
The edge formability of ferritic-martensitic DP (dual-phase) and ferritic-bainitic CP (complex-phase) steels was evaluated using a hole expansion test for different edge conditions. Hole expansion tests involving the standard conical punch as well as a custom flat punch were performed to investigate formability when the hole is expanded out-of-plane (conical punch) and in-plane using the flat punch. A range of edge conditions were considered, in order to isolate the influence of a range of factors thought to influence edge formability. The results demonstrate that work hardening and void damage at the sheared edge govern formability, while the sheared surface quality plays a minor or secondary role. A comparison of the edge stretching limits of DP and CP steels demonstrates the advantages of a ferritic-bainitic microstructure for forming operations with severe local deformation as in a stretch-flanging operation. A comparison of a traditional DP780 steel with a CP steel of similar strength showed that the edge stretching limit of the CP steel was three times larger than that of the DP780.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The demand for fuel-efficient and lightweight vehicles has increased the adoption of advanced high-strength steel (AHSS) within automotive structures and body panels. The most common class of AHSS is dual-phase (DP) steel which consists of a ferrite-martensite microstructure and provides an excellent combination of strength and ductility. However, despite these attractive properties, numerous researchers (Ref 1-3) have observed that these steels have a tendency to fail below the forming limit strain during sheared edge stretching. Hasagwa et al. (Ref 4) suggested that the relative strength differential between the ferrite and martensite was the driving mechanism for reduced edge stretchability. Early work by Nishimoto et al. (Ref 5) found an increase in edge formability when DP600 was tempered to reduce the relative hardness between the two phases. Due to this limitation, DP steel is not always suitable for complex press-formed automotive parts that require severe local edge deformations. On the other hand, higher stretch-flangeability for ferritic-bainitic DP steels was reported by Sudo et al. (Ref 6) and Kumar et al. (Ref 7) as a result of low stress differential between the ferrite and bainite phases. These investigations suggest that ferrite-bainite steel alloys can be promising for the production of automotive components that require high stretch-flangeability, such as suspension and control arms (Ref 8). Recently, to enhance the performance of AHSS in the edge stretching operations, a hot-rolled ferritic-bainitic complex-phase (CP) steel with a small amount of martensite has been developed. A thorough understanding of edge stretchability is needed for an effective implementation of the CP material in the industrial stretch-flanging operations. Consequently, there is a great interest in investigating the sheared edge stretchability of CP alloys and determining the factors that are critical to the edge formability.
Hole expansion tests are generally used to characterize the performance of a material during edge stretching and consist of expanding a hole with a punch until a through-thickness crack occurs. Figure 1 shows a schematic illustration of the hole expansion test. The hole expansion ratio (HER) is the formability metric and is defined as
where d o is the initial hole diameter and d f is the inside hole diameter at fracture. Traditionally, a conical punch is used to expand the hole. Konieczny and Henderson (Ref 9) showed that the HER was lowest with a flat punch and the highest with a conical punch. A hemispherical punch provided an intermediate HER. The hole expansion test using the flat punch has been investigated by various researchers (Ref 9-11), but the mechanism responsible for decrease in the edge stretchability during the flat punch test is not well understood. Additional hole expansion studies by Wang et al. (Ref 12) and Dykeman et al. (Ref 2) considered different edge conditions such as laser-cut hole, machined/reamed hole, water-cut hole and sheared hole, with main focus on the sheared edge. Levy and Van Tyne (Ref 13) characterized a sheared edge as having four zones: rollover, burnish, fracture and shear-burr, with a severely deformed shear-affected zone (SAZ) behind the edge. Konieczny and Henderson (Ref 9) and Lee et al. (Ref 14) found formability of the sheared edge to be the lowest among all edge conditions due to the presence of the shear-burr, surface roughness at the sheared edge, and severe work hardening and pre-nucleated voids in the SAZ. To improve the performance of AHSS grades in stretch-flanging operations, steel manufacturers are interested in adjusting the microstructure; however, the sheared edge effect can overwhelm the relevant microstructures. Therefore, it is important to investigate and characterize the role of the SAZ on the edge stretchability.

A schematic illustration of the hole expansion test: (a) initial and (b) deformed states
The primary objective of the present paper is to characterize the performance of production-trial hot-rolled CP and commercial DP steel alloys of different strength levels during the hole expansion test. To determine formability under both hole expansion and hole extrusion conditions, holes were expanded using flat and conical punches, respectively. A custom flat punch was fabricated by milling out material at the center to avoid contact with the hole edge. The advantage of this punch geometry is that the edge is free to expand in-plane without friction while eliminating burr-orientation effects since the stress state will be uniform through the thickness at the edge. Both drilled and reamed (ideal) and punched holes were considered to provide a performance benchmark for the loss of formability due to the shearing process. In this study, a thorough investigation on the in-plane and out-of-plane edge stretchability was performed using a digital image correlation (DIC) system to observe deformation around the hole edge during expansion. The fracture surfaces of the first crack formed during hole expansion tests with the two different punch geometries were analyzed using scanning electron microscopy (SEM).
Previous work on sheared edge formability has focused on the effect of the shear-burr on HER (Ref 15, 16) or the combined effect of SAZ and surface roughness (Ref 13). Limited work has been done to address the relative significance of the individual aspects of the SAZ such as the work hardening, nucleated damage and surface quality resulting from the shearing process. In the present work, to isolate the influence of SAZ and surface roughness of the sheared edge on the edge formability for the CP and DP steels, a unique hole expansion test program consisting of three different hole edge conditions was conducted. The roles of the SAZ and surface roughness in reducing formability of the sheared hole were evaluated by comparing the HER for the three edge conditions. In the last part of paper, the HER for the DP and CP steels was compared to study the performance of ferrite-martensite steels versus ferrite-bainite steels during the edge stretching.
Experimental Procedure
The present investigation focuses on two prototype hot-rolled CP steels with an ultimate tensile strength of 590 and 800 MPa. Two commercial DP steels of similar strength: DP600 and DP780 have also been included to provide a performance benchmark for the CP steels.
Uniaxial Tensile Test and Microstructure
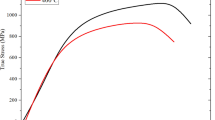
Subsize ASTM (Ref 17) tensile specimens of the CP and DP steels were tested along the rolling (RD), diagonal (DD) and transverse directions (TD) of the sheet at a strain rate of 0.003 s−1 and using a gauge length of 25 mm. The relevant mechanical properties for these steels, such as the yield strength (YS), ultimate tensile strength (UTS), percentage total elongation (% TE), strain-hardening exponent (n), Lankford coefficients (r), normal anisotropy coefficient (r n ), planar anisotropy coefficient (r a ) and percentage reduction in area in rolling direction (% RA), are listed in Table 1. The engineering stress-strain curves for each material in the transverse direction are shown in Fig. 2. In the following sections, the CP steels are designated with respect to their ultimate tensile strength measured along the diagonal direction.

Engineering stress–strain curves for the CP and DP steels in the transverse direction
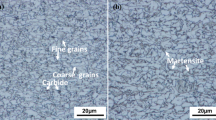
Undeformed samples of the as-received steel sheet were mounted in epoxy and polished to a mirror finish. The samples were etched with nital (5% nitric acid by volume) to reveal the grain boundaries and analyzed using optical microscopy and scanning electron microscopy (SEM) techniques. The SEM micrographs were taken in the secondary imaging mode. Figure 3 shows the optical and SEM micrographs of the CP steels that are mainly composed of ferrite and bainite with a minor fraction of martensite. In the optical micrographs, the lighter-gray regions represent ferrite and the darker-gray regions correspond to bainite and martensite. A secondary etching procedure would be required to better separate the martensite from the bainite. In the SEM images, bainite and martensite appear as the brighter phase, while ferrite is the darker phase. The CP800 has a uniform phase distribution with large ferrite grains, smaller bainite grains and a minor fraction of martensite. The lower strength grade of the CP steels, CP590, is primarily composed of ferrite with some bainite and pearlite. The optical micrographs of the commercial dual-phase steels are shown in Fig. 4. The DP600 and DP780 display ferrite-martensite microstructures with bands of martensite running along the rolling direction.

Optical and SEM micrographs of the CP steels with martensite (M), bainite (B) and ferrite (F) phases indicated

Optical micrographs of the (a) DP600 and (b) DP780 steels with martensite (M) and ferrite (F) phases indicated
Hole Processing Techniques
The test specimen for the hole expansion test consists of a square blank outside dimension 125 mm with a hole processed at the center. The different hole processing techniques used in the present study, drilled and reamed, sheared, and sheared and polished, are discussed in the following sections. At least 10 samples were fabricated and tested to failure for the each edge condition.
Reamed Hole
An initial hole of diameter 9.5 mm was drilled followed by reaming to a diameter of 10 mm. To ensure a smooth edge condition, the surface of the edge was hand-polished with 320-grit paper to remove any surface roughness and drill-burr. In this manner, minimal work hardening exists at the hole edge and this condition can be considered as an “ideal hole” that can be used to correlate edge formability with the microstructure.
Sheared Hole
The hole punching was performed using a 85-ton Die Master press, and punches of different diameters were used to obtain a desired clearance of 12%. The die clearance is defined as a percentage of thickness of the material being punched between the punch and die. A micrograph of the sheared edge of a sheared CP590 hole sectioned in the rolling direction is shown in Fig. 5 and demonstrates the typical sheared edge condition. The sheared edge can be classified into four zones: rollover, burnish, fracture and burr. The rollover zone is formed by the initial penetration of punch into the sheet material. The burnish zone is characterized by smooth vertical surface formed by stable shearing, and the fracture zone has a rough surface due to unstable shearing. The percentages of all zones at the edge sheared with a 12% clearance were measured from the micrograph of respective alloys and are listed in Table 2. Since the burr formation was minimal for all of the materials, the size of the burr zone was combined into the size of the fracture zone. The edge stretching limit during hole expansion is sensitive to the orientation of the burr zone relative to the conical punch as reported by Konieczny and Henderson (Ref 9). If the burr zone is initially in contact with the punch, the orientation is defined as “burr-down,” while “burr-up” is when the burr is oriented away from the punch.

Sheared edge of CP590, consisting of four zones: rollover, burnish, fracture and burr. A 12% punch clearance was used to shear a hole of diameter 10 mm
Sheared-Polished Hole
Another set of sheared holes was prepared by lightly hand-polishing the sheared edge with 320-grit sandpaper to remove surface roughness. This edge condition was thought to minimize mechanical deformation within the SAZ and was used to isolate the role of surface roughness on fracture of the sheared edge. (The effect of the polishing process is evaluated in the results presented below.) The sheared-polished edge condition is idealized as having a smooth surface with the subsurface SAZ work hardening and damage resulting from the shearing process, but without the surface roughness at the edge. In contrast, the sheared edge condition will suffer from the surface roughness in addition to the SAZ work hardening and damage. Care was taken to only polish the hole without removing too much material from the SAZ. Otherwise, the hole expansion ratio will increase as material is removed from the SAZ and eventually converge to a reamed edge condition.
Hole Expansion Test Procedure
The hardened steel punches of the two different geometries: conical and flat used in this study are shown in Fig. 6. A flat punch of 50 mm diameter and profile radius of 9 mm was fabricated with a 25 mm inner diameter milled out so that the hole edge would not come into contact with the punch edge during the hole expansion. The conical punch was fabricated using a 50 mm diameter with a 60º included angle as recommended by JFS-1001 (Ref 18).

Two types of punch geometry used for hole expansion test (a) flat punch and (b) conical punch
The test samples were lightly lubricated with Cedardraw oil on the punch side and placed into a 12-ton Hille formability press. The binder was then engaged at a sufficient force to eliminate draw-in of the blank. The punch was initiated at a rate of 1.1 mm/s to expand the hole, and this process was recorded using a video acquisition system at 15 frames per second. The test was terminated when a through-thickness crack was observed on the video monitor. A typical hole expansion failure is shown in Fig. 7(a), and (b) shows the measurement of the HER using a customized camera script developed by ArcelorMittal Dofasco. Eight measurements of the inside hole diameter were taken around the circumference in the first image that captured a through-thickness crack. The hole expansion ratio was then computed using Eq 1. This hole expansion test procedure is best described as “semi-automated” since the user must select the image in which the crack initiated. This procedure is not always straightforward since sheared holes can exhibit multiple through-thickness cracks. However, the test procedure has an advantage over manual errors associated with manually stopping the test at the sign of the first crack as well as avoiding the strong springback tendencies of AHSS steels when the load is removed.

(a) DP600 sample with a reamed hole and a HER of 135%. The rolling direction is indicated by the horizontal solid line, and the transverse direction is the dotted line. (b) Measurement of the HER using image analysis
Results and Discussion
The results from the hole expansion testing are presented first in terms of a comparison between hole expansion data using a conical versus flat punch. This is followed by an assessment of the parameters affecting edge formability using a conical punch and a “standard” shearing clearance and hole size condition (12% and 10 mm, respectively) following standard JFS-100 (Ref 18). Next, the relative performance of the two material grades, CP versus DP, is discussed.
In the following presentation of the results, in order to replicate an industrial forming operation where the orientation of the shear-burr may not be accounted for, the HER obtained in the burr-up and burr-down positions are combined to represent an “average HER” for a sheared edge condition. The confidence interval of the average HER for the sheared edge conditions was calculated using a pooled standard deviation; the spread of the data from both edge orientations is used to calculate the reported confidence intervals.
Influence of the Punch Geometry
Hole expansion testing standards (Ref 18, 19) recommend using a conical punch to determine the edge stretching limit. However, many industrial forming operations involve in-plane stretching of a sheared edge, which is better captured using a flat punch. To approximate an industrial stretch-flangeable operation, hole expansion tests for the CP and DP steels were performed using a custom flat punch and another set of experiments was conducted using a standard conical punch. As stated by Levy and van Tyne (Ref 13), the conical hole expansion test is better described as a “hole extrusion” process, while a flat punch can produce a true “hole expansion” test by expanding the hole in-plane.
Two different edge conditions, reamed and sheared, were considered for this study to evaluate the loss of formability due to the shearing process. The punched holes were sheared using a 12% clearance in accordance with the JFS-1001 (Ref 18) standard. The values of the HER for the different edge conditions expanded by the two punch types are listed in Table 3 for all the materials tested. The out-of-plane edge formability results obtained using the conical punch are compared with the in-plane edge stretchability determined by the flat punch in terms of failure modes, hole expansion ratios and influence of burr-orientation.
Failure Modes Associated with Punch Type
Figure 8 and 9 show the fractured samples for the reamed and sheared holes, respectively, expanded using the flat and conical punches for the material CP590. The hole expansion ratio for the CP590 reamed edge with the conical punch is 181%, which is more than three times the HER of 52% obtained using the flat punch. Similarly, for the sheared holes, the hole expansion ratio obtained by the flat punch, 47%, is considerably lower than the HER of 82% obtained with the conical punch. Similar trends were observed for the DP600 and CP800, i.e., much higher HER was reported with the conical punch than with the flat punch, as shown in Table 3.

Top view of CP590 at failure for reamed holes expanded by (a) flat and (b) conical punch

Top view of CP590 at failure for sheared holes expanded by (a) flat and (b) conical punch
To investigate the failure mechanism in the flat punch test, a digital image correlation system was used to record deformation around the hole edge. Contours of the strain ratio, i.e., ratio of minor to major strain (\( \varepsilon_{2} /\varepsilon_{1} ) \), obtained from analysis of DIC images captured during the flat punch test are shown in Fig. 10(a), while a close-up showing the fracture initiation is shown in Fig. 10(b). The strain ratios for an isotropic material with values of −0.5, 0 and 1 correspond to uniaxial tension, plane strain and equal-biaxial tension strain states, respectively. Due to the limitations of the DIC software, the strain at the edge cannot be resolved so an ideal uniaxial path was not detected although the mechanics of the test mandate that this strain path is present at the edge. The strain state changes with distance from the edge, ranging from uniaxial tension to plane strain and then equal-biaxial tension. This behavior is expected since the test would be one of equal-biaxial stretching if a hole was not introduced into the sample. The addition of a central hole imposes a uniaxial stretching condition at the edge, and it follows that a biaxial stress state is achieved at a sufficient distance away from the hole.

Contour plot of strain path for the reamed hole of DP600 expanded by the flat punch at (a) just before failure; (b) just after crack initiation which occurs away from the edge of the hole; and (c) plot of major and minor strain paths at different points located away from the edge during the flat punch test and fracture limit curve. The strain paths labelled A-F in figure (c) correspond to the material points labelled in figures (a) and (b). The fracture limit strains corresponding to biaxial and in-plane stress states were determined by conducting 100-mm dome tests using biaxial and plane strain specimens, respectively, in accordance with the ISO guidelines (Ref 20). A tensile specimen with a machined central hole was used to determine the uniaxial fracture strain. A 3D DIC system was used to capture deformation and record failure strain for the three stress states, following the methodology described in Ref 21
The strain path variation is further explored in Fig. 10(c) in which the strain paths labelled A-F correspond to the material points indicated in Fig. 10(a) (point C, D are also labelled in Fig. 10(b)). Also plotted in Fig. 10(c) is a measured fracture limit strain curve for this material (the methodology to obtain the fracture limit strain data is described in the figure caption). The evolution of the strain path from uniaxial tension to biaxial stretching is clearly shown in Fig. 10(c). Fracture initiation occurs between points C and D which corresponds to a near-plane strain path and not at point F which is closest to the edge. Unlike the uniaxial tension state at the edge, the plane strain loading condition has a higher triaxiality (hydrostatic stress) and is one of the generalized shear loadings with a Lode parameter of zero. These factors combine to promote earlier fracture as evidenced by the fracture limit strain being lowest for plane strain condition. In contrast, the out-of-plane bending with the conical punch concentrates deformation at the hole edge while reducing the strain level away from the edge so that failure occurs in uniaxial tension. The contrast in the failure modes for the two punch types directly results in the difference between the edge stretchability using the two punch geometries. Consequently, the HER obtained using the flat punch is lower than that for the conical punch. This observation is in agreement with the results reported by Ishimaru et al. (Ref 11) and Sriram et al. (Ref 22).
Sheared Versus Reamed Hole Expansion Ratios—Flat Versus Conical Punch
The sensitivity to the shearing process with the different punch geometries was analyzed by comparing the HER for the reamed and sheared holes for each punch. Figure 11 shows a comparison between the CP590 and DP600, where both alloys show mild sensitivity to the edge condition with a difference of 10-14% between the HER for the reamed and sheared edges obtained using the flat punch. The conical punch is able to clearly differentiate between the edge conditions with formability reductions of 40-60% between the hole expansion ratios for the reamed and sheared edges. Similar trends were observed for the material CP800. What is particularly interesting about these results is the significant difference in the absolute HER when switching from a conical to a flat punch as the HER does not appear to be a unique or transferable metric of the edge formability. The reason for the difference between the conical and flat punches was explained in the previous section and can be seen in the SEM micrographs (Fig. 12) of the fracture surfaces for each punch. Fracture initiates near the edge under uniaxial tension for the conical punch and is therefore sensitive to the sheared edge condition. For the flat punch (Fig. 12(b)), fracture initiates at a distance further away from the edge under plane strain conditions, resulting in a smaller difference between the reamed and sheared edge conditions.

HER values for the reamed and sheared edges expanded by the flat and conical punches for the materials (a) CP590 and (b) DP600

Fractographs of the CP800 for the sheared edge condition expanded by (a) conical punch and (b) flat punch
Sensitivity to Burr-Orientation
The HER for the sheared edge in the burr-up and burr-down orientations obtained using the conical and flat punches for both materials CP590 and DP600 is shown in Fig. 13. For all of the materials considered in this work, the HER for the sheared edge in the burr-down orientation is higher than in the burr-up orientation when expanded with the conical punch. This behavior is attributed to a through-thickness stress gradient during the conical punch test, with the bottom surface of the blank in compression due to contact with the punch and the top surface in uniaxial tension (Ref 23). When the burr is in the down position, compressive loading of the material on the burr and fracture zones mitigates void nucleation, thereby increasing the formability of the sheared edge. In the burr-up orientation, damage behind the fracture zone is promoted by the uniaxial tensile stress state which leads to earlier fracture during expansion of sheared holes. The flat punch, however, does not come in contact with the edge of the hole, and deformation is in-plane stretching and therefore generates a uniform through-thickness stress state. As shown in Fig. 13, the flat punch exhibits no influence of the burr-orientation on the HER values. More importantly, since the crack initiates away from the edge expanded by the flat punch, the failure mechanism and HER become independent of the burr-orientation.

HER values for the sheared edge with burr-up and burr-down orientations expanded by the flat and conical punches for the materials (a) CP590 and (b) DP600
The results obtained in this section demonstrated that the HER is unaffected by the edge condition when expanded by the flat punch because crack initiates away from the edge and fails under near-plane-strain loading conditions. The hole expansion ratio therefore does not represent a meaningful formability index for determining the influence of edge condition while using the flat punch. Hence in the subsequent sections, the influence of the edge condition on HER is evaluated using the conical punch which can better account for the edge condition.
Influence of the Edge Condition
The shearing process introduces severe work hardening and damage in the SAZ and surface roughness at the sheared edge, resulting in a considerable difference in the formability between reamed and sheared edges. In the following sections, the respective influences of the SAZ and surface roughness on the edge formability are isolated by conducting hole expansion tests using three different edge conditions: reamed, sheared and sheared-polished. Following JFS-1001 (Ref 18) standard, the holes were processed to the initial hole diameter of 10 mm. Those holes that were sheared utilized a “standard” clearance of 12%. As illustrated in Fig. 14, the reamed hole condition represents the undeformed microstructure, while the sheared edge condition will incorporate the SAZ and its rough sheared surface. The sheared-polished hole condition is considered to remove the surface roughness while retaining the work hardening and damage within the SAZ. Table 4 shows the HER for the CP and DP steels for the different edge conditions expanded using the conical punch.

Influence of the edge condition
Influence of the Shear-Affected Zone
The SAZ is characterized by severe work hardening and damage in the form of pre-nucleated voids formed during the shearing process (Ref 13). The amount of strain introduced by the shearing process can be indirectly measured by correlating it with the increase in hardness behind the sheared edge compared to the base material. Since material hardness is an indicator of the level of work hardening, the extent of the SAZ can be assessed using Vickers microhardness measurements, as shown in Fig. 15, taken at the sheared edge using a 500 g load and a 136o diamond indenter. When the hardness at the edge saturates to a baseline value, the end of SAZ is detected at a distance approximately 25-35% of the sheet thickness. The hardness profiles shown in this work are limited by indenter size, and therefore measurements were taken slightly away from the edge.

Average microhardness profiles for the CP590 and CP800 in the rolling direction
The influence of the SAZ on stretch-flangeability is observed by comparing the HER for the reamed and sheared-polished holes as shown in Fig. 16. The significant difference between the values of HER for the reamed and sheared-polished holes for all the materials considered demonstrates the prominent role of the SAZ in influencing the formability of sheared holes. The severe work hardening and damage in the SAZ result in earlier nucleation of microvoids and crack formation at the sheared edge, leading to earlier fracture, and thus reduce the HER for the sheared holes. On the other hand, as indicated by microhardness profiles of the different edge conditions in Fig. 17, the reamed edge has negligible work hardening compared to the sheared-polished edge. Therefore, it has higher formability than the severely deformed sheared edge as the material is undisturbed compared to the large residual strains at the sheared edge.

Hole expansion ratios of the CP and DP steels with the sheared-polished and sheared edge conditions (the error bars show the 95% confidence intervals)

Microhardness profiles of the reamed, sheared and sheared-polished edges for CP590 in the rolling direction
Fractured samples of the reamed and sheared-polished holes for the material CP800 are shown in Fig. 18. The HER for the reamed edge is 190% and for the sheared-polished edge is 64%. Also indicated are the tensile r-values (Lankford coefficients) for the rolling (r R), diagonal (r D) and transverse (r T) directions with respective values of 0.70, 1.33 and 0.95. It is important to note that the circumference of the hole is in uniaxial tension so that the material at the edge tangent to the rolling direction is loaded in tension in the transverse direction. The observed thinning behavior of the reamed edge correlates with the r-value; that is, minimum thinning is observed in the diagonal direction having the highest r-value and the greatest thinning occurs in the transverse direction which has the lowest r-value. This anisotropic behavior also causes occurrence of a first through-thickness crack in the rolling direction for the majority of samples for the CP steels. However, this phenomenon is not as apparent for the sheared holes for which the hole shape remains almost circular due to the lower failure strain of the sheared holes.

Fractured CP800 samples showing the Lankford coefficients for the rolling, diagonal and transverse directions
Influence of the Surface Roughness
To verify that SAZ remains intact behind the sheared-polished edge, microhardness measurements were taken along the rolling direction for the CP800 tested with the different edge conditions. As shown in Fig. 17, microhardness profiles are similar for the sheared and sheared-polished edges. This observation supports the assumption of equivalent work hardening for the two edge conditions, and the only difference in characteristics of two edges is the presence of surface roughness.
The surface roughness for the sheared and sheared-polished edges was quantified for the material CP800 using a contact-type Taylor Hobson profilometer, and Fig. 19 shows the roughness profiles for the two edges. The 2D average roughness and peak counts of the surface finish were calculated on a linear profile extracted across the edge and based on the Gaussian filtering method standardized in ISO 4287 (Ref 24). The burnish zone has a smooth surface, and no roughness data were captured at this zone. The main difference between the two edge conditions was attributed to the roughness of the fracture zone. The roughness profiles of the two edges are significantly different, and values of roughness parameter R a , calculated for the sheared and sheared-polished edges, are 2.18 and 0.38 µm, respectively. These roughness values suggest a considerable difference between the surface quality of the sheared and sheared-polished edges.

Surface roughness profiles for the sheared and sheared-polished edges for the material CP800 along the thickness direction
The influence of the surface roughness at the sheared edge on the edge stretchability is studied by comparing the HER for the sheared and sheared-polished holes. As shown in Fig. 20, the 95% confidence intervals (using ten samples) of the HER for the sheared and sheared-polished edges overlap, which statistically indicates no significant difference between the HER for the two edges. The surface roughness at the sheared edge is almost 6 times larger than the sheared-polished edge, as seen in the roughness profiles of the sheared and sheared-polished edges (Fig. 19), yet no effect of the surface roughness was observed on the HER for the two edges sheared at a die clearance of 12%. This observation suggests that the surface roughness at the sheared edge plays a minor or secondary role in reducing the edge formability, while the SAZ mainly controls the formability of the sheared edge for the laboratory testing condition considered. A similar trend was observed for all the materials when burr-orientation is considered individually.

Hole expansion ratios of the CP steels with the sheared-polished and sheared edge conditions (the error bars show the 95% confidence intervals)
A final demonstration of the influence of the surface roughness on the HER is shown in Fig. 21 which shows fractured samples of the sheared and sheared-polished holes in the burr-down orientation. The sheared edge displays multiple cracks and a rough surface in contrast to the sheared-polished edge which has a smooth surface. Despite the difference in the visual (and measured) appearance of the two edges, the values of HER for the sheared edge and sheared-polished holes are similar (86 and 87%, respectively). This is an interesting result and suggests that the surface roughness could be neglected while performing the numerical simulation of the sheared edge, at least for this level of die clearance.

Top view of the fractured CP800 samples for hole edge conditions: (a) sheared with burr-down; (b) sheared-polished with burr-down
Influence of the Mechanical Properties
The hole expansion ratios for the reamed and sheared holes of the CP and DP steel grades are compared in Fig. 22. The HER for the sheared and reamed holes reported for the CP steels is higher than for the DP steels, in particular for the higher-strength alloy CP800. For the CP800 sheared hole, the HER is 72% which is almost three times the HER obtained for the sheared hole of DP780, 26%. Similarly for the reamed holes, the HER of CP800 is more than three times the HER of DP780, i.e., 180 and 51%, respectively. When switched from the reamed to sheared hole, the reduction in stretchability is 46% for the CP590 and 61% for the DP600. The edge stretchability is decreased by 66% when DP780 is used instead of DP600, due to the presence of a higher concentration of martensite in DP780, as shown in Fig. 4. Interestingly, the difference in the stretch-flangeability between the CP590 and CP800 is significantly lower compared to that of the DP780 and DP600 steels. This observation demonstrates that the ferritic-bainitic CP steel considered in this study offers superior stretch-flange performance for a given strength compared to the DP steels. Thickness could be another factor that contributes to higher HER for the CP alloys than the DP steels; however, work done by Comstock et al. (Ref 25) postulated that thickness has no influence on the HER.

Hole expansion ratios for the CP and DP steels with reamed and sheared edge conditions (error bars show the 95% confidence intervals)
Influence of the Hardening Exponent on Formability and HER
In comparing the mechanical behavior of the DP and CP steels in Table 1, it is apparent that the DP steels offer a higher elongation and hardening rate than the CP steels of corresponding strength. For example, the average elongation and strain-hardening exponent (n) for the CP800 steel were 19.6% and 0.07, respectively, versus 23.3% and 0.15, for the DP780 steel. The Keeler-Brazier (Ref 26) approximation suggests that a higher n-value is indicative of greater resistance to necking and higher expected formability for a given thickness. Since the n-value of CP800 is less than one-half of DP780, this large difference suggests that the in-plane formability of the CP steel should be lower than that of the DP780 steel. This trend is directly opposite to the relative ranking of the edge formability of these alloys shown in Fig. 22. Moreover, the higher n-values of the DP steels do not translate into increased edge formability relative to the CP steels. Lian et al. (Ref 27) found the correlation between n-value and formability can vary in multiphase CP and DP steels due to the high strength differential between phases, which introduces damage-induced softening and ultimately influences the localization behavior of the steels (Ref 27). At the onset of necking, the DP steels exhibit low resistance to fracture due to their sensitivity to damage development (Ref 28). As necking is suppressed during the hole expansion test, the hardening exponent, which is an indicator of necking resistance, does not prove beneficial for edge formability of the materials considered in this work. Levy and Van Tyne (Ref 29) postulated that the strain-hardening rate at uniform elongation is a measure of cohesive strength between the hard and soft phases and that materials with a lower hardening rate have a lower strength differential and can thus could sustain severe local deformation during the edge stretching. To demonstrate the influence of the hardening rate on the HER, the evolution of the hardening rate until the onset of necking is presented in Fig. 23 for the four steels considered. For the materials considered in this study, edge formability is lowest for the alloys with higher hardening rate.

Hardening rate vs. plastic strain for the CP and DP steels
Influence of the Total Elongation (TE) and Reduction in Area on the HER
Figure 24 serves to plot the reamed HER, total elongation (TE) and reduction in area (RA) from the tensile experiments as a function of the nominal ultimate strength. The HER for the reamed condition is plotted as it can be directly related to the mechanical properties of the microstructure without the influence of the shearing process. It is evident that the HER lies well above the TE for all alloys, demonstrating that the elongation from a tensile test is not an appropriate indicator for edge formability. The lack of correlation between elongation and hole expansion is attributed to the suppression of necking during hole expansion. The percentage of edge elongation during the hole expansion test (essentially the HER) is considerably higher than the tensile elongation, indicating that necking is suppressed. During hole expansion, a large strain gradient is established with high strains at the hole edge that decay rapidly with radial position; consequently, the material at the circumference of the hole is supported by the adjacent material away from the hole, effectively delaying necking.

Correlation of reduction area (RA), total elongation (TE) and hole expansion ratio (HER) with strength for the CP and DP steels studied. Note that scatter bands are not plotted for clarity; however, the maximum scatter for RA, TE and HER is 6, 2 and 17%, respectively (actual scatter values for each condition are given in Tables 1 and 3)
The size of the gauge length used in the total elongation (TE) measurements is also a major reason for the lack of correlation with the HER. A 25-mm extensometer was used to obtain the TE as specified in the ASTM standard for a subsized E8 geometry. However, the size of the neck is usually on the order of the sheet thickness so that the TE measurement does not accurately reflect the true amount of local deformation the material can sustain. It is a global measurement of formability. In contrast to the TE, the area reduction is a local measurement of the minimum cross section and thus captures the total amount of deformation the material can tolerate. This is the reason why the RA correlates with the HER because they are both local measurements of deformation at the location where fracture initiates. In the hole expansion test, the highest amount of deformation occurs at the edge due to the strain gradient imposed by the conical punch. As a result, the diameter at fracture used to compute the HER is a representative local measurement of the total deformation a material can sustain in tensile loading. The RA and HER are both local fracture metrics that correlate, while the 25-mm gauge length used in the TE renders it unable to resolve the true amount of deformation for fracture. With the adoption of DIC, the future reporting of TE values with a gauge length on the order of the sheet thickness located at the necking location may better correlate with the HE and RA. Using DIC, virtual extensometers of arbitrary size can be located on the sample at any location of interest.
Figure 25 serves to further explore the correlation between HER and RA by comparing the RA with the HER obtained for both reamed and sheared edge conditions. Similar to the reamed HER, the same trend prevails between the RA and sheared edge hole expansion ratio, suggesting that the RA can be a useful metric for the ranking and selection of materials for a forming operation involving sheared edge stretching or requiring large local formability as found in tight radius bending. However, the loss of edge stretchability due to the shearing process is not predicted by the RA and is related to the microstructure and its fracture mechanism.

Hole expansion ratios for the CP and DP steels with reamed and sheared edge conditions vs. reduction area. Note that scatter bands are not plotted for clarity; however, the maximum scatter values for RA and HER are 6 and 17%, respectively (actual scatter values for each condition are given in Tables 1 and 3)
The higher RA and HER of the CP steels can be attributed to the lower strength differential between the ferrite and bainite phases compared to the ferrite-martensite phases in the DP steels. The strength differential between the phases of AHSS drives void nucleation and growth (damage) that promotes fracture (Ref 5-7). In the DP steels, there is a large difference in the yield strength between ferrite and martensite and the volume fraction and distribution of the martensite are important. Since the DP780 contains a larger fraction of martensite than DP600, the ferrite matrix experiences a higher degree of constraint from the higher-strength martensite (Ref 30). This constraint increases the stress triaxiality and stress at the ferrite-martensite interfaces, promoting void nucleation via interface separation. Consequently, the DP780 has a higher damage rate and a lower formability than the DP600 in both the tensile and hole expansion tests. In contrast to the DP steels, the lower strength differential at the ferrite-bainite interfaces leads a lower damage rate and higher edge formability for the CP steels.
For sheared edge stretchability, Misra et al. (Ref 31) showed that void density was higher at ferrite-martensite interfaces compared to ferrite-bainite interfaces after shearing. Therefore, ferritic-bainitic grades offer higher sheared edge stretchability compared to the DP grades of equivalent strength. Future work will investigate the void nucleation and evolution within the different CP and DP microstructures during sheared edge stretching operations to better understand the influence of the microstructure on edge failure.
Conclusions
-
1.
When hole expansion is performed using a flat punch, lower hole expansion is obtained as compared to that using a conical punch. This difference in the formability is due to the difference in the strain states developed in each test; during the flat punch test, failure occurs in a near-plane-strain condition away from the hole edge, whereas an edge failure under uniaxial tension was always observed for the conical punch.
-
2.
The flat punch exhibited less influence of the shear-affected zone because of the initiation of cracks away from the SAZ. In contrast, during the conical punch test, cracks initiate at the edge and therefore the HER is influenced by the edge condition.
-
3.
When a conical punch is used, a higher HER is obtained for the sheared hole with the burr-down position than with the burr-up position. The HER, however, is not affected by the burr-orientation when a flat punch is used because in-plane stretching of edge occurs with no punch contact.
-
4.
The shear-affected zone controls formability, while the surface roughness plays a secondary or minor role in influencing the HER for all the materials tested under the laboratory conditions considered herein. Work hardening and the existence of microvoids in the SAZ decrease HER values for the sheared holes and sheared-polished holes as compared to reamed holes.
-
5.
Ferritic-bainitic CP alloys have higher edge formability than the ferritic-martensitic DP steels of the similar strength, especially for the higher-strength alloy. The edge stretchability of the CP800 is almost three times higher than that of DP780.
-
6.
The reduction in cross-sectional area from a tensile test correlates with the hole expansion ratio in both reamed and sheared edge conditions. The total elongation does not correlate and is attributed to its large gauge length relative to the size of the neck.
References
H. Takuda, K. Mori, H. Fujimoto, and N. Hatta, Prediction of Forming Limit in Bore-Expanding of Sheet Metals Using Ductile Fracture Criterion, J. Mater. Process. Technol., 2011, 92–93, p 433–438
J. Dykeman, S. Malcolm, B. Yan, J. Chintamani, G. Huang, N. Ramisetti, and H. Zhu, Characterization of Edge Fracture in Various Types of Advanced High Strength Steel, SAE Technical Paper 2011-01-1058, 2011
M. Chen, D. Zhou, AHSS Forming Simulation for Shear Fracture and Edge Cracking. in Great Designs in Steel Seminar, 2008
K. Hasegawa, K. Kawamura, T. Urabe, and Y. Hosoya, Effects of Microstructure on Stretch-Flange-Formability of 980 MPa Grade Cold-Rolled Ultra High Strength Steel Sheets, ISIJ Int., 2004, 44(3), p 603–609
A. Nishimoto, Y. Hosoya, and K. Nakaoka, Fundamentals of Dual-Phase Steels, The Metallurgical Society of AIME, Warrendale, PA, 1981, p 447
M. Sudo, S. Hashimoto, and S. Kambe, Niobium Bearing Ferrite-Bainite High Strength Hot-Rolled Sheet Steel with Improved Formability, Trans. Iron Steel Inst. Jpn., 1983, 23(4), p 303–311
A. Kumar, S. Singh, and K. Ray, Short Fatigue Crack Growth Behaviour in Ferrite-Bainite Dual-Phase Steels, ISIJ Int., 2008, 48(9), p 1285–1292
Z. Cai, H. Ding, X. Xue, and Q. Xin, Microstructural Evolution and Mechanical Properties of Hot-Rolled 11 % Manganese TRIP Steel, Mater. Sci. Eng. A, 2013, 560, p 388–395
A. Konieczny and T. Henderson, On Formability Limitations in Stamping Involving Sheared Edge Stretching, SAE Technical Paper 2007-01-0340, 2007
C. Chiriac, A Study of the Plastic Deformation of Sheared Edges of Dual Phase 780 Steel, SAE Technical Paper 2010-01-0441, 2010
E. Ishimaru, A. Takahashi, N. Ono, Effect of Material Properties and Forming Conditions on Formability of High-Purity Ferritic Stainless Steel, Nippon Steel Technical Report, 2010
K. Wang, L. Meng, and T. Wierzbicki, Experiments and Modeling of Edge Fracture for an AHSS Sheet, Int. J. Fract., 2014, 187(2), p 245–268
B. Levy and C. Van Tyne, Review of the Shearing Process for Sheet Steels and its Effect on Sheared-Edge Stretching, J. Mater. Eng. Perform., 2012, 21(7), p 1205–1213
J. Lee, Y. Ko, H. Huh, H. Kim, and S. Park, Evaluation of Hole Flangeability of Steel Sheet with Respect to the Hole Processing Condition, Key Eng. Mater., 2007, 340, p 665–670
S. Keeler, Understanding Sheet Metal Formability. Part 5—Die Design and Lubrication, Sheet Metal Ind., 1971, 48, p 687–691
D. Smith, Die Design Handbook, 1st ed., Society of Manufacturing Engineers, Dearborn, Mich, 1990
ASTM E8, E8 M-11, Standard Test Methods for Tension Testing of Metallic Materials, ASTM International, West Conshohocken, PA, 2011
Japan Iron and Steel Federation Standard, Method of Hole Expanding Test. JFS T 1001, 1996
Metallic Materials, Method of Hole Expanding Test, ISO/TS 16630:2009(E), 2009
Metallic Materials, Sheet and Strip Determination of Forming Limit Curves Part 2: Determination of Forming Limit Curves in the Laboratory, ISO-12004-2, 2008
L.T. Kortenaar, Failure Characterization of Hot Formed Boron Steels with Tailored Mechanical Properties, Master’s Thesis, University of Waterloo, Waterloo, 2016
S. Sriram, C. Wong, M. Huang, B. Yan, D. Urban, Formability Characterization of a New Generation of High Strength Steels, Report No. 0012, (American Iron and Steel Technology Roadmap Program Office, Pittsburgh, PA, USA, 2003)
C. Butcher, D. Anderson, and M. Worswick, Predicting Failure During Sheared Edge Stretching Using a Damage-Based Model for the Shear-Affected Zone, SAE Int. J. Mater. Manuf., 2013, 6, p 304–312
Geometrical Product Specification–Surface Texture: Profile method–Terms definitions and surface texture parameters, ISO 4287-1997, ASME, 1997
R. Comstock, D. Scherrer, and R. Adamczyk, Hole Expansion in a Variety of Sheet Steels, J. Mater. Eng. Perform., 2006, 15(6), p 675–683
Keeler, S.P., W.G. Brazier, Relationship Between Laboratory Material Characterization and Press Shop Formability, Microalloying 75, New York, 1977, p 517–530
J.H. Lian, X.X. Jia, S. Munstermann, and W. Bleck, A Generalized Damage Model Accounting for Instability and Ductile Fracture for Sheet Metals, Key Eng. Mater., 2014, 611–612, p 106–110
J.H. Lian, M. Sharaf, F.A. Archie, and S. Munstermann, A Hybrid Approach for Modelling of Plasticity and Failure Behaviour of Advanced High-Strength Steel Sheets, Int. J. Damage Mech., 2013, 22(2), p 188–218
B.S. Levy and C.J. Van Tyne, Effect of a Strain-Hardening Rate at Uniform Elongation on Sheared Edge Stretching, J. Mater. Eng. Perform., 2012, 21(10), p 2147–2154
M. Mazinani and W.J. Poole, Effect of Martensite Plasticity on the Deformation Behavior of a Low-Carbon Dual-Phase Steel, Metall. Mater. Trans. A, 2007, 38(2), p 328–339
R.D.K. Misra, S.W. Thompson, T.A. Hylton, and A.J. Boucek, Microstructures of Hot-Rolled High-Strength Steels with Significant Differences in Edge Formability, Metall. Mater. Trans. A, 2001, 32A, p 745–759
Acknowledgments
Financial support for this work has been provided by the Natural Sciences and Engineering Research council of Canada (NSERC), the AUTO21 Network of Centres of Excellence and the Canada Research Chairs Secretariat. The authors would also like to acknowledge the support of their industrial partner ArcelorMittal Dofasco with special thanks to Jeff Gao, Erika Bellhouse, Rex Holden, Pao Som and Bernie Jeffrey. NP and CB would like to thank Dr. Alexander Bardelcik and Eckhard Budziarek for their help and assistance in sample fabrication and microstructural analysis.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Pathak, N., Butcher, C. & Worswick, M. Assessment of the Critical Parameters Influencing the Edge Stretchability of Advanced High-Strength Steel Sheet. J. of Materi Eng and Perform 25, 4919–4932 (2016). https://doi.org/10.1007/s11665-016-2316-9
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-016-2316-9