
Abstract
The microstructure of cold rotary forged gears greatly affects their working life. Therefore, the aim of this study is to reveal the evolution of microstructure and texture that occurs during the cold rotary forging of spur bevel gears of 20CrMnTi alloy steel. The evolution of grains of the gear tooth is investigated through optical microscopy. By employing scanning electron microscopy and electron backscatter diffraction, the evolution of the cementite particles and the texture of the gear tooth is also revealed. The results indicate that the grain size distribution is non-uniform from the tooth profile to its center. The cementite particles in the tooth profile are finer and more uniformly distributed than those in the tooth center. After cold rotary forging, the tooth center has a combination of α- and γ-fibers, and the γ-fibers are more developed than the α-fibers, while most of the components in the tooth profile are assembled along the α-fibers.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Cold rotary forging is an innovative manufacturing technology for producing spur bevel gears. It has a number of advantages including excellent quality, low roughness, high precision, and reduced energy and material consumption. However, the process is quite complex (Fig. 1). In particular, this process uses two main components: (1) the upper tool, which is inclined at an angle, θ, and swings around the vertical machine axis at a rotational velocity, n, and (2) the lower tool, which extrudes the workpiece at a translation velocity, v. The desired gear is obtained by repeatedly pressing the workpiece with the upper tool and the lower tool.

Working principle of cold rotary forging
Some scholars have investigated the cold rotary forging process. These studies focused on analyzing the peculiarity of the contact zone (Ref 1, 2), the variation of the forging power (Ref 3-7), and the mechanism of material flow (Ref 8-14) by means of analytical and experimental methods. Several scholars have also used finite element (FE) methods to understand this process. Wang and Zhao (Ref 15) analyzed the deformation mechanisms during rotary forging of a ring-shaped workpiece. Liu et al. (Ref 16) performed a detailed study to understand why the workpiece tends to form a mushroom shape during rotary forging. Hua and Han (Ref 17-22) explored the influence of key process parameters on cold rotary forging in order to reveal the underlying mechanisms. Deng et al. (Ref 23) studied the spur bevel gear and optimized the shape of the workpiece. Samołyk (Ref 24) compared the effect of different rocking motions of the upper tool on cold rotary forging of spur bevel gear. However, the focus of these studies was restricted to the macroscopic deformation of the workpiece.
On the other hand, some scholars have studied the microstructure of severely deformed materials during processes such as cold rolling (Ref 25, 26), equal-channel angular extrusion (Ref 27, 28), and wire drawing (Ref 29, 30). The effect of cementite on the mechanical properties in plastic deformation has also been studied (Ref 31, 32). However, the microstructure evolution that occurs during cold rotary forging is rarely investigated. In fact, the microstructure of cold rotary forged gears has an important influence on their performance. Consequently, the aim of this study is to reveal the evolution of microstructure and texture that occurs during the cold rotary forging of spur bevel gears of 20CrMnTi alloy steel. In particular, the evolution of grains in the tooth is investigated using optical microscopy. Moreover, the evolution of the cementite particles and texture in the tooth is revealed using scanning electron microscopy (SEM) and electron backscatter diffraction (EBSD).
Material and Methods
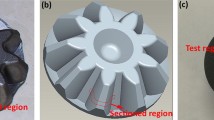
In the current study, 20CrMnTi alloy steel, which is composed of Fe-0.18C-1.2Cr-0.9Mn-0.08Ti-0.02S-0.26Si-0.023P-0.22Cu-0.18Ni (in wt.%), is used. 20CrMnTi alloy steel is a low-carbon steel that contains cementite particles in a matrix of ferrite and belongs to the body-centered cubic (bcc) family of metals. A cold rotary forged gear is shown in Fig. 2(a) and its main dimensions are as follows: tooth number is 11, module is 5.96 mm, pressure angle is 22.5°, and reference cone angle is 28.8°. The dotted area of Fig. 2(b) designates the region that experiences the maximum compressive stress during the service. Gears are frequently worn in this region to such a degree that they begin to run roughly, which leads to failure of the gear (Ref 33-35). Thus, experiments are carried out in this region.

A cold rotary forged gear and the test region of the gear tooth in the RD and TD directions (Test region A and test region C are the tooth profile and tooth center, respectively, and test region B is the region between test regions A and C)
The evolution of the grains and cementite particles in the tooth is investigated using optical microscopy and SEM, respectively. A high-resolution field emission type Leo 1550 Gemini SEM is used. For preparation, the samples are ground, polished, and etched using 4% Nital.
The evolution of the texture in the tooth is investigated using EBSD. An HKL-Technology EBSD system, in which a Nordlys detector is attached to the above-mentioned SEM, is used. To prepare the samples, the sample profile is mechanically ground and then polished with a diamond suspension down to 1 μm. Next, the samples are polished using a colloidal silica suspension with a particle size of 0.05 μm. To perform the experiment, the samples are mounted on a pre-tilted sample holder with a tilt angle of 70° and an accelerating voltage of 20 kV. The rolling direction (RD) and transverse direction (TD) planes are shown in Fig. 2, and the normal direction (ND) is perpendicular to the RD/TD planes. The crystallographic texture is derived from the EBSD data with a step size of 0.5 μm, which covers an area of about 0.01 mm2. The grains in the EBSD maps are colored according to their orientation. The red, green, and blue colors represent the three Euler angles. Black lines depict the high-angle grain boundaries (HAGBs) whose misorientation is larger than 15°. Pole figures and orientation distribution function (ODF) sections are generated and displayed using Mambo and Salsa, respectively.
Results and Discussion
Evolution of Grains
Figure 3 illustrates the grain variation of the tooth from its profile to its center after cold rotary forging. It can be seen from Fig. 3 that there are many micro-sized carbides embedded in the grain boundaries. Figure 3 also shows that the grain distribution from the tooth profile to its center is non-uniform because of different amounts of deformation. The grains are observed to undergo the most severe deformation in the tooth profile. Therefore, they become elongated and look like fiber in the RD direction, as shown in Fig. 3(a). The thickness of the fiber layer is about 400 µm. From the tooth profile to its center, the deformation of grains gradually decreases, and the grain boundaries become much clearer, as shown in Fig. 3(b) and (c). In the tooth center, the grains are nearly equiaxed and have little deformation, as shown in Fig. 3(d). The reason for the non-uniform distribution of grains is that during the cold rotary forging process, the tooth profile produces the severe plastic deformation due to the severe frictional resistance between the tooth profile and tool cavity, while the tooth center produces little plastic deformation because the tooth center mainly translates into the tool cavity.

Optical micrographs of the cold rotary forged gear tooth along the TD direction from its profile to its center
Evolution of Cementite Particles
The chemical formula of cementite is Fe3C and its crystal structure is a kind of complex orthorhombic lattice. Figure 4 shows SEM micrographs of the workpiece and the cold rotary forged tooth. It can be seen from Fig. 4(a) that the cementite particles in the workpiece cluster in the grain boundaries and their distribution is non-uniform with different orientations. The average diameter of these cementite particles is 0.8 μm, and the standard deviation is 0.26 μm. After cold rotary forging, the cementite particles are found to run along the grain boundary, and their size and distribution are different. It can be seen from Fig. 4(b) that in test region A (shown in Fig. 2), the cementite particles are elliptical and dispersed. Compared with the cementite particles in the workpiece, those near the profile of the tooth are smaller (the average diameter is 0.5 μm), and their distribution is more uniform. Moreover, they tend to run along the RD direction because of severe shear plastic deformation. It can be also observed that the standard deviation of the average diameter of the cementite particles in test region A increases to 0.38 μm. The reason for this higher standard deviation is that the size of the cementite particles in test region A is refined by a fracturing process during cold rotary forging. As a result, there is a distribution in the size of the particles. Two types of fracture are mainly observed to occur in the cementite particles, which are shown in Fig. 5. One type of fracture occurs in the direction that is parallel to the direction of metal flow [shown in Fig. 5(a)], and the other type of fracture occurs in the direction that is perpendicular to the direction of metal flow [shown in Fig. 5(b)]. Because of the effect of friction between the matrix and the cementite particles, this leads to shear stresses that stretch the cementite particles. When the deformation exceeds a certain value, the cementite particles begin to crack. As a result, the metal that is nearby will flow into the crack to promote further disconnection. Additionally, different flow speeds that are characteristics of the metal around the cementite particles facilitate the fracture process. In test regions B and C, the cementite particles seem to have no deformation, which is similar to what is found in the workpiece, as shown in Fig. 4(c) and (d). The average diameter of these cementite particles is about 0.8 μm, and the standard deviation is 0.29 μm. However, the cementite particles are still in aggregates with different orientations. This is because the deformation that occurs at the tooth center is not large enough to refine and scatter the cementite particles at these regions. From these analyses, the size and distribution of the cementite particles are found to be non-uniform from the tooth profile to its center, and the cementite particles in the tooth profile are finer and more uniformly distributed than those at the tooth center.

SEM micrographs of the workpiece and the cold rotary forged tooth along the TD direction

SEM micrographs of the two types of fracture that occur in the cementite particles in test region A
Evolution of the Texture
EBSD maps of the workpiece and cold rotary forged tooth are shown in Fig. 6. It can be seen from Fig. 6 that the spacing between the HAGBs in the TD direction decreases with increasing amounts of deformation. At the tooth profile, the spacing between the HAGBs is very small and the boundaries are almost parallel to the RD direction. The corresponding orientation distribution function (ODF) sections (φ2 = 45°) with the same level of contour line and pole figures with the same maximum intensity are shown in Fig. 7 and 8, respectively. In Fig. 8, the RD is located at 12 o’clock (Ref 36, 37). It can be seen from Fig. 7(a) and 8(a) that the texture of the workpiece uniformly consists of randomly oriented grains prior to deformation. During cold rotary forging, the metal in the tooth profile resists deformation due to friction that occurs between the tool cavity and the tooth profile, while the metal in the tooth center translates into the die cavity, which leads to the different amounts of deformation at different positions of the sample. Therefore, the texture of the gear tooth has an obvious variation. It can be seen from Fig. 7(b) and 8(b) that in test region C, which only undergoes slight deformation, there is a strong {111} texture in the ND direction. It can be also seen from Fig. 7(b) and 8(b) that a combination of α- and γ-fibers is developed at the tooth center, which is quite similar to what occurs during the cold rolling of sheet materials (Ref 38). Moreover, the γ-fibers are more developed than the α-fibers in test region C. In test region B, which undergoes a much larger amount of deformation than test region C, {111} texture is not as strong as test region C. It gradually develops and the preferred {111} texture with some {110} texture is developed, as shown in Fig. 7(c) and 8(c). The grains align themselves in two different directions compared to the ND direction. This is because of the multiaxial stresses. Moreover, the developed texture changes so that it is composed of more α-fibers. In test region A, which undergoes the most severe deformation, the {111} texture evolves more than that in test region B. The same processes are present in test regions A and B, but a greater amount of deformation occurs in test region A. As a result, the texture is more developed in test region A. Moreover, most of the components are assembled along the α-fibers (Ref 26, 39), as shown in Fig. 7(d). It can be seen from Fig. 7(d) and 8(d) that the grains are rotated compared to the regions mentioned above. This results in a strong {112}〈110〉 texture. During cold rotary forging, the three test regions undergo different amounts of deformation. When the amount of deformation increases in 20CrMnTi low-carbon steel, both α- and γ-fibers continuously develop [shown in Fig. 7(b)], which has previously been reported by Engler et al. (Ref 40). Moreover, the results reported in this paper reveal that α-fibers continuously develop with increasing amounts of deformation. On the other hand, γ-fibers decrease when the deformation reaches a certain critical point, as shown in Fig. 7(c) and (d). This observation is consistent with previous research conducted on bcc metals in low-carbon steels (Ref 41, 42).

EBSD maps of the workpiece and the cold rotary forged tooth

ODF sections (φ2 = 45°) of the workpiece and cold rotary forged tooth (Color figure online)

{111} and {110} pole figures of the workpiece and cold rotary forged tooth
Figure 9 shows the relative contents of the shear texture components in the workpiece and cold rotary forged tooth. The relative content of each shear texture component is calculated within a 20° deviation from their ideal position in the Euler space. It can be seen from Fig. 9 that the relative contents of the shear texture components in the workpiece are the smallest. After cold rotary forging, typical shear textures are observed in the deformed tooth. In test region A, the relative contents of the three shear texture components, {112}〈110〉, {111}〈110〉, and {001}〈110〉, are the highest and the {112}〈110〉 component is dominant. In test regions B and C, the relative contents of the three shear texture components are lower. Moreover, the {112}〈110〉 and {111}〈110〉 components are dominant in test regions B and C, respectively. It can be also seen from Fig. 9 that the relative contents of the shear texture components gradually decrease from the tooth profile to its center. The reason for this is as follows: during cold rotary forging, the shear strain state can be produced by the friction between the die cavity and the tooth profile. The shear deformation mainly concentrates on the tooth profile and gradually decreases from the tooth profile to its center (e.g., the shear texture in test regions B and C is much weaker than that in test region A), which indicates that the severe shear deformation layer found in test region A does not cover test regions B and C.

Relative contents of shear texture components in the workpiece and cold rotary forged tooth
Conclusions
This paper investigates the evolution of microstructure and texture that occurs during cold rotary forging of spur bevel gears of 20CrMnTi alloy steel. The research results show the following:
-
(1)
From the tooth profile to its center, the deformation of grains gradually decreases in cold rotary forging of spur bevel gear.
-
(2)
The size and distribution of the cementite particles are non-uniform from the tooth profile to its center. The cementite particles in the tooth profile are finer and more uniformly distributed than those in the center. The refinement of the cementite particles in the tooth profile is caused by a fracture in a direction that is parallel or perpendicular to the direction of metal flow.
-
(3)
In test region C, there is a strong {111} texture in the ND direction. Moreover, a combination of α- and γ-fibers develops, where the γ-fibers are more developed than the α-fibers. In test region B, the {111} texture is not as strong as that found in test region C. It gradually develops and the preferred {111} texture with some {110} texture is developed. Moreover, the developing texture is changing toward components of α-fibers. In test region A, the {111} texture is found to have evolved further than that in test region B. Furthermore, most of the components are assembled along the α-fibers.
-
(4)
In the tooth profile, the relative contents of the three shear texture components, {112}〈110〉, {111}〈110〉, and {001}〈110〉, are the highest, where the {112}〈110〉 component dominates. In the region close to the tooth center, the shear textures are much weaker, which indicates that the severe shear deformation mainly concentrates on the tooth profile.
References
J.B. Hawkyard, C.K.S. Gurnani, and W. Johnson, Pressure-Distribution Measurements in Rotary Forging, J. Mech. Eng. Sci., 1977, 19, p 135–142
X.H. Pei, D.C. Zhou, and Z.R Wang, Some basic problems of the rotary forging and its application. Proceedings of the Second International Conference on Rotary Metalworking Processes, 1982, p 81-90
E. Appleton and R.A.C. Slater, Effects of Upper Platen Configuration in the Rotary Forging Process and Rotary Forging into a Contoured Lower Platen, Int. J. Mach. Tool Des. Res., 1973, 13, p 43–62
M. Zhang, Calculating Force and Energy During Rotary Forging. Proceedings of the Third International Conference on Rotary Metalworking Processes, 1984, p 115-124
J. Oudin, Y. Ravalard, G. Verwaerde, and J.C. Gelin, Force, Torque and Plastic Flow Analysis in Rotary Upsetting of Ring Shaped Billets, Int. J. Mech. Sci., 1985, 27, p 761–780
J.B. Hawkyard and C.P. Smith, The Influence of Elastic Die Distortion on Forming Force in Rotary Forging, Int. J. Mech. Sci., 1988, 30, p 533–542
T. Canta, D. Frunza, D. Sabadus, and C. Tintelecan, Some Aspects of Energy Distribution in Rotary Forming Processes, J. Mater. Process. Technol., 1998, 80–81, p 195–198
P.M. Standring, J.R. Moon, and E. Appleton, Plastic Deformation Produced During Indentation Phase of Rotary Forging, Met. Technol., 1980, 7, p 159–166
T. Nakane, M. Kobayashi, and K. Nakamura, Deformation Behaviour in Simultaneous Backward Extrusion-Upsetting by Rotary Forging. Proceedings of the Second International Conference on Rotary Metalworking Processes, 1982, p 59-71
K. Nakamura, T. Nakane and M. Kobayashi, Deformation Behaviour in Simultaneous Forward–Backward Extrusion-Upsetting by Rotary Forging. Proceedings of the Third International Conference on Rotary Metalworking Processes, 1984, p 13-22
D.C. Zhou, Y.D. Han, and Z.R. Wang, Research on Rotary Forging and Its Distribution of Deformation, J. Mater. Process. Technol., 1992, 31, p 161–168
S. Choi, K.H. Na, and J.H. Kim, Upper-Bound Analysis of the Rotary Forging of a Cylindrical Billet, J. Mater. Process. Technol., 1997, 67, p 78–82
E. Kalinowska-Ozgowicz, W. Krukiewicz, L. Kowalski, R. Kozik, J. Rabus, and J.G. Szota, Orbital Forming of an Oxygen Cylinder Web, J. Mater. Process. Technol., 1997, 64, p 215–222
G.C. Wang, J. Guan, and G.Q. Zhao, A Photo-Plastic Experimental Study on Deformation of Rotary Forging a Ring Workpiece, J. Mater. Process. Technol., 2005, 169, p 108–114
G.C. Wang and G.Q. Zhao, A Three-Dimensional Rigid-Plastic FEM Analysis of Rotary Forging Deformation of a Ring Workpiece, J. Mater. Process. Technol., 1999, 95, p 112–115
G. Liu, S.J. Yuan, Z.R. Wang, and D.C. Zhou, Explanation of the Mushroom Effect in the Rotary Forging of a cylinder, J. Mater. Process. Technol., 2004, 151, p 178–182
L. Hua and X.H. Han, 3D FE Modeling Simulation of Cold Rotary Forging of a Cylinder Workpiece, Mater. Des., 2009, 30, p 2133–2142
X.H. Han and L. Hua, Effect of Size of the Cylindrical Workpiece on the Cold Rotary Forging Process, Mater. Des., 2009, 30, p 2802–2812
X.H. Han and L. Hua, 3D FE Modeling of Cold Rotary Forging of a Ring Workpiece, J. Mater. Process. Technol., 2009, 209, p 5353–5362
X.H. Han and L. Hua, Plastic Deformation Behaviors of Cold Rotary Forging Under Different Contact Patterns by 3D Elastic–Plastic FE Method, Mater. Trans., 2009, 50, p 1949–1958
X.H. Han and L. Hua, Comparison Between Cold Rotary Forging and Conventional Forging, J. Mech. Sci. Technol., 2009, 23, p 2668–2678
X.H. Han and L. Hua, Deformation Characteristics and Mechanisms of Cold Rotary Forging of a Ring Workpiece, J. Strain Anal. Eng., 2010, 45, p 97–114
X.B. Deng, L. Hua, X.H. Han, and Y.L. Song, Numerical and Experimental Investigation of Cold Rotary Forging of a 20CrMnTi Alloy Spur Bevel Gear, Mater. Des., 2011, 32, p 1376–1389
S. Grzegorz, Investigation of the Cold Orbital Forging Process of an AlMgSi Alloy Bevel Gear, J. Mater. Process. Technol., 2013, 213(10), p 1692–1702
L. Zhen, J.Z. Chen, S. Yang, W.Z. Shao, and S.L. Dai, Development of Microstructures and Texture During Cold Rolling in AA 7055 Aluminum Alloy, Mater. Sci. Eng. A, 2009, 504(1–2), p 55–63
K. Ryttberg, M. Knutson Wedel, V. Recina, and L. Nyborg, The Effect of Cold Ring Rolling on the Evolution of Microstructure and Texture in 100Cr6 Steel, Mater. Sci. Eng. A, 2010, 527(9), p 2431–2436
A.A. Gazder, W.Q. Cao, C.H.J. Davies, and E.V. Pereloma, An EBSD Investigation of Interstitial-Free Steel Subjected to Equal Channel Angular Extrusion, Mater. Sci. Eng. A, 2008, 497(1–2), p 341–352
R.F. Need, D.J. Alexander, R.D. Field, V. Livescu, P. Papin, C.A. Swenson, and D.B. Mutnick, The Effects of Equal Channel Angular Extrusion on the Mechanical and Electrical Properties of Alumina Dispersion-Strengthened Copper Alloys, Mater. Sci. Eng. A, 2013, 565, p 450–458
T. Baudin, A.L. Etter, and R. Penelle, Annealing Twin Formation and Recrystallization Study of Cold-Drawn Copper Wires from EBSD Measurements, Mater. Charact., 2007, 58(10), p 947–952
S.K. Hwang, H.M. Baek, J.W. Lee, I. Son, Y. Im, and C.M. Bae, The Effect of Microstructure and Texture Evolution on Mechanical Properties of Low Carbon Steel in a Non-Circular Drawing Sequence, J. Mater. Process. Technol., 2014, 214(2), p 318–325
Zheng Chengsi, Li Longfei, Yang Wangyue, and Sun Zuqing, Relationship Between Microstructure and Yield Strength for Plain Carbon Steel with Ultrafine or Fine (Ferrite + Cementite) Structure, Mater. Sci. Eng. A, 2014, 617, p 31–38
W.B. Lee, K.T. Cho, K.H. Kim, K.I. Moon, and Y. Lee, The Effect of the Cementite Phase on the Surface Hardening of Carbon Steels by Shot Peening, Mater. Sci. Eng. A, 2010, 527, p 5852–5857
D.W. Duddley, Practical Gear Design, McGraw Hill, New York, 1954
Anders Flodin and Sören Andersson, Simulation of Mild Wear in Spur Gears, Wear, 1997, 207(1–2), p 16–23
Valentin Onishchenko, Tooth Wear Modeling and Prognostication Parameters of Engagement of Spur Gear Power Transmissions, Mech. Mach. Theory, 2008, 43(12), p 1639–1664
U.F. Kocks, C.N. Tome, H.-R. Wenk, H. Mecking. Texture and Anisotropy: Preferred Orientations in Polycrystals and their Effect on Materials. Cambridge University Press, Cambridge, 2000
V. Randle and O. Engler, Introduction to Texture Analysis: Macrotexture, Microtexture, and Orientation Mapping. CRC Press Inc, 2nd Revised edition, 2009
P.S. Bate and J.Q. da Fonseca, Texture Development in the Cold Rolling of IF Steel, Mater. Sci. Eng. A, 2004, 380(1–2), p 365–377
Bevis Hutchinson, Deformation Microstructures and Textures in Steels, Math. Phys. Eng. Sci., 1999, 357, p 1471–1485
Olaf Engler and Valerie Randle, Introduction to Texture Analysis Macrotexture, Microtexture and Orientation Mapping, 2nd ed., CRC Press, New York, 2010, ISBN 978-1-4200-6365-3
D. Raabe and K. Lücke, Annealing Textures of BCC Metals, Scripta Metall. Mater., 1992, 27(11), p 1533–1538
D. Raabe, A. Dasgupta, and S. Saibaba, Study of Microstructure and Microtexture of Modified 9Cr-1Mo Steel Subjected to High Deformation, J. Nucl. Mater., 2013, 432, p 450–454
Acknowledgments
The authors would like to thank the Natural Science Foundation of China (No. 51575416), Innovative Research Team Development Program of Ministry of Education of China (No. IRT13087), High-end Talent Leading Program of Hubei Province (No. 2012-86), and Science and Technology Support Program of Hubei Province (No. 2015BAA039) for the support given to this research.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Han, X., Dong, L., Hua, L. et al. Microstructure and Texture Evolution in Cold Rotary Forging of Spur Bevel Gears of 20CrMnTi Alloy Steel. J. of Materi Eng and Perform 25, 1182–1190 (2016). https://doi.org/10.1007/s11665-016-1929-3
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-016-1929-3