
Abstract
Co-based FSX-414 superalloy is especially used for first-stage nozzles of gas turbines. Transient liquid phase (TLP) bonding has potential as repair process for these nozzles. In this study, homogenization of TLP-bonded FSX-414 superalloy at optimum bonding condition (1150 °C/5 min) was conducted at 1175, 1200, and 1225 °C for 1, 3, and 6 h. Homogenization at 1175 °C/1 h had no effect on removing the diffusion-affected zone (DAZ) phases. Increasing the time to 6 h was effective in removing DAZ phases and boride phases formed due to liquefaction, but compositional homogenization was not complete. Homogenization at 1200 °C for 1 h caused boride phases to form adjacent to the joint and in the base metal. By increasing the time to 3 h produced joint, free of these phases. At 1225 °C/3 h homogenization condition, using a Ni-etchant and EDS analysis across the joint showed appropriate combination of compositional and microstructural homogenization including removed DAZ phases. The highest hardness, the most uniform hardness profile across the joint, and the highest shear strength (91% of the base metal strength) in addition to the microstructural features showed the best joints homogenizing at 1225 °C for 3 h.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The Co-based FSX-414 superalloy is generally used to manufacture first-stage nozzles in gas turbines which are subjected to the high gas path temperatures (e.g., 1000 °C) but lower mechanical stresses (Ref 1). The formation of micro-cracking is often observed especially around the leading and trailing edges of the nozzle and between the two airfoils of the first-stage nozzles (Ref 2). During maintenance, these nozzle segments are usually repaired because it is cheaper than total replacement (Ref 3).
Transient liquid phase (TLP) bonding combines the merits of diffusion bonding and liquid phase joining processes, and it has been developed into an attractive alternative for current joining and repair methods for these nozzles (Ref 4). In TLP bonding, an interlayer, which contains melting point depressants such as B, P, and Si, is inserted between two surfaces to be joined and is heated to above its melting point. The bonding time must be sufficient to allow for isothermal solidification of the joints to be completed as the melting point depressants diffuse out of the joint region and into the parent alloy (Ref 5). A post-bond heat treatment is also used to homogenize the composition and microstructure of the joints so that the mechanical properties of the joints are similar to the base metal. The homogenization process is usually performed at a temperature higher than the bonding temperature (Ref 6). However, a lower temperature can be used for metals if the base metal’s microstructure is showing sensitivity to grain/phase structure changes (Ref 7).
Earlier research has shown that the optimization of bonding parameters and homogenization variables is critical for producing good quality joints in the TLP bonding process (Ref 8).
According to previous works (Ref 9–11), the TLP bonding of FSX-414 superalloy at 1150 °C for 5 min produced isothermally solidified joints with good mechanical properties (e.g., shear strength value of 498 MPa about 70% of the base metal strength). However, intermetallics formed at diffusion-affected zone (DAZ) were considered as phases which can be detrimental to mechanical properties of the joint. Therefore, post-bond heat treatment was performed by solution treating the joints at 1150 °C for 4 h and then aging at 980 °C for 4 h. But this treatment failed to remove intermetallics at the joint (Ref 9). Therefore, the aim of this research is to investigate the effect of different homogenizing temperatures and times on TLP-bonded joints in order to remove intermetallic phases and to achieve a joint with a composition, microstructure, and mechanical properties close to the base metal.
Experimental Procedure
The composition of the FSX-414 superalloy is given in Table 1. Samples for TLP bonding were prepared to the dimensions 10 mm × 5 mm × 5 mm using an electro-discharge cutting machine. The bonding surfaces were ground using a 600 grade SiC paper and then ultrasonically cleaned in an acetone bath. An MBF-80 interlayer, with chemical composition shown in Table 1, was used in the form of an amorphous foil with thickness of 50 µm. A high-temperature steel fixture was used to hold the bonding samples together during the TLP bonding process. Specimens were bonded using optimum conditions (1150 °C/5 min) established in earlier work (Ref 9–11). Homogenizing of the joints was carried out at different temperatures of 1175, 1200, and 1225 °C for 1, 3, and 6 h.
The joints were sectioned perpendicular to the bond line, and joint microstructure was studied using light microscopy (LM) and scanning electron microscopy (SEM). The grain structure was revealed using Murakami and Kalling’s etchants. Semi-quantitative chemical analysis of the observed phases was conducted on the SEM using energy-dispersive x-ray spectroscopy (EDS) and INCA software. Quantitative analysis was also carried out using wavelength-dispersive spectroscopy (WDS) on a JEOL JXA-8200 electron probe micro-analyzer (EPMA). The x-ray diffraction (XRD) patterns were recorded in a Guinier–Hägg camera using monochromatic Cu Kα1 radiation and a Rigaku Multiflex x-ray diffractometer. The characterization of the XRD plots was conducted using JADE6.5 software.
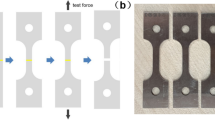
Microhardness measurements were taken across the joint region using a 50 g load on a Buehler microhardness tester. The reported values at each point are a mean of five measurements. Room temperature shear tests were carried out using a specially designed fixture (Fig. 1) on an Instron tensile test machine with a cross-head speed of 1 mm/min. The shear strength was calculated from the stress–strain graph. Three tests were carried out at each condition and the mean test result was reported as the shear strength. The fracture surfaces were studied using a Stereo Microscope and also using OM and SEM techniques.

Schematic diagram of the shear test fixture
Results and Discussion
Figure 2 shows a joint microstructure made at 1150 °C for 5 min. A eutectic-free joint was produced showing that complete isothermal solidification had been attained. Some globular and needle-like phase structures at the interface and within the DAZ were visible. The time required to complete isothermal solidification is normally a few minutes and has been reported in several papers (Ref 13, 14). The joints were then homogenized at different temperatures.

Microstructure of bonds made at (a) 1150 °C for 5 min and then (b) heat treated at 1175 °C for 1 h (BM: base metal, DAZ: diffusion affected zone)
Homogenizing at 1175 °C
Joints homogenized at 1175 °C for 1 h is shown in Fig. 2(b). There was no significant change in the presence of intermetallics at the interface and DAZ when compared with the as-bonded joint microstructure (Fig. 2a). Therefore, the time of 1 h was considered insufficient to allow for diffusion between the interlayer and base metal. According to the XRD pattern taken from the shear fracture surfaces (Fig. 3), the failure path passed along the DAZ phases such as CoB, Co2B, and Cr2B, which were formed because of boron diffusion from the interlayer into DAZ. According to Fig. 4, the melting point of these compounds are 1480, 1280 and 1863 °C, respectively. The melting points are higher than the bonding and homogenizing temperature and this shows the stability of these phases (Ref 15). The borides of cobalt and chromium have been reported as DAZ phases for TLP bonding of a Ni-based superalloy (Ref 16).

XRD pattern of shear fracture surface for specimen heat treated at 1175 °C for 1 h

(a) Co–B and (b) Cr–B binary phase diagrams [15]
Therefore, to investigate the effect of homogenizing time on the joint microstructure, samples were held at 1175 °C for 3 and 6 h. The SEM micrograph for a hold time of 3 h is shown in Fig. 5(a). The joint region was visible as a darker zone at the center. The boride phases at the interface were formed due to the liquefaction of the base metal grain boundaries. The critical temperature of base metal liquefaction was found to be 1190 °C (Ref 8). Generally, interdiffusion of alloying elements between the base metal grain boundaries and the interlayer could cause local reduction of melting point and therefore partial melting at the grain boundaries. This liquefaction needs sufficient diffusion and also activation energy which both are dependent of temperature. Therefore, at some bonding temperatures and for sufficient time, this phenomenon was seen in this research. Liquation of base metal grain boundaries at a temperature below the critical temperature and the phases formed can be attributed to the effective diffusion of base metal elements out of the grain boundaries. Here, this element can be Co which has high melting point. Also, the melting point depressants form precipitates (e.g., borides) which cause melting at grain boundaries. According to Table 2, the concentration of Co dropped at the phase B in Fig. 5(a) in comparison to the concentration in the base metal (A in Fig. 5a). Therefore, zone A is Co riched which could be the austenitic matrix of the superalloy. Furthermore, high concentration of Co, Cr, and B at phase B indicated that this phase was formed due to the mixing of the molten interlayer and liquation at base metal grain boundaries. Therefore, these phases can be cobalt and chromium borides. The composition at zone C was close to that of zone A, except that the concentration of Ni was higher. Therefore, zone C which is close to the interface could be the ISZ phase with high concentration of Co. Zone D is Ni riched and showed a solid solution of Ni which formed after isothermal solidification was completed. Furthermore, detection of Co in Zone D showed that diffusion of base metal elements had occured during the 1 h bonding time. Line scan WDS analysis across the line E–E in Fig. 5(a) is shown in Fig. 5(b). Evidence of incomplete compositional homogenization is visible in Fig. 5(b) which indicates a Co peak at the joint/base metal interface, and Ni peak and the depletion of Co and W at the joint.

(a) SEM micrograph of joints heat treated at 1175 °C for 3 h, (b) line scan WDS analysis across the line E–E (BM: base metal, DAZ: diffusion affected zone)
The microstructure of the joint homogenized at 1175 °C for 6 h is shown in Fig. 6(a). A significant difference in microstructure is visible in comparison to joints homogenized for 3 h at the same temperature (see Fig. 5a). The micrograph showed that the DAZ phases are removed. The removal of DAZ phases during the homogenization of joints was also reported during the TLP bonding of Inconel 738LC superalloy using AMS 4777 filler alloy (Ref 17). Increasing the homogenization time to 6 h caused more effective diffusion of Co out of the base metal grain boundaries as well as diffusion of interlayer elements into the base metal grain boundaries. Therefore, melting point reduction of base metal at the grain boundaries was not sufficient to cause partial liquation. This is in agreement with the increase in Ni content at zone A in Fig. 6(a) (WDS analysis in Table 3) in comparison with 3 h bonding time. According to Table 3, Zone A to D in Fig. 6(a), which are in the bonding zone, could be Ni-solid solution with high concentration of base metal alloying elements such as Co. The concentration of Cr (which is an element of the interlayer) is almost the same at different zones but the concentrations of Co and Ni were decreased and increased, respectively, from zone A to zone D. The high concentration of Co at zone D shows effective diffusion occurred for the 6 h holding time. Figure 6(b) shows that variation in the concentration of elements across the joint homogenized for 6 h was less compared to homogenization for shorter time. This indicated increasing compositional homogenization for a longer holding time.

(a) SEM micrograph of joint heat treated at 1175 °C for 6 h, (b) line scan WDS analysis across the line E-E (BM: base metal, DAZ: diffusion affected zone)
According to an analytical study on TLP bonding (Ref 18), the maximum concentration at the joint center was reduced with increasing holding time and resulted in a more uniform concentration gradient. This is in agreement with the composition profiles for joints homogenized for a 6 h holding time.
Furthermore, the presence of Ni peaks and the depletion of Co across the joint suggest that homogenization was not complete. Therefore, homogenizing at 1175 °C/6 h attained microstructural homogeneity by the removal of DAZ phases, but full compositional homogenization had not been achieved.
Homogenizing at 1200 °C
SEM micrograph of samples homogenized at 1200 °C for 3 h is shown in Fig. 7. This homogenizing temperature is higher than the critical temperature of base metal partial liquation (1190 °C) and caused some phases to form adjacent to the joint. Therefore, 3 h homogenization time was unable to remove these phases resulting in the incomplete microstructural homogenization of the joint. The bonding zone is visible at the center of Fig. 7 as a dark region.

SEM micrograph of joint heat treated at 1200 °C for 3 h (BM: base metal, DAZ: diffusion affected zone)
Lee et al. (Ref 19) reported that after bonding at 1180 °C for 120 min, transgranular-isolated globules of the liquid phase were seen in the joint and at the base metal close to the joint interface. The present work is in agreement with the study by Lee et al. because partial liquation in DAZ was seen even after 3 h at 1200 °C.
XRD analysis taken from shear test fracture surfaces of the joints heat treated at 1200 °C for 3 h is shown in Fig. 8. B2CCo11, which is enriched of the base metal and interlayer elements simultaneously, could be formed during partial melting at the base metal. The detection of (Cr, Co, Ni)23C6 shows it to be a base metal carbide, and observations indicate that during shear testing, the crack propagated at metal carbides as well as at DAZ phases. Therefore, these phases should be removed using a higher homogenizing temperature of 1225 °C.

XRD pattern of shear fracture surface for specimen heat treated at 1200 °C for 3 h
Homogenizing at 1225 °C
The microstructure of joints homogenized at 1225 °C for 1 h is shown in Fig. 9. The homogenization temperature is higher than the temperature of the base metal partial liquation at the grain boundaries. Therefore, the formed boride phases are visible in Fig. 9. These phases are not continuous, in comparison with those formed at other homogenizing temperatures. The reason is higher diffusion rate of interlayer and base metal elements due to the higher temperature. For example, diffusion of Co out of the base metal grain boundaries occurred simultaneously with diffusion of Ni and Cr from the interlayer into the base metal. Therefore, reduction of grain boundaries melting point was not enough to cause continuous partial melting.

SEM micrograph of joint heat treated at 1225 °C for 1 h (DAZ: diffusion affected zone)
To investigate the effect of increasing homogenizing time at 1225 °C, the holding time was extended to 3 h and the microstructure of the joint made for this time is shown in Fig. 10. In this figure, no partial melting was visible at grain boundaries. The increase in diffusion rate at this higher temperature and a sufficient holding time for diffusion was responsible for the removal phases with partial melting at the grain boundaries.

SEM micrograph of joint heat treated at 1225 °C for 3 h (DAZ: diffusion affected zone)
According to Fig. 11, homogenization at 1175 °C for various times produced a dark zone along the joint. However, as the homogenizing time increased at this temperature, width of the dark zone was reduced. Also, grain formation at the bonding zone occurred for 3 and 6 h homogenizing time (Fig. 11b, c) which indicated microstructural homogenization. In Fig. 11(d), the dark Ni-rich region is isolated, and grain formation is visible after homogenization at 1200 °C. The Ni-rich region became more isolated after homogenization at 1225 °C for 1 h. When the homogenization time was increased to 3 h, at this temperature (Fig. 11f), the Ni-rich region was no longer seen and grain formation at the joint was observed. Therefore, an appropriate combination of compositional and microstructural homogenizing was achieved by holding the joint for 3 h at 1225 °C.

Micrographs of samples homogenized at (a) 1175 °C/1 h, (b) 1175 °C/3 h, (c) 1175 °C/6 h, (d) 1200 °C/3 h, (e) 1225 °C/1 h and (f) 1255 °C/3 h and were etched using a Ni etchant
Microhardness
Hardness measurements across the joint provide a quantitative measurement of the mechanical properties variation and can be used to assess the effect of secondary phase precipitates on mechanical properties and also the degree of homogenization (Ref 20). Hardness profiles across the joints homogenized at various temperatures for the maximum time of 3 h are shown in Fig. 12. The profile is divided into three different zones including isothermal solidification zone (ISZ), diffusion-affected zone (DAZ), and base metal. An increase in the homogenizing temperature had little effect on ISZ hardness values, whereas the highest hardness and a more uniform profile across the ISZ were obtained for homogenization at 1225 °C. More effective diffusion of alloying elements into the joint and a higher degree of composition homogenization resulted in an increase in hardness to 254VHN. The hardness profiles for homogenizing temperature of 1200 °C gave a peak value of 386VHN at DAZ. An increase in the homogenization temperature to 1225 °C removed the hard phases within DAZ, the hardness value was reduced to 288VHN, and a more uniform hardness profile was achieved. The hardness profiles are the most uniform for samples homogenized at 1225 °C/3 h, which is in agreement with the observations recorded for joint microstructure and compositional changes.

Hardness profile across the joint for samples homogenized at (a) 1175 °C/6 h, (b) 1200 °C/3 h, (c)1225 °C/3 h conditions (DAZ: diffusion affected zone, ISZ: isothermal solidification zone, BM: base metal)
Joint Shear Strength
A comparison of shear strengths for samples homogenized at various conditions is shown in Fig. 13. The shear strength increased with increasing time from 510 to 622 MPa and from 608 to 678 MPa, respectively, at 1175 and 1225 °C homogenization temperatures. This increase was due to removal of DAZ phases and the greater diffusion of base metal alloying elements into the joint region. This is thought to result in solid solution strengthening at the joint region. For FSX-414 superalloy, solid solution strengthening is the essential strengthening mechanism in addition to carbide strengthening (Ref 21). A similar trend is expected for an increase in shear strength with increasing homogenizing temperature for a maximum time of 3 h. With increasing temperature from 1175 to 1200 °C, the joint shear strength was reduced and this was attributed to the boride phases forming at 1200 °C. The highest joint shear strength attained was about 96% of the untreated and as-received base metal strength for a homogenization at 1225 °C/3 h. Furthermore, this strength achieved about 91% of the heat-treated base metal strength.

Comparison of shear strength for joints homogenized at different conditions
Fractography of shear-tested joints homogenized at different temperatures is shown in Fig. 14. The fracture surfaces for joints subjected to 1175 °C/6 h and 1225 °C/3 h show plastic deformation, and this corresponds to the high joint shear strengths. The fracture path was away from the bond line for joints homogenized at 1175 °C/1 h (Fig. 14a), and failure was at the DAZ which contained the needle-like phase structure.

Stereo micrographs of shear fracture surfaces of joints homogenized at: (a) 1175 °C/1 h, (b) 1175 °C/6 h, (c) 1200 °C/3 h and (d) 1225 °C/3 h
SEM micrographs of shear fracture surfaces for joints homogenized at different temperatures are shown in Fig. 15. The fracture surfaces of samples homogenized at 1175 °C/1 h and 1200 °C/3 h (Fig. 15a and c, respectively) show quasi-cleavage facets indicating brittle fracture. The features are related to DAZ phases, respectively, for the above homogenizing conditions. The presence of shear dimples seen at 1175 °C/6 h and 1125 °C/3 h homogenizing temperatures indicated ductile fracture. Smaller dimples but greater in number were observed at 1225 °C/3 h.

SEM micrographs of shear fracture surfaces of joints homogenized at: (a) 1175 °C/1 h, (b) 1175 °C/6 h, (c) 1200 °C/3 h and (d) 1225 °C/3 h
The number of dimples per unit area of fracture surface was related to number of nucleation sites and plasticity of the material. A high number of nucleation sites hinder crack propagation because of intersection of the crack with more dimples. In this way, shallow and small dimples are formed. Limited nucleation sites cause formation of limited number of large dimples. Therefore, high number of small dimples at constant magnification shows higher tendency to ductile fracture (Ref 22).
Conclusions
TLP-bonded FSX-414 superalloy was homogenized at different temperatures and times. The results of microstructural studies and mechanical tests showed that
-
Homogenizing at 1175 °C/1 h had no effect on removing the DAZ phases. Increasing the time to 3 h caused phases to form at the interfaces due to the partial melting at the base metal grain boundaries. Homogenizing at 1175 °C/6 h was effective on removing the DAZ and liquefaction phases, but compositional homogenization was not completed.
-
Boride phases were seen at a homogenization condition of 1200 °C/1 h, but increasing the time to 3 h caused removal of these phases.
-
An increase in the homogenizing temperature had no effect on the ISZ hardness, whereas the highest hardness and a more uniform profile across the ISZ were obtained by homogenizing at a temperature of 1225 °C.
-
The shear strength increased with increasing time at 1175 and 1225 °C temperatures. A similar trend was seen for increase of shear strength with increasing homogenizing temperature at the maximum time. The highest shear strength of 91% that of the base metal was achieved for the joint homogenized at 1225 °C for 3 h.
-
At 1225 °C/3 h homogenization condition, appropriate compositional and microstructural homogenizing, the most uniform hardness profile across the joint, and the highest shear strength were the evidences of the optimum homogenization cycle.
References
P.W. Schilke, Advanced Gas Turbine Materials and Coatings, General Electric Company, New York, 2004
C. Soares, Gas Turbines: A Handbook of Air, Land and Sea Applications, Elsevier Butterworth-Heinemann, Texas, 2008
W.M. Miglietti, Wide Gap Diffusion Braze Repairs of Nozzle Segments Cast from FSX-414 Co-based Superalloy, Proc. 3rd Int. Conf. on Brazing and Soldering, Texas, ASM International, 2004, p 377-C384
D.S. Duvall, W.A. Owczarski, and D.F. Paulonis, TLP Bonding: A New Method for Joining Heat Resisting Alloys, Weld. J., 1974, 53, p 203–214
A. Ghoneim and O.A. Ojo, Microstructure and Mechanical Response of Transient Liquid Phase Joint in Haynes 282 Superalloy, Mater. Charact., 2011, 62, p 1–7
O.A. Idowu, O.A. Ojo, and M.C. Chaturvedi, Microstructural Study of Transient Liquid Phase Bonded Cast INCONEL 738LC Superalloy, Metall. Mater. Trans. A, 2006, 37, p 2787–2796
Z. Ming-Jiu, C. Li-Qing, and B. Jing, Effect of Interlayer on Properties of Diffusion Bonded Joints of Silicon Carbide Particulate-Reinforced Aluminum Composites, J. Mater. Sci. Lett., 1999, 18, p 2005–2006
R.K. Saha and T.I. Khan, Effect of Bonding Variables on TLP Bonding of oxide Dispersion Strengthened Superalloy, J. Mater. Sci., 2007, 42, p 9187–9193
R. Bakhtiari and A. Ekrami, Transient Liquid Phase Bonding of FSX-414 Superalloy at the Standard Heat Treatment Condition, Mater. Charact., 2012, 66, p 38–45
R. Bakhtiari, A. Ekrami, and T.I. Khan, The Effect of TLP Bonding Temperature on Microstructural and Mechanical Property of Joints Made Using FSX-414 Superalloy, Mater. Sci. Eng., A, 2012, 546, p 291–300
R. Bakhtiari and A. Ekrami, The Effect of Gap Size on the Microstructure and Mechanical Properties of the Transient Liquid Phase Bonded FSX-414 Superalloy, Mater. Des., 2012, 40, p 130–137
Information on http://www.metglas.com/ high performance brazing filler metal.
W.F. Gale and D.A. Butts, Transient Liquid Phase Bonding, Sci. Technol. Weld. Joi., 2004, 9, p 283–300
T. Padron, T.I. Khan, and M.J. Kabir, Modeling the Transient Liquid Phase Bonding Behaviour of a Duplex Stainless Steel Using Copper Interlayers, Mater. Sci. Eng., A, 2004, 385, p 220–228
S.D. Henry, J.M. Davidson, and M.A. Fleming, Binary Alloy Phase Diagrams, Alloy Phase Diagrams, ASM Handbook, H. Baker, H. Okamoto, Eds., ASM International, Ohio, 1992, p 118–156
M. Mosallaee, A. Ekrami, K. Ohsasa, and K. Matsuura, Microstructural Evolution in the Transient-Liquid-Phase Bonding Area of IN-738LC/BNi-3/IN-738LC, Metall. Mater. Trans. A, 2008, 39A, p 2389–2402
V. Jalilvand, H. Omidvar, H.R. Shakeri, and M.R. Rahimipour, Microstructural Evolution During Transient Liquid Phase Bonding of Inconel 738LC Using AMS 4777 Filler Alloy, Mater. Charact., 2013, 75, p 20–28
H. Ikawa, Y. Nakao, and T. Isai, Theoretical Considerations on the Metallurgical Process in T.L.P. Bonding of Ni-base Superalloys, Trans. Jpn. Weld. Soc., 1979, 10, p 24–29
B.K. Lee, W.Y. Song, D.U. Kim, I.S. Woo, and C.Y. Kang, Effect of Bonding Temperatures on the Transient Liquid Phase Bonding of a Directionally Solidified Ni-Based Superalloy GTD-111, Met. Mater. Int., 2007, 13, p 59–65
M. Pouranvari, A. Ekrami, and A.H. Kokabi, Microstructure–Properties Relationship of TLP-Bonded GTD-111 Nickel-Base Superalloy, Mater. Sci. Eng., A, 2008, 490, p 229–234
C.T. Sims and W.C. Hagel, The Superalloys, Wiley, NewYork, 1978
D.A. Butts and W.F. Gale, Transient Liquid Phase Bonding of Gamma Met PX: Microstructure and Mechanical Properties, Mater. Sci. Technol., 2008, 24, p 1492–1500
Acknowledgment
The authors would like to acknowledge the Sharif University of Technology and University of Calgary for financial supports of this collaborative research.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Bakhtiari, R., Ekrami, A. & Khan, T.I. Microstructure-Mechanical Properties Relation of TLP-Bonded FSX-414 Superalloy: Effect of Homogenization Design. J. of Materi Eng and Perform 24, 1687–1696 (2015). https://doi.org/10.1007/s11665-015-1413-5
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-015-1413-5