
Abstract
Coke and ore sizes are important to the efficiency and stability of blast furnace (BF) operation in practice. However, their selection is usually determined by experience and there is no systematic study on the effects of ore and coke sizes on BF operation. This paper presents a numerical study on the multiphase flow and thermochemical behaviors inside the BF with different ore and coke sizes. This is done based on a recently developed 3D multifluid BF process model. The validation of this model is first confirmed by various applications. It is then used to study the effect of particle size on BF performance. The results show that as coke and ore sizes decrease, the thermochemical utilization efficiency is improved, which is reflected in low coke rate, low top gas temperature, high top gas utilization factor, and high productivity. However, there may be a minimum particle size for a given BF. Three indicators, namely gas pressure drop, liquid flooding in the dripping zone, and particle fluidization at the burden surface are used to determine this minimum particle size. Under the present conditions considered, the suggested minimum coke size should not be less than 20 mm and the suggested ore size should not be less than 12.5 mm. In addition, the effect of ore size on BF global performance indicators, e.g., fuel rate and productivity, is more significant than coke size. In terms of inner states, as ore size increases, the solid temperature drops in the BF shaft and the CZ position drops accordingly. On the contrary, as coke size increases, the solid temperature increases significantly in the BF shaft and the CZ position increases accordingly. Consistently, the increase of ore and coke sizes both increases the CZ thickness. Furthermore, the effect of locally charging large ore and coke particles is also studied. The results show that under the preset simulation conditions, locally charging large ore particles significantly reduces the gas pressure drop, but increases the fuel rate; however, locally charging large coke particles has limited influence on BF global performance indicators. The results provide some valuable guidance for coke and ore size selection in BF practice.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Blast furnace (BF) ironmaking plays a dominant role in producing hot metal (HM) from ferrous materials. It accounts for more than 60 pct of iron production for steelmaking in the world. It is a counter-current moving bed reactor that involves counter-, co-, and cross-current flows of gas, solids, and liquids, coupled with heat and mass transfer and chemical reactions. In practice, the BF efficiency is affected by a wide range of parameters, including geometrical profiles, operational conditions, and material properties. Particle size is one of these parameters and affects BFs from different aspects, including bed permeability, gas distribution, chemical reactions, and inter-phase heat transfer, and so on. However, there exists conflicting opinions regarding the optimal particle size for BFs. This is mainly because both large and small particles have virtues and defects with respect to the other. Generally, it is believed that the small particle size worsens the bed permeability and may even cause fluidization of burden materials at the throat and liquid flooding below the cohesive zone (CZ),[1] which increases the risk of BF running instability. On the other hand, small particle size has large bulk density and large specific surface area, which is more conducive to inter-phase heat transfer[2] and gas distribution control within the layers of charged materials.[3] The effect of large particle size is exactly on the opposite. Moreover, particle size degradation also inevitably occurs during the descending process to the furnace bottom. Typical phenomena include the low-temperature reduction degradation of sinter,[4] thermal decrepitation of lump ore,[5] the gasification dissolution of coke,[6] and the physical crushing of coke and ore. These size degradation phenomena significantly affect the bed permeability inside BFs. In addition, in order to use the small size (nut) coke economically, sometimes it is mixed with the ferrous burden, which may also worsen the layer permeability and even cause vital damage to the whole BF process.[7] These phenomena all indicate that the suitable selection of particle size is an important issue in BF practice. Therefore, it is necessary to comprehensively evaluate the effect of particle size on BF performance.
Previously, various studies have been carried out to investigate the effect of particle size on BF performance, including both coke size and ore size. It has been widely accepted that coke plays three roles inside BFs, namely fuel, skeleton, and reducing agent.[8,9,10] Among them, the one most closely related to particle size is the skeleton role. For example, Babich et al. and Song[7,11,12] experimentally showed that mixing nut coke with ferrous burden layer can improve the permeability of ore layer. At the same time, the BF productivity also increases due to the increase of blast rate. Matsuhashi et al.[13] also numerically revealed that mixing coke with ore layers could reduce the gas pressure drop by 20 pct in the CZ compared with that without the mixture of coke. Moreover, the numerical results by Dong et al.[14] and Chew et al.[15] showed that as coke size decreases, the bed permeability decreases in both lumpy zone and dripping zone. In addition to the bed permeability, the effect of coke size on fuel rate has also been investigated. For example, Makhanek et al.,[3] Nakajima et al.,[1] and Chung et al.[2] all concluded that the fuel rate decreases as coke size decreases, even though there exists difference in specific values. This difference mainly results from the differences in BF running conditions and the studied particle size range.
Different from the works on coke size, previous studies related to ore size are limited. Most of the previous studies were related to the ore properties, such as the low-temperature reduction degradation of sinter[4,6,16] and thermal decrepitation of lump ore.[5] However, these studies only illustrate one point, that is, the ore size degradation significantly affects the bed permeability of the lumpy zone. The effect of ore size on the BF overall performance has not been reported.
Nevertheless, the previous studies, although useful, were limited. First, the range of particle size considered in their studies was limited due to the huge cost of BF experiments or industrial investigations. In fact, considering the factor of particle size degradation, studies over a wide range of particle size are necessary. Secondly, previous studies on particle size were not systematic and focused more on the bed permeability. However, the effect of particle size on muti-phase flow, inter-phase heat transfer, thermochemical efficiency, and the global performance indicators of BF has not been comprehensively analyzed. Due to the complexity of BFs, it is not costly effective to study the impact of particle size changes in situ or experimentally. Alternatively, numerical simulation can well overcome this problem.
BF process models can be classified into two categories according to the model treatment of solid particles, namely discrete and continuum model.[17,18,19,20,21] The discrete model is represented by the combined approach of computational fluid dynamic (CFD) method and discrete element method (DEM). However, because of the extremely high computational requirements, the application of CFD-DEM model to the entire OBF process is still lacking, although this becomes possible with some recent developments.[22,23,24,25,26,27,28,29] The continuum model is represented by the multifluid model solved by a traditional CFD method. It is computationally effective to simulate the industrial BFs[30,31] and is adopted in this work.
In this paper, a 380-m3 industrial BF is simulated to study the effect of particle size on BF multiphase flow and thermochemical behaviors. The coke size varies from 20 to 60 mm, and the ore size varies from 5 to 25 mm, which basically covers the size range used in practice. For each particle size condition, the BF running status is predicted with the BF process model. In the analysis, global performance indicators including coke rate, productivity, top gas temperature, top gas utilization, and tuyere gas pressure are firstly shown. Then, the complex internal states including CZ shape and location, distributions of gas velocity, gas pressure, solid temperature and reaction rates, as well as carbon consumption are analyzed to explain the changes in global indicators. Based on this analysis, the impact of particle size can be comprehensively understood, which provides a solid reference for optimizing the particle size selection in BF practice.
Model Description
In this work, a recently developed 3D steady-state multifluid BF process model[30,31] is applied to study the effect of particle size. In this section, only model framework is briefly introduced. This 3D BF process model calculates the region from the slag surface in the hearth up to the stockline in the throat. It considers three phases, including gas, solid, and liquid. In order to reduce the calculation time, all phases are treated as continuum. Different phases are described by the separate conservation equations of mass, momentum, and enthalpy, respectively, with key chemical reactions considered. Tables I, II, and III list the governing equations, the transport coefficients, and the chemical reactions considered in the BF process model.
The current 3D BF process model is substantially similar to other BF process models proposed by other researchers.[32,33,34,35,36] However, it is integrated with our specific efforts in modeling 3D-layered burden structure, 3D-layered CZ, 3D deadman profile, 3D trickling liquid flow, productivity prediction, and particle size degradation. For brevity, these key features are not described repeatedly here. The detailed model description can be found elsewhere.[16,30,31,37,38]
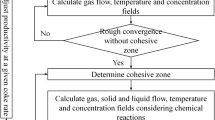
Figure 1(b) illustrates the solution procedures of this BF process model. It includes the following eight steps:
-
(1)
Assume the coke rate and productivity under given material and operational conditions.
-
(2)
Determine the solid and gas input conditions in the simulation. The solid input conditions are determined according to the assumed coke rate and productivity at the furnace throat. The gas input conditions are determined according to the global heat and mass balance under given material and operational conditions in front of tuyeres.
-
(3)
Determine the raceway profile and identify the solid outlets according to the DEM simulation results[39] and Nomura’s empirical correlations.[40]
-
(4)
Calculate the initial solid flow and determine the deadman profile. The method of calculating deadman profile can been seen in Figure 1(c) and can also refer to the work of Zhang et al.[41] Meanwhile, the layered burden structure is calculated according to the batch weight and ore-to-coke ratio distribution.
-
(5)
Calculate the approximate convergence results of flow, temperature, and concentration fields of gas and solid phases without the identification of CZ.
-
(6)
With the determination of CZ, further consider the liquid phase and re-calculate the coupled thermochemical behaviors of gas, solid, and liquid phases, which is repeated until the CZ position converges. The CZ position is characterized by the volume ratio of lumpy zone and dripping zone. The solution is converged only when the difference of the ratios in two consecutive iterations is less than 0.1 pct.
-
(7)
Adjust productivity until the carbon balance illustrated in Figure 1(a) is achieved. The convergence criterion is that the difference between the coke combusted in raceway (F) and the coke flowing into the raceway (F0) is less than 0.1 kg/tHM. Detailed description of productivity prediction can be found elsewhere.[42]
-
(8)
Adjust the coke rate until the constant HM temperature is achieved, which is set to 1800 K in this work, unless otherwise stated. The adjustment of coke rate is achieved through trial and error. This stage corresponds to the outermost loop in Figure 1(b).

Schematic illustration of (a) coke balance in a BF, (b) solution procedure of the current 3D CFD process model, and (c) the sub-model related to the determination of deadman profile
Simulation Conditions
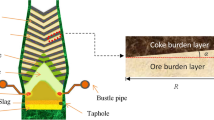
In this study, a 380-m3 industrial BF is considered to quantify the effect of particle sizes on the BF process. This BF has a hearth diameter of 5.2 m and a height of 16.9 m. It has 14 tuyeres at the hearth, and each tuyere occupies approximately 26 deg. The dimension of simulated BF and calculation domain are shown in Figure 2. In the simulation, the radial distributions of ore-to-coke ratio and coke and ore sizes are the model input at the furnace throat. Figure 3 illustrates the radial distribution of ore-to-coke ratio, which is the commonly used center-developed burden distribution in BF practice.[30] On the other hand, in actual burden charging process, due to the occurrence of particle segregation, the radial distribution of ore and coke sizes is not uniform. However, in this work, in order to quantitatively investigate the effect of particle size, a uniform particle size distribution is simply used. Specifically, coke size varies from 20 to 60 mm, with an interval of 10 mm. Ore size varies from 5 to 25 mm, with an interval of 2.5 mm. This basically covers the size range used in practice. It should be noted that the particle size investigated here is the harmonic mean diameter. In addition, the combustion inside raceways is not explicitly considered. The bosh gas volume, bosh gas components, and theoretical flame temperature in front of tuyeres are determined according to the local heat and mass balance, which are used as the gas inlet conditions at the tuyeres. These conditions remain constant in all simulation cases in this work, as can be seen in Table IV.

Schematic illustration of (a) the BF dimension and (b) the calculation domain

Top ore-to-coke ratio profile
In each simulation case, with gas input conditions determined at the tuyeres, the productivity is iteratively adjusted to meet the convergence criteria of coke balance, as can be seen in Figure 1(a) through (b). Moreover, similar to previous studies,[43,44,45,46,47] the average HM temperature at the slag surface is maintained at 1800 K. This is achieved by adjusting the coke rate through a series of iterations. Therefore, the productivity and coke rate are both simulation outputs under different ore and coke particle size conditions. Correspondingly, the top gas temperature, top gas utilization factor, and gas pressure drop are also predicted outputs.
In the simulation, the current BF process model is solved by an in-house Fortran F90 code developed based on the open-source parallel block-structured Finite Volume Method (FVM) single-phase CFD code CAFFA3D. Message Passing Interface (MPI) technology is adopted to accelerate the calculation speed and reduce the calculation time. Each case is finished within 24 h when 84 CPU cores are assigned.
Results and Discussion
Model Validation
First, the usefulness of the 3D BF process model has been validated through a series of simulations in our previous work.[30,31] This includes the simulation of a 9-m3 LKAB experimental BF and a 5000-m3 industrial BF. Both inner states and global performance showed good agreement between the predicted and measured data. In this work, the 3D BF process model is further validated based on the 380-m3 industrial BF used in this work. Its operating conditions are shown in Table IV. Specifically, the coke mean diameter is 42.1 mm, and the ore mean diameter is 15.52 mm. Table V shows that the predicted key global performance indicators, including fuel rate, productivity, tuyere gas pressure, top gas temperature, top gas utilization factor, and liquid temperature, agree well with the measured ones. The errors of all indicators are less than 5 pct. Therefore, the current 3D BF process model is reliable and can be used to investigate the effect of particle sizes in this work.
Global Performance Indicators
To analyze the effect of particle size on BF operation, the key global performance indicators are firstly assessed in Figure 4, including coke rate, productivity, top gas utilization factor, top gas temperature, and gas pressure drop. It can be seen from Figure 4(a) that as coke size decreases from 60 to 20 mm, the coke rate decreases by 45–60 kg/tHM, and as ore size decreases from 25 to 5 mm, the coke rate decreases by 105–125 kg/tHM. The average slope of coke rate changing with coke size is about 1.0–1.5 kg/tHM per unit mm, and the value changing with ore size is about 5.0–6.0 kg/tHM per unit mm. The variation of coke rate with respect to coke size is consistent with the result by Makhanek et al.,[3] Nakajima et al.,[1] and Chung et al.[2] Under the fixed blast rate in this simulation, as coke or ore size decreases, the productivity increases conversely with the variation in coke rate (see Figures 4(a) through (b)). The average slope of productivity changing with coke size is around 0.01 tHM/m3/day per unit mm, and the value changing with ore size is around 0.04 tHM/m3/day per unit mm. The reported increasing productivity with increasing particle size mainly results from the increasing blast rate.[7,11,12] Moreover, as shown in Figures 4(c) and (d), the top gas utilization factor increases and the top gas temperature decreases as coke or ore size decreases, which is consistent with the variation of coke rate (see Figure 4(a)).

Global performance indicators under different particle sizes: (a) coke rate, (b) productivity, (c) top gas utilization factor, (d) top gas temperature and (e) gas pressure drop
In practice, gas pressure drop is a crucial indicator of a BF and significantly affects the BF stability. The effect of particle size on gas pressure drop is shown in Figure 4(e). It clearly shows that as coke or ore size decreases, the gas pressure drop increases. Moreover, within the particle size range studied, the effect of ore size on gas pressure drop is more significant than that of coke size. Specifically, as coke size decreases from 60 to 20 mm, the gas pressure drop increases by 18–30 kPa; however, as ore size decreases from 25 to 5 mm, the gas pressure drop increases by 142–150 kPa. This is mainly because ore size is much smaller than coke size under the current simulation conditions; thus, the ore layer is less permeable and has a more significant impact on gas pressure drop. This is particularly true when ore size is less than 12.5 mm. Generally, under the current simulations, the BF global performance indicators are more sensitive to ore size variation.
Additionally, the model-predicted BF global performance indicators can be presented in another way that BF researchers frequently used, namely Rist diagram, as can be seen in Figure 5. In the Rist diagram, the slope of the curve represents the fuel rate, xA-1.0 indicates the top gas utilization factor, yE-yf represents the blast oxygen consumption per unit HM, and yB represents the direct reduction degree. As shown in Figure 5, with the increase in ore and coke particle size, the slope of the Rist curve increases, indicating an increase in fuel rate, which is consistent with Figure 4(a). Meanwhile, the top gas utilization factor (xA-1.0) decreases, and the blast oxygen consumption per unit HM (yE-yf) increases, indicating a decrease in thermochemical utilization efficiency, which is consistent with Figures 4(c) through (d). Additionally, as the ore particle size increases, the direct reduction degree (yB) first decreases and then increases; conversely, as the coke particle size increases, the direct reduction degree (yB) decreases, which are consistent with the carbon consumption through chemical reactions (see Figure 9(c)). Therefore, the Rist diagram, based on model prediction results, can effectively reflect the impact of particle size on BF performance, although some indicators cannot be directly reflected, such as productivity, top gas temperature, and gas pressure drop.

Rist diagram under different particle sizes: (a) effect of ore size; (b) effect of coke size
The above results demonstrate that the decrease of coke and ore sizes is conducive to the improvement of BF thermochemical utilization efficiency, which is reflected in low coke rate, low top gas temperature, high top gas utilization factor, and high productivity. However, the decrease of coke and ore sizes deteriorates the bed permeability, which is not in favor of the BF operational stability. In the following section, the multiphase flow and thermochemical behaviors inside the BF will be further illustrated, aiming to explain the variation of global performance indicators from a microview.
Multiphase Flow and Thermochemical Behaviors
In this section, the multiphase flow and thermochemical behaviors inside BFs are presented and analyzed to explain the variation in global performance indicators (see Figure 4). In the following, only representative results are presented but the findings are valid for all the cases considered.
First, the representative thermal state information of BF, namely CZ and solid temperature, is displayed in Figures 6 and 7. It can be seen from Figure 6 that as coke or ore size increases, the CZ thickness increases. This is mainly caused by the deteriorated gas–solid heat transfer, which is evidenced by the increasing gas–solid temperature difference at different BF heights (see Figure 8). In addition, it can be seen from Figure 7(a) that as ore size increases, the solid temperature drops in the BF shaft and the CZ location drops accordingly (see Figure 6(a)). This is mainly caused by the following two factors: (1) Under the simulation condition of fixed blast rate, as ore size increases, the BF productivity decreases (see Figure 4(b). Correspondingly, the bosh gas volume per unit HM increases, and as the ferrous materials melts in the CZ, the vertical distance required to heat the HM to the fixed temperature (1800 K) decreases, resulting in the drop of CZ location. (2) As ore size increases, the indirect reduction rate in the BF upper part is inhibited (see Figure 11(a)), resulting in the development of direct reduction and the increase of energy consumption in the BF lower part, which in turn leads to the decrease of solid temperature there.

Cohesive zone (CZ) shape and location under different particle sizes: (a) effect of ore size; (b) effect of coke size

Spatial distribution of solid temperature under different particle sizes: (a) effect of ore size; (b) effect of coke size

Gas–solid temperature difference under different particle sizes: (a) effect of ore size; (b) effect of coke size
The effect of coke size on BF thermal state is different from that of ore size. It can be seen from Figures 6(b) and 7(b) that with increasing coke size, the solid temperature rises in the BF shaft and the CZ location also rises accordingly. On one hand, under the simulation condition of fixed blast rate, as coke size increases, the productivity decreases (see Figure 4(b)) and the thermal flow ratio decreases, leading to the rising solid temperature in the BF upper part. On the other hand, as coke size increases, the voidage of the coke bed in the dripping zone increases, which significantly weakens the heat transfer between the coke bed and the liquid phase. Therefore, after the ore materials melt in the CZ, the vertical distance required to heat the HM to the fixed temperature increases. Thus, CZ location rises as coke size increases.
The value of coke rate is directly related to the energy consumption and production cost per ton HM and is one of the most concerned indicators in BF ironmaking process. In order to explain the variation of coke rate with coke and ore particle size (see Figure 4(a)), Figure 9 lists the carbon consumption analysis under different particle sizes, and the internal reasons for the variation of coke rate can be analyzed from a microscopic way. The carbon materials charged or injected into the BF are mainly consumed via three ways, namely combustion in raceways, chemical reactions, and carburization in HM. Since the carburization is a usually fixed value, Figure 9 only lists the other two items, as can be seen in Figures 9(a) through (b), respectively. Furthermore, the chemical reactions consume carbon mainly through two reactions, namely direct reduction (see Figure 9(c)) and carbon solution loss reaction (see Figure 9(d)).

Carbon consumption through (a) combustion in raceways, (b) chemical reactions, (c) direct reduction, and (d) carbon solution loss reaction under different particle sizes
It can be seen from Figure 9(a) that as coke and ore particle sizes increase, the combustion carbon in raceways increases. Specifically, as ore size increases from 5 to 25 mm, the combustion carbon increases by 70–90 kg/tHM, and as coke size increases from 20 to 60 mm, the combustion carbon increases by 40–60 kg/tHM. It can be seen from Figure 10 that, as ore size increases, the heat consumption or loss through top gas, furnace wall, and chemical reactions all increases significantly, even though some fluctuations exist when ore size is 5 mm. This leads to the dramatic increase of total furnace heat consumption, which increases the heat demand from combustion carbon. As coke size increases, the heat loss through top gas and furnace wall also increases significantly. However, the heat consumption through chemical reactions decreases slightly. Under the combined effect of the three factors, the total heat demand of the furnace increases, but it is not as obvious as the change of ore size. The main reason for the increasing top gas heat loss and furnace wall heat loss is the deteriorated heat transfer between gas and solid, as reflected by Figure 8.

Heat consumption or loss through (a) top gas, (b) furnace wall, and (c) chemical reactions under different particle sizes
Figures 9(b) through (d) compares the variation of carbon consumption through chemical reactions with respect to the coke and ore sizes. It can be seen from the figure that, with increasing ore size, on one hand, due to the weakening of the indirect reduction (see Figure 11(a)), the direct reduction is fully developed, and the carbon consumption via direct reduction increases significantly (see Figure 9(c)). The main reason for this is that as the ore size increases, it hinders the diffusion of reducing gas into the interior of the particles. On the other hand, it can be seen from Figure 12(a), as ore size increases, the spatial range of the solution loss reaction expands, but the reaction rate decreases. Therefore, the carbon consumption via solution loss reaction per ton HM slightly decreases with increasing ore size (see Figure 9(d)). Under the combined effect of direct reduction and solution loss reaction, the carbon consumption through chemical reactions decreases when ore size increases from 5 to 7.5 mm and increases after ore size exceeds 7.5 mm. (see Figure 9(b)), which is also the fundamental reason for the variation of heat consumption through chemical reactions (see Figure 10(c)). Furthermore, with the increase of coke size, on one hand, the thermal state becomes better and the CZ rises, which leads to the spatial shortening of the indirect reduction and the development of direct reduction. Therefore, the carbon consumption via direct reduction increases with the increasing coke size. On the other hand, as the coke size increases, the specific area of the coke bed decreases, and the carbon solution loss reaction rate decreases significantly (see Figure 12(b)), leading to the significant decrease of carbon consumption via this reaction (see Figure 9(d)). Under the opposite effect of direct reduction and carbon solution loss reaction, the carbon consumption via chemical reaction decreases slightly with increasing coke size (see Figure 9(b)), which is also the fundamental reason for the heat consumption decrease in chemical reactions (see Figure 10(c)).

Spatial distribution of indirect reduction rate by CO under different particle sizes: (a) effect of ore size; (b) effect of coke size

Spatial distribution of carbon solution loss reaction rate under different particle sizes: (a) effect of ore size; (b) effect of coke size
The variation of coke and ore sizes affects the fuel consumption from two aspects. First, the increase of particle size leads to the decrease of thermal energy utilization efficiency, which is reflected in the increase of furnace wall heat loss and top gas heat loss. This is the main reason for the coke rate increase. Secondly, the particle size affects the chemical reactions. Increasing ore size develops the direct reduction, which is the secondary the reason for its coke rate increase. Increasing coke size decreases the carbon consumption through solution loss reaction, causing the coke rate variation is not as significant as increasing ore size. Since the coke rate increases with the increase of particle size, correspondingly, the top gas utilization factor decreases with the increase of particle size (see Figure 4(c)).
Figure 13 illustrates the spatial distribution of gas pressure under different particle sizes. It can be seen from the figure, with increasing ore and coke size, the gas pressure drop of the furnace bed significantly increases. In addition, within the simulated particle range in this work, the ore size variation has a more significant impact on gas pressure drop than coke size variation. Figure 14 describes the spatial distribution of gas pressure gradient under different particle sizes. As observed from this figure, in the lumpy zone, the pressure gradient in the ore layer is larger than that in the coke layer. In the CZ, the ore layer permeability decreases due to the softening and melting of iron ore, leading to a significant increase in the pressure gradient in that area. Although the coke size remains constant in Figure 14(a), ore size variation affects spatial distribution of the ascending gas velocity, resulting in the different gas pressure gradient in the coke layer of CZ. Additionally, as shown in Figure 14(b), with the increase of coke particle size, the gas pressure gradient decreases in the coke layer of the full BF body.

Spatial distribution of gas pressure under different particle sizes: (a) effect of ore size; (b) effect of coke size

Spatial distribution of gas pressure gradient under different particle sizes: (a) effect of ore size; (b) effect of coke size
It is well recognized that large localized gas pressure drop is adverse for BF stability and may cause abnormal conditions such as hanging, flooding, and channeling.[48,49] In this work, a post-processing method is applied to identify the spatial region where flooding phenomenon is likely to happen. Here, the flooding diagram proposed by Fukutake et al.[48,50] is adopted. This diagram is obtained based on the experimental data, with modified dimensionless irrigation density as the x-axis and with the dimensionless pressure drop as the y-axis. The detailed demarcation line that separates the flooding zone and non-flooding zone can be found elsewhere.[48,50]
Figure 15 illustrates the spatial distribution of liquid flooding index under different particle sizes. In this figure, the red area is region that the liquid flooding phenomenon is likely to happen. It can be seen that flooding phenomenon only occurs in the dripping zone where liquid is produced, and it is localized and mainly occurs in the region above the raceways and in the central region below the CZ. This is mainly caused by the higher gas pressure gradient there (see Figure 14), which hinders the downward liquid flow. It can also be seen from the flooding diagram proposed by Fukutake et al.[48,50] that the greater the gas pressure gradient is, the more likely the liquid flooding phenomenon will occur. It can be seen from Figure 15(a) that as ore size is larger than 7.5 mm, the flooding area is less affected by the ore size since the ore particles melt to liquid in the CZ and does not affect the liquid flow in the dripping zone. However, as ore size is 5 mm, the flooding area significantly expands in the central region below CZ, which indicates the furnace condition significantly deteriorates. Furthermore, it can be seen from Figure 15(b) that the decrease of coke size intensifies the liquid flooding phenomenon, and the flooding is more significant as coke size is less than 20 mm. This is mainly because the decrease of coke size increases the gas pressure gradient in the dripping zone, as can be seen in Figure 14(b). Overall, the liquid flooding phenomenon is localized and does not affect whole dripping zone.

Spatial distribution of flooding index under different particle sizes: (a) effect of ore size; (b) effect of coke size
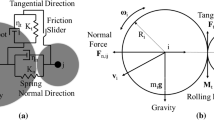
In addition to the liquid flooding phenomenon in the dripping zone, reduction of particle size also increases the risk of blast furnace fluidization. Particle fluidization not only disrupts the stable descent of burden, but also hampers the precise control of particle falling point during the burden charging process. The following formula is used to calculate the minimum fluidization velocity of particles inside the furnace[51]:
From the above formula, it can be seen that the minimum fluidization velocity (\(u_{mf}\)) of particles is related to the following factors, such as particle diameter (\(d_{p}\)), particle density (\(\rho_{p}\)), fluid density (\(\rho_{f}\)), fluid dynamic viscosity (\(\mu\)), and so on. The BF consists of a layered structure of ore and coke, with gas phase exhibiting different temperatures, densities, and dynamic viscosities at different spatial locations. Therefore, it is challenging to use Eq. [1] to calculate the minimum fluidization velocity of the entire bed. For simplification, this work calculates the critical fluidization velocity at the BF stockline, where fluidization is more likely to occur. In the analysis, two specific conditions are selected, including (a) dc = 30 mm, do = 7.5 mm and (b) dc = 20 mm, do = 5.0 mm, as can be seen in Figure 16. It can be seen from Figure 16(a) that the practical gas velocity at the BF stockline is lower than the minimum fluidization velocities of both 30 mm coke and 7.5 mm ore. However, in Figure 16(b), the minimum fluidization velocities of 20 mm coke and 5.0 mm ore both decrease, and the velocity line of 20 mm coke even crosses the practical gas velocity at the furnace center, which indicates that the fluidization phenomenon may occur there. Compared with 7.5 mm ore, the line of 5.0 mm ore is also much closer to the practical gas velocity, which also increases the possibility of fluidization. The above fluidization analysis indicates that particle size decrease increases the possibility of fluidization at the BF stockline, and fluidization only happens at the extremely small particle size and at the location with strong gas flow.

Fluidization analysis at BF stockline under two specific conditions: (a) dc = 30 mm, do = 7.5 mm; (b) dc = 20 mm, do = 5.0 mm
Effects of Locally Charging Large Particles
The results in the above section demonstrate that the decrease of particle size improves the fuel thermochemical utilization efficiency, but deteriorates the bed permeability. In this section, the effect of locally charging large ore or coke particles on the improvement of bed permeability is also investigated. This is done based on the scenario of 30 mm coke size and 7.5 mm ore size, which is called “Base Case” in this section. In the simulation, the large coke particle size is 60 mm, and the large ore particle size is 25 mm. The mass proportions of large ore and coke particles are all set to 20 pct. The specific charging locations of large ore and coke particles can be seen in Figure 17. Taking locally charging large ore particles as an example, the area of each zone is determined by evenly dividing the ore batch weight into five zones. For simplicity, the five zones are marked as Zone A to Zone E from the center to the periphery, as can be seen in Figure 17(a). The large ore particles, i.e., 25 mm, are charged in one of these five zones, and other zones are loaded by smaller ore particles, i.e., 7.5 mm. The zone boundaries are determined according to the radial distribution of ore-to-coke ratio (see Figure 3). Meanwhile, the coke size remains constant, i.e., 30 mm. In terms of locally charging large coke particles (see Figure 17(b)), similarly, the large coke particles, i.e., 60 mm, are also charged in one of the five zones, and the other zones are loaded by smaller coke particles, i.e., 30 mm. Meanwhile, the ore size remains constant, i.e., 7.5 mm. However, the zone boundaries for ore and coke are different due to the distribution of ore-to-coke ratio. It should be noted that the other operating conditions are remained the same as the practical operation of the simulated BF, as shown in Table IV.

Vertical view of Zone A to Zone E charged by (a) 20 pct large ore particles and (b) 20 pct large coke particles in the BF throat.
Table VI demonstrates the variation of global performance with large coke and ore particles charged into different zones. It should be noted that “Base Case” in Table VI corresponds to the scenario without any large coke or ore particles charged. Representatively, only gas pressure drop, coke rate, and top gas temperature are illustrated. It can be seen from Table VI that with 20 pct large ore particles charged into any one of the five zones, the gas pressure drop significantly drops; however, the gas pressure drop changes slightly with 20 pct large coke particles charged into any one of the five zones. This indicates that locally charging 20 pct large ore particles can significantly improves the bed permeability. Table VI also compares the coke rate under different locally charging zones. It can be seen that the coke rate rises when 20 pct large ore particles are charged, and among the five charging zones, the coke rate reaches the lowest when large ore particles are charged in Zone C. Meanwhile, the effect of locally charging large coke particles on coke rate is not as significant as locally charging ore particles, and the difference between different charging zones is also limited. It can also be seen from Table VI that the top gas temperature increases when 20 pct large coke or ore particles are charged. Similar to the variation of coke rate, the effect of locally charging large coke particles on top gas temperature is not as significant as locally charging large ore particles. Detailed analysis is given in the following.
The variation of coke rate (see Table VI) can be explained by the heat consumption analysis, as shown in Figure 18. Under fixed HM temperature, the energy used to heat up the liquid is constant. As a result, the heat consumption via top-off gas, furnace wall, and chemical reactions determines the variation of total energy consumption. More heat consumption corresponds to higher fuel rate. Firstly, as can be seen in Figure 18(a), heat loss through the top-off gas decreases as large ore or coke is charged from Zone A to Zone E. This is mainly because that charging large ore or coke into the center leads to the overdevelopment of the central gas flow, as shown in Figure 19. Meanwhile, the distribution of solid temperature is shown in Figure 20. It can be well inferred that the isotherm arches up as large ore or coke is charged into Zone A which indicates a higher top gas temperature. However, the effect of locally charging large ore particles is more significant on gas flow thus leading to the more drastic change in heat loss from the top-off gas. Secondly, with large ore or coke being charged into the periphery, heat loss through the furnace wall increases, as indicated by Figure 18(b). This results from the development of the periphery gas flow as shown in Figures 19 and 20. Thirdly, as large ore or coke is charged from Zone A to Zone E, heat consumption by reactions decreases.

Heat consumption through (a) top-off gas, (b) furnace wall, and (c) chemical reactions under different locally charging strategies (Zone location refers to Fig. 17)

Spatial distribution of gas velocity under different locally charging strategies: (a) Base Case without any large coke or ore particles charged, (b) locally charging 20 pct large ore particles, and (c) locally charging 20 pct large coke particles (Zone location refers to Fig. 17)

Spatial distribution of solid temperature under different charging patterns: (a) Base Case without any large coke or ore particles charged, (b) locally charging 20 pct large ore particles, and (c) locally charging 20 pct large coke particles (Zone location refers to Fig. 17)
It can be seen from the above analysis, as large ore particles are charged into the furnace center (Zone A), higher coke rate is mainly attributable to the significantly increased heat loss through the top-off gas and reactions. In contrast, as large ore particles are charged into the furnace periphery (Zone E), higher coke rate is mainly attributable to the obviously increased heat loss via the furnace wall (see Table VI). In the contrast, as large coke particles are charged from Zone A to Zone E, the heat consumption via top-off gas, furnace wall, and chemical reaction is not as significant as ore, leading to an insignificant variation of coke rate (see Table VI).
Conclusions
In this work, the effects of ore and coke sizes on the BF performance have been numerically investigated based on an industrial BF. The studied ore size varies from 5 to 25 mm, and coke size varies from 20 to 60 mm. It is realized by using the recently developed 3D multifluid BF process model. The BF global performance indicators and inner states with different particle sizes have been illustrated, with other operational conditions and HM temperature constant. The major findings are summarized as follows:
-
(1)
The decrease of coke and ore sizes improves the BF thermochemical utilization efficiency, which is reflected in low coke rate, low top gas temperature, high top gas utilization factor, and high productivity. However, there may be a minimum size practically allowed. Three indicators, namely gas pressure drop, liquid flooding in the dripping zone, and particle fluidization at the burden surface, are used to determine this minimum particle size. First, as particle size decreases, the gas pressure drop gradually increases. This increase becomes significantly pronounced once the ore size is less than a critical threshold. The critical ore size is 12.5 mm under the present conditions. Secondly, liquid flooding phenomenon mainly occurs locally, such as above the raceways and below the CZ. Under the conditions considered, as ore size is less than 5.0 mm and as coke size is less than 20 mm, the liquid flooding phenomenon is more significant. Thirdly, particle size decrease increases the possibility of fluidization at the BF stockline, and fluidization only happens at the extremely small particle size and at the location with strong gas flow. The critical coke size is 20 mm under the present conditions and less than 5 mm for ore size.
-
(2)
Compared with coke size variation, the BF global performance indicators are more sensitive to ore size variation. This is mainly because ore size increase not only reduces the thermal energy utilization efficiency of bosh gas, but also increases the carbon consumption through chemical reactions. However, even though coke size increase reduces the thermal energy utilization efficiency of bosh gas, it reduces the carbon consumption through chemical reactions, leading to the little change in coke rate.
-
(3)
As ore size increases, the solid temperature drops in the BF shaft and the CZ position drops accordingly. This is mainly caused by the fully developed direct reduction. On the contrary, as coke size increases, the solid temperature increases in the BF shaft and the CZ position increases accordingly. This is mainly caused by the combined effect of increasing bosh gas volume per unit HM and the worsened solid–liquid heat transfer in the dripping zone. Consistently, the increase of ore and coke sizes both increases the CZ thickness, which is mainly caused by the deteriorated gas–solid heat transfer in the BF shaft.
-
(4)
Locally charging large ore particles significantly reduces the gas pressure drop, but increases the coke rate, and the locally charging location of large ore particles significantly affects the BF global performance indicators, such as gas pressure drop, coke rate, and top gas temperature. However, locally charging large coke particles has limited influence on global performance indicators. Therefore, more attention should be paid to the ore size distribution in BF ironmaking.
Finally, it should be noted that there exist some model assumptions in the simulation. For example, the effect of coke breakage on permeability, especially in the dripping zone, is not considered in the current BF process model. Even though the current mathematical model requires continuous development in our future work, it nonetheless offers a new quantitative way for evaluating the effect of particle size under different conditions. The results presented in this work should be useful, at least qualitatively, to BF ironmaking practice.
Abbreviations
- a FeO :
-
The activity of molten wustite
- A c :
-
Effective surface area of coke for reaction, m2
- c p :
-
Specific heat, J·kg−1·K−1
- \(C_{{SiO_{2} }}\) :
-
Concentration of SiO2, mol·m−3
- d :
-
Diameter of solid phase, m
- d c :
-
Coke diameter, m
- d o :
-
Ore diameter, m
- D :
-
Diffusion coefficient, m2·s−1
- D s 5 :
-
Intra-particle diffusion coefficient of H2 in reduced iron phase, m2·s−1
- E f :
-
Effectiveness factors of solution loss reaction by CO
- E′ f :
-
Effectiveness factors of water gas reaction
- F :
-
Interaction force per unit volume, kg·m−2·s−2
- g :
-
Gravitational acceleration, m·s−2
- h ij :
-
Heat transfer coefficient between i and j phase, W m−2·K−1
- H :
-
Enthalpy, J·kg−1
- ΔH :
-
Reaction heat, J·mol−1
- k :
-
Thermal conductivity, W m−1·K−1
- k 1 :
-
Rate constant of indirect reduction of iron ore by CO, m s−1
- k 2 :
-
Rate constant of direction reduction of molten wustite, mol m−2 s−1
- k 3 :
-
Rate constant of solution loss reaction by CO, m3 kg−1 s−1
- k 5 :
-
Rate constant of indirect reduction of iron ore by H2, m s−1
- k 6 :
-
Rate constant of water gas reaction, m3 kg−1 s−1
- k 8 :
-
Rate constant of silica reduction reaction in slag, m s−1
- k f :
-
Gas-film mass transfer coefficient, m s−1
- k f5 :
-
Gas-film mass transfer coefficient in indirect reduction of iron ore by H2, m s−1
- k f6 :
-
Gas-film mass transfer coefficient water gas reaction, m s−1
- K 1 :
-
Equilibrium constant of indirect reduction of iron ore by CO
- K 5 :
-
Equilibrium constant of indirect reduction of iron ore by H2
- M i :
-
Molar mass of ith species in gas phase
- M sm :
-
Molar mass of FeO or flux in solid phase, kg mol−1
- N coke :
-
Number of coke in unit volume of bed, m−3
- N ore :
-
Number of iron oxide in unit volume of bed, m−3
- p :
-
Pressure, Pa
- Pe :
-
Peclet number
- Pr :
-
Prandtl number
- R :
-
Gas constant, 8.314 J mol−1 K−1
- R * k :
-
Reaction rate for kth reaction, mol·m−3·s−1
- RDI :
-
Reduction degradation index, pct
- Re :
-
Reynolds number
- S :
-
Source term
- Sc :
-
Schmidt number
- Sh r :
-
Shrinkage ratio
- t s :
-
Timeline, s
- T :
-
Temperature, K
- u mf :
-
Minimum fluidization velocity, m·s−1
- u :
-
Velocity, m·s−1
- y i :
-
Mole fraction of ith species in gas phase
- \(y_{{{\text{CO}}}} ,y_{{{\text{H}}_{2} }}\) :
-
Molar fraction of CO and H2
- \(y_{{{\text{CO}}}}^{*} ,y_{{{\text{H}}_{2} }}^{*}\) :
-
Molar fraction of CO and H2 in equilibrium state for indirect reaction
- \(y_{{{\text{CO}}}} ,y_{{{\text{H}}_{2} {\text{O}}}}\) :
-
Molar fraction of CO2 and H2O(g)
- α :
-
Specific surface area, m2·s−3
- Γ :
-
Diffusion coefficient
- ε :
-
Volume fraction
- η :
-
Fractional acquisition of reaction heat
- I:
-
Identity tensor
- μ :
-
Viscosity, kg·m−1·s−1
- ξore, ξcoke :
-
Local ore, coke volume fraction
- ρ :
-
Density, kg·m−3
- ρ bulk :
-
Bulk density of burden at BF throat, kg·m−3
- τ :
-
Stress tensor, Pa
- φ :
-
General variable
- ω :
-
Mass fraction
- g:
-
Gas
- i :
-
Identifier (g, s or l)
- i, m :
-
mTh species in i phase
- j :
-
Identifier (g, s or l)
- k :
-
kTh reaction
- l:
-
Liquid
- l,d:
-
Dynamic liquid
- s:
-
Solid
- sm:
-
FeO or flux in solid phase
- e:
-
Effective
- g:
-
Gas
- s:
-
Solid
- T :
-
Transpose
REFERENCES
R. Nakajima, S. Kishimoto, B. Iino, H. Hotta, H. Ito, and S. Furuya: Tetsu-to-Hagané, 1990, vol. 76, pp. 1458–65.
J.K. Chung, S.M. Lee, and M.S. Shin: ISIJ Int., 2018, vol. 58, pp. 2228–35.
N. Makhanek, K. Konovalov, O. Onorin, and L. Kostyrev: Metallurgist, 1969, vol. 13, pp. 156–58.
Y. Iwanaga: Tetsu-to-Hagané, 1982, vol. 68, pp. 740–49.
L.Y. Yi, H.W. Hao, X.S. Shen, Y. Shu, H.R. Xiao, Q. Zhong, and X. Zhang: Powder Technol., 2023, vol. 430, p. 119016.
Y.Z. Pan, H.B. Zuo, J.S. Wang, Q.G. Xue, G. Wang, and X.F. She: J. Iron. Steel Res. Int., 2020, vol. 27, pp. 121–31.
Q. Song: Doctoral dissertation, Delft University of Technology, 2013.
M. Geerdes, R. Chaigneau, and O. Lingiardi: Modern Blast Furnace Ironmaking: An Introduction, IOS Press, Netherlands, 2020.
J.G. Peacey and W.G. Davenport: The Iron Blast Furnace: Theory and Practice, Pergamon Press, 1979.
A.K. Biswas: Principles of Blast Furnace Ironmaking: Theory and Practice, Cootha Publishing House, Brisbane, 1981.
A. Babich, D. Senk, and H. Gudenau: Ironmak. Steelmak., 2009, vol. 36, pp. 222–29.
A. Babich, D. Senk, S. Yaroshevskiy, N. S. Chlaponin, V. Kochura and A. Kuzin, in: Proceedings of the 3rd International Conference on Process Development in Iron and Steelmaking (Lulea, Sweden, 2008), pp 227–36.
S. Matsuhashi, H. Kurosawa, S. Natsui, T. Kon, S. Ueda, R. Inoue, and T. Ariyama: ISIJ Int., 2012, vol. 52, pp. 1990–99.
Z. Dong, J. Wang, H. Zuo, X. She, and Q. Xue: Particuology, 2017, vol. 32, pp. 63–72.
S.J. Chew, P. Zulli, and A. Yu: ISIJ Int., 2001, vol. 41, pp. 1122–30.
L.L. Jiao, S.B. Kuang, L.L. Liu, A.B. Yu, Y.T. Li, X.M. Mao, and H. Xu: Metall. Mater. Trans. B, 2021, vol. 52, pp. 138–55.
J. Yagi: ISIJ Int., 1993, vol. 33, pp. 619–39.
X.F. Dong, A.B. Yu, J. Yagi, and P. Zulli: ISIJ Int., 2007, vol. 47, pp. 1553–70.
T. Ariyama, S. Natsui, T. Kon, S. Ueda, S. Kikuchi, and H. Nogami: ISIJ Int., 2014, vol. 54, pp. 1457–71.
S.B. Kuang, Z.Y. Li, and A.B. Yu: Steel Res. Int., 2018, vol. 89, p. 1700071.
T. Okosun, A.K. Silaen, and C.Q. Zhou: Steel Res. Int., 2019, vol. 90, p. 1900046.
Z.Y. Zhou, H.P. Zhu, B. Wright, A.B. Yu, and P. Zulli: Powder Technol., 2011, vol. 208, pp. 72–85.
S. Natsui, R. Shibasaki, T. Kon, S. Ueda, R. Inoue, and T. Ariyama: ISIJ Int., 2013, vol. 53, pp. 1770–78.
W.J. Yang, Z.Y. Zhou, A.B. Yu, and D. Pinson: Powder Technol., 2015, vol. 279, pp. 134–45.
Q.F. Hou, S.B. Kuang, and A.B. Yu: Chem. Eng. Sci., 2017, vol. 161, pp. 67–79.
S. Natsui, S. Ishihara, T. Kon, K.-I. Ohno, and H. Nogami: Chem. Eng. Sci., 2020, vol. 392, p. 123643.
Q. Hou, D.Y. E, S. Kuang, and A. Yu: Fuel Process. Technol., 2020, vol. 202, p. 106369.
S. Natsui, A. Sawada, T. Kikuchi, and R.O. Suzuki: ISIJ Int., 2018, vol. 58, pp. 1742–44.
S. Natsui, A. Sawada, K. Terui, Y. Kashihara, T. Kikuchi, and R.O. Suzuki: Chem. Eng. Sci., 2018, vol. 175, pp. 25–39.
L.L. Jiao, S.B. Kuang, A.B. Yu, Y.T. Li, X.M. Mao, and H. Xu: Metall. Mater. Trans. B, 2020, vol. 51, pp. 258–75.
L. L. Jiao, Doctoral dissertation, Monash University, 2020.
X.F. Dong, A.B. Yu, S.J. Chew, and P. Zulli: Metall. Mater. Trans. B, 2010, vol. 41, pp. 330–49.
P.R. Austin, H. Nogami, and J. Yagi: ISIJ Int., 1997, vol. 37, pp. 458–67.
K. Yang, S. Choi, J. Chung, and J. Yagi: ISIJ Int., 2010, vol. 50, pp. 972–80.
D. Fu, Y. Chen, Y.F. Zhao, J. D’Alessio, K.J. Ferron, and C.Q. Zhou: Appl. Therm. Eng., 2014, vol. 66, pp. 298–308.
P. Zhou, H.L. Li, P.Y. Shi, and C.Q. Zhou: Appl. Therm. Eng., 2016, vol. 95, pp. 296–302.
L.L. Jiao, S.B. Kuang, Y.T. Li, X.M. Mao, H. Xu, and A.B. Yu: Metall. Mater. Trans. B, 2023, vol. 54, pp. 734–55.
L.L. Jiao, S.B. Kuang, Y.T. Li, X.M. Mao, H. Xu, and A. Yu: Metall. Mater. Trans. B, 2021, vol. 52, pp. 2642–58.
Y.S. Shen, B.Y. Guo, A.B. Yu, P.R. Austin, and P. Zulli: Fuel, 2011, vol. 90, pp. 728–38.
S.-I. Nomura: T. Iron Steel I. Jpn., 1986, vol. 26, pp. 107–13.
S.J. Zhang, A.B. Yu, P. Zulli, B. Wright, and U. Tüzün: ISIJ Int., 1998, vol. 38, pp. 1311–19.
S.B. Kuang, Z.Y. Li, D.L. Yan, Y.H. Qi, and A.B. Yu: Miner. Eng., 2014, vol. 63, pp. 45–56.
Z.Y. Li, S.B. Kuang, D.L. Yan, Y.H. Qi, and A.B. Yu: Metall. Mater. Trans. B, 2017, vol. 48, pp. 602–18.
J. Li, S.B. Kuang, L.L. Jiao, L.L. Liu, R.P. Zou, and A.B. Yu: Fuel, 2022, vol. 323, p. 124368.
H.Q. Nie, A.B. Yu, L.L. Jiao, X.M. Mao, H.F. Xu, and S.B. Kuang: Metall. Mater. Trans. B, 2022, vol. 53, pp. 2712–34.
H.Q. Nie, Z.Y. Li, S.B. Kuang, L.G. Yan, W.Q. Zhong, A.B. Yu, X.M. Mao, and H.F. Xu: Fuel, 2021, vol. 296, p. 120662.
X. Y. Zhang, L. L. Jiao, J. J. Li, S. B. Kuang and A. B. Yu, Steel Res. Int., 2023, p. 2300420.
T. Fukutake and V. Rajakumar: T. Iron Steel I. Jpn., 1982, vol. 22, pp. 355–64.
T. Inada, K. Takata, K. Takatani, and T. Yamamoto: ISIJ Int., 2003, vol. 43, pp. 1003–010.
D.H.B. Andrade, R.P. Tavares, A.C.B. Quintas, V.E. de SouzaMoreira, A.O. Viana, and V.M. Gasparini: J. Mater. Sci. Technol., 2019, vol. 8, pp. 134–39.
A. Anantharaman, R.A. Cocco, and J.W. Chew: Powder Technol., 2018, vol. 323, pp. 454–85.
S. Ergun: Ind. Eng. Chem., 1953, vol. 45, pp. 477–85.
G.X. Wang, S.J. Chew, A.B. Yu, and P. Zulli: Metall. Mater. Trans. B, 1997, vol. 28, pp. 333–43.
Y. Omori: Blast Furnace Phenomena and Modelling, Elsevier Applied Science, London, 1987.
P.R. Austin, H. Nogami, and J. Yagi: ISIJ Int., 1997, vol. 37, pp. 748–55.
I. Muchi: T. Iron Steel I. Jpn., 1967, vol. 7, pp. 223–37.
Acknowledgments
The authors are grateful to the Natural Science Foundation of Jiangsu Province (BK20210007), National Science Foundation of China (52034003), and China Baowu Low Carbon Metallurgy Innovation Foundation (BWLCF202110) for the financial support of this work, the National Supercomputing Center in Jinan (NSCCJN) for the use of high-performance computational facilities, and CAFFA3D for making a useful code available for free use and adaptation.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Jiao, L., Zhang, X., Kuang, S. et al. Numerical Investigation of Particle Size on the Performance of Ironmaking Blast Furnace. Metall Mater Trans B 55, 3387–3406 (2024). https://doi.org/10.1007/s11663-024-03158-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-024-03158-3