
Abstract
In the present study, a severe plastic deformation process of high-pressure torsion (HPT) has been modified. The new process is called high-pressure double torsion (HPDT) as both anvils of the conventional HPT process rotate in opposite directions. We manufactured sets of aluminum and pure copper samples using both the HPT process and the newly developed HPDT process to compare between microstructures and microhardness values. Our investigations showed that the copper samples processed by HPDT exhibited larger gradients in microstructure and higher values of hardness. Subsequently, we carried out a set of finite element simulations in ABAQUS/explicit to better understand the differences between the HPT process and the HPDT process. A comparison of the strain distributions of the HPT and HPDT samples revealed a decreasing trend in strain values as the radius increased at the middle surface of the samples. Analysis of the equivalent stress values revealed that stress values for the HPDT samples were higher than those of the HPT samples. Finally, the comparison of the max principal stress values indicated that in the HPDT sample, the extent of the compressive stresses was larger than those in the HPT sample.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Methods of severe plastic deformation (SPD) to process bulk nanostructured materials down to 20 nm have been reviewed by Zhilyaev and Langdon (Ref 1). High-pressure torsion (HPT) process is now an established procedure for processing metallic materials through the application of SPD (Ref 2). In the HPT process, a sample, generally in the form of a thin disk, is held between anvils and strained in compression mode by applying the high pressure of several GPa. After pressing and holding the specimen between the anvils, the bottom anvil rotates, causing the specimen to be deformed as a result of the tangential force of the surface friction created between the specimen and the rotating anvil. There are two distinct types of HPT processing, termed unconstrained and constrained HPT (Ref 1). In the latter, the initial sample dimensions do not change drastically in diameter as the technique confines the materials in a container (Ref 3). In the unconstrained method, the material is free to move vertically and laterally (Ref 4).
Xu et al. (Ref 5) conducted the HPT process on Al 6061 alloy to evaluate different HPT parameters on the sample. They concluded that the high-imposed compressive hydrostatic pressure in the HPT process prevented any cracking of the disk. The low thickness-to-diameter ratio led to high strain during the anvil rotation. In practice, the effective strain, ε, imposed on the sample in the HPT process is given by the following relationship:
In the above relationship, N is the number of turns in HPT, R is the distance from the center of the disk, h is the disk’s thickness, ω is the angular velocity, and t is the time of processing.
As shown in Eq 1, a strain gradient is expected across the radius of the HPT samples. As a result, many researchers have examined homogeneity in plastic deformation in the HPT process. Yoon et al. (Ref 6) investigated the absolute values and homogeneity of internal stress and strain distributions on commercially pure copper to provide optimizations on the processes of grain size refinement and nanostructure’s development. In addition, Kawasaki et al. (Ref 7) concluded that there is a gradual evolution in homogeneity with an increasing number of revolutions in HPT on disks of high-purity aluminum. By utilizing optical microscopy, Cao et al. (Ref 8) demonstrated that local shear patterns will develop in relation to an increasing number of revolutions on duplex stainless steel disks. After 20 revolutions, they found a uniform shear strain pattern throughout the disk, and no local shear vortices.
The HPT process has the following limitations: (1) the sample is produced in the form of a disk shape (Ref 9); (2) the strain is generated in proportion to the distance from the disk center (Eq 1); and (3) an inhomogeneous distribution of microstructure develops across the diameter (Ref 10).
In order to overcome these limitations, many approaches have been recently proposed: (1) HPT using a sample in the form of a ring shape, which is more appropriate than a disk shape for industrial applications (Ref 11); (2) high-pressure sliding (HPS) (Ref 3) to produce sheet metal; (3) an exploration of unconstrained HPT (Ref 12); (4) the cone-cone method (CCM) for thin-walled, cone-shaped samples (Ref 13): (5) high-pressure twist torsion (HPTT) to produce tubes (Ref 14); and (6) continuous high-pressure torsion (CHPT) to produce bulk sheets (Ref 15). Most of these new methods and modifications are focused on sample geometry or new die designs, but there have been several attempts to introduce new efficient processes using basic aspects of HPT.
In this study, a new SPD process called high-pressure double torsion (HPDT) was developed to process metallic materials based on the HPT process. Using the HPDT process, processed materials received efficient strains with uniform strain and stress distributions. Samples of commercially pure copper were manufactured using both the HPT and HPDT techniques and then tested for hardness. While the main focus of the present paper is to introduce and analyze the novel HPDT process, we also report a limited microstructural characterization of the grain structure and crystallographic texture (Ref 16). Finally, finite element analysis (FEA) was performed to better understand the differences between plastic deformations in the HPT and HPDT processes. While future work will involve microstructural predictive models based on polycrystal plasticity (Ref 6, 17-21), here we employ the continuum J2 constitutive law.
Materials and Experimental Procedure
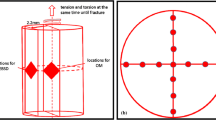
The starting samples were billets 10 mm in diameter with a height of 15 mm, machined out of commercially pure copper ingots. The samples were annealed at 650 °C for 2 h and then furnace cooled at a rate of 25 °C/h. To carry out the unconstrained HPDT process, a custom machine was designed and manufactured. Figure 1 shows the schematic view and final montage of the set-up as prepared for the unconstrained HPDT processing. During the HPDT process, the anvils rotated in opposite directions while maintaining constant pressure (designated as HPDT (−θ/+θ)).

(a) Schematic view of the unconstrained high-pressure double torsion process (HPDT (−θ/+θ)), (b) schematic set-up of an unconstrained HPDT machine
In both the unconstrained HPDT and HPT processes, the friction stress between the anvils and the work piece is very important to ensure proper material twisting. In order to facilitate this phenomenon, some radial and circumferential shallow grooves were created on the surfaces of the anvils. To systemically compare the HPT and HPDT processes, we applied the same initial pressure of 1.5 GPa and a rotation rate ω of 0.2 rpm. In the HPDT technique, the rotation rates for the top and bottom anvils were equal. Note that the initial pressure decreased with an increase in the cross-sectional area of the sample. The value settled to about 600 MPa. Due to the geometry of the HPDT (−θ/+θ) process, it might be concluded that performing the HPT process with double-angle of rotation (HPT (0/+2θ)) may lead to the same results as for the performance with the HPDT (−θ/+θ) process. To clarify this hypothesis, the results of HPT (0/+2θ) were also investigated. In the HPT (0/+θ) process, the sample was rotated up to the angle θ (180°), and in the HPT (0/+2θ) process the sample was rotated up to the angle 2θ (360°). The HPT processes were performed under the same friction conditions, angular speeds, and pressures as for the HPDT processes.
To investigate the amounts of twisting during the HPT and HPDT processes, commercially pure aluminum (AA1050) ingots with 25 mm × 25 mm rectangular cross sections and heights of 15 mm were used. The samples were annealed at 450 °C for 2 h and furnace cooled at a rate of 25 °C/h. The degree of angular twisting in a rectangular cross section can be easily measured through visual observation. Due to the high flowing ability of pure aluminum, the AA1050 ingots were selected instead of pure copper ingots.
To examine the mechanical properties of the HPT and HPDT samples, the Vickers hardness (HV) test was conducted on the processed samples. The hardness tests were performed using a 5-gf load and a 15-s dwell time. The tests were conducted on different paths: (1) the middle surface (section BB′), (2) the transverse section at the middle (section AA′), and (3) the isometric view, with 2 cuts.
An optical microscopy was used for microstructural observations on the sections normal to the pressing axis. For this purpose, the surface of the sample was mechanically polished and etched in a solution of 20 mL NH4OH + 20 mL H2O2 + 5 mL deionized water.
Finite Element Analysis Procedure
Isothermal finite element analyses (FEAs) of the HPDT and HPT processes were carried out using three-dimensional (3D) commercial elastoplastic ABAQUS/explicit simulation (Ref 22). The simulations were performed using 3D models; the geometric dimensions and mechanical properties of these specimens were chosen to be the same as those used in the experiments. In various previous investigations, such as analytic (Ref 23) and FEA (Ref 24-26) studies of the HPT, the axisymmetry with twist (Ref 22) model has been considered, or symmetric conditions have been used. We decided to skip the symmetry assumption in this model because the frictions on the top and bottom anvils were not the same, causing a lack of symmetry in the experimentally processed samples.
The boundary conditions were applied in a two-step process to best represent the actual process. The initial model with boundary conditions is illustrated in Fig. 2. For both the HPDT and HPT processes, we applied a concentrated force equivalent to 1.5 GPa to the reference point of the top anvil in the force control of the first step. Consistent with the experiment, the value of pressure dropped to about 600 MPa as the contact area between the sample and the anvils increased. The second step involved a combination of force and displacement controls to simultaneously maintain a pressure of 600 MPa and an angular velocity of 0.2 rpm. Friction conditions were imposed between the anvils and the new material of the work-piece that came into contact as the deformation proceeded.

FEA model (top row) and schematic of applying boundary conditions (bottom row) for HPDT ωtop = ωbottom and for HPT ωtop = 0
The friction factor (m) at the anvil interface was determined to be 0.8 using a barrel compression test (Ref 27). In order to apply these values in the simulation, they were converted to the friction coefficient (µ) using the following equation (Ref 28):
Equation 2 results in µ = 0.25 between the anvil and the work-piece. Based on the observations in the experimental samples, we estimated a friction coefficient of 0.25 between the top anvil and the work-piece and a friction coefficient of 0.275 between the bottom anvil and the work-piece. Since the bottom anvil experienced a higher friction, we separately modeled the interactions between the top and bottom dies and the work-piece without using symmetry boundary conditions. The amount of slippage between the specimen and the anvil increased at faster rotational speeds and lower imposed pressures (Ref 29). The roughness at the bottom of the depression was sufficient for the samples to effectively stick to the anvil (Ref 30). The kinematic contact algorithm used for the interaction between the rigid and deformable parts (master and slave surfaces, respectively) strictly enforced contact constraints, e.g., no penetrations were allowed (Ref 22). However, it was assumed that the amount of the friction coefficient was high enough to prevent slippage, but there was a small possibility for slippage between the rigid and deformable parts. In addition, no cohesive behavior was defined between the work-piece and anvil.
Compression tests were also carried out on the commercially pure copper samples at a constant crosshead speed of 0.2 mm/s to determine the deformation behavior of the raw material. The stress-strain relationship simplified by a compression test is written as σ = 330ε0.235 MPa; this was also reported by Yoon et al. (Ref 6) through calculation by the dislocation cell evolution model, and determined by Figueiredo et al. (Ref 31) by utilizing monotonic torsion testing. The obtained (σ-ε) curves were then used directly in the FEA software as the strain versus stress data.
An eight-node linear brick elements (C3D8R) and a four-node 3D bilinear rigid quadrilateral elements (R3D4) were used to mesh the initial deformable sample and the rigid parts, respectively (Ref 22). By varying the number of the elements, it was found that 4000 elements for the initial deformable sample would be sufficient to show the local deformation behavior of the HPDT and HPT processes. The initial meshed sample is illustrated in Fig. 3.

FEA predictions and experimental samples of commercially pure Cu after compression, the HPT (0/+θ) process, and the HPDT (−θ/+θ) process
As the meshed model became distorted during the simulation, the adaptive meshing facility made it possible to analyze both the large plastic deformation and the plastic strains. Adaptive meshing to improve the elements’ shapes and aspect ratios during the plastic deformation was used to accommodate both the large strains and the occurrence of the flow localization during the simulation. The time frequency and remeshing sweeps per increment value for using automatic adaptive meshing were 1 and 10, respectively.
Results and Discussion
Samples Comparison
In Fig. 3, the experimental samples manufactured by compression, using the HPDT process (−θ/+θ), and the HPT (0/+θ) process, are compared to those predicted by FEA. The initial sample of pure copper used in the experimental study is also shown, as well as the initial elements used in the FEA. The compressed sample was produced under the same conditions as for the HPT (0/+θ) and HPDT (−θ/+θ) processes. As shown, there are strong similarities between the experimental samples and those of FEA. To ensure agreement between samples, measurements on final thickness and diameter were performed, and are summarized in Table 1. The thicknesses and diameters predicted by FEAs are in agreement with those measured experimentally.
The final thicknesses of the HPT and HPDT samples are lower than those of the sample obtained by compression. The values for the HPT, HPDT, and the compressed samples were decreased by 80.6, 80, and 70%, respectively (the initial sample height was 15 mm). In Table 1, the results for the predicted and experimental diameters of the final samples are included. The final diameters of the HPT, HPDT, and the compressed samples increased by 130, 119, and 87.9%, respectively (the initial diameter was 10 mm). It should be noted that the rotation of the anvils during the plastic deformations of the HPDT and HPT processes caused the materials to slip laterally under the anvil surfaces as a result of the shear strains imposed by the anvils. The decrease in thickness led to an increase in diameter during the plastic deformation, which resulted in a decrease in normal pressure. In order to maintain constant pressure, higher forces should be supplied. This phenomenon should be continuously performed until equilibrium is established between the frictional stress and the tendency for angular displacement. Before reaching equilibrium, the diameter will increase and the thickness will decrease.
In Fig. 4, a new approach is shown to compare the plastic deformation behaviors of the HPT, HPDT, and compression processes. The goal of this examination was to perform the three mentioned processes using a sample with a rectangular cross section so that twisting amounts during the HPT and HPDT processes could be observed. In this study, a sample with a rectangular cross section was subjected to 600 MPa of pressure and a half-turn rotation. The amounts of twisting after the half-turn rotations of the HPT and HPDT samples were then compared, as shown in Fig. 4. The top cross-sectional areas of the samples were then measured yielding the following results: 26 mm × 26 mm for the compression, 28 mm × 28 mm for the HPT process, and 30 × 30 mm for the HPDT process. This phenomenon was explained in the previous paragraph. To investigate the amount of twisting, top surfaces (2D cross sections) were drawn, as shown in Fig. 4(b). In the compressed sample, the cross-sectional area was increased due to the compressive pressure. As the anvil rotation started, the top cross section rotated around the central axis. The amounts of twisting around the central axis were 14.2° and 19.2° for the HPT and HPDT samples, respectively, which means that the amount of twisting in the HPDT process is greater than that in the HPT process.

(a) AA1050 square cross-sectional samples after compression, the HPT (0/+θ) process, and the HPDT (−θ/+θ) process at 600 MPa pressure and a half-turn rotation, (b) initial square history after subjecting to compression, the HPT (0/+θ) process, and the HPDT (−θ/+θ) process
Strain Distribution
Figure 5 illustrates the equivalent plastic strain (PEEQ) distributions on commercially pure Cu samples after performing the HPT (0/+θ), HPT (0/+2θ), and HPDT (−θ/+θ) processes on different sections (section AA′ and BB′). The compressed sample was also included. The maximum values for all of the legends were limited to 3 to make the comparisons easier to comprehend. In addition to using upper bound analysis, a PEEQ value of 3 can be obtained by performing Equal Channel Angular Pressing (ECAP) after three passes (Ref 32). As a result, PEEQ values can be easily compared using ECAP, a well-known SPD process.

Equivalent plastic strain contours of commercially pure Cu after performing the compression, the HPT (0/+θ) process, the HPT (0/+2θ) process, and the HPDT (−θ/+θ) process
At section AA′ on the middle surface of the HPDT specimen, the values of equivalent strain are greater than 3, as indicated by the gray color zone. The same cross sections of the HPT (0/+θ) and HPT (0/+2θ) specimens did not pass 3. There is also a large difference between the distributions in the HPT (0/+2θ) and HPDT (−θ/+θ) samples. The distribution of PEEQ can be examined by comparing the BB′ cross sections of the samples. The shear strains penetrated through the thickness, as the rotation of both anvils in the HPDT (−θ/+θ) process imposed higher strains. Most parts of the BB′ cross section experienced a strain value of 3, as indicated again by the gray color zones. This situation can also be seen in the HPT (0/+θ) process at the same cross section, but with a more limited gray color zone.
When comparing the PEEQ values on the surface of the samples, the isometric views should be considered. In the HPDT (−θ/+θ) sample, the gray area shows that the top surface passed a strain value of 3. In the HPT (0/+θ) and HPT (0/+2θ) samples, the shown gray areas are smaller. The maximum strain values (see PEEQ legend) of the HPDT (−θ/+θ), HPT (0/+θ), and HPT (0/+2θ) processes are 32, 10, and 11, respectively. This means that during the HPDT (−θ/+θ) process, strains of a higher magnitude were imposed to the sample than those during the other HPT processes. (It should be noted that the magnitude of rotation in the HPT (0/+2θ) process is doubled.)
In Fig. 6, four elements at the middle surfaces of the samples were selected, and the shape changes of the elements were recorded as a function of the number of rotations. It should be noted that these four elements were chunks of material from the whole, and that these four elements were surrounded by other elements. The initial selected elements and the compressed elements are also shown. Comparing the results of the HPT and HPDT processes at the same number of rotations shows that the HPDT elements twisted more than those in the HPT process. In addition, when both anvils are rotating, there is an increased tendency for twisting due to the higher values of the shear strains. Comparison of the HPT (0/+2θ) and HPDT (−θ/+θ) processes is easily facilitated by considering a half turn in HPT and a quarter turn in HPDT.

Four elements from the middle surface of the initial sample as a function of the number of rotations after performing the HPT (0/+θ) and HPDT (−θ/+θ)
In Fig. 7, quantitative analysis on PEEQ values is investigated on the named cross sections. The PEEQ measurements from the top surface (under the top anvil) show an increasing trend as the radius increases. The average amount of strain after a half turn using the HPDT (−θ/+θ) or HPT (0/+θ) processes or one turn using the HPT (0/+2θ) process at this section is comparable to 10, 4, and 6 passes of the ECAP process. It is important to note that during the ECAP process, the strain value was reported to be 0.9 for the 90° intersecting channel. These values were obtained for the HPDT (−θ/+θ) and HPT (0/+θ) processes after only a half-turn rotation.

Equivalent strain distributions at section BB′ and the top surfaces of the HPDT (−θ/+θ), HPT (0/+θ), and HPT (0/+2θ) samples
It should be mentioned that the HPDT process imposes larger strain rates than HPT does because both ends rotate with the same speed. Larger strain rates generate higher temperatures within the tested sample because there is less time to evacuate the heat generated by plastic deformation. This increase in temperature could increase the friction coefficient and therefore impose more strain on the sample than that expected by the theoretical factor of two.
Zhilyaev and Langdon (Ref 1) have reported the Vickers microhardness values across the top surfaces of high-purity Al disks after processing by HPT at different numbers of rotations and pressures. Meanwhile, (Ref 33) and (Ref 34) demonstrate that there is good agreement between the Vickers hardness values’ gradients processed by torsion-ECAP and torsion extrusion on commercially pure aluminum and those obtained for the strain trends predicted by FEA, respectively. In addition, Pardis and Ebrahimi (Ref 35) have examined hardness variations through different routes of the simple shear extrusion (SSE) process. To validate the strain gradients obtained by FEA for the HPDT and HPT processes, the Vickers hardness measurements are shown in Fig. 8. Higher values from the Vickers microhardness magnitudes were obtained after the HPDT process. The values for HPT for Cu are consistent with those reported in the literature (Ref 9, 36, 37), and the trends seen in Fig. 8 for the HPT samples are similar to those seen in other FCC metals and alloys (Ref 7, 38, 39).

Vickers hardness distributions at the top surface of the HPDT (−θ/+θ) and HPT (0/+θ) samples
In Fig. 7, there is an interesting trend in strain distribution at the middle surfaces (section BB′) of the HPDT (−θ/+θ), HPT (0/+θ), and HPT (0/+2θ) specimens. PEEQ measurements at the middle surface on section BB′ showed a negative strain gradient as the radius increased. To obtain these plots, three close slices of the planes perpendicular to the disk axis at the half height of the sample and different 1D paths passing from the center to the edge of these planes were considered. Averaging was performed between the corresponding equivalent plastic values from these three planes. This phenomenon has not been previously reported in any study on the HPT process. The reason may be that these researchers were fully focused on the initial thin disk specimens (Ref 31). Performing the HPT process on the thin disk specimens would not show this trend in strain gradient, as the top and bottom deformation zone sunder the anvils may reach together and thus the deformation pattern would mix together. Figure 6 is also useful for understanding this new trend, as the elements examined are highly twisted at the middle surfaces.
In addition, the distributions of PEEQ on section BB′ of the HPT (0/+θ) and HPT (0/+2θ) samples are almost identical, while the distribution on the top surfaces are quite different. This suggests that performing the HPT process with a higher rotation angle will not change the strain distribution at the middle surface, but it will drastically change the distribution at the top surface of the sample. This examination of the HPDT (−θ/+θ) sample shows that the HPDT (−θ/+θ) process imposed higher values of strain at both the middle and top surfaces of the sample. Performing HPT with a double angle of rotation will not lead to the same strain distribution as the HPDT (−θ/+θ) process.
In summary, the HPDT (−θ/+θ) process induces larger strain rates than the HPT (0/+θ) process because both ends rotate with the same speed, resulting in a higher hardening rate of the material with pronounced strain rate sensitivity. This is a key advantage of the HPDT (−θ/+θ) process over the traditional HPT (0/+θ) process.
Comparison of Microstructures in HPDT and HPT
Figure 9 shows grain structure’s evolution as a function of radial direction for the samples processed by both the HPT and HPDT processes. The top surfaces of the HPT (0/+θ) and HPDT (−θ/+θ) samples were examined. Annealed structure (starting material) was also included to facilitate the comparison. Three positions (edge, middle, and center) were selected to show the trends of the grain sizes. From the edge to the center, it can be seen that there is a positive gradient in grain size values for both the processes. The existence of such gradients as well as the inverse relationship between the grain sizes in a material and the strain values has widely been investigated and reported previously in the literature (Ref 1, 36, 40). It was found that grain sizes in Cu can refine to 150 nm by the HPT process (Ref 2). Inspection of the disks after processing revealed a central core region where there was a relatively coarse and ill-defined microstructure. Experiments showed that the size of this core region decreased as the number of turns increased (Ref 41-43). The center positions of these two processes both show that weak refinement occurred, as the grain sizes from the annealed structure have not been changed drastically.

Optical micrographs showing grain structures before deformation and after the HPT (0/+θ) and HPDT (−θ/+θ) processes
In addition, the equivalent plastic strain for the HPDT (−θ/+θ) process is higher than that for the HPT (0/+θ) process, due to which the grain size values at the same position in the HPDT (−θ/+θ) sample seem to be smaller than those in the HPT (0/+θ) samples. Evaluation of any benefits of the HPDT process over the HPT process has been taken into account for grain refinement in the more detailed grain structure’s analysis in our recent research (Ref 16).
Stress Distributions
Equivalent Plastic Stress
Von Mises equivalent stress contours on the HPDT (−θ/+θ), HPT (0/+θ), HPT (0/+2θ), and compressed samples are shown in Fig. 10. The stress values on the legends were limited to 200 MPa from the bottom to facilitate easier comparison. The isometric views of the samples show a uniform stress distribution on the HPDT (−θ/+θ) sample. At the top surface, the friction between the anvil and the sample caused the stress values to increase to 553 MPa. This value can be compared to that of the compressed sample, where the stresses at the same zone were measured around 300 MPa. This is due to the fact that materials under the anvil in both the HPT and HPDT processes received high values of twisting, thus leading to large displacements under the anvil and a high value of pressure which caused large compressive stresses. As a result of the lower strain values in the named HPT processes, the amounts of equivalent plastic stresses for the HPT (0/+θ) and HPT (0/+2θ) samples were lower (around 430 and 490 MPa, respectively) than that of the HPDT (−θ/+θ) process. Because of the rotation of both anvils, materials have a lower tendency to be twisted under the HPT anvil than that during the HPDT process.

Equivalent plastic stress contours of commercially pure Cu after performing compression, the HPDT (−θ/+θ) process, the HPT (0/+θ) process, and the HPT (0/+2θ) process on the samples
In Fig. 10, stress contours on the section BB′ are shown. The stress distribution in the HPDT (−θ/+θ) process is smoother in comparison with the other samples. In section BB′, the stress distributions in the four samples were mostly affected by the frictional stress under the anvils. As shown in section BB′, the red color zone (representing max stress) in the HPDT (−θ/+θ) process penetrated through the sample thickness due to the high values of both frictional stress and shear strain. In the other samples, this zone did not spread on a large scale. On the middle-surface section (section AA′), the stress distribution of HPDT (−θ/+θ) is comparable to HPT (0/+2θ). This might be due to the fact that after reaching a high amount of strain, the stress values became saturated, and no drastic differences were traceable.
Max Principal Stress
Max principal stress study can be very significant for understanding the behavior of materials during SPD processes (Ref 44, 45). In Fig. 11, the max principal stress values of the mentioned sections are reported. As shown, the max principal stress for the HPDT (−θ/+θ) sample is higher than those for the two HPT samples. The max principal stress at the core of the HPDT (−θ/+θ) sample is compressive (shown with a negative sign) but the value becomes tensile at the edges (shown with a positive sign). Max principal stress variation predicts that crack initiation or failure due to tensile stresses might be expected to start from the edges. As a result, the tangential frictional stresses and shear strains imposed by the rotating anvils cause the compressive regions to become tensile regions at the surface. The amount of max principal tensile stress for the HPDT (−θ/+θ) process is around 250 MPa, which is still far from the yield stress of commercially pure copper after cold working (e.g., 310 MPa after 60% cold work, equivalent to almost 0.9 effective strain (Ref 6)).

Max principal stress contours of commercially pure Cu after performing compression, the HPDT (−θ/+θ) process, the HPT (0/+θ) process, and the HPT (0/+2θ) process on samples
To make this analysis more precise, a quantitative analysis in Fig. 12 has been reported on the middle surface of section BB′. In the HPDT (−θ/+θ) sample, the region of max principal stress (or compressive stress) is more extended than that in the HPT (0/+θ) sample. The value of compressive stress is also higher at the center of the specimen, which means that the HPDT (−θ/+θ) process can successfully perform under a high value of cold before failure takes place. It is very interesting that the max principal stress distribution obtained for the HPT (0/+2θ) process is mostly located on the tensile region and that, in the HPT (0/+θ) sample’s tensile region. This max principal stress distribution is even more dramatic. This shows that the HPT (0/+2θ) process might have another disadvantage with respect to the HPDT (−θ/+θ) process.

Max principal stress distributions at section AA′ of the HPDT (−θ/+θ), HPT (0/+θ), and HPT (0/+2θ) process samples
Torque on Anvil
The torque requirement versus the rotation angle for the HPDT (−θ/+θ) and HPT (0/+θ) processes are plotted in Fig. 13. It is observed that the torque increases continuously with the increasing rotation angle. This trend is due to the strain hardening of the samples and the increase in the sample diameters, as discussed in section 4.1. The increase in diameter caused an increase in the torque as the displacement vector increased; a larger torque was then required. In addition, the increase in the diameter of the specimen after compression loading (about 80%, shown in Table 1) caused an increase in the friction energy. To overcome the friction energies, a higher torque magnitude must be supplied.

Torque required for performing the HPDT (−θ/+θ) and HPT (0/+θ) processes vs. rotation angle
Conclusion
-
(1)
A new modification to the HPT process has been introduced. It involves rotating the conventional HPT anvils at opposite directions while maintaining constant pressure. This new method was named high-pressure double torsion (HPDT).
-
(2)
Pure copper samples manufactured by the HPDT show higher Vickers hardness values than those of the samples processed by HPT.
-
(3)
Similar gradients in grain structure as a function of radial direction were observed in the samples processed by both the HPT and HPDT.
-
(4)
FEA was carried out using ABAQUS/explicit simulation. The FEA predictions of sample dimensions were in good agreement with the experimental values.
-
(5)
A new method has been introduced to investigate the amounts of twist in HPT and HPDT samples. This method involves performing these processes for samples with rectangular cross sections.
-
(6)
Comparison of the strain distributions of the HPT(0/+θ), HPT (0/+2θ), and HPDT (−θ/+θ) samples showed decreasing strains and increasing radii in the middle surfaces of the samples. The strain distributions at the different cross sections showed that strain values are higher in the HPDT (−θ/+θ) process than those in the HPT (0/+θ) and HPT (0/+2θ) processes.
-
(7)
Investigation of the max principal stress values of the HPDT (−θ/+θ), HPT (0/+θ), and HPT (0/+2θ) processes showed that the extent of the compressive stress in the HPDT sample is larger than those in the HPT (0/+θ) and HPT (0/+2θ) samples.
References
A.P. Zhilyaev and T.G. Langdon, Using High-Pressure Torsion for Metal Processing: Fundamentals and Applications, Prog. Mater Sci., 2008, 53(6), p 893–979
R.Z. Valiev, R.K. Islamgaliev, and I.V. Alexandrov, Bulk Nanostructured Materials from Severe Plastic Deformation, Prog. Mater Sci., 2000, 45(2), p 103–189
A. Zhilyaev et al., Experimental Parameters Influencing Grain Refinement and Microstructural Evolution During High-Pressure Torsion, Acta Mater., 2003, 51(3), p 753–765
A. Zhilyaev, T. McNelley, and T. Langdon, Evolution of Microstructure and Microtexture in FCC Metals During High-Pressure Torsion, J. Mater. Sci., 2007, 42(5), p 1517–1528
C. Xu, Z. Horita, and T.G. Langdon, Evaluating the Influence of Pressure and Torsional Strain on Processing by High-Pressure Torsion, J. Mater. Sci., 2008, 43(23–24), p 7286–7292
S.C. Yoon, Z. Horita, and H.S. Kim, Finite Element Analysis of Plastic Deformation Behavior During High Pressure Torsion Processing, J. Mater. Process. Technol., 2008, 201(1), p 32–36
M. Kawasaki, R.B. Figueiredo, and T.G. Langdon, An Investigation of Hardness Homogeneity Throughout Disks Processed by High-Pressure Torsion, Acta Mater., 2011, 59(1), p 308–316
Y. Cao et al., A Visualization of Shear Strain in Processing by High-Pressure Torsion, J. Mater. Sci., 2010, 45(3), p 765–770
Z. Horita and T.G. Langdon, Microstructures and Microhardness of an Aluminum Alloy and Pure Copper After Processing by High-Pressure Torsion, Mater. Sci. Eng. A, 2005, 410, p 422–425
F. Wetscher, A. Vorhauer, and R. Pippan, Strain Hardening During High Pressure Torsion Deformation, Mater. Sci. Eng. A, 2005, 410, p 213–216
H.S. Kim et al., Deformation Behavior of Copper During a High Pressure Torsion Process, J. Mater. Process. Technol., 2003, 142(2), p 334–337
A. Zhilyaev et al., Influence of the High Pressure Torsion Die Geometry on the Allotropic Phase Transformations in Pure Zr, Mater. Sci. Eng. A, 2010, 527(16), p 3918–3928
R. Lapovok et al., Severe plastic Deformation Processes for Thin Samples, J. Mater. Sci., 2010, 45(17), p 4554–4560
O. Bouaziz, Y. Estrin, and H.S. Kim, A New Technique for Severe Plastic Deformation: The Cone-Cone Method, Adv. Eng. Mater., 2009, 11(12), p 982–985
K. Edalati and Z. Horita, Continuous High-Pressure Torsion, J. Mater. Sci., 2010, 45(17), p 4578–4582
M. Jahedi et al., Texture Evolution and Enhanced Grain Refinement Under High-Pressure-Double-Torsion, Mater. Sci. Eng. A, 2014, 611, p 29–36
M. Knezevic et al., Modeling Bending of α-Titanium with Embedded Polycrystal Plasticity in Implicit Finite Elements, Mater. Sci. Eng. A, 2013, 564, p 116–126
M. Knezevic, H.F. Al-Harbi, and S.R. Kalidindi, Crystal Plasticity Simulations Using Discrete Fourier Transforms, Acta Mater., 2009, 57(6), p 1777–1784
M. Knezevic, S.R. Kalidindi, and D. Fullwood, Computationally Efficient Database and Spectral Interpolation for Fully Plastic Taylor-Type Crystal Plasticity Calculations of Face-Centered Cubic Polycrystals, Int. J. Plast., 2008, 24(7), p 1264–1276
M. Ardeljan, I.J. Beyerlein, and M. Knezevic, A Dislocation Density Based Crystal Plasticity Finite Element Model: Application to a Two-Phase Polycrystalline HCP/BCC Composites, J. Mech. Phys. Solids, 2014, 66, p 16–31
M. Knezevic et al., Texture Evolution in Two-Phase Zr/Nb Lamellar Composites During Accumulative Roll Bonding, Int. J. Plast., 2014, 57, p 16–28
ABAQUS, Reference Manuals, Dassault Systèemes, Providence, 2013
V.I. Levitas, High-Pressure Mechanochemistry: Conceptual Multiscale Theory and Interpretation of Experiments, Phys. Rev. B, 2004, 70(18), p 184118
H.S. Kim, Finite Element Analysis of High Pressure Torsion Processing, J. Mater. Process. Technol., 2001, 113(1), p 617–621
V.I. Levitas and O.M. Zarechnyy, Numerical Study of Stress and Plastic Strain Evolution Under Compression and Shear of a Sample in a Rotational Anvil Cell, High Pressure Res., 2010, 30(4), p 653–669
B. Feng and V.I. Levitas, Coupled Phase Transformations and Plastic Flows Under Torsion at High Pressure in Rotational Diamond Anvil Cell: Effect of Contact Sliding, J. Appl. Phys., 2013, 114(21), p 213514
R. Ebrahimi and A. Najafizadeh, A New Method for Evaluation of Friction in Bulk Metal Forming, J. Mater. Process. Technol., 2004, 152(2), p 136–143
N. Bay, Friction Stress and Normal Stress in Bulk Metal-Forming Processes, J. Mech. Work. Technol., 1987, 14(2), p 203–223
K. Edalati, Z. Horita, and T.G. Langdon, The Significance of Slippage in Processing by High-Pressure Torsion, Scripta Mater., 2009, 60(1), p 9–12
R.B. Figueiredo et al., Using Finite Element Modeling to Examine the Temperature Distribution in Quasi-constrained High-Pressure Torsion, Acta Mater., 2012, 60(6), p 3190–3198
R.B. Figueiredo, P.R. Cetlin, and T.G. Langdon, Using Finite Element Modeling to Examine the Flow Processes in Quasi-constrained High-Pressure Torsion, Mater. Sci. Eng. A, 2011, 528(28), p 8198–8204
A. Eivani and A. Karimi, Taheri, An Upper Bound Solution of ECAE Process with Outer Curved Corner, J. Mater. Process. Technol., 2007, 182(1), p 555–563
B. Mani, M. Jahedi, and M.H. Paydar, A Modification on ECAP Process by Incorporating Torsional Deformation, Mater. Sci. Eng. A, 2011, 528(12), p 4159–4165
M. Jahedi and M.H. Paydar, Three-Dimensional Finite Element Analysis of Torsion Extrusion (TE) as an SPD Process, Mater. Sci. Eng. A, 2011, 528(29), p 8742–8749
N. Pardis and R. Ebrahimi, Different Processing Routes for Deformation Via Simple Shear Extrusion (SSE), Mater. Sci. Eng. A, 2010, 527(23), p 6153–6156
H. Jiang et al., Microstructural Evolution, Microhardness and Thermal Stability of HPT-Processed Cu, Mater. Sci. Eng. A, 2000, 290(1), p 128–138
K. Edalati, T. Fujioka, and Z. Horita, Microstructure and Mechanical Properties of Pure Cu Processed by High-Pressure Torsion, Mater. Sci. Eng. A, 2008, 497(1), p 168–173
M. Kawasaki et al., The Development of Hardness Homogeneity in Pure Aluminum and Aluminum Alloy Disks Processed by High-Pressure Torsion, Mater. Sci. Eng. A, 2011, 529, p 345–351
Y. Cao et al., Three-Dimensional Shear-Strain Patterns Induced by High-Pressure Torsion and Their Impact on Hardness Evolution, Acta Mater., 2011, 59(10), p 3903–3914
C.I. Chang, C.J. Lee, and J.C. Huang, Relationship Between Grain Size and Zener-Holloman Parameter During Friction Stir Processing in AZ31 Mg Alloys, Scripta Mater., 2004, 51(6), p 509–514
A. Zhilyaev et al., Orientation Imaging Microscopy of Ultrafine-Grained Nickel, Scripta Mater., 2002, 46(8), p 575–580
M. Zehetbauer and R.Z. Valiev, Nanomaterials by Severe Plastic Deformation, Wiley Online Library, Weinham, 2004
Z. Horita et al., Observations of Grain Boundary Structure in Submicrometer-Grained Cu and Ni Using High-Resolution Electron Microscopy, J. Mater. Res., 1998, 13(2), p 446–450
M. Jahedi and M.H. Paydar, Study on the Feasibility of the Torsion Extrusion (TE) Process as a Severe Plastic Deformation Method for Consolidation of Al Powder, Mater. Sci. Eng. A, 2010, 527(20), p 5273–5279
A. Nagasekhar et al., Stress and Strain Histories in Equal Channel Angular Extrusion/Pressing, Mater. Sci. Eng. A, 2006, 423(1), p 143–147
Acknowledgments
MJ and MHP would like to acknowledge the financial support of Shiraz University through Grant Number 90-GR-ENG-16. The authors are indebted to all the technicians from the Fars Industrial Estate and are grateful for their technical input and support in 2012. During this time, the HPT machine was manufactured at Shiraz University. MK was supported by faculty start-up funds from the University of New Hampshire.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Jahedi, M., Knezevic, M. & Paydar, M.H. High-Pressure Double Torsion as a Severe Plastic Deformation Process: Experimental Procedure and Finite Element Modeling. J. of Materi Eng and Perform 24, 1471–1482 (2015). https://doi.org/10.1007/s11665-015-1426-0
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-015-1426-0