filling phase, and forging phase. The stages were identified on the basis of different pressures. According to macro-morphology, the welding joint consisted of a weld zone, an inner flash, an outer flash, a HAZ, and the base metal. The interface between the substrate and lap plate could be distinguished.
-
3.
The microstructure of the joint exhibited homogenous features. The joint was dominated by upper bainite. The hardness value was highest in the welding zone and lowest in the base material. Compared with rotational speed, welding force had a more significant influence on hardness. As the welding force increased, the hardness value decreased constantly under the same rotational speed.
-
4.
During the pull-out tests, all welds exhibited failure in the stud. The ultimate strength values were slightly below that of the base material. During the cruciform uniaxial tensile tests of the defect-free welds, failure occurred at the interface of the lap plate and the substrate, and the welds with the defects broke in such a way that the stud was uprooted from the hole. The best tensile test results at different depths and shear were 721.6 MPa and 581.9 MPa, respectively.
-
5.
The best and worst Charpy impact values were 68.64 J and 52.14 J at 0 °C with the notch at the weld zone. The fracture mechanism of all welds exhibited a brittle characteristic with a large area of cleavage.
References
W.B. Gao, D.P. Wang, F.J. Cheng, X.J. Di, C.Y. Deng, and W. Xu, Micro-structural and Mechanical Performance of Underwater Wet Welded S355 Steel, J. Mater. Process. Technol., 2016, 238, p 333–340
TWI, Leading Edge, Friction Hydro Pillar Processing. (Connect, 1992)
W.M. Thomas, P. Temple-Smith, Friction Plug Extrusion, UK Patent Application GB 2306365A. (1997)
A. Ambroziak and B. Gul, Investigations of Underwater FHPP for Welding Steel Overlap Joints, Arch. Civil Mech. Eng., 2007, 7(2), p 67–76
D.E. Gibson, A. Meyer, O. Vennemann, J.F. Santos, G.R. Blakemore, Engineering Applications of Friction Stitch Welding, in 20th International Conference on Offshore Mechanics and Arctic Engineering, June 3–8, 2001, Brazil
A. Meyer, Friction Hydro Pillar Processing Bonding Mechanism and Properties, Ph.D. thesis GKSS-Forschungszentrum Germany, 2003
W. Thomas, D. Nicholas, On Trial—A New Thick Plate Joining Technique, TWI Connect, 1993
E.D. Nicholas, Friction Hydro Pillar Processing, in 11th Annual North American Welding Research Conference, 1995, pp. 7–9
W. Thomas, The Need for Gas Shielding—Positive Advantages for Two Friction Processes. (TWI Bulletin, 1997), pp. 84–88
R.E. Andrews, Underwater Repair by Friction Stitch Welding, Met. Mater., 1990, 6, p 796–797
W.M. Thomas, E.D. Nicholas, Emerging Friction Joining Technology for Stainless Steel and Aluminium Applications, in TWI, productivity beyond 2000: IIW Asian Pacific Welding Congress, Auckland, 1996
M. Chludzinski, M.P. Paes, F.L. Bastian, and T.R. Strohaecker, Fracture Toughness of Friction Hydro-Pillar Processing Welding in C–Mn Steel, Mater. Des., 2012, 33, p 340–344
D.G. Hattingh, D.L.H. Bulbring, A. Els-Botes, and M.N. James, Process Parameter Influence on Performance of Friction Taper Stud Welds in AISI, 4140 Steel, Mater. Des., 2011, 32, p 3421–3430
L. Cui, X.Q. Yang, D.P. Wang, X.P. Hou, J. Cao, and W. Xu, Friction Taper Plug Welding for S355 Steel in Underwater Wet Conditions: Welding Performance, Microstructures and Mechanical properties, Mater. Sci. Eng. A, 2014, A611, p 15–28
Y.Y. Yin, X.Q. Yang, L. Cui, J. Cao, and W. Xu, Microstructure and Mechanical Properties of Underwater Friction Taper Plug Weld on X65 Steel with Carbon and Stainless Steel Plugs, Sci. Technol. Weld. Join., 2015, 21(4), p 259–266
Y.C. Xu, H.Y. Jing, Y.D. Han, and L.Y. Xu, Numerical Simulation of the Effects of Various Stud and Hole Configurations on Friction Hydro-pillar Processing, Int. J. Mech. Sci., 2015, 90, p 44–52
ASM Handbook: Metallography and Microstructures, vol. 9. (ASM Handbook Committee, 2004)
Specification for Underwater Welding, AWS D3.6M: 2010. (American Welding Society, Miami, 2010)
Acknowledgments
This research work was financially supported by The National High Technology Research and Development Program (863 Program) of China (Grant No. 2011AA090302).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Xu, Y.C., Jing, H.Y., Han, Y.D. et al. Microstructures and Mechanical Properties of Friction Tapered Stud Overlap Welding for X65 Pipeline Steel Under Wet Conditions. J. of Materi Eng and Perform 26, 4092–4103 (2017). https://doi.org/10.1007/s11665-017-2800-x
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-017-2800-x