
Abstract
The effect of annealing treatment on the electromigration (EM) resistance of low-temperature Cu/Sn-57Bi-1Ag (600 μm)/Cu solder interconnects has been investigated. The annealing treatment of as-soldered Cu/Sn-57Bi-1Ag/Cu solder interconnects caused the obvious coarsening of Bi phases in the bulk solders and a slight reduction in the electric resistance of the solder interconnects. The coarsening of the Bi phases induced a decrease in the Bi/β-Sn phase boundaries and thus a decrease in the EM-induced atomic diffusion flux of Bi atoms during the subsequent current stressing, resulting in the segregation of a thinner Bi phase layer at the anode and a lower increase rate of electric resistance of the solder interconnects. The longer the annealing time, the higher the EM resistance of the solder interconnects. The reductions in both the effective diffusion coefficient of the Bi atoms and the electric resistivity of the bulk Sn-57Bi-1Ag solders induced by the annealing treatment were responsible for the higher EM resistance of low-temperature Sn-57Bi-1Ag solder interconnects.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Nowadays, with the miniaturization of electronic devices, solder bumps in advanced electronic packaging are continuously downsizing from hundreds of micrometers to less than 10 micrometers, resulting in a significant increase in the current density passing through each solder bump.1 Therefore, electromigration (EM) became a concern in advanced electronic packaging technology.2
Low-temperature soldering technology has attracted great interest in assembling consumer electronics, due to lower thermal stress and less warpage in consumer electronics devices.3 Sn-58Bi eutectic solder is one of the most promising candidates of low-temperature solders, due to excellent wettability and low cost.4,5 Since the melting temperature of Sn-58Bi solder (138°C) is lower than that of the commonly used Sn-3.0Ag-0.5Cu solder (217°C), the thermal activation and the atomic diffusivity in Sn-58Bi solder are more severe when being current-stressed at high temperatures. As a result, EM has become a reliability issue for low-temperature Sn-Bi-based solder joints.
In previous studies, the coarsening of the Bi phases and their segregation at anodes undergoing EM were investigated.6,7 Due to the brittle nature of Bi phases, the mechanical properties of Sn-Bi solder joints significantly deteriorated when EM induced Bi atoms to segregate at the anode interface. Furthermore, since the resistivity of Bi (1.07 μΩ·m8) is one order of magnitude greater than that of Sn (0.11 μΩ·m8), a significant increase in electric resistance of solder joints occurred if Bi atoms segregated as a continuous layer at the anode, and consequently local Joule heat increased dramatically, leading to the overheating melting of the solders and the open-circuit failure of the solder joints.
Alloy doping was used to improve EM resistance of Sn-Bi based solder joints. Chen et al.9 and Sun et al.10 both found that the doping of Ag into the eutectic Sn-Bi solder retarded the segregation of Bi phases undergoing EM, which was attributed to the pinning effect of Ag3Sn particles. Zhao et al.11 found that the doping of Ni into Sn-Bi solder also suppressed the diffusion of Bi atoms undergoing EM, due to the pining effect of the NiBi3 intermetallic compound (IMC). However, the doping elements usually affected the melting properties of solders, such as melting point and wettability, which were incompatible with the existing processes. Furthermore, the effects of heat treatment on the microstructural evolution and the EM resistance of Sn-Bi based solder interconnects have seldom been reported.
In the present work, the effects of annealing treatment on the microstructural evolution and the electromigration resistance of line-type low-temperature Cu/Sn-57Bi-1Ag (600 μm)/Cu solder interconnects were investigated. Line-type solder interconnects with a symmetric structure were used to eliminate the current crowding effect and the cross-solder interaction of opposite heterogeneous pads. The EM-induced microstructural evolution, the electric resistance variation, and the EM resistance of low-temperature Sn-57Bi-1Ag solder interconnects were examined, and the effect of annealing treatment on the EM resistance of the solder interconnects is discussed.
Experimental
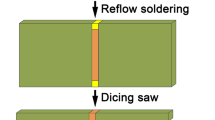
Pure Cu (99.95 wt%) blocks (10 mm × 10 mm × 10 mm) were ground and polished. A solder flux was applied on the Cu blocks and the spacing between two Cu blocks was controlled by stainless steel wires with a diameter of 600 μm. Low-temperature Sn-57Bi-1Ag solder was melted in a furnace and Cu blocks were preheated at 150°C for 30 s. Immersion soldering of the Cu blocks was carried out at 190°C for 10 s. Subsequently, the soldered Cu blocks were cut into slender bars with a cross-section of 600 μm × 600 μm by electric discharge machining. Finally, the slender bars were ground and polished into the line-type solder interconnects with a cross-section of 300 μm × 300 μm.
The annealing treatment of the as-soldered line-type Cu/Sn-57Bi-1Ag/Cu solder interconnects was performed at 100°C for 50 h, 100 h, and 150 h. Subsequently, EM tests of the line-type solder interconnects were conducted in a silicone oil bath with an ambient temperature of 90°C. Due to the Joule heat effect, the actual temperature of the Sn-57Bi-1Ag solder interconnects was increased up to 100 ± 1°C when being current-stressed at a current density of 0.75 × 104 A/cm2, which was monitored using a K-type thermocouple. A real-time data acquisition system was applied to monitor the electric resistance variation of the line-type solder interconnects, and their microstructural evolution was investigated using an electron probe micro-analyzer (EPMA).
Results and Discussion
Figure 1 shows the interfacial microstructure of the Cu/Sn-57Bi-1Ag/Cu solder interconnects after annealing at 100°C for 0 h, 50 h, 100 h, and 150 h, respectively. The thickness of the interfacial Cu6Sn5 IMC of the as-soldered Sn-57Bi-1Ag solder interconnects was 1.1 μm, and increased to 1.4 μm, 1.7 μm, and 1.9 μm after annealing at 100°C for 50 h, 100 h, and 150 h, respectively. With increasing annealing time, the coarsening of the Bi phases in the bulk Sn-57Bi-1Ag solders was obvious. Figure 2 shows the average size of the Bi phases of the Cu/Sn-57Bi-1Ag/Cu solder interconnects with the annealing time. The average size of the Bi phases of the Sn-57Bi-1Ag solder interconnects was 0.9 μm, and this increased to 1.2 μm, 1.4 μm and 1.5 μm after annealing at 100°C for 50 h, 100 h, and 150 h, respectively.

Interfacial microstructure of Cu/Sn-57Bi-1Ag/Cu solder interconnects after annealing at 100°C for different durations: (a) as-soldered, (b) 50 h, (c) 100 h, and (d) 150 h.

Average size of the Bi phases of Cu/Sn-57Bi-1Ag/Cu solder interconnects with annealing time.
Figure 3 shows the electric resistance variation of Cu/Sn-57Bi-1Ag/Cu solder interconnects with annealing time. In general, the electric resistance of the interconnects slightly reduced with increasing annealing time. Approximately 1 % reduction in the electric resistance of the interconnects was observed after annealing for 150 h, in comparison to that of the as-soldered state. Since the resistivity of Cu6Sn5 (0.175 μΩ·m) is higher than that of Cu (0.017 μΩ·m) and Sn (0.11 μΩ·m), the growth of the interfacial Cu6Sn5 IMC increased the electric resistance of the solder interconnects. As a result, the reduction in the electric resistance of the interconnects resulted from the coarsening of the Bi phases in the bulk Sn-57Bi-1Ag solders.

Electric resistance variation of Cu/Sn-57Bi-1Ag/Cu solder interconnects with annealing time.
Subsequently, the three kinds of annealed Cu/Sn-57Bi-1Ag/Cu solder interconnects (after annealing at 100°C for 50 h, 100 h, 150 h, respectively), and also the as-soldered solder interconnects, were current-stressed at 100°C with a current density of 0.75 × 104 A/cm2 for up to 1400 h. Figure 4 shows the electric resistance variations of the as-soldered and three kinds of annealed Cu/Sn-57Bi-1Ag/Cu solder interconnects as a function of EM time. In general, the electric resistance of each solder interconnect increased with increasing EM time. The as-soldered solder interconnects exhibited the highest increase rate of electric resistance, and, furthermore, the solder interconnects experiencing a longer time of annealing treatment exhibited a lower increase rate of electric resistance.

Electric resistance variations of as-soldered and three kinds of annealed Cu/Sn-57Bi-1Ag/Cu solder interconnects as a function of EM time (100°C, 0.75 × 104 A/cm2).
Figure 5 shows the interfacial microstructure of an as-soldered solder interconnect after EM for 800 h and three kinds of annealed Cu/Sn-57Bi-1Ag/Cu solder interconnects after EM for 1400 h. Although the annealed solder interconnects experienced longer EM times, the thicknesses of the continuous Bi phases at the anodes of the three kinds of annealed solder interconnects were thinner than those of the as-soldered ones. Furthermore, it can be seen that the longer the annealing time, the thinner the Bi phases segregated at the anode of solder interconnects. For instance, the thickness of continuous Bi phases at the anode of solder interconnects experienced annealing treatment for 150 h was 81.6 μm, which was approximately half that of solder interconnects which experienced annealing treatment for 50 h.

Interfacial microstructure of as-soldered and three kinds of annealed solder interconnects: (a, b) as-soldered state, after EM for 800 h, (c, d) annealed for 50 h, after EM for 1400 h, (e, f) annealed for 100 h, after EM for 1400 h, and (g, h) annealed for 150 h, after EM for 1400 h.
Table I summarizes the mean-time-to-failure (MTTF) of Cu/Sn-57Bi-1Ag/Cu solder interconnects corresponding to various failure criterions, i.e., 10%, 20%, and 30% electric resistance increases, respectively. It is noted that the EM resistance of low-temperature Cu/Sn-57Bi-1Ag/Cu solder interconnects was significantly improved by the annealing treatment. Taking the electric resistance increase of 30% as the failure criterion, in comparison to the MTTF of as-soldered Sn-57Bi-1Ag solder interconnects, those of the solder interconnects which experienced annealing treatment at 100°C for 50 h, 100 h, and 150 h increased by 44.4%, 84.3%, and 133.4%, respectively.
The diffusion coefficient of Bi atoms in Sn at 100°C is 5.69 × 10−11 cm2/s,12 which is greater than the self-diffusion coefficient of Sn atoms along the a-axis (8.70 × 10−13 cm2/s) at a higher temperature (150°C).13 In general, the diffusivity of Bi atoms is higher than that of Sn atoms. It is known that the carrier concentration of Bi atoms is also higher than that of Sn atoms. As a result, Bi atoms are supposed to be the main diffusion atoms undergoing EM. Therefore, the atomic diffusion flux of Bi atoms is considered in the following discussion. The EM-induced atomic diffusion flux of Bi atoms undergoing EM is expressed as14:
where C is the concentration of Bi atoms, D is the diffusion coefficient of Bi atoms, k is the Boltzmann constant, T is the absolute temperature, Z* is the effective charge number, e is the electronic charge, ρ is the electric resistivity, and j is the current density.
All the above parameters were the same, except for the diffusion coefficient, D, and the electric resistivity, ρ. Therefore, the difference in Bi atomic diffusion flux was induced by the variations of the electric resistivity, ρ, and the diffusion coefficient, D.
In general, the annealing treatment of the as-soldered Cu/Sn-57Bi-1Ag/Cu interconnects induced the coarsening of the Bi phases in the bulk Sn-57Bi-1Ag solders, resulting in a decrease in the phase boundaries of Bi/β-Sn. The scattering of flowing electrons by the phase boundaries of Bi/β-Sn also decreased, which was responsible for the reduction in the electric resistance of the solder interconnects (Fig. 3).
The diffusion paths of Bi atoms can be divided into lattice diffusion and phase boundary diffusion, as shown in Fig. 6. For lattice diffusion, Bi atoms migrate across the β-Sn matrix as solute atoms. For phase boundary diffusion, Bi atoms migrate along the phase boundaries of Bi/β-Sn. Thus, the diffusion coefficient of Bi atoms in Eq. 1 is given as:
where Deff is the effective diffusion coefficient of Bi atoms, Dlattice is the lattice diffusion coefficient of Bi atoms in the β-Sn matrix, Dphase boundary is the diffusion coefficient of Bi atoms at the Bi/β-Sn phase boundaries, xlattice is the volume fraction of the β-Sn matrix, and xphase boundary is the volume fraction of the Bi/β-Sn phase boundaries. Due to the presence of crystal defects at the phase boundaries, such as vacancies, the activation energy of atomic diffusion at the phase boundaries was significantly less than that of lattice diffusion in the β-Sn matrix, resulting in a greater diffusion coefficient of Bi atoms at the Bi/β-Sn phase boundaries.

Schematic of Bi atom diffusion paths undergoing EM.
After the annealing treatment, the coarsening of the Bi phases in the bulk Sn-57Bi-1Ag solders caused a decrease in the volume fraction of the Bi/β-Sn phase boundaries, resulting in the significant reduction in the effective diffusion coefficient of the Bi atoms. As a result, the EM-induced atomic diffusion flux of Bi atoms decreased after the annealing treatment, resulting in the segregation of a thinner Bi phase layer at the anode and a lower increase rate of electric resistance. Therefore, the solder interconnects whichexperienced annealing treatment exhibited a higher EM resistance.
Conclusions
-
(1)
The annealing treatment of as-soldered Cu/Sn-57Bi-1Ag/Cu solder interconnects caused the coarsening of Bi phases in the bulk Sn-57Bi-1Ag solders and a slight reduction in the electric resistance of the solder interconnects.
-
(2)
The coarsening of the Bi phases induced a decrease in the Bi/β-Sn phase boundaries and thus a decrease in the EM-induced atomic diffusion flux of the Bi atoms during the subsequent current stressing, resulting in the segregation of a thinner Bi phase layer at the anode and a lower increase rate of electric resistance of the solder interconnects.
-
(3)
The reductions in both the effective diffusion coefficient of Bi atoms and the electric resistivity of the bulk Sn-57Bi-1Ag solders induced by the annealing treatment were responsible for the higher EM resistance of the Sn-57Bi-1Ag solder interconnects.
References
M.L. Huang, S. Ye, and N. Zhao, Current-induced interfacial reactions in Ni/Sn-3Ag-0.5Cu/Au/Pd(P)/Ni-P flip chip interconnect. J. Mater. Res. 26, 3009 (2011). https://doi.org/10.1557/jmr.2011.373.
C. Chen, H.M. Tong, and K.N. Tu, Electromigration and thermomigration in Pb-free flip-chip solder joints. Annu. Rev. Mater. Res. 40, 531 (2010). https://doi.org/10.1146/annurev.matsci.38.060407.130253.
J. Ren and M.L. Huang, Board-level drop properties of Sn-49Bi-1Ag/Sn-3.0Ag-0.5Cu hybrid solder joints assembled by low-temperature soldering. Sci. Technol. Weld. Join. 27, 564 (2022). https://doi.org/10.1080/13621718.2022.2085990.
J.H. Wang, L. Wen, J.W. Zhou, and M. Chung, Mechanical properties and joint reliability improvement of Sn-Bi alloy. in 2011 IEEE 13th Electronics Packaging Technology Conference, (2011), pp. 492–496. https://doi.org/10.1109/eptc.2011.6184470.
K.N. Tu and K. Zeng, Tin-lead(Sn-Pb) solder reaction in flip chip technology. Mater. Sci. Eng. R 34, 1 (2001). https://doi.org/10.1016/s0927-796x(01)00029-8.
J.K. Shang and Q.L. Yang, Interfacial segregation of Bi during current stressing of Sn-Bi/Cu solder interconnect. J. Electron. Mater. 34, 1363 (2005). https://doi.org/10.1007/s11664-005-0191-5.
C.M. Chen and L.T. Chen, Electromigration study in the eutectic SnBi solder joint on the Ni/Au metallization. J. Mater. Res. 21, 962 (2006). https://doi.org/10.1557/jmr.2006.0113.
H.B. Qin, T.H. Liu, W.Y. Li, W. Yue, and D.G. Yang, Influence of microstructure inhomogeneity on the current density and temperature gradient in microscale line-type Sn58Bi solder joints under current stressing. Microelectron. Reliab. 115, 113995 (2020). https://doi.org/10.1016/j.microrel.2020.113995.
C.M. Chen and C.C. Huang, Effects of silver doping on electromigration of eutectic SnBi solder. J. Alloy. Compd. 461, 235 (2008). https://doi.org/10.1016/j.jallcom.2007.07.059.
H.Y. Sun, Y.C. Chan, and F.S. Wu, Influence of the aggregated Ag3Sn on the improvement of electromigration phenomenon in the doped Sn58Bi solder joints. J. Mater. Sci. Mater. Electron. 26, 5129 (2015). https://doi.org/10.1007/s10854-015-3040-1.
X. Zhao, M. Saka, M. Muraoka, M. Yamashita, and H. Hokazono, Electromigration behaviors and effects of addition elements on the formation of a Bi-rich layer in Sn58Bi-based solders. J. Electron. Mater. 43, 4179 (2014). https://doi.org/10.1007/s11664-014-3400-2.
A.M. Delhaise and D.D. Perovic, Study of solid-state diffusion of Bi in polycrystalline Sn using electron probe microanalysis. J. Electron. Mater. 47, 2057 (2018). https://doi.org/10.1007/s11664-017-6011-x.
M.L. Huang, J.F. Zhao, Z.J. Zhang, and N. Zhao, Role of diffusion anisotropy in β-Sn in microstructural evolution of Sn-3.0Ag-0.5Cu flip chip bumps undergoing electromigration. Acta Mater. 100, 98 (2015). https://doi.org/10.1016/j.actamat.2015.08.037.
K.N. Tu, Electromigration in stressed thin films. Phys. Rev. B 45, 1409 (1992). https://doi.org/10.1103/PhysRevB.45.1409.
Acknowledgments
This work was supported by the Science and Technology Plan of Liaoning Province [2022JH2/101300260] and the National Natural Science Foundation of China (Grant Nos. 52350321 and U1837208).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Chen, J.L., Wang, S.B., Ren, J. et al. Effect of Annealing Treatment on Electromigration Resistance of Low-Temperature Sn-57Bi-1Ag Solder Interconnect. J. Electron. Mater. (2024). https://doi.org/10.1007/s11664-024-11402-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11664-024-11402-4