
Abstract
The crystallization behaviors of CaF2–CaO–Al2O3–MgO–B2O3 slag for electroslag remelting of B-containing rack steel was investigated through a series of non-isothermal and isothermal crystallization experiments. The techniques employed for this determination included differential scanning calorimetry, X-ray diffraction, scanning electron microscopy-energy dispersive spectroscopy, and FactSage 8.2. The results indicated that an increase in B2O3 content suppressed the crystallization of CaF2–CaO–Al2O3–MgO slag. The crystallization temperature decreased as the B2O3 content in the slag increased from 2 to 7 mass pct. In the slag containing 2 mass pct B2O3, spherical CaF2 precipitates first, followed by reticulate Ca12Al14F2O32 phase. Increasing B2O3 addition promoted the formation of Ca5(BO3)3F and calcium aluminate (Ca12Al14O33 or CaAl4O7), and decreased the crystallization of Ca12Al14F2O32 phase. The crystallization sequence transformed into CaF2 → CaAl4O7 → MgAl2O4 + Ca5(BO3)3F in the case of 7 mass pct B2O3. B2O3 addition inhibits the crystallization of the dominated phase CaF2, which would improving the lubrication and heat transfer performance of ESR-type CaF2–CaO–Al2O3–MgO slags.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Rack steel containing boron (B) plays a crucial role in the exploitation of deep-sea oil and gas resources in marine engineering.[1,2] As deep-sea exploration goes deeper, there is an urgent need for larger-scale rack steel plates. However, some defects such as porosity, segregation, and crack would be prone to occur if the traditional process (continuous casting or die casting) is applied. Due to the uniform structure and good surface quality of electroslag remelting ingots, electroslag remelting (ESR) is commonly used to produce large-scale rack steel plates.[3] But, the element B in the steel will be oxidized during the ESR process of rack steel, which significantly compromises the mechanical properties of the rack steel.[4,5] The loss of B in the steel is primarily attributed to the steel–slag reactions. Previous studies[6,7] have shown that the addition of B2O3 to the slag can effectively mitigate the loss of B in the steel.
It is widely acknowledged that the composition of slag has a significant impact on its physical and chemical properties.[8,9,10] As one of the most important properties of slag, the crystallization performance of slag has an important impact on the surface quality of the electroslag ingot, the heat transfer of the mold, and the friction between the slag shell and the steel shell (in the drawing-ingot-type electroslag remelting).[11] Consequently, numerous researchers have conducted studies to investigate the impact of ESR slag composition on the crystallization behaviors of the slag. Shi et al.[12] found that adding an appropriate amount of SiO2 to CaF2–CaO–Al2O3 slag could provide better lubrication and heat transfer. Liu et al.[13] discovered that SiO2 could enhance the polymerization degree of the CaF2–CaO–Al2O3 slag, thereby reducing the crystallization temperature and amount of primary crystals in the slag. Zheng et al.[14] believed that the presence of TiO2 in the ESR slag could lower its crystallization temperature and inhibit its crystallization tendency. Ju et al.[15] observed that the types and sequence of crystalline phases remained unchanged even when the TiO2 content increased to 13 mass pct in the low-fluorine slag. However, limited studies have been conducted to reveal the effect of B2O3 on the crystallization behaviors of ESR slag. Huang et al.[16] reported that increasing B2O3 addition from 0 to 3.2 mass pct lowered the crystallization temperature of CaF2–CaO–Al2O3 slag. Peng et al.[17] suggested that the crystallization order was CaF2 → MgO and/or MgAl2O4 → Ca3B2O6 during the cooling process of CaF2–CaO–Al2O3 slag with less than 3 mass pct B2O3 slag. Nevertheless, the crystallization mechanism of B2O3 in CaF2–CaO–Al2O3 slag remains elusive. Furthermore, it cannot be guaranteed that B in the rack steel (approximately 0.0012 mass pct) will not burnout during the ESR process when employing slag containing 3 mass pct B2O3. To minimize the loss of titanium in Ti-containing steels, the slags containing 9 mass pct TiO2 are considered to apply in ESR production.[18] Similarly, to inhibit the loss of B in rack steel, it is imperative to investigate the crystallization behaviors of slag with higher B2O3 content.
The crystallization behaviors of CaF2–CaO–Al2O3 slag with varying B2O3 (2 to 7 mass pct) were intensively studied in the current paper. The differential scanning calorimetry (DSC, Netzsch, STA449F3, Germany) was used to investigate the non-isothermal crystallization process of the B2O3-bearing ESR slag. The compositions and morphology of the crystalline phases were analyzed by X-ray diffraction (XRD, D8 ADVANCE, Bruker, Germany), scanning electron microscopy-energy dispersive spectroscopy (SEM–EDS, FEI Apreos, Hillsboro), and FactSage 8.2. Additionally, the impact of B2O3 on the crystallization rate of the slag was assessed based on crystallization kinetics analysis. The transformation of the crystallization characteristics of the B2O3-containing ESR slag found in the study provides valuable insights for the development of B2O3-bearing ESR slag for rack steel.
Experimental
Sample Preparation
Reagent-grade powders of CaF2, CaO, Al2O3, MgO, and B2O3 were used to prepare pre-melting slag. To eliminate any potential moisture and carbonate, the CaO powder was baked at 1050 °C (1323 K) for 8 hours prior to use. According to author’s previous result,[19] a composition of 50.48 mass pct CaF2–24.81 mass pct CaO–24.71 mass pct Al2O3 was employed in this paper. Table I provides the detailed compositions of the experimental slags. The mixed powder was poured into a graphite crucible (Φ60 mm×130 mm) lined with a 0.2-mm-thick molybdenum film. Subsequently, the graphite crucible was placed inside a MoSi2 furnace at 1500 °C (1773 K) for 1 hour to ensure completely melting and homogenization of the slag. The liquid slag was rapidly quenched in iced water and then dried in a muffle furnace. Finally, the dried pre-melting slag was crushed and ground. Throughout the experiments, High-purity Ar gas (purity 99.999 mass pct) was introduced into the furnace.
DSC Measurement
DSC was utilized to confirmed the non-isothermal crystallization behaviors of pre-melting slags. The temperature and heat flow of the instrument were calibrated using the heat flux method. Approximately 30 mg of the pre-melting slag power was placed in a platinum crucible (Φ6.7 mm × 4 mm). Another same platinum crucible served as a reference. The measurements were conducted in an argon atmosphere with a flow rate of 60 mL·min−1. The slag power was heated from room temperature to 1500 °C (1773 K) with the heating rate of 30 °C·min−1, followed by cooling to 350 °C (623 K) with a constant cooling rate (15 or 25 °C·min−1). Throughout the measurement process, the DSC data were automatically recorded. Furthermore, a baseline was incorporated to calibrate the DSC curve and minimize the influence of gas flow.
XRD and SEM–EDS Analysis
To determine the crystalline phase of the slag, isothermal crystallization experiments were carried out. The pre-melting slag power was placed in a graphite crucible (Φ21 mm × 60 mm) and heated in MoSi2 furnace at 1500 °C (1773 K) for 30 minutes. Subsequently, the melting slag was cooled to a specific temperature with the rate of 15 °C·min−1. To obtain the first-crystalline phase of the slag samples, the samples were held for 10 minutes at the temperature below the starting crystallization temperature of the first exothermic peak on the DSC curve with the rate of 15 °C·min−1. Therefore, the first-crystalline phase in the slags was fully crystallized at the end crystallization temperature. However, it should be noted that long holding time may promote isothermal crystallization, so the holding time should not be too long. The molten slag was subsequently quenched in ice water to preserve its high-temperature structure. The same procedure was followed to obtain other crystalline phases. Previous studies[14,15,20] have shown that reducing the cooling rate results in an increase the crystallization temperature of crystalline phases. Then, XRD analysis was employed to examine the crystalline phases of the quenched slags, while SEM–EDS was utilized to identify the morphology of the crystalline phases.
Thermodynamic Calculation
The phase equilibrium of the slag was calculated by FactSage 8.2. It should be noted that once solid phase precipitation occurs during the cooling process of the slag, it no longer participates in subsequent solid–liquid equilibrium reactions or reactions between solid phases.[21,22] Therefore, for the non-equilibrium calculation, the Scheil–Gulliver cooling conditions in FactSage 8.2 were utilized. This model is widely employed in studies related to solidification at high cooling rate.[23,24,25] The FToxid database was selected for the calculation. The calculated temperature range was from 1500 °C (1623 K) to 650 °C (923 K) with a step of 5 °C. The Scheil–Gulliver cooling mode is selected for cooling conditions. The calculation results were compared to the experiment results of slag to gain insights into the crystallization behaviors of B2O3-bearing ESR slag.
Relative Crystallinity
Relative crystallinity is an important parameter to study the crystallization kinetics. According to the definition of relative crystallinity, its calculation formula can be obtained as follows[26,27,28]:
In the formula, Ti is a certain temperature in the crystallization process, K; T0 is the starting temperature of the exothermic peak, K; TF is the end temperature of the exothermic peak, K; and dHc is the crystallization enthalpy under the infinitesimal dT in the crystallization process, kJ mol−1.
Results and Discussion
Crystallization Temperature of Crystalline Phases
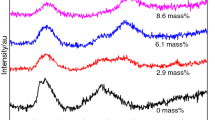
The DSC curves of the CaF2–CaO–Al2O3–MgO–x mass pct B2O3 slag with varying cooling rates (15 and 20 °C·min−1) are illustrated in Figure 1. In the figure, the exothermic peaks on the DSC curves were denoted as P1, P2, P3, and P4 in sequential order. It is noteworthy that DSC curves of the slags exhibit three exothermic peaks from 1450 °C (1723 K) to 350 °C (623 K), except for the slags 3# and 4# obtained at a cooling rate of 25 °C·min−1. The presence of P4 could represent either a new crystallization event or an independent exothermic peak separated from P3. The definitive conclusions would be drawn based on subsequent analysis using XRD and SEM–EDS. On the contrary, the intensity of P1 and P2 in Figures 1(c) and (d) was lower than those in Figures 1(a) and (b), which means a weaker crystallinity for P1 and P2.[29] Additionally, P1 becomes connected with P2 when B2O3 content ranged from 5 to 7 mass pct. It is noteworthy that the DSC results of CaF2–CaO–Al2O3–MgO–B2O3 slag by Peng et al.[17] and Huang et al.[16] exhibit similarities to the findings of this research, with three exothermic peaks observed.

The DSC curves of experimental slags at various cooling rates: (a) slag 1#: w(B2O3) = 2 mass pct, (b) slag 2#: w(B2O3) = 3 mass pct, (c) slag 3#: w(B2O3) = 5 mass pct, and (d) slag 4#: w(B2O3) = 7 mass pct
The DSC curves provide valuable information about the crystallization events in the slag. The onset temperature and finish temperature of an exothermic peak in the DSC curves correspond to the starting temperature and ending temperature of the crystallization event, respectively.[4] Furthermore, the peak temperature of the exothermic peak represents the maximum heat release temperature. To summarize the crystallization temperatures of all the crystalline phases in the slags, refer to Table II.
Based on Table II, the continuous cooling transformation (CCT) curves of the experimental slag were obtained and are presented in Figure 2. It can be observed that as the cooling rate of the slag decreases from 25 to 15 °C·min−1, the starting crystallization temperatures of the first- and second-crystalline phases remain relatively constant, while the crystallization temperature of the third-crystalline phase (shown in Figure 2(c)) significantly increases. This suggests that the third-crystalline phase requires less undercooling for nucleation with a lower cooling rate, indicating an enhanced crystallization ability of the ESR slag. Similar findings were reported by Shi et al.[30] and Lin et al.,[31] who observed a decrease in the crystallization temperature of crystalline phases with increasing cooling rates. On the other hand, decreasing cooling rate of the slag narrows the crystallization temperature range of all crystalline phases. For example, for slag 1#, the range of crystallization temperature of the first-crystalline phase decreased from 21 °C (from 1346 °C to 1325 °C) to 16 °C (from 1357 °C to 1341 °C) as the cooling rate dropped from 25 to 15 °C·min−1. Shi et al.[12] found the similar results in the CaO–Al2O3-based mold flux. Figure 2 also illustrates the relationship between the B2O3 content in the slag and the starting crystallization temperatures of the different crystal phases. As the B2O3 content increases, the starting crystallization temperature of P1 decreases significantly, and the starting crystallization temperature of P2 shows a slight decrease, and the initial crystallization temperature of P3 remains relatively constant. Wei et al.[32] suggested that the decrease of crystallization temperature was related to the polymerization degree of the slag. Moreover, Huang et al.[16] also noted that the weakening of ESR slag crystallization with B2O3 addition might be attributed to the increase of polymerization degree of slag and growing the diffusion resistance of slag components in the slag. Therefore, a greater undercooling is required for the slag to generate a stronger driving force for crystallization to overcome the increased crystallization resistance. It was worth noting that, the first-crystalline phase with most precipitation amount was significantly influenced by the structure of the slag. However, the third-crystalline phase with least precipitation amount was minimally affected by the slag structure. This is because the starting crystallization temperatures of P2 and P3 are lower than P1 (as shown in Figure 1), which caused a large diffusion resistance for slag components. Consequently, the increased B2O3 content did not significantly reduce the crystallization temperature of the P2 and P3. Liu et al.[13] reported the similar behavior in the crystallization of CaF2–CaO–Al2O3–(SiO2) slag. Lower crystallization temperature can provide thin slag skin and stable heat transfer, which is beneficial to improve the surface quality of ESR ingot.[33,34]

The CCT diagram of crystalline phases in the slags: (a) the first-crystalline phase, (b) the second-crystalline phase, and (c) the third-crystalline phase
The crystallization characteristics of the molten slag play a crucial role in the horizontal heat transfer between the solidifying steel shell and the mold. One significant parameter that affects crystallization performance is the crystallization temperature, which is related to the formation of surface defects on the cast ingot. It is important to note that the slag film that forms between the solidifying steel shell and the copper mold consists of both a solid layer and a liquid layer.[35,36,37] During the ESR process, molten slag with lower crystallization temperature will generate a thinner solid layer. Firstly, the thinner solid layer reduces the friction between the slag film and the steel ingot.[38] Additionally, the thinner solid layer enhances the heat flux across the slag film and improves the strength of initially solidifying steel shell.[33] In conclusion, increasing the B2O3 content in the slag is advantageous for reducing the crystallization temperature. This improvement enhances surface quality of the cast ingot, reducing the occurrence of surface defects such as ripples, bleed, and slag runner.[39,40]
Components of Crystalline Phases
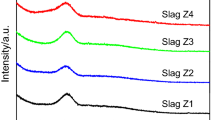
The XRD analysis of the four slags quenched at the end temperature of exothermic peaks on DSC curve with the cooling rate of 15 °C·min−1 is presented in Figure 3. Since the slags 3# and 4# had P4 on the DSC curve of the 25 °C·min−1 cooling rate, XRD analysis was also performed on the quenched slag at the end temperature of the P4. The XRD results are summarized in Table III. The phase identification was based on the ICSD patterns of CaF2 (PDF 75-0363), Ca12Al14F2O32 (PDF 36-0678), MgAl2O4 (PDF 77-1193), Ca12Al14O33 (PDF 70-2144), CaAl4O7 (PDF 23-1037), and Ca5(BO3)3F (PDF 79-0803).

XRD analysis of the current slags: (a) slag 1#: w(B2O3) = 2 mass pct, (b) slag 2#: w(B2O3) = 3 mass pct, (c) slag 3#: w(B2O3) = 5 mass pct, and (d) slag 4#: w(B2O3) = 7 mass pct
Figure 3(a) is the XRD patterns of the slag 1# contain 2 mass pct B2O3. The XRD analysis revealed that the first-crystalline phase in slag 1# corresponded to CaF2 phase. And the P2 represented the precipitation of Ca12Al14F2O32, while in slag 1#, no new phase was precipitated at the P3 which may be because the precipitation amount of the MgAl2O4 below the detection limit of XRD.[41]
Figure 3(b) is the XRD patterns of the slag 2# contain 3 mass pct B2O3. It was confirmed from the XRD patterns that the P1 and the P2 represented CaF2 and Ca12Al14F2O32 crystals formation, respectively. The XRD analysis revealed that the P3 on DSC curves of slag 2# corresponded to MgAl2O4 phase.
Figure 3(c) is the XRD patterns of the slag 3# contain 5 mass pct B2O3. The XRD analysis confirmed that P1 occurred in slag 2# during continuous cooling corresponded to the crystallization of CaF2 phase. The P2 represented the crystallization of Ca12Al14O33 phase. And the P3 was identified as simultaneous precipitation of Ca5(BO3)3F phase and MgAl2O4 phase precipitated. Notably, there was a small exothermic peak of P4 near the end temperature of the P3 peak in Figure 1(c). Because the P3 and P4 partially overlapped, it was difficult for XRD analysis to identify the precipitation order of the two crystallization phases.
Figure 3(d) is the XRD patterns of the slag 4# contain 7 mass pct B2O3. It was confirmed from the XRD patterns that the P1 and the P2 represented CaF2 and CaAl4O7 phases formation, respectively. The crystalline phases in the sample quenched at 868 °C (1142 K) were MgAl2O4 phase and Ca5(BO3)3F phase, respectively. The overlap of P4 and P3 (as shown in Figure 1(d)) makes it difficult to detect the precipitation sequence of MgAl2O4 phase and Ca5(BO3)3F phase.
The appearance of the P4 in slags 3# and 4# may be related to the increase of B2O3 addition in the slags. The increase of B2O3 addition promoted the formation of Ca5(BO3)3F by increasing the activity of B2O3 in the slags. CaF2 and CaO in the slag are bound by B2O3, resulting the P2 crystalline phase Ca12Al14F2O32 containing CaF2 and CaO gradually transforms to Ca12Al14O33 or CaAl4O7.
The order of crystal precipitation during the cooling process of slag 1# can be observed in Figure 3 (a) which is CaF2 → Ca12Al14F2O32. As B2O3 increased, MgAl2O4 phase and Ca5(BO3)3F phase began to precipitate significantly, and Ca12Al14F2O32 phase was gradually replaced by Ca12Al14O33 or CaAl4O7 phase. Figure 3(d) shown that the crystallization sequence of slag 4# was CaF2 → CaAl4O7 → MgAl2O4 + Ca5(BO3)3F. The B2O3 addition increased the activity of B2O3, so Ca5(BO3)3F was easier to generated. Subsequently, the crystallization of Ca12Al14F2O32 phase containing CaF2 was inhibited. These observations will be further confirmed by the SEM–EDS analysis of the crystalline phases in Section III–C. To confirm the accuracy of XRD analysis of slag 4#, two additional groups of slags with higher B2O3 content (9 mass pct and 11 mass pct) were included to determine the crystalline phases of B2O3-containing ESR slag. (The composition of additional slags is provided in Electronic Supplementary Table S1, and their XRD results are displayed in Electronic Supplementary Figure S1). It is evident that Ca5(BO3)3F was observed in slag with higher B2O3 content, which indicating a significant transformation in the crystalline phase type when the B2O3 in the slag increases to 7 mass pct.
The K-value method was used to semi-quantitatively analyze the phase content of the quenched slags with different B2O3 contents from 2 to 7 mass pct, as shown in Figure 4. Although this method can only calculate the phase content in the slag semi-quantitatively, it can determine the approximate proportion of the phase in the slag.[42,43] As shown in Figure 4, CaF2 occupies a significant proportion of the phase content in the slags, which indicated that CaF2 was the dominant crystalline phase. With the increase of B2O3 in the slag, the content of CaF2 phase decreased, while the content of MgAl2O4 phase and Ca5(BO3)3F phase increased. Furthermore, the amount of crystalline phase represented by P2 seems to be decreasing. The change in phase content may be due to formation of Ca5(BO3)3F.

The content of phases in the slags with various B2O3 contents
Morphologies of Crystalline Phases
The four experimental molten slags were quenched at 600 °C (873 K) with a cooling rate of 15 °C·min−1 and subsequently analyzed by SEM–EDS. Quenching at lower temperature is beneficial to the full precipitation of crystalline phase. The morphologies of crystalline phases and the elemental mappings of the current slags are depicted in Figures 5, 6, 7, and 8. A comparison of SEM–EDS and XRD results indicates that the dominant crystalline phase was CaF2 in ESR-type CaF2–CaO–Al2O3–MgO slags with varying B2O3 content from 2 to 7 mass pct.

SEM–EDS analysis of quenching slag 1# containing 2 mass pct B2O3

SEM–EDS analysis of quenching slag 2# containing 3 mass pct B2O3

SEM–EDS analysis of quenching slag 3# containing 5 mass pct B2O3

SEM–EDS analysis of quenching slag 4# containing 7 mass pct B2O3
The SEM–EDS analysis of quenching slag 1# is presented in Figure 5. The spherical CaF2 was the predominant crystalline phase, which accounted for the largest proportion. The results of EDS 2 in Figure 5 show that the atomic ratio of Ca, Al, O and F elements is close to that of Ca12Al14F2O32, which proves the existence of Ca12Al14F2O32. So reticulate Ca12Al14F2O32 was observed between the interstitial spaces of CaF2. Due to the low concentration of Mg elements, MgAl2O4 was not detected. This aligns with the absence of MgAl2O4 in the XRD analysis. The SEM–EDS analysis is consistent with the XRD result (as depicted in Figure 3(a)).
The SEM–EDS analysis of quenching slag 2# as seen in Figure 6, the spherical CaF2 remains the dominant crystalline phase. Differently, there is a notable transformation in the morphology of Ca12Al14F2O32, which has transitioned into a dendritic structure, and its concentration has further decreased. Additionally, there is an accumulation of Mg element, resulting in the detection of dot-like MgAl2O4. These observations from the SEM–EDS analysis align with the XRD results (Figure 3(b)).
The SEM–EDS analysis of quenching slag 3# is presented in Figure 7. It was evident from the figure that the spherical CaF2 transitioned into faceted. Additionally, Ca12Al14F2O32 was significantly reduced, while long strip-shaped Ca12Al14O33 was detected. Furthermore, block-like MgAl2O4 and MgO were detected in slag 3#.
The SEM–EDS analysis of quenching slag 4# is illustrated in Figure 8. It is clear from the Figure 8 that a limited amount of CaF2 were detected. Then a significant amount of face-like CaAl4O7 were observed. There was a slight increase in the content of block-like MgAl2O4. Interestingly, different from the XRD analysis of slag 4# (Figure 3(d)), the SEM–EDS analysis did not detect Ca5(BO3)3F. This discrepancy may arise from the small atomic radius of B, which makes it challenging to detect by SEM–EDS.[44] However, the EDS analysis of point 4 in Figure 8 showed that the atomic ratio of Ca, O, and F was very close to that of Ca5(BO3)3F phase.
In summary, an increase in B2O3 content in the slag leads to a decrease in the crystallization amounts of CaF2 and Ca12Al14F2O32, accompanied by the formation of Ca12Al14O33 phase (in slag 3#) or CaAl4O7 (in slag 4#). The morphology of the dominated phase CaF2 is transformed from ellipsoidal to faceted.
Phase Equilibrium Calculations
The phase equilibrium of the slags during cooling was calculated by FactSage 8.2, and the results are given in Figure 9. As depicted in Figures 9(a) through (c), the sequence of crystal precipitation of the four slags investigated during the cooling was as follows: CaF2 → Ca12Al14F2O32 → MgAl2O4 (and MgO for slag 1#) → Ca3B2O6. Notably, increasing B2O3 content decreases the crystallization amount of Ca12Al14F2O32 in the slag from 38 to 21 pct. Furthermore, Ca12Al14F2O32 does not crystallize in slag 4# at 971°C.

The mass percent of crystalline phases for the slags during cooling: (a) slag 1#: w(B2O3) = 2 mass pct, (b) slag 2#: w(B2O3) = 3 mass pct, (c) slag 3#: w(B2O3) = 5 mass pct, and (d) slag 4#: w(B2O3) = 7 mass pct
From Figure 9(a), MgAl2O4 phase and MgO phase were found in the calculation result of slag 1#, but they were not found in the XRD result of slag 1#. Figure 9(c) and (d) illustrates the phase equilibrium calculation results for slags 3# and 4# during cooling. Interestingly, Ca12Al14O33 and CaAl4O7 are absent in Figures 9(c) and (d), which differ from the XRD and SEM–EDS analysis of the slags. Additionally, instead of Ca5(BO3)3F, the calculation results suggest the presence of Ca3B2O6 crystalline phases. The deviation may be since FactSage predictions only provide results in the thermodynamic equilibrium state, whereas the slag state is often affected by kinetic conditions in practice. Additionally, Huang et al.[16] reveal that [BO4] structure units increased with B2O3 addition in CaF2–CaO–Al2O3-based slags and caused an increase in component diffusion resistance. Similarly, when the amount of B2O3 added exceeded a critical value (a certain value in the range of 5 to 7 mass pct), CaF2 and CaO in the slag may be more inclined to combine with B2O3 to form Ca5(BO3)3F in this study. This discrepancy may also arise from the FactSage calculation not involving the reaction caused by CaF2 diffusion. Besides, it is worth noting that Kozhaya et al.[45] have also found that the CaF2–CaO–B2O3 slag would undergo peritectic reaction (2) to from Ca5(BO3)3F. This further proves the above reaction process. Therefore, the content of CaF2 and Ca12Al14F2O32 decreases when the content of Ca5(BO3)3F increases in the slags. The relevant thermodynamic calculations cannot be provided due to the lack of thermodynamic data of Ca5(BO3)3F, but it will be further explored in subsequent studies.
Crystallization Time of Crystalline Phases
The XRD and SEM–EDS analyses demonstrate that the first-crystalline phase (CaF2) was the dominated crystalline phase, which significantly affects the crystallization behaviors of the B2O3-bearing ESR slag. Therefore, the crystallization kinetics analysis of CaF2 phase was performed. The relative crystallinity of CaF2 phase in the slags 1# to 4# is shown in Figure 10. The slope of the curve signifies the crystallization rate of the initial crystalline phases. It was evident that the crystallization rate initially increased, reached a maximum at around 50 pct relative crystallinity, and then decreased during the cooling process. Moreover, from Figure 10, the crystallization process of CaF2 carried out only for a short time at higher cooling rate (except slag 4#). Fan et al.[46] suggested that crystallization consists of both nucleation and crystal growth processes. Therefore, the increasing cooling rate will decrease the incubation time and inhibit the crystallization ability of the slag. And it should be noted that the nucleation process will be totally suppressed once the cooling rate exceeds the critical cooling rate.[30] On the contrary, the crystallization time of CaF2 for slag 4# is significantly higher than that of other slags. It can be seen from Figure 1(d) that P1 and P2 overlap on the DSC curve, which suggested CaAl4O7 crystal began to crystallize at the end of the crystallization of CaF2 crystal at 25°C·min−1. As a result, the relative crystallinity of CaF2 crystal in slag 4# is seriously disturbed by crystallization of CaAl4O7 at the crystallization rate of 25 °C·min−1. This is the reason why slag 4# is different from others, while the crystallization time of the CaF2 phase in slag 4# does not increase significantly at the cooling rate of 15 °C·min−1 due to sufficient incubation time.

The relative crystallinity of the CaF2 phase in the slag changes with time: (a) slag 1#: w(B2O3) = 2 mass pct, (b) slag 2#: w(B2O3) = 3 mass pct, (c) slag 3#: w(B2O3) = 5 mass pct, and (d) slag 4#: w(B2O3) = 7 mass pct
The time for 50 pct crystallization of CaF2 phase is shown in Figure 11. As observed, the crystallization time increased first and then decreased with the increasing B2O3 in the slag at the cooling rate of 15 °C·min−1. From the XRD of slag 3# (as shown in Figure 3(c)), it was found that Ca5(BO3)3F would precipitate. Therefore, the binding force between B2O3 and CaF2 would be enhanced, which undoubtedly increased the crystallization resistance of CaF2 crystal in melt slag. Therefore, the crystallization time of CaF2 crystal increased as B2O3 addition increased. However, the crystallization amount of CaF2 crystal decreased significantly in the slag 4# from the SEM analysis (as depicted in Figure 8), which resulted the reduction of crystallization time of the CaF2 crystal.

The crystallization time for 50 pct crystallinity of the first-crystalline phase
During the cooling process of slags 1# to 4#, a large amount of CaF2 undergoes crystallization, resulting in the formation of a solid layer of slag film. The precipitation of CaF2 improves the electrical conductivity of solid layer and leads to an increase in current loss form the mold.[47] This triggers an elevation in the temperature of the slag near the mold wall, enhances the heat driving force, and increases the radial heat loss of slag pool. Furthermore, the crystallization of CaF2 is unfavorable to provide appropriate horizontal heat transfer which is one of the main factors for surface defects and unstable ESR operation.[17] To inhibit the crystallization of CaF2 crystals, it is recommended to increase the B2O3 content in the slag.
Conclusion
The crystallization behaviors of CaF2–CaO–Al2O3–MgO–B2O3 slags were studied by DSC, XRD, SEM–EDS, and FactSage 8.2. The conclusions are summarized as follows:
-
(1)
The CaF2–CaO–Al2O3 slag with a small amount of MgO and B2O3 addition would exhibit three or four crystallization events during cooling process. In addition, the increase of B2O3 content suppresses the crystallization tendency of CaF2–CaO–Al2O3–MgO slag and decreases the crystallization temperature of crystallization phases.
-
(2)
The addition of B2O3 could significantly change the crystallization sequence of the CaF2–CaO–Al2O3–MgO–B2O3 slag. In the slag with 2 mass pct B2O3, the crystallization sequence is CaF2 → Ca12Al14F2O32. The crystallization sequence is CaF2 → Ca12Al14O33 → MgAl2O4+Ca5(BO3)3F in the slag with 5 mass pct B2O3, while in the slag containing 7 mass pct B2O3, the crystallization sequence is CaF2 → CaAl4O7 → MgAl2O4 + Ca5(BO3)3F.
-
(3)
The morphology of the crystalline phases undergoes noticeable changes as the B2O3 content increases from 2 to 7 mass pct. The spherical CaF2 transforms into face like. While the reticulate Ca12Al14F2O32 evolves into dendritic shapes until it eventually diminishes. Simultaneously, the appearance of calcium aluminate (Ca12Al14O33 or CaAl4O7) becomes evident. MgAl2O4 transitions from dot-like to a block-like form, but the crystalline amount is low. Notably, the first-crystalline phase CaF2 is the main crystalline phase in the slag with varying B2O3 content from 2 to 7 mass pct.
-
(4)
The crystallization time increased first and then decreased with increasing B2O3 addition in the CaF2–CaO–Al2O3–MgO slag at a cooling rate of 15 °C·min−1. Moreover, B2O3 addition inhibits the crystallization of the dominant phase CaF2, which improving the lubrication and heat transfer performance of ESR-type CaF2–CaO–Al2O3–MgO slags.
References
M. Tong, X. Di, C. Li, and D. Wang: Mater. Charact., 2018, vol. 144, pp. 631–40.
J. Jiang, H. Wu, J. Liang, and D. Tang: Mater. Sci. Eng. A, 2013, vol. 587, pp. 359–64.
X.M. Zang, T.Y. Qiu, W.M. Li, X. Deng, Z.H. Jiang, and H. Song: J. Iron. Steel Res. Int., 2016, vol. 23, pp. 297–304.
M. El-Shennawy, A. Farahat, M. Masoud, and A. Abdel-Aziz: Int. J. Mech. Eng. Educ., 2016, vol. 5, pp. 1–14.
S.N. Ghali, H.S. El-Faramawy, and M.M. Eissa: J. Miner. Mater. Charact. Eng., 2012, vol. 11, pp. 995–99.
S.C. Duan, X. Shi, F. Wang, M.C. Zhang, Y. Sun, H.J. Guo, and J. Guo: Metall. Mater. Trans. B, 2019, vol. 50B, pp. 3055–71.
L. Peng, Z. Jiang, and X. Geng: Metals, 2019, vol. 9, p. 1300.
X. Xing, Z. Pang, C. Mo, S. Wang, and J. Ju: J. Non-Cryst. Solids, 2020, vol. 530, p. 119801.
S. Esfahani and M. Barati: J. Non-Cryst. Solids, 2016, vol. 436, pp. 35–43.
W. Wang, S. Dai, T. Zhang, H. Zhang, Z. Li, and Y. Xie: J. Clean. Prod., 2021, vol. 288, p. 125603.
J. Cho, H. Shibata, T. Emi, and M. Suzuki: ISIJ Int., 1998, vol. 38, pp. 440–46.
C.B. Shi, J. Li, J.W. Cho, F. Jiang, and I.H. Jung: Metall. Mater. Trans. B, 2015, vol. 46B, pp. 2110–20.
Y. Liu, Y. Wang, G. Li, C. Yuan, R. Lu, and B. Li: J. Therm. Anal. Calorim., 2019, vol. 139, pp. 923–31.
D. Zheng, J. Li, C. Shi, and J. Ju: Metall. Mater. Trans. B, 2019, vol. 50B, pp. 1148–60.
J.T. Ju, J.L. An, and G.H. Ji: J. Min. Metall. B, 2019, vol. 55, pp. 397–404.
Y. Huang, C.B. Shi, X.X. Wan, J.L. Li, D.L. Zheng, and J. Li: J. Iron. Steel Res. Int., 2021, vol. 28, pp. 1530–40.
L. Peng, Z. Jiang, X. Geng, F. Liu, and H. Li: Metals, 2019, vol. 9, p. 1331.
C.B. Shi, D.L. Zheng, S.H. Shin, J. Li, and J.W. Cho: Int. J. Miner. Metall. Mater., 2017, vol. 24, pp. 18–24.
Y.J. Zhang, L.Z. Kong, X.M. Zang, and S.S. Li: High Temp. Mater. Process. (Lond.), 2024, vol. 43, p. 20220316.
C.B. Shi, M.D. Seo, J.W. Cho, and S.H. Kim: Metall. Mater. Trans. B, 2014, vol. 45B, pp. 1081–97.
D. Durinck, P.T. Jones, B. Blanpain, P. Wollants, G. Mertens, and J. Elsen: J. Am. Ceram. Soc., 2007, vol. 90, pp. 1177–85.
E. Kozeschnik, W. Rindler, and B. Buchmayr: Int. J. Mater. Res., 2007, vol. 98, pp. 826–31.
Q. Chen and B. Sundman: Mater. Trans., 2002, vol. 43, pp. 551–59.
E. Balitchev, H. Meuser, D. Neuschütz, and W. Bleck: Steel Res. Int., 2004, vol. 75, pp. 13–19.
L.B. Otani, J. Soyama, G. Zepon, A. Costa e Silva, C.S. Kiminami, W.J. Botta, and C. Bolfarini: J. Phase Equilib. Diffus., 2017, vol. 38, pp. 298–304.
D. Zheng, C. Shi, J. Li, and J. Ju: ISIJ Int., 2020, vol. 60, pp. 492–98.
C.B. Shi, M.D. Seo, H. Wang, J.W. Cho, and S.H. Kim: Metall. Mater. Trans. B, 2014, vol. 46B, pp. 345–56.
M.D. Seo, C.B. Shi, J.Y. Baek, J.W. Cho, and S.H. Kim: Metall. Mater. Trans. B, 2015, vol. 46B, pp. 2374–83.
B. Ding, Q. Liao, X. Zhu, and H. Wang: Appl. Therm. Eng., 2021, vol. 184, p. 116260.
C.B. Shi, M.D. Seo, H. Wang, J.W. Cho, and S.H. Kim: Metall. Mater. Trans. B, 2015, vol. 46B, pp. 345–56.
B. Lin, H. Wang, X. Zhu, Q. Liao, and B. Ding: Appl. Therm. Eng., 2016, vol. 96, pp. 432–40.
J. Wei, W. Wang, L. Zhou, D. Huang, H. Zhao, and F. Ma: Metall. Mater. Trans. B, 2013, vol. 45B, pp. 643–52.
H. Nakada, M. Susa, Y. Seko, M. Hayashi, and K. Nagata: ISIJ Int., 2008, vol. 48, pp. 446–53.
A. Mitchell and K. Kelkar: Ironmak. Steelmak., 2021, vol. 48, pp. 1151–57.
P. Hu, X. Wang, J. Wei, M. Yao, and Q. Guo: ISIJ Int., 2018, vol. 58, pp. 892–98.
C. Yang, G. Wen, Q. Sun, and P. Tang: Metall. Mater. Trans. B, 2017, vol. 48B, pp. 1292–1307.
X. Wang, L. Kong, M. Yao, and X. Zhang: Metall. Mater. Trans. B, 2017, vol. 48B, pp. 357–66.
S. Zhang, Q. Wang, S. He, and Q. Wang: Metall. Mater. Trans. B, 2018, vol. 49B, pp. 2038–49.
J. Yu, F. Liu, Z. Jiang, C. Kang, K. Chen, H. Li, and X. Geng: Steel Res. Int., 2018, vol. 89, p. 1700481.
A. Plotkowski and M. Krane: Int. J. Heat Mass Transf., 2016, vol. 100, pp. 11–23.
H. Khan, A.S. Yerramilli, A. D’Oliveira, T.L. Alford, D.C. Boffito, and G.S. Patience: Can. J. Chem. Eng., 2020, vol. 98, pp. 1255–66.
Y. Chen, L. Zhang, J. Zhang, P. Liu, T. Zhou, H. Zhang, D. Gong, D. Tang, and D. Shen: Opt. Mater., 2015, vol. 50, pp. 36–39.
H. Wang, B. Ding, X. Zhu, Y. Tan, X.-Y. He, and Q. Liao: Int. J. Heat Mass Transf., 2017, vol. 113, pp. 286–94.
Y. Kashiwaya, T. Nakauchi, K.S. Pham, S. Akiyama, and K. Ishii: ISIJ Int., 2007, vol. 47, pp. 44–52.
N. Kozhaya, M. Ferriol, M. Cochez, and M. Aillerie: XXXVII JEEP—37th Conference on Phase Equilibria, Saint-Avold, 2011.
Y. Fan, E. Shibata, A. Iizuka, and T. Nakamura: Metall. Mater. Trans. B, 2015, vol. 46B, pp. 2158–64.
X. Huang, Z. Liu, Y. Duan, C. Liu, and B. Li: J. Mater. Res. Technol., 2022, vol. 20, pp. 3843–59.
Acknowledgments
This project is supported by the National Natural Science Foundation of China (Grant Nos. 52174317, 52274337 and U1960203).
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Zhang, Yj., Zang, Xm., Kong, Lz. et al. Crystallization Behaviors of CaF2–CaO–Al2O3–MgO–B2O3 Slag for Electroslag Remelting of B-Containing Rack Steel. Metall Mater Trans B (2024). https://doi.org/10.1007/s11663-024-03243-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11663-024-03243-7