
Abstract
Materials processed using micro-manufacturing technologies exhibit significantly different properties compared to those produced using conventional macro-manufacturing techniques. In this paper, the uniaxial tensile tests were performed on the thin sheet specimens of pure copper to investigate how the sheet thickness impacts the flow stress. The experimental results show a continuous decrease of flow stress as the sheet thickness reduces from 200 to 100 μm, but an increase of flow stress with further reduction in thickness. Firstly, by introducing the ratio of surface grains, the decrease trend of flow stress was explained on the basis of surface layer model. Secondly, the strengthening effect of Cu2O film was clearly demonstrated by the x-ray diffraction and electrodeposition process. Finally, considering the effects of Cu2O film and free surface layer, the mechanical properties of Cu2O film was studied, which is helpful to explain the material behavior in micro sheet forming.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
In the last decade, with the fast advancement of miniaturization in electronic and fine mechanical devices, there was an increasing need for micro parts. As one of the micro-manufacture technologies, the micro sheet metal forming technology is preferred in large-scale production of micro parts because of the high work rate, low waste, and admirable material properties (Ref 1, 2).
However, because of the size effect, there are large differences between the properties of materials processed using the micro sheet metal forming and traditional one, respectively (Ref 3). The uniaxial tensile tests of CuNi18Zn20 sheets were achieved by Kals (Ref 4) to study the impacts of sheet thickness on material properties. It was found that the flow stress decreased when sheet thickness reduced. In the microtensile tests of pure copper by Liu (Ref 5), a decreasing trend of flow stress was observed as sheet thickness reduced from 600 to 10 μm. The same phenomenon was also reported in the microtensile tests of other materials such as brass, aluminum, and stainless steel (Ref 6-8). The reduction of flow stress as the sheet becomes thinner can be demonstrated using the theory of surface layer model (Ref 9). Comparing to the inner grain surrounded by others, the surface grain is less limited during the deformation. The ratio of surface grains increases as the sheet thickness decreases, which causes a decrease of flow stress of total material.
On the other hand, an increasing trend of the flow stress was also found in some micro-scale tensile tests as the sheet thickness was below a critical value and decreased further. Li (Ref 10, 11) carried out the tensile tests of CuZn37 and pure aluminum to study the effects of specimen thickness on flow stress. In the researches, the specimens with thicknesses varying from 25 to 200 μm were annealed to obtain different grain size before the tests. There was an increasing trend of flow stress as the thickness of specimen decreased from 100 to 25 μm in the testing results of CuZn37. However, a continuous reduction of flow stress was noticed when the specimen became thinner throughout in the tests of pure aluminum. It is difficult to explain these two distinct trends of flow stresses only by the theories of surface layer model and crystal plasticity. In his opinion, the increasing trend of flow stress was possibly caused by the strengthening of surface Cu2O film on the surface of specimen because it is much harder than the material of sheet and additionally, resists the dislocation slipping which results the dislocation pile-ups (Ref 11). Moreover, compared to CuO and Al2O3, Cu2O is more ductile and could cover the specimen surface during the deformation without damages. Unfortunately, no further experimental investigation was carried out to support the viewpoint in the cited publication.
In this work, the uniaxial tensile tests of micro copper sheet were performed to investigate the influences of specimen thickness on the material properties. As the sheet thickness is more than 100 μm, the mechanism of change in flow stress was disclosed according to the theory of surface layer model. Additionally, the strengthening effect of Cu2O film was experimentally studied with the x-ray diffraction (XRD) and with electrodeposition process. Therefore, a strengthening model of Cu2O film was proposed, which is beneficial to analyze the material behavior in micro sheet forming.
Materials and Methods
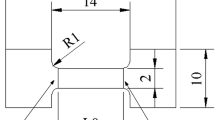
In this study, pure copper was chosen as the material in tensile tests because of its vast application and excellent plasticity. The copper sheets with thicknesses varying from 30 to 200 μm were machined to the standard testing specimens by wire electrical discharge machining. In order to obtain different grain size before the tests, the specimens were annealed at the temperatures of 400 °C for 2 h and 700 °C for 8 h, respectively (Ref 12). Argon gas was used to protect the materials from oxidation during the heat treatment. Then some specimens were chosen to observe the microstructure by the optical microscope after polishing and etching for 30 s with a solution of 19 g FeNO3, 50 mL alcohol, and 50 mL water. The average grain sizes of specimens were measured as shown in Fig. 1, which shows that the grain size d reduces as the specimen thickness t decreases.

Microstructures of testing specimens
The experiments were performed on a UTM4203 universal testing machine at strain rate of 0.1 s−1 at room temperature. The measuring accuracy of testing speed, load, and displacement of this machine can meet or be better than ±0.5% of reading.The load resolution is better than 1/30000 and the max force is 2000 N. The wood cushions were placed between the gripper and testing specimen, so that the gripper can hold the specimen head tightly. The machine and specimens used in tensile testing of micro sheet are shown in Fig. 2.

Machine and specimens used in tensile tests of micro sheet
Results and Discussion
The stress-strain curves of specimens with various thicknesses are reported in Fig. 3, showing that the influence of specimen thickness is significant. As Fig. 3 shows, the flow stress presents a dropping trend as the sheet thickness is reduced from 200 to 100 μm. However, an increasing of flow stress is also found when the specimen thickness is 100 μm and decreases further.

Flow stress curves of specimens with different thicknesses (a) 400 °C for 2 h (b) 700 °C for 8 h
Weakening Effect of Share of Surface Grains on Flow Stress
To analyze the influence of size effect on material behavior, the share of surface grains δ is introduced as a size parameter in this paper. For the micro sheet forming process, the share of surface grains δ can be calculated according the following equation:
where d and t represent the average grain size and thickness of micro sheet, respectively. As the sheet thickness is more than 100 μm, it is found that whatever the specimen size changes, the relationship between the flow stress and parameter δ is linear under a given strain, as shown in Fig. 4. According to the theory of surface layer model, the total flow stress of material is a combination of flow stresses of materials in the surface grains σsurf and inner grains σin, which can be expressed as (Ref 13),

Relationship between flow stress σ and size parameter δ
Supposing under a given strain, the flow stresses are σ1 and σ2 when the shares of surface grains are δ1 and δ2, respectively. Then, the slope l of line between the points (δ1, σ1) and (δ2, σ2) can be calculated according the following equation:
It is assumed that the values of σsurf and σin are fixed for the specimens under the same heat treatment condition and thus the flow stress can be considered to be linearly dependent on the share δ according to Eq 3.
Disregarding the effects of strain rate and temperature, the stress is just the function of strain. Generally, the relationship between stress and strain is considered to follow the exponential law. Thus, by fitting the tensile testing data of specimens with thickness of 100, 150, and 200 μm, the constitutive equations of materials in surface and inner grains can be obtained, respectively:
Then the stress-strain curves from fitting results can be plotted in Fig. 5, which shows an excellent agreement between the experimental and the fitting results.

Comparison between the experimental and fitting results as the sheet is thicker than 100 μm (a) 400 °C for 2 h (b) 700 °C for 8 h
The ratio of specimen thickness t to grain size d was usually introduced to study the material behavior of micro sheet. In those earlier investigations by other researches, it was reported that, if t/d was reduced close to a range of 2-4, an increase of flow stress was presented as the ratio t/d was decreased further (Ref 3). However, in this study, the increase of flow stress with thinning of specimens occurred when t/d is 7.6 for the specimens annealed at the temperatures of 400 °C for 2 h. It means that the ratio t/d is not the only influencing factor on the material behavior in micro sheet forming.
Strengthening Effect of Cu2O Film
As a P-semiconductor, Cu2O has great potential applications in solar batteries and photoelectric diodes (Ref 14). The cuprous oxide could be formed in the atmospheric environments and is more chemically stable than copper (II) oxide at high temperatures. Thus, it is possible that the thin Cu2O film is naturally generated onto the testing specimen and still covers the surface after the heat treatment.
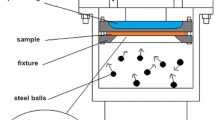
In order to verify the strengthening of Cu2O film, the thin films of Cu2O were electrodeposited onto the testing specimens with a thickness of 100 μm after being annealed. The deposition time was 30 min and the films were washed with distilled water after being deposited. The electrolyte solution was composed with 0.03 mol/L CuCl2 and 0.015 mol/L sodium citrate with a pH adjusted to 2.0 by adding HCl (Ref 14). The three-electrode cell was used for the experiments, where the copper sheet, a saturated calomel electrode, and a Pt wire were chosen as the working, reference, and auxiliary electrode, respectively. The machine and specimens in electrodeposition processes are shown in Fig. 6.

Machine and specimens in electrodeposition processes
In order to verify the existence of Cu2O, the specimens before and after the electrodeposition process were both analyzed by XRD using a Bruker’s XRD instrument with graphite-monochromatized Cu-Kα radiation (λ = 1.54178 Å) at 40 kV and 100 mA. The scanning rate is 4° min−1 in 15°~60°. The XRD patterns are shown in Fig. 7, where it can be observed that the cuprous oxide exists in both of the specimens, but the Cu2O film is much thicker in the electrodeposited one. Additionally, CuCl is also found in the electrodeposited film. But the amount of CuCl is not enough to dominantly impact the mechanical properties of micro sheet.

XRD patterns of the specimens before and after the electrodeposition process
Using the specimens where the thin films of Cu2O are electrodeposited, the tensile tests were carried out to clarify the strengthening effect o f Cu2O film. The stress-strain curves of specimens before and after electrodeposition process are presented in Fig. 8, where a higher flow stress is observed in testing results of specimen with a thicker Cu2O film (after electrodeposition process), which can be used to prove the strengthening effect of Cu2O film.

The comparison of flow stress between the specimens before and after the electrodeposition
Thus, a strengthening model of Cu2O film can be proposed to explain the increasing trend of flow stress as the thickness of specimen decreases. The cuprous oxide is much harder than the sheet material. Additionally, when overlaying the specimen, the compact Cu2O film resists to the dislocation slipping out of the surface, giving a layer with a high dislocation density under the oxide film. Therefore, the strengthening layer affected by Cu2O film (oxide strengthening layer), including a layer with a high dislocation density and the Cu2O film itself, is formed on the specimen surface and shows higher resistance to the deformation.
Generally, the thickness of oxide strengthening layer t′ naturally occurring in air is not more than a few microns. Thus the influence of oxide strengthening layer on the flow stress can be neglected as the sheet is thick enough while, the share of oxide strengthening is becoming higher with reduction of sheet thickness, which results in an increasing effect on the flow stresses.
According to the mechanical properties during deformation, the micro sheet could be divided into three parts: the inner grains, the surface grains, and the oxide strengthening layer, as shown in Fig. 9. The oxide strengthening layer is the hardest among all parts and surface grains are less resistant to deformation than the others. Therefore, the flow stress of micro sheet could be considered to be contributed by stresses of materials in these three parts and the following equation can be obtained:

Oxide strengthening layer, surface grains, and inner grains of micro sheet metal
in which σoxide and η (2t′/t) represent the flow stress and share of oxide strengthening layer, respectively. Using three parameters, viz., sheet thickness t, thickness of oxide strengthening layer t′, and average grain size of sheet d, the above equation could be expressed in another form:
The share of these three parts is strongly varied with the decreasing of micro sheet thickness, which results in the phenomenon that the flow stress firstly reduces and then increases.
In the tensile tests of this paper, a rising trend of flow stress was found as the sheet thickness reduces from 100 to 30 μm. It indicates that the oxide strengthening layer dominantly affects the material behavior as sheet thickness is below 100 μm. In this study, the constitutive equations of material in the oxide strengthening layer were supposed to follow the exponential law. Thus substituting Eq 4 in Eq 6, the constitutive equations of material in the oxide strengthening layer could be obtained using the tensile testing results, as follows:
Based on Eq 6, the thickness of oxide strengthening layer could also be determined by fitting the experimental data. For the testing specimens under both heat treatments condition, the thickness of oxide strengthening layer is equal to approximately 1.5 μm, which can be employed to prove that the Cu2O is stable below the temperature of 700 °C. Moreover, the fitting results using the strengthening model of Cu2O film developed in this study are consistent with the experimental ones, as shown in Fig. 10.

Comparison between the experimental and fitting results as the sheet is thinner than 100 μm (a) 400 °C for 2 h (b) 700 °C for 8 h
Conclusion
In the results of uniaxial tensile tests of pure copper sheets, a continuous decline of flow stress is found as sheet thickness reduces from 200 to 100 μm. However, the flow stress increases when the sheet thickness is below 100 μm, it reduces further. The two opposite trends of flow stress could be explained by the weakening effect of free surface grain and the strengthening effect of Cu2O film. As the sheet thickness is higher than 100 μm, the flow stress is dominantly influenced by the change in the share of free surface grains. However, the effect of Cu2O film should be considered as the sheet is thinner than 100 μm. In this paper, the XRD and electrodeposition process were used to verify the strengthening of Cu2O film. It is observed that the flow stress increase as the Cu2O film becomes thicker. Therefore, a new model considering the effects of free surface layer and Cu2O film was proposed and the constitutive equations of material in the Cu2O film were calculated by the experimental results.
Reference
U. Engel and R. Eckstein, The Experimental Investigation of Size Effect on Microcylinder Deformation in Coining Process, Mater. Manuf. Process., 2014, 29, p 687–690
Q. Zheng, T. Shimizu, T. Shiratori, and M. Yang, Tensile Properties and Constitutive Model of Ultrathin Pure Titanium Foils at Elevated Temperatures in Microforming Assisted by Resistance Heating Method, Mater. Des., 2014, 63, p 389–397
S. Mahabunphachai and M. Koç, Investigation of Size Effects on Material Behavior of Thin Sheet Metals Using Hydraulic Bulge Testing at Micro/Meso-scales, Int. J. Mach. Tools Manuf., 2008, 48, p 1014–1029
T.A. Kals and R. Eckstein, Miniaturization in Sheet Metal Working, J. Mater. Process. Technol., 2000, 103, p 95–101
B. Guo, J. Zhou, D.B. Shan, and H.M. Wan, Size Effect of Yield Strength of Brass foil in Tensile Test, Acta Metall. Sin., 2008, 44, p 163–166
J.G. Liu, M.W. Fu, and W.L. Chan, A Constitutive Model for Modeling of the Deformation Behavior in Microforming with a Consideration of Grain Boundary Strengthening, Comput. Mater. Sci., 2012, 55, p 85–94
J. Zhou, D.B. Shan, B. Guo, and D.L. Ma, Experimental Study on Specimen and Grain Size Effects in Uniaxial Tension Test of Aluminum Foil, Key Eng. Mater., 2007, 344, p 777–782
L.F. Peng, X.M. Lai, H. Lee, J.H. Song, and J. Ni, Analysis of Micro/Mesoscale Sheet Forming Process with Uniform Size Dependent Material Constitutive Model, Mater. Sci. Eng. A, 2009, 526, p 93–99
U. Engel, A. Meβner, and M. Geiger, Advanced Concept for the FE-Simualtion of Metal Forming Processes for the Production of Microparts. In Proceedings of the 5th International Conference on Technology of Plasticity, Columbus, US, October 7–10, 1996.
H.Z. Li, X.H. Dong, Y. Shen, R. Zhou, A. Diehl, H. Hagenah, U. Engel, M. Merklein, and J. Cao, Analysis of Microbending of CuZn37 Brass Foils Based on Strain Gradient Hardening Models, J. Mater. Process. Technol., 2011, 212, p 653–661
Q. Wang, X.H. Dong, H.M. Zhang, H.Z. Li, and Y. Shen, A Constitutive Model for Thin Sheet Metal with One or Several Grains Across Thickness in Micro-forming, Trans. Nonferr. Met. Soc. China, 2013, 23, p 1428–1434
J. Zhou, B. Guo, and D.B. Shan, Research of Size Effect on Tensile Strength and Elongation of Copper Foils, Mater. Sci. Technol., 2010, 18, p 445–449
X.M. Lai, L.F. Peng, H. Peng, S.H. Lan, and J. Ni, Material Behavior Modelling in Micro/Meso-scale Forming Process with Considering Size/Scale Effects, Comput. Mater. Sci., 2008, 43, p 1003–1009
L.D. Shi, K.G. Liu, L. Shi, M. Zhang, and C.Q. She, Effects of Electro-deposition Process on the Phase of Cuprous Oxide Film, Plat. Finish., 2015, 37, p 24–27
Acknowledgment
This work is supported by the National Natural Science Foundation of China (Nos. 51505256, 51475271), Shandong Provincial Natural Science Foundation, China (ZR2013EEZ003).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zheng, W., Lin, X., Tang, B. et al. Experimental Investigation on Strengthening Effect of Cu2O Film in Micro Sheet Forming of Copper. J. of Materi Eng and Perform 25, 1757–1762 (2016). https://doi.org/10.1007/s11665-016-1998-3
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-016-1998-3