
Abstract
The injection-molded metallic glass soft magnet is prepared from the powder of melt-spun ribbon of Fe36Co36B20Si4Nb4 glassy alloy and Nylon 6,6 of wt.% from 5 to 20 via the polymer injection molding technology. The product is characterized by the SEM, mechanical, and magnetic test. The results indicate that this type of materials has comparable mechanical properties and morphological feature with the conventional injection-molded NdFeB magnet and exhibits excellent soft magnetic behaviors. The magnetic properties of the injected magnets are compared with the raw metallic glass, solvent-casted resin bonding magnets, and thermal-treated magnets to confirm that the processing temperature of Nylon injection does not affect the magnetism. The injection technology is a practical processing method to be applied on the metallic glass for potential usage.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Metallic glass has become an intensively researched material since it was firstly synthesized in 1960 (Ref 1). The amorphous feature of metallic glass provides many advantages such as high strength, hardness, toughness, elasticity, and thermal stability etc., and this type of materials subsequently draws rigorous attentions in both scientific and industrial fields (Ref 2). Out of a large number of amorphous alloys that has been studied, the ferro-based metallic glass is especially interesting with its unique magnetic property, e.g., the high saturation magnetization, permeability, and low coercivity as a good soft magnet (Ref 3-5). However, because of the harsh requirements on the manufacturing conditions, early technologies could merely prepare the Fe-based metallic glass in very limited shapes, for example, the thin melt-spun ribbon, wire, or powder in the scale of tens micrometers (Ref 6). It was since A. Inoue et al. reported the pioneer work of Fe-based bulk metallic glass (BMG) in 1995 (Ref 7), this type of materials has been rapidly developed in the last two decades (Ref 8-10) and exploited for various engineering and industrial applications (Ref 6, 11).
Nevertheless, nowadays, manufacturing technologies for Fe-based BMG still have severe limitations on the size and shapes of products. The most common preparation method for Fe-based BMG is the water-cooled copper-mold injection casting technique, by which the BMG produced is usually in the size of ∼ mms and in simple cylindrical forms. The phrase “bulk” is merely a relative description comparing to the 10-100 µm thin ribbons prepared by the early melt-spun method. Although recent endeavors have developed Fe-based BMG larger than 1 cm for particular glassy alloys (Ref 12), it is still far away to meet the sophisticated requirements on the size variation and complex shapes of products from commercial and industrial (Ref 6, 13).
On the other hand, the injection-molded magnets (IMM) or polymer-bonded magnets have been developed and manufactured for decades (Ref 4, 14, 15). The IMM is produced by traditional polymer injection method with the mixture of magnetic metal powders and polymers as the raw materials, e.g., the Nylon-bonded NdFeB magnets. With the easy processing properties of thermal plastic polymers, this method makes the products in complex and precise shapes possible at very low cost (Ref 16). Therefore, due to the concerns on the production of Fe-based BMG mentioned above, it is a reasonable choice to apply the IMM technology onto the magnetic metallic glass. Although there were researches on the similar materials, the epoxy-bonded rapidly quenched melt-spun ribbon of magnetic alloy in Ref 17 as an example, to the best of authors’ knowledge, no research on injection-molded metallic glass has been reported. In this work, we developed an injection-molded metallic glass soft magnet (IMMGSM) from a well-studied Fe-based BMG Fe36Co36B20Si4Nb4, which was reported to be with excellent glass forming ability and soft magnetic properties (Ref 18, 19), by the IMM method. The morphological feature, mechanical, and magnetic properties were preliminarily investigated.
Experimental
Materials and Preparation
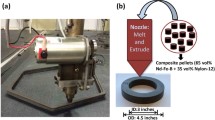
The Fe36Co36B20Si4Nb4 master alloys were prepared by arc-melting pure elements (99.9% metals and 99.5% boron) under argon protection. The ribbons of glassy alloy were prepared by the regular melt spinning technique and then grounded into powders under the size of ∼5 µm. The Nylon 6,6 was dehydrated in oven at 100 °C for 24 h before injection. The weight percentages of Nylon were ranged from 5, 10, 15 and 20% in the mixture, with 0.5 wt.% silane coupling agent (γ-aminopropyltriethoxysilane), 0.5 wt.% lubricant (N,N-ethylenebisstearamide), and the rest component of metallic glass powder from 79 to 94%. Regular injection conditions for the commercial NdFeB-IMM were applied with the following processing condition: the injection temperature 265 °C, the mold temperature 80 °C, and the injection pressure 120 MPa. The product is in the shape of dumbbell samples for the ASTM D638 tensile test and V-notched rectangular samples with the cross section of 12 × 3.2 mm for the ASTM D256 Izod impact characterizations. A photograph of five IMMGSM dumbbell samples is shown in Fig. 1.

The photograph of IMMGSM dumbbell samples
Characterization
The crystallinity of metallic glass is characterized by x-ray diffraction (XRD) (D/max-2200/PC, Rigaku Corporation). The scan speed is as slow as 5 deg/min to reveal the existence of tiny crystals. The morphological feature is observed by scanning electron microscope (SEM) (Nova NanoSEM 450, FEI). Magnetic properties of the as-prepared amorphous specimens are measured by vibrating sample magnetometer (VSM, Lake Shore 7407) with the maximum applied field of 800A/m at room temperature. The elongation test is executed on universal electromechanical tester (Instron 4465) at the strain rate of 5 mm/min. The impact test is executed on universal pendulum impact tester (RAY-RAN Test Equipment Ltd.) at room temperature.
Results and Discussion
The Amorphousness of Metallic Glass
Figure 2 presents the XRD results of the metallic glass powders as the raw injection materials of the IMMGSM. Comparing to the diffraction pattern of crystallized (Fe, Co)-B-Si-Nb metal in the Ref 18, the pure amorphous pattern shown in Fig. 2 without crystal diffraction peak clearly indicates the glassy feature of the alloy. Besides the confirmation of successful glass forming by the conventional melt-spun method, this result also assures that, the cracking and grounding process of thin ribbons into powder of ∼5 µm does not recrystallize the materials, albeit this process involves rigorous mechanical treatment and the consequent reheating. The XRD characterization has also been done on the ribbon sample, the result shows no non-trivial difference with the powder sample, and therefore is not presented in Fig. 2.

The XRD characterization of Fe36Co36B20Si4Nb4 metallic glass powders. The glass forming is confirmed by the amorphous scattering pattern without the crystal peak
The Morphological Feature
The SEM pictures of surface morphology are shown in Fig. 3. Common feature of Nylon products is observed on the scale from 10 to 100 µm; lack of powder aggregations implies that the metallic powders are well coated and bonded inside by the Nylon matrix. Nevertheless, the lighter areas of electron reflections in Fig. 3(b) and (c) indicate the existence of metallic components. Generally, the SEM characterization confirms that the IMM method is practical to be applied on the metallic glass products, while no significant difference from the traditional Nylon-bonded magnets is discovered.

The SEM images of injection-molded metallic glassy magnet. The magnitude is (a) 1000×, (b) 4000×, and (c) 5000×, respectively
A noticeable feature of pores in Fig. 3(a) should be addressed, since normally the injection molding process does not generate too many defects. The reason of these defects is hypothesized as the immiscibility between the powder and resin that the powders of irregular sizes retarded the polymers flowing. The immiscibility issue can be reconfirmed by the mechanical test which will be discussed later.
Mechanical Properties
Table 1 presents the elongation and impact test results of Fe36Co36B20Si4Nb4-IMMGSM with 10 wt.% Nylon 6,6. The test of a regular NdFeB-IMM bonded with 10 wt.% Nylon 6,6 is included for comparison (10 wt.% is chosen because it is a common ratio of commercial products). Five samples of each set are characterized to obtain the average value and errors. Comparing to the traditional NdFeB-IMM, there is no significant variation on the mechanical properties. It is easy to understand this result that the metallic powders, either crystal or glass, can be treated as an inert additive to the polymer resins in the injection processing, and the mechanical strength mainly depends on the properties of polymer matrix and processing quality.
Other than the comparable results, minor variations can still be indicated with different powders. The tensile strength and elongation rate of IMMGSM are lower, probably because the powders developed from thin ribbons in laboratory are not in fine spherical shape and uniform size, and subsequently have a lower miscibility with polymers, while the NdFeB powder is well-developed industrial product with narrow particle size distribution. Irregular shapes and particle size of powders may impair the stacking of metal powders inside the polymer matrix and cause defects to lower the mechanical strength. This agrees with the SEM observation of pores on the materials.
An impressive increment on the impact strength of IMMGSM can be observed, and this may be due to the excellent elasticity of metallic glass that the glass powders can absorb and release more energy during impaction, while the metallic glass has a featured elasticity and impact strength with the more intensive atoms packing in the glassy state (Ref 2). However, a number of facts can also be the potential reasons of this enhanced impact strength, e.g., the surface coupling with silane agent (which is also an important factor in the mechanical properties of NdFeB-IMM), size and shape distributions of the metallic powders, the internal structure of resin matrix and powders arrangements, etc. Further systematic experiments are in progress to study the reason of this impressive property.
Magnetic Properties
The VSM test reveals the excellent soft magnetic properties of the IMMGSM of Fe36Co36B20Si4Nb4 in Fig. 4. The saturation magnetization is 0.670 ± 0.014 T, and coercive force is 1.9 A/m. Comparing to the magnetic properties as B s = 1.14 T, H c = 1.5 A/m of the original Fe-Co-B-Si-Nb BMG reported in the Ref 19, the sacrifice on the magnetism is significant due to the low stack density of metal powders. Notwithstanding, the magnetization is still sufficient in various applications, and it can be expected to serve as an excellent soft magnetic materials.

(a) The soft magnetic properties of IMMGSM characterized by VSM test. The embedded figure is the hysteresis B-H curves for the enlarged area of H ∈ [−25, 25] (A/m); (b) The magnetic properties of various polymer-bonded magnet samples listed in Table 2
An important concern in the injection molding technique applying onto the metallic glass materials, is the potential effects of processing temperature. Although the Curie Temperature of Fe-Co-B-Si-Nb BMG has been reported in the range of ~680 K (Ref 18), which is sufficiently higher than the injection temperature of ~250 °C, nevertheless it is not a safe assumption that the injection will not affect the soft magnetism of the product, since the glassy materials are usually sensitive to the temperature and the reheating process. Therefore, we prepared a solvent-casted Nylon-bonding magnet and two IMMGSM samples with one and two times 200 °C thermal treatment to compare the magnetic properties with the product. The 10 wt.% Nylon solution was blended with the glassy powders and casted in the mold to obtain a non-reheated resin-bonded magnet. Note that this type of resin-bonded magnet has poor mechanical properties and is of none or less utility in practice, in this work, it only serves as the reference for the magnetic properties comparison. One identical IMMGSM sample was heated in the oven to 200 °C and cooled down in room temperature, another sample was treated in this way twice. Figure 4(b) presents the VSM results of these samples (excluding the raw glass) and it can be observed that the magnetization behaviors are consistent as expected.
The results are summarized in Table 2. Although all the resin-bonded samples are of lower magnetism than the raw metallic glass as expected, the thermal process clearly does not affect the soft magnetism, the samples with once or twice reheating present comparable results with the original sample. The solvent-casted magnet exhibits even lower magnetization than the injection products, this can be understood that the solvent-casted sample has a lower density and powders packing in the matrix without the screwing process during the injection, while, on the other hand, the processing temperature plays non-observable effect on the magnetism. In either way, the injection processing can be reassured as a practical method to bond the metallic glass without impairing the featured magnetic properties.
Effect of Resin Content
A series of IMMGSM samples with Nylon contents of 5, 10, 15, and 20% have been tested to investigate the effect of bonding resin content on the mechanical properties, as summarized in Table 3. Similarly, five samples of each recipe are characterized to obtain the average and errors. The 5% samples exhibit significantly low mechanical strength, because the resin content is too small to effectively bond the metallic powders. Although the higher density of metallic glass provides higher magnetization, that enhancement is not as efficient as the metal content increase, therefore, it is safe to conclude a less practical utility of the low Nylon content recipe. For the 15 and 20% samples, with the higher Nylon percentage, the mechanical properties are enhanced dramatically as expected, while the sacrifice on the magnetic properties is also impressive. In this way, either choice could be practical depending on the particular requirements in the industrial or commercial applications. Furthermore, the magnetizations of these two samples exhibit comparable values regardless of the density; one probable explanation of this phenomenon is that, the distance between the glassy powders that is diluted by the increase of resin content plays more significant effect than the powders’ packing density at this stage, therefore an impressive decrease on the magnetization occurs with the resin percentage enhanced from 10 to 15%, while the 15 and 20% samples exhibit less different magnetic behaviors.
The tensile test results of five samples are shown in Fig. 5. It is clear that the tensile strength are larger with higher nylon content percentage, and the 10% NdFeB-IMM and IMMGSM behave more similarly rather than other samples, which implies the comparable properties and structures of the two types of materials. Due to the short content of resin, all the samples exhibit a linear tensile behavior followed by a short yielding range. The larger the nylon content is, the longer the yielding range is. And for the 20% sample, a very typical resin yielding and necking behavior can be observed before the crack. This confirms the conclusion that the IMMGSM maintains the properties of polymer system, and the injection method is practical for the polymer bondage on the metallic glassy powder.

Conclusion
Concerning the limits on the product size and shape in nowadays BMG manufacturing, application of the conventional IMM method, which has been extensively adopted to produce the polymer-bonded magnets, onto the magnetic metallic glass may significantly extend the potential usage and application of this type of materials. Following this idea, we prepared the Nylon 6,6-bonded Fe36Co36B20Si4Nb4 metallic glass powder as a soft magnetic material. Preliminary investigations have been done on the preparation, morphological feature, mechanical, and magnetic properties. With the decent properties held by the IMMGSMs, the IMM can be confirmed as a practical method to be applied onto the metallic glass, for potential utility in both scientific and industrial fields.
References
W. Klement, R.H. Willens, and P. Duwez, Non-crystalline Structure in Solidified Gold-Silicon Alloys, Nature, 1960, 187, p 869–870
M. Telford, The Case for Bulk Metallic Glass, Mater. Today, 2004, 7, p 36–43
J. Becker, F. Luborsky, and J.L. Walter, Magnetic Moments and Curie Temperatures of (Fe, Ni)80(P, B)20 Amorphous Alloys, IEEE Trans. Magn., 1977, 13, p 988–991
L.A. Dobrzański, M. Drak, and B. Ziebowicz, Materials with Specific Magnetic Properties, J. Achiev. Mater. Manuf. Eng., 2006, 17, p 37–40
R. Huang, L. Zhang, C. Chen, C. Wu, and L. Yan, Theoretical Exploration on the Magnetic Properties of Ferromagnetic Metallic Glass: An Ising Model on Random Recursive Lattice, Eur. Phys. J. Plus, 2015, 130, p 127–133
C. Suryanarayana and A. Inoue, Iron-Based Bulk Metallic Glasses, Int. Mater. Rev., 2013, 58, p 131–166
A. Inoue, Y. Shinohara, and J.S. Gook, Thermal and Magnetic Properties of Bulk Fe-Based Glassy Alloys Prepared by Copper Mold Casting, Mater. Trans., 1995, 36, p 1427–1433
A. Inoue, B.L. Shen, and C.T. Chang, Super-High Strength of Over 4000 MPa for Fe-Based Bulk Glassy Alloys in [(Fe1−xCox)0.75B0.2Si0.05]96Nb4 System, Acta. Mater., 2004, 52, p 4093–4099
J.H. Yao, T.Q. Wang, and Y. Li, Ductile Fe–Nb–B Bulk Metallic Glass with Ultrahigh Strength, Appl. Phys. Lett., 2008, 92, p 251906
J.F. Wang, R. Li, N.B. Hua, L. Huang, and T. Zhang, Ternary Fe–P–C Bulk Metallic Glass with Good Soft-Magnetic and Mechanical Properties, Scr. Mater., 2011, 65, p 536–539
A. Inoue and N. Nishiyama, New Bulk Metallic Glasses for Applications as Magnetic-Sensing, Chemical, and Structural Materials, MRS Bull., 2007, 32, p 651–658
V. Ponnambalam, S.J. Poon, and G.J. Shiflet, Fe-Based Bulk Metallic Glasses with Diameter Thickness Larger than One Centimeter, J. Mater. Res., 2004, 19, p 1320–1323
J. Schroers, Processing of Bulk Metallic Glass, Adv. Mater., 2010, 22, p 1566–1597
T. Nakata, N. Takahashi, K. Fujiwara, T. Kawashima, and A. Morii, Optimal Design of Injection Mold for Plastic Bonded Magnet, IEEE Trans. Magn., 1991, 27, p 4992–4994
L.A. Dobrzański and M. Drak, Properties of Composite Materials with Polymer Matrix Reinforced with Nd–Fe–B Hard Magnetic Particles, J. Mater. Process Technol., 2006, 175, p 149–156
J. Xiao, J. Otaigbe, and D. Jiles, Modeling of Magnetic Properties of Polymer Bonded Nd–Fe–B Magnets with Surface Modifications, J. Magn. Magn. Mater., 2000, 218, p 60–66
W. Zha, Y. Liu, S. Gao, and M. Tu, Preparation of Rapidly Quenching (Nd, Pr)12(FeCoZr)82B6 Alloy and Magnetic Properties of Bonded Magnets, J. Rare Earths, 2004, 22, p 497–500
K. Amiya, A. Urata, N. Nishiyama, and A. Inoue, Magnetic Properties of (Fe, Co)–B–Si–Nb Bulk Glassy Alloys with High Glass-Forming Ability, J. Appl. Phys., 2005, 97, p 10F913
R. Piccin, P. Tiberto, H. Chiriac, and M. Baricco, Magnetic Properties and Power Losses in Fe–Co-Based Bulk Metallic Glasses, J. Magn. Magn. Mater., 2008, 320, p e806–e809
Acknowledgments
This work is financially supported by the National Natural Science Foundation of China (Grant No. 11505110).
Author information
Authors and Affiliations
Corresponding authors
Additional information
Ran Huang—equal contribution as co-first author.
Rights and permissions
About this article

Cite this article
Zhong, T., Huang, R., Huang, J. et al. Injection-Molded Soft Magnets Prepared from Fe-Based Metallic Glass: Mechanical and Magnetic Properties. J. of Materi Eng and Perform 24, 3892–3896 (2015). https://doi.org/10.1007/s11665-015-1709-5
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-015-1709-5