
Abstract
In this paper, the structure formation during the plastic deformation of polycrystalline nickel and aluminum based alloy 2024-T3 is investigated. The possibility of the relaxation and synergetic structure formation is examined. It is shown the deformation softening to be due to the crystallization of the amorphous structure of hydrodynamics flow channels (synergetic structure) HC as micrograins and their subsequent growth. The possible mechanism of micrograins’ growth is proposed. The deformation processes change the phase composition of the multiphase alloy 2024-T3. It is shown by the quantitative analysis of the structures which were deformed in different regimes of the alloy samples. A method for increasing of the fatigue life through a dynamic pre-deformation is suggested.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The classical concepts of physics of plasticity are based on the fact that the plastic deformation of crystalline materials is carried out mainly by moving of defects (dislocations, disclinations, vacancies and complexes of these defects).
From the standpoint of these concepts, formation of deformation structures may be due to the interaction of moving defects and subsequent relaxation formations of results of this interaction.
As a result, such structures (dislocation cell structure, polygonal structure, etc.) help to reduce internal stresses, but these structures do not play an active role in deformation process. Inherently such structures are relaxation structures.
As long as the plastic deformation area is remote from the equilibrium, in accordance with the laws of nonlinear thermodynamics (Ref 1, 2), the so-called synergistic structure formation (i.e., the self-organization) is possible (Ref 3).
In plastically deformable metallic materials, synergistic structure formation is carried out by the origin and development channels of a homogeneous mass transfer with amorphous (liquid-like) structure inside (hydrodynamic channels (HC)) (Ref 4-6 and others).
Study of the deformation behavior of a large number of different metals and alloys in both mono- and polycrystalline states showed the possibility of forming HC.
The presence of grain boundaries in the initial state does not prevent the formation of HC in the process of plastic deformation, but for all that the HC may intersect the grain boundaries of different crystallographic orientation without changing direction, which in most cases coincides with the direction of the greatest component of external mechanical field tensor. Concept of HC is essentially the development of concepts of shear bands and microbands, experimentally discovered and discussed in detail (Ref 7-11).
It is necessary to remark the HC to exist and to promote to plastic flow of material during action of mechanical stress only. After unloading or destruction of the sample and in some cases in the process of deformation, the amorphous structure is crystallized inside the channels and, as shown by experiment, the crystallization is carried out by the fluctuation nucleation (e.g., micrograins) (Ref 12, 14).
Subsequent growth of micrograins along with the formation of dislocation cells in areas not occupied by channels, creating a structure of plastically deformed material. Consequently, after end of the deformation process in the material only relaxation structures are present. Synergistic structures leave only morphological trace in some cases.
Experimental Procedure
-
1.
Relaxation structure formation during the deformation process in single-phase metallic materials.
The relaxation structures were examined on polycrystalline nickel with a purity of 99.99% Ni, deformed by rolling. The substructure of nickel after rolling to 50 and 80% was examined by the TEM and x-ray analysis methods (Ref 12).
-
2.
Pattern formation during the deformation of heterogeneous metal alloys
As an object of research, we chose the multiphase aircraft alloy 2024-T3. Toughened alloy state is achieved mainly owing to the presence therein of nanoparticles Al2Cu (so-called Θ-phase) and CuAl2Mg (so-called S-phase). Θ-phase has a tetragonal lattice of bcc, the density of 4.345 g/cm3 and melting temperature 591 °C. S-phase has an orthorhombic face-centered lattice, a density of 3.55 g/cm3 and melting temperature 550 °C. Both phases have a more complex crystal lattice as compared with the lattice basic element—aluminum and a lower melting point. Apparently, the mismatch crystalline aluminum structure and present in the solid solution fine precipitates Al2Cu phases and CuAl2Mg leads to the observed strengthening effect, and on the other hand lower melting points of these phases indicate the possibility of the softening of the alloy, not only by heating but also when other energy impacts, e.g., mechanical. The complex phase composition of the alloy indicates the possibility of different scenarios of structural changes at different influences and different effects of these changes on the mechanical properties of the alloy product.
The results of our investigation of TEM structure of alloy 2024-T3 samples in the state of delivery after the standard thermo-mechanical treatment and after various mechanical treatments are considered. Scheme of the specimen for mechanical tests is shown in Fig. 1.

Scheme of the specimen for mechanical tests
The chemical composition of the used alloy 2024-T3 in % weight listed in Table 1.
The cyclic loading of samples was carried out on a standard plant “Instron – 8802” by the regime “cyclic tension” with a frequency of 15 Hz (see Fig. 2) and the value of the asymmetry of the cycle R = 0.1.

Scheme of loading of the samples
Two lots of samples (see Table 2) were specially prepared: one lot (« 4 » in Table 2) was tested for fatigue in the state of delivery, and the second lot (« 3 » in Table 2) with the preliminary plastic deformation level 10–11% under complex loading conditions “prior static stretching–impulse of loading.” Method of deformation impulse of loading was described in detail in our previous papers (see (Ref 4, 13 et al.).
TEM study was conducted at a wide range of value (from x200000 to x10000).
Experimental Results and Discussion
-
1.
Relaxation structure formation during the deformation process in single-phase metallic materials.
Let us consider the praxis of relaxation structures formed during deformation process by the example of polycrystalline nickel (99, 99% Ni) after rolling deformation. Figure 3 shows example of structure of polycrystalline nickel deformed by rolling to 80% after deformation and unloaded. A large number of microformations of different sizes having a uniform (white) contrast and exact boundaries are revealed.

Structure of polycrystalline nickel deformed by rolling to about ~80%
Taking into account the marked characteristics, these microformations were called micrograins. The smallest micrograins had a size of 60-80 nm. White contrast of these microformations apparently is connected with a greater thickness of the foil in these areas, which is the result of the best structural perfection. These areas can be considered as recrystallized areas on different levels of evolution. Micrograins of minimum sizes were detected in the samples of all deformation levels. It shows their formation to occur continuously during rolling. Most likely micrograins of minimum sizes are conceived in liquid-like (practically amorphous) structure of hydrodynamic flow channels. During rolling, the sizes of micrograins are enlarged—it is the result of recrystallization process.
Let us estimate the possibility of enlarging micrograins by thermally activated boundary migration. For estimation, we used quantitative parameters of the recrystallization in nickel of comparable degree of chemical purity (Ref 15). The rate of thermally activated of recrystallization centers growth described by the relation:
As long as deformation is carried out to 80% for one pass, take deformation time of 10 s. Thus, we believe that migration boundaries does not exist during the preparation of foils for investigation and the temperature does not rise significantly and remained near room temperature during the deformation process and during the thinning of the foil. The maximum of the grain size (in the direction of maximum elongation) is ~3.5·10−4 cm (it is showed by statistical analysis of the grain sizes).
Thus, the maximum speed of micrograins’ boundary migration is about 1,75·10−5 cm/sec. Substituting this value in relation (1) and taking G0 = 1011 cm/s (Ref 15), we obtain for activation energy Q a value of 21 kkal/mol. This value is significantly less than that was obtained from the temperature dependence of G for comparable purity nickel (Ref 15). This result may be due to two reasons:
-
Thermally activated displacement of large-angle boundaries occur during deformation process when the material is in an external mechanical field. This field can activate boundary migration also, i.e., to reduce migration activation energy;
-
Enlargement of micrograins may be realized by other mechanism, significantly different from the thermal boundary migration.
Figure 4 shows the normalized values for the most probable statistical size distribution curves of recrystallized grains in nickel, deformed by rolling to 50% (Fig. 4a) and 80% (4b). It can be seen that the two curves are almost identical and functionally similar to the scaling dependence micrograins sizes in nickel and recrystallized grains in rolled aluminum single crystal (Ref 12, 14). Character-normalized statistical dependencies of the relaxation structural elements of sizes (cell, recrystallized grains) as we studied and described by other authors (Ref 16, 17 et al.) are the same regardless of the deformation and material conditions—a rapid rise to the most probable value, and a gentle decline to large size, greatly exceeding the most likely. In our case (Fig. 4), it shows the predominant role of the nucleation process over the process of micrograins’ enlargement.

Statistical distribution curves (P/Pav) are normalized at the most probable value of the size (length and width) of recrystallized grains (d/dav) in nickel, deformed by rolling to 50% (a) and 80% (b); d—measured length (width) of recrystallized grains; dav—the most probable value of the size (length or width) of recrystallized grains; P—probability of measured length (width) of recrystallized grains; Pav—probability of the most probable value of the size (length or width) of recrystallized grains (Pav = 1 for dav)
Let us consider in more detail a possible mechanism for consolidation of micrograins, different from the thermal boundary migration. It is noteworthy that micrograins’ dense clusters are observed in different parts of the deformed nickel foil. The size of these clusters corresponds to the normalized size of the right branch of statistical curve shown in Fig. 4(a) (see Fig. 5). It can be assumed that the formation of aggregated recrystallized grains is the result of the merger of micrograins in their cluster.

Fragment of nickel structure after rolling to 80% (b) and microdiffraction of this fragment (a)
The diffraction reflections of individual micrograins form the microdiffraction of structure fragment of Fig. 5(b). Microdiffraction study (Fig. 5a) of this foil fragment (Fig. 5b) showed that micrograins have different crystallographic orientation. In this connection, the question arises about the possibility and mechanism of micrograins’ rotation in the process of merging. Apparently, the processes near micrograins’ boundaries may be similar to those that occur in a deformed crystalline material during the formation of HC. Liquid-like structure of boundary layers makes micrograins’ rotation easier and provides a single orientation of the field of cluster. It is impossible make a final conclusion on the mechanism of integration of micrograins during nickel deformation. It is desirable to use for this purpose the videotaping in combination with EBSD (Ref 18, 19).
Thus, such relaxation structures may be detected in greatly deformed single-phase material: dislocation cells and recrystallized grains. We have shown these structures to be the result of relaxation of synergetic structure that existed in the process of loading, in the mechanical field.
-
2.
Pattern formation during the deformation of heterogeneous metal alloys
The fatigue curves of the samples are represented in Fig. 6 in the coordinates: the amplitude of the stress—lgN, N—number of cycles to destruction.

One can see the preliminary impulse loading of 2024-T3 alloy samples to increase their fatigue life. It is interesting to note that the study of the effect of different processing methods on the fatigue life of aircraft aluminum alloys have received considerable attention (see, for example, (Ref 7-11)), but the results of different investigations are ambiguous and contradictory. In our opinion, this is due to the fact that the authors do not always take into account all the nuances of the structural changes in the alloys having a complex chemical and phase composition and are located in a state which is very remote from the equilibrium.
The examples of TEM structures of alloy 2024-T3 in the initial state at various magnifications and in various areas of the foil are shown in Fig. 7. The presence of large number of particles of both strengthening phases—Al2Cu (so-called Θ-phase) and CuAl2Mg (so-called S-phase), can be seen. Belonging to the reflexes of a phase can be identified by the shape of reflexes: elongated (plate-like)–Al2Cu, (spherical)–CuAl2Mg (Ref 20).

An example of TEM structures of the 2024-T3 alloy is in the initial state. Diffraction pattern on (f) corresponds to (c). For other areas the diffraction pattern have similar character but differ from it of orientation only
It is interesting to note that the particles have a darker contrast in comparison with background, which corresponds to a solid solution based on aluminum. The same contrast conforms to defects (dislocation lines). This effect is associated with greater etching of defects and particles during preparation of the foil.
The methods of mechanical treatment of samples 2024-T3 alloy are represented in Table 2.
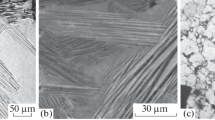
Examples of the TEM structures of the 2024-T3 alloy after mechanical actions such as: tension (1 mm/sec) + impulse + unloading during deformation of 13.8% + tension (10 mm/sec) before destruction (1 in the Table 2), are shown in Fig. 8. The clear picture of hydrodynamic flow channels morphology we received at lower magnifications (Fig. 8c). We can clearly see a decrease in the total number of inclusions of both strengthening phases in comparison with the initial state. It attracts attention to the presence of vast areas virtually free from defects (areas of “white” contrast).

An example of TEM structures of the 2024-T3 alloy is deformed by the regime 1 (No 1 in Table 2). Diffraction pattern on (d) corresponds to (b). For other areas, the diffraction pattern has similar character
In our opinion, the contrast of these areas is the result of their greater thickness in comparison with areas enriched of defects. On the other hand, the large thickness of the foil is evidence of lesser etching of these areas because of their more perfect structure.
Reducing of inclusions amount and the white contrast areas, are revealed in samples destroyed after two sequential tensions at different speeds too (No 2 in Table 2) (Fig. 9).

An example of TEM structures of the 2024-T3 alloy is deformed by the regime 2 (No 2 in Table 2)
We consider the change in particles’ concentration Al2Cu (so-called Θ-phase) and CuAl2Mg (so-called S-phase) during the treatment of 2024-T3 alloy by various methods. The statistical characteristics were defined by direct counting of TEM images for more than 100 fields of view for each loading mode. The results of calculations are given in Table 3.
The phase composition of alloy 2024-T3 changes during deformation. It is the consequence of the plastic deformation taking place far away from thermodynamic equilibrium and accompanied by a synergistic structure formation at the inhibition of dislocation slip (Ref 4).
In 2024-T3 alloy which has a complex phase composition and a large number of obstacles to dislocations movement, the dislocation slip reduces speed at the earliest stages of plastic deformation. Under these conditions, the alternative mechanism of plastic mass transfer is realized. This mechanism is associated with self-organization of the structure by way of hydrodynamic flow channels with a loose (liquid-like) structure inside.
Changing the parameters of the external mechanical field (impulse load) promotes to formation of such structure. This structure is saturated by vacancy defects. Such structure is capable of particles resolution at any external energetic impact that we observed in our experiments (for example, S-phase (Table 3.). Particles S-phase dissolve intensively on the intermediate stages of deformation by the regime 5 (No 5 in Table 2). It causes the supersaturating of solid solution and re-separation of particles of this phase during subsequent deformation and destruction (to compare “5” and “1” in Table 3).
It is important to note reduction concentration of one of the phases to be accompanied by increase in concentration of the other analyzed phase, but the total concentration of particles is reduced always. Therefore, the fatigue life of 2024-T3 alloy may be increased by the preliminary static deformation with impulse load. This treatment leads to sharp decrease of the concentration of S-phase particles and increase of the concentration of Θ-phase.
It is noteworthy that the particles’ concentration which is established during dynamic deformation long before the destruction (“5” in Table 3) is almost the same as the particles’ concentration in the samples that were destroyed during the fatigue loading, without preliminary preparation of deformation (“4” in Table 3). It shows that the fatigue life of the multiphase aluminum alloy depends on its phase structure, which can be controlled by preliminary deformation with impulse load.
Conclusion
The structure and phase composition of metals and alloys considerably change during plastic deformation owing to not only relaxation, but also synergetic processes. The last processes have a significant impact on the change in the phase composition of heterogeneous alloys. After completion of the deformation process, synergetic structure is subjected to relaxation transformation, because it cannot exist without an external energy field.
In crystalline materials, plastic forming is connected with change in the deformation mechanism from heterogeneous (by means of movement of defects) to the homogeneous hydrodynamic flow (which is localized in channels with loose amorphous structure). The relaxation conversion of structure in channels of hydrodynamic flow comes to its crystallization. The nucleation of defect-free crystallites (micrograins) and their subsequent growth create a recrystallized structure. Moreover, the extant deformation cells are discovered in areas not spanned by the synergetic structure formation.
These processes take place in metals and alloys, in which the movement of defects (dislocations, in general) is inhibited by defective structures or phase components. The synergetic structure formation has an influence on structure and phase composition of alloy during plastic deformation process. It allows to adjust the mechanical properties of these alloys—such as fatigue life.
References
G. Nicolis and I. Prigogine, Self-Organization in Nonequilibrium Systems. From Dissipative Structures to Order Through Fluctuations, J. Wiley & Sons, New York, London, Sydney, Toronto, 1977, p 491
H. Haken, Synergetics, Naturwissenschaften, Springer, Berlin, 1980, p 405 (in German)
W. Ebeling, Strukturbildung bei irreversiblen Prozessen: eine Einführung in die Theorie dissipativer Strukturen, Teubner, 1966, p 194 (in German)
E.E. Zasimchuk, V.I. Zasimchuk, and T.V. Turchak, Self Organization of Crystals during Plastic deformation, Uspehi fiziki metallov, 2013, 14(3), p 275–318 (in Russian)
M.N. Belikova, E.E. Zasimchuk, and YuG Gordienko, Signs of Hydrodynamic Flow in Molybdenum and Iron Under Impact Compression Metallofiz, Noveishie Tekhnol, 1999, 21(4), p 59–71 (in Russian)
E.E. Zasimchuk and V.I. Zasimchuk, The Role of Vacancy Defects in the Formation and Development of the Channels of Hydrodynamic Plastic Flow of Crystals, Metallofiz Noveishie Tekhnol, 2006, 28(6), p 803–809 (in Russian)
U. Essmann, Elektronenmikroskopische Untersuchung der Versetzungsanordnung verformter Kupfereinkristalle II. Die Versetzungsanordnung im Bereich, Physica status solidi (b), 1965, 12(2), p 723-747 (in German)
H. Ahlborn and D. Sauer, Elektronen mikroskopische Untersuchurigen gezogcrier Kupfereinkristalle, Zs. Metallkunde, 1968, 59(8), p 658–663 (in German)
J. Grewen, T. Noda, and D. Sauer, Elektronenmikroskopische Untersuchungen an Scherbändern, Zeitschrift für Metalkunde 1977, 68(4), p 260-265 (in German)
A.S. Malin and M. Hatherly, Microstructure of Cold-Rolled Copper, Met. Sci, 1979, 13(8), p 463–472
E.E. Zasimchuk and L.I. Markashova, Microbands in Rolling-Deformed Nickel Single Crystals, Mater. Sci. Eng. A, 1990, 127(1), p 33–39. doi:10.1016/0921-5093(90)90186-7
E. Zasimchuk, Yu Gordienko, L. Markashova, and T. Turchak, Relaxation Structure Formation in Deformation of Nickel, J. Mater. Eng. Perform., 2009, 18(7), p 947–951. doi:10.1007/s11665-008-9327-0
E. Zasimchuk, L. Markashova, A. Baskova, T. Turchak, N. Chausov, V. Hutsaylyuk, and V. Berezin, Influence of Combined Loading on Microstructure and Properties of Aluminum Alloy 2024–T3, Mater. Eng. Perform., 2013, 22(7), p 3421–3429. doi:10.1007/s11665-013-0630-z
E.E. Zasimchuk, Y.G. Gordienko, V.I. Prudnikova, and T.V. Turchak, Features of Recrystallization During Rolling of Al Crystals. Scaling of Recrystallizations Grains Sizes, Metallofiz. Noveishie Tekhnol., 2005, 27(5), p 595–607 (in Russian)
E.E. Zasimchuk, Poligonization, Recrystallization and Thermal Stability of the Properties of Materials, Naukova Dumka, Kiev, 1976, p 226 (in Russian)
A. Godfrey and D.A. Hughes, Scaling of the Spacing of Deformation Induced Dislocation Boundaries, Acta Mater., 2000, 48(8), p 1897–1905. doi:10.1016/S1359-6454(99)00474-7
F. Székely, I. Groma, and J. Lendvai, Statistic Properties of Dislocation Structures Investigated by X-ray Diffraction, Mater. Sci. Eng. A, 2001, 309-310, p 352–355. doi:10.1016/S0921-5093(00)01629-4
JCh Glez and J.H. Driver, Substructure Development in Hot Plane Strain Compressed Al-1%Mn Crystals, Acta Mater., 2003, 51, p 2989–3003. doi:10.1016/S1359-6454(03)00111-3
F.J. Humphreys, Grain and Subgrain Characterization by Electron Backscatter Diffraction, J. Mater. Sci., 2001, 36, p 3833–3854. doi:10.1023/A:1017973432592
C. Froustey and J.L. Lataillade, Influence of Large Pre-straining of Aluminium Alloys on Their Residual Fatigue Resistance, Int. J. Fatigue, 2008, 30(5), p 908–916. doi:10.1016/j.ijfatigue.2007.06.011
Acknowledgment
This publication was performed with a financial support of Project N501 056740. Project is financed from funds of National Science Center.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zasimchuk, E., Turchak, T., Baskova, A. et al. Structural Transformations in Metallic Materials During Plastic Deformation. J. of Materi Eng and Perform 26, 1293–1299 (2017). https://doi.org/10.1007/s11665-017-2564-3
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-017-2564-3