
Abstract
Continuous casting of steel in an industrial billet caster is modeled numerically including multiphase turbulent flow, mold electromagnetic stirring (M-EMS), heat transfer, and solidification. Two different steel grades (case-hardening and micro-alloyed steel) and casting powders are considered in the study to evaluate the castability and powder performance. Existing models to estimate thermophysical properties of casting powders are reviewed and compared to measurement data. Complex mold taper design is considered by constructing a digital twin and applying a corresponding velocity for the solidified shell in 3D. Slag infiltration is simulated from the beginning of casting to steady operation as a function of shell solidification and resulting heat transfer between liquid steel and oscillating mold wall. Additionally, the model predicts air gap size, excessive taper, and mold friction through a quasi-thermomechanical analysis. This includes a new approach to estimate mold friction based on Lubrication Index (LI) and Contact Index (CI) concepts. The resulting shell thickness, cooling water temperature, nail-dipping measurement, and mold friction are compared to plant data and literature for validation. This novel modeling approach can address phenomena difficult to analyze on real casters such as slag entrainment and infiltration, corresponding thermal response, and contact conditions between shell, slag, and mold.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction: A Review of Previous Casting Models
Internal and external defects are recurrent problems during continuous casting (CC) due to the introduction of new steel grades that are often difficult to cast, as well as the everlasting pursuit for higher quality and improved yield. The introduction of new grades, wider/thicker formats, increased casting speeds, and a diverse product mix has also pushed the caster outside of its typical operational limits, thus bringing back problems such as cracks, inclusions, micro/macro-segregation and in the worst-case scenario, breakouts. Numerical modeling has been introduced as an alternative to study continuous casting in a more cost-efficient way than using traditional trial-error tests in the plant. Starting in the late 1970s and 1980s with the advent of personal computers, the first generation of models managed to predict the overall behavior of the caster based on empirical data.[1,2,3] Subsequently, models in the 1990s added computational fluid dynamics (CFD) and solidification to casting simulations.[4,5,6] Faster computers and improved codes allowed huge progress regarding multiphase applications (e.g., bubbles and inclusions) combined with calculations of flow and solidification in the past decade.[7,8,9,10] Finally, significant efforts have been made by Beckerman et al.,[11] Gandin et al.,[12] Senk et al.,[13] and others to bring microstructural modeling to usable scales for industrial application in CC by means of mesoscopic models (e.g., cellular automaton finite element, CAFÉ) and micro-models such as phase field (e.g., ACCESS).
Yet, there are multiple complex phenomena particular to casting originated by the industrial application of the process which have remained elusive from simulations. For example, modeling of casting powder performance such as propensity to slag entrainment and infiltration in the mold-strand gap for lubrication has been challenging tasks. Consequently, an accurate estimation of the casting powder performance must reflect the influence of casting conditions such as electromagnetic forces and mold oscillation settings in addition to proper turbulence, multiphase flow, and heat transfer.
Modeling of slag entrainment and slag infiltration has been developed separately due to its complexity. Slag entrainment has been modeled successfully using diverse multiphase flow and turbulence models.[14] One of the most popular approaches is to use the combination of interface tracking methods (e.g., volume of fluid (VOF), level set method, etc.) and large eddy simulation (LES).[15,16,17] Typically, several criteria from instability theories such as Kelvin–Helmholtz instability or empirical correlations are applied together,[18,19] while operating windows to minimize slag entrainment have been investigated depending on diverse casting conditions.[15,16,17]
Regarding slag infiltration, a great majority of models have drawn upon simplified approaches such as analytical and algebraic models (set of coupled resistances) or focused only in the slag film channel.[20,21,22,23,24,25] The authors presented the first slag infiltration model covering the entire casting mold in 2D[26,27] and a similar approach has been used further to study slag infiltration with various degrees of complexity.[28,29,30,31,32] However, a detailed study on thermophysical properties including analysis of viscosity sub-models and interfacial tension effects has not been performed on 3D caster geometries with transient slag infiltration. Above all, a comprehensive analysis of the overall slag behavior (including entrainment and infiltration) covering thermophysical properties in the real process has not been presented to date.
In the case of electromagnetic stirring and braking (i.e., EMS and EMBr), models have focused mostly on flow control and inclusion/multiphase effects[33,34,35,36] without including the slag phase coupled to solidification. Including EMS/EMBr is particularly challenging since it requires distinction of electromagnetic effects between conducting and non-conducting media (e.g., slag and Ar bubbles) as well as multiple steel phases (liquid, mushy and solid state), which require accurate tracking of the interfaces between them for a realistic application.[37]
Modeling of mold friction due to contact between solidified shell, liquid/solid slag, and mold wall has been another challenge due to the absence of an integrated tool to handle its multiphysics nature. The prediction of mold friction requires a multidisciplinary approach between solid mechanics, fluid mechanics, heat transfer, and solidification which is difficult to achieve through a single CFD or FEM models. A popular approach is to split mold friction into two mechanisms: viscous shear and solid friction.[20,38,39,40] The application of this method to numerical models requires predictions of (1) the infiltration depth of liquid slag film and (2) the normal stress applied to the mold wall. The infiltration depth characterized by a Lubrication Index (LI) and normal stress in the shape of a Contact Index (CI) presented in this work have not been introduced previously; thus, mold friction is typically estimated through simplified models or studied in pieces by neglecting these effects.
Ultimately, slag infiltration and electromagnetic effects have also a determinant role in heat transfer and solidification and consequently, on the thermo-mechanical behavior of the shell inside the mold, and friction. Several models have explored some of these interactions[41,42,43,44,45,46]; but, a comprehensive model able to take into account friction effects in combination with taper, curvature, and mold oscillation impact on slag infiltration is not readily available. In the present study, the authors extend the numerical approach introduced previously[26,27,47] to 3D by constructing a digital twin of an industrial billet caster to investigate the castability of different steel grades, optimize casting powders and casting conditions. A study of thermophysical properties (especially viscosity and interfacial tension of slags) is implemented reflecting the importance of these parameters on slag infiltration (i.e., lubrication) and slag entrainment (i.e., inclusions) as well as generating local variations on heat transfer that affect the solidification in the mold. Complex multitaper and curvature design in the actual mold geometry are considered by introducing a shell withdrawal model to apply a corresponding shell velocity field. Also, the authors present an alternative method to predict air gap formation, excessive taper, and mold friction which requires often a complete stress–strain formulation based on finite element method (FEM). As an alternative, a quasi-thermo-mechanical model is proposed to study friction effects under slag infiltration with mold oscillation. The combination of these models generates a new approach that offers abundant degrees of freedom to study the influence of casting conditions, caster geometry, and differences on steel grade and casting powder compositions in the overall process. The present manuscript introduces the overall model approach and sub-models in detail as well as an application case to billet casting; nevertheless, the same method can be tailored to slabs, blooms, and any other casting section with minor modifications. Ultimately, this provides a holistic approach to the steelmakers for a detailed study of continuous casting for enhanced process understanding and optimization.
Model Description
Multiphase Flow Model
An advanced mathematical model for continuous casting of steel has been developed through a combination of models for turbulence, multiphase flow, magnetohydrodynamics, heat transfer, and solidification to simulate the multiphysics nature of the process. The governing equations include a continuity equation (Eq. [1]), a set of Navier–Stokes equations (Eq. [2]) with momentum source terms associated with surface tension force, Lorentz force, and solidification, and a transport equation for volume fraction (Eq. [3]).
where
The momentum source terms for the Lorentz force \( \varvec{S}_{\text{Lorentz}} \) and solidification \( \varvec{S}_{\text{mushy}} \), are applied only to the steel phase (\( \alpha_{\text{steel}} > 0.5 \)). Details of these source terms are described in Sections II–C and II–G, respectively. All the material properties are treated as a mixture by taking volume-fraction-weighted averages between steel and slag phases as shown in Eq. [4].
The volume of fluid (VOF) method is implemented for the slag-steel multiphase flow through the transport equation for volume fraction (Eq. [3]) with a piecewise-linear interface construction scheme (PLIC).[48] The VOF method captures a sharp interface at the metal level as well as the infiltrated slag film in the mold-strand gap. The continuum surface force (CSF)[49] is used to estimate the surface tension force at the interface as follows:
Turbulence Model
RANS models have been used for casting simulations by the authors in previous works.[26,47,50] However, large eddy simulation (LES) has proven an effective tool to simulate highly fluctuating phenomena such as mold level fluctuations, jet wobbling, and transport of inclusions and bubbles.[19,51,52] Therefore, LES is chosen as the turbulence model in this work. The WALES model is selected as the sub-grid scale model. The description of these models is out of the scope of this manuscript and is described elsewhere.[53]
Magneto-Hydrodynamics (MHD) Model
The effect of electromagnetic stirring (EMS) and/or braking (EMBr) can be implemented in the model through the magnetic induction or electric potential methods which are typically used in CFD.[54] These methods require an applied magnetic field in a static or transient mode as an external input depending on the applications. In case these are not available, other models can be used for the calculation of Lorentz forces.[33] Effectively, the electromagnetic effects are applied as source terms in the momentum equations (\( \varvec{S}_{\text{Lorentz}} \) in Eq. [2]) based on the magnetic field density and the rotating frequency of the magnetic field inside of the mold. In this current work, the Lorentz force terms are calculated using a semiempirical model which is approved by the EMS device supplier (Elgolines) through previous publications.[19,33]
Slag Entrainment Model
The detachment of liquid slag from the liquid slag pool covering the metal, or so-called, slag entrainment, occurs due to instabilities at the metal-slag interface via diverse mechanisms during casting.[18,19,55] The volume of fluid (VOF) model enables the prediction of slag entrainment by resolving the shape of the interface and the detachment of liquid slag can be tracked transiently.[14] In addition, the interface velocity is used for instability analysis through several criteria including the Kelvin–Helmholtz instability (KHI). Ultimately, the fluctuations in mold level and surface velocity from the combined VOF and LES calculations can be investigated through statistical analysis as well as signal analysis such as fast Fourier transform (FFT).[56]
Heat Transfer Model
Conduction and convection of liquid steel, solidified shell, slag, and copper mold are modeled through two energy equations below:
where
The thermophysical properties for steel and slag are fully coupled with the local temperature predicted by the heat transfer model. Radiation effects are not included under the assumption that the solid slag film is quasi-crystalline. A compilation of slag properties presented by Hanao et al.[57] indicates that the heat transfer by radiation is around 20 pct of the heat transfer compared to the conduction in crystalline slag layers[57,58] due to scattering effects. The heat transfer occurring in the primary cooling between mold cold faces and water jacket and the secondary cooling between solidified steel shell and water sprays are treated as a convective boundary condition with a heat transfer coefficient \( h \) calculated by empirical correlations based on the Nusselt number \( {\text{Nu}} \). The correlation for primary cooling between mold cold faces and water jacket used in this work is as follows:
where Re is the Reynolds number and Pr is the Prandtl number. These dimensionless numbers are calculated based on the channel designs (e.g., cross-section shape and number of channels) as well as specific operating conditions such as water flow rate per plate and water temperature in and out of the system. Heat transfer in the secondary cooling region (i.e., water spray) is considered as a convective heat transfer boundary with heat transfer coefficients h between 2000 and 3000 W/m2 K.[59,60] Finally, thermal resistances provided by additional ceramic coatings and/or the interfacial contact resistance due to slag crystallization are allocated to the interface between slag film and mold wall. Details regarding the modeling of horizontal heat transfer[47] and interfacial resistance[61] are discussed elsewhere.
Slag Solidification Model
Thermophysical properties of casting powders are necessary inputs for modeling slag phases. These properties are considered as a function of temperature based on chemical composition. Properties include viscosity, density, specific heat, thermal conductivity, surface tension, softening, melting, and break temperatures. Undesirably, these properties are not typically provided by powder manufacturers due to their complexity. Thus, a series of sub-models have been developed recently by the authors[19] as well as combining outputs from a variety of semiempirical models as a function of temperature and chemical composition. In the case of viscosity, a temperature-dependent method is applied to account for the solidification of the slag phase.[26] Solid slag is treated as a pseudo-liquid with a high fluid viscosity based on measurements or empirical data. Therefore, the solid slag phase requires no special treatment during simulations since infiltration is driven by the motion of solidified steel shell and mold wall, pressure gradient developing in the gap, and the gravity during continuous casting.[25] In sum, the velocity of the slag phase is calculated directly by the Navier–Stokes equations as a function of temperature rather than applying a predefined velocity field. The solidification of slag during infiltration brings additional challenges to modeling such as the formation of air gaps and additional resistances to heat transfer due to crystallization and deficient contact with the copper mold (i.e., interfacial contact resistance, \( R_{\text{int}} \)). However, these are particularly challenging properties to measure since they depend on slag composition as well as process conditions such as cooling rates. These are explored in a previous publication[61] where the values for \( R_{\text{int}} \) are chosen accordingly for the required process conditions. This model enables prediction of the impact of locally time-varying interfacial resistance \( R_{\text{int}} \) depending on local air gaps, crystallinity and porosity of the solid slag layer.
Steel Solidification Model
The solidification of liquid steel is calculated through the enthalpy-porosity method.[62] In this method, the solidification is based on the evolution of enthalpy from liquid to solid steel by considering the total latent heat during transformation rather than including the latent heat in the heat capacity. The temperature distribution in the steel is calculated from the equation below using the local enthalpy obtained from the energy equation (Eq. [6]):
The latent heat for a particular steel grade (Lf) is calculated from CALPHAD methods.[63] Wu et al.[64] presented an approach that treats equiaxed grains and columnar dendrites as different phases in addition to solute transport in a Eulerian framework. This has been adopted by Guan et al.[65] for specific cast geometries and processes. Accordingly, the influence of segregation in the evolution of microstructure is more significant for cases with low-temperature gradients (e.g., the last solidification in ingot casting or crater end during continuous casting) due to more extended solidification front (i.e., mushy zone). In contrast, the solidification front in the continuous casting mold is rather thin due to the larger temperature gradients and high cooling rates which effectively produce a thin mushy zone. Therefore, the shell growth in the mold is marginally affected by segregation from a practical point of view, and the choice of solidification model including back diffusion (e.g., Scheil type or others) or evolution of microstructure (e.g., phase field, Cellular Automaton, etc.) become more of a function of robustness and computational cost. Consequently, the enthalpy-porosity method is chosen as an ideal tool in this model.
The liquid fraction gl of the mushy zone is estimated using the lever rule with respect to temperature. Since the enthalpy-porosity method treats the mushy zone as a pseudo-porous media, it calculates pressure drop occurring in the mushy zone based on the relative velocity between shell (\( \varvec{u}_{\text{shell}} \)) and liquid steel (\( \varvec{u} \)) through the equation below:
This term is considered in the momentum equations (Eq. [2]) as a momentum sink in a way that the mushy zone works as a transition between the liquid and solidified shell velocity field. In contrast with the liquid velocity \( \varvec{u} \) which is calculated by the momentum equation (Eq. [2]), the velocity of the solidified shell \( \varvec{u}_{\text{shell}} \) is superseded by the shell withdrawal model described in Section II–H. The discontinuity in the velocity field at the solidification front resulting from the difference \( \varvec{ u} - \varvec{u}_{\text{shell}} \) is adjusted by the \( \varvec{S}_{\text{mushy}} \) at the mushy zone where the liquid fraction \( g_{\text{l}} \) is between 0 and 1 as a function of the liquidus and solidus temperatures for a given steel grade. In this solidification model, the zero-strength temperature (ZST) of the steel grade is used as a threshold to define the shell thickness. The solidified shell calculated by the steel solidification model is withdrawn from the mold by means of the shell withdrawal model described below.
Shell Withdrawal Model
The predicted velocity field from the momentum equation (Eq. [2]) in the shell region is superseded by imposing a velocity from the shell withdrawal model as a function of taper, casting speed, and machine radius (for curved casters) for each specific case. This generates a three-dimensional (3D) velocity field at each specific position in the casting direction but also along the mold width and thickness which changes according to the mold curvature and taper. Stress is not included in the calculations to predict plastic deformation, but the strain profile induced by thermal shrinkage, taper, and mold curvature can be considered in the shell withdrawal model by assuming Hook’s law (elasticity). Effectively, this allows local variation of the mold-strand gap during the calculations through normal velocity components of the shell velocity (orthogonal to casting direction). The role of the shell withdrawal model is crucial since the slag infiltration responses sensitively to the pressure gradient developed by the profile of the gap.[22,25] Therefore, it is essential to include all related factors affecting the gap profile such as local taper and curvature of the mold in high precision.
Mold Oscillation Model
The meniscus is a key region in the model where solidification and slag infiltration occur. A boundary-layer typed mesh with an extremely fine size (e.g., starting at 10 μm in 2D and c.a. 100 μm in 3D) is used in the mold-strand gap to resolve the slag film behavior and thickness. Mold oscillation is considered as a moving non-slip boundary at the mold by imposing a transiently varying velocity at the fluid cell adjacent to the wall. A sub-model is used within the calculations to determine the mold velocity as a function of time, amplitude, and frequency depending on real industrial conditions such as oscillation mode (sinusoidal or non-sinusoidal), frequency, and stroke provided for each caster. The mold velocity equation for sinusoidal oscillations used in this work is described below:
where \( a \) is the amplitude and \( f \) is the frequency of the mold oscillation.
Mold Friction Model
Mold friction is an important index to estimate lubrication and contact conditions between the solidified shell and the mold during continuous casting. High mold friction evidences direct contact between the high-temperature shell (> 1000 °C) and the copper mold (< 300 °C) which causes sticker defects, surface cracks, or even line ruptures (i.e., breakouts). Thus, it is crucial to ensure good lubrication at the mold-strand gap through enough infiltration of liquid slag. Furthermore, a comprehensive understanding of thermo-mechanical phenomena including thermal shrinkage, ferrostatic expansion, and mold taper is required to estimate the contact conditions that determine friction and air gap formation between the solid slag, solidified shell, and mold wall. The calculation of mold friction is composed of two mechanisms: (i) viscous shear caused by a velocity gradient between the liquid slag layer and shell and (ii) solid friction caused by contact between the shell, solid slag, and mold wall.[20,38] The viscous shear and solid friction can be estimated by Newton’s law of viscosity and Coulomb friction law as follows:
Viscous shear is applied at the region where liquid slag exists in the gap, whereas Coulomb friction is applied in the rest (i.e., gap filled with solid slag) as shown in Figure 1(a). In this mold friction model, an isothermal contour with the break temperature of the slag phase is used as a boundary between the liquid and solid slag film. In other words, the break temperature isotherm is regarded as the point where the liquid slag lubrication ends, and the solid friction starts (the red dot line in Figure 1(a)). The slag viscosity increases exponentially below this point. The slag solidification model (Section II–F) predicts this isothermal contour by resolving the transient infiltration of slag film coupled to the multiphase (Section II–A), heat transfer (Section II–E), steel solidification (Section II–G), and shell withdrawal model (Section II–H). Consequently, a Lubrication Index (LI) can be introduced from the ratio of length between the region covered by liquid slag (Ll) and the whole mold length[61] as shown in Figure 1(a). In addition to the division of the numerical domain into liquid lubrication zone and solid friction zone, the mold friction model defines three different scenarios from the relation between thermal shrinkage \( \delta_{\text{shrink}} \), mold taper \( \delta_{\text{taper}} \), and shell expansion caused by ferrostatic pressure \( \delta_{\text{ferro}} \) using a Contact Index \( {\text{CI}} = \delta_{\text{shrinkage}} - \delta_{\text{taper}} \) as presented in Figure 1(b). Here, all displacements are absolute values: The thermal shrinkage (\( \delta_{\text{shrink}} > 0) \) widens the mold-strand gap, while mold taper and ferrostatic expansion (\( \delta_{\text{taper}} , \delta_{\text{ferro}} > 0 \)) reduce the gap size when they are positive. Therefore, the consequent air gap size or the extent of compression can be expressed by the sum of the three displacements.

(a) Concept of Lubrication Index (LI) and (b) Contact Index (CI) (online version in color)
In the first scenario when the Contact Index is greater than the ferrostatic expansion (\( CI = \delta_{\text{shrinkage}} - \delta_{\text{taper}} > \delta_{\text{ferro}} \)), the mold wall loses contact with the solidified shell and generates an air gap. In this case, there is no friction due to the absence of contact. In this shrinkage dominant zone (Figure 1(b)), the model can estimate the size of the air gap from:
Air gap effects can be included through the normal components of shell velocity in the shell withdrawal model (Section II–H) and the interfacial resistance in the heat transfer model (Section II–E) in a fully coupled manner during a transient calculation. The size of air gap decreased as the Contact Index decreases (i.e., the difference between mold taper and thermal shrinkage reduces).
In the transition between shrinkage dominant and ferrostatic dominant zones (\( {\text{CI}} = \delta_{\text{ferro}} \) in Figure 1(b)), the mold wall makes contact with the slag layer and the air gap disappears when the thermal shrinkage is totally compensated by the mold taper and the ferrostatic expansion (i.e., \( \delta_{\text{shrinkage}} = \delta_{\text{taper}} + \delta_{\text{ferro}} \;{\text{or}}\;\delta_{\text{airgap}} = 0 \)). Here, there is no normal force to generate solid friction (N = 0 in Eq. [14]) since the solidified shell expands fully without constraints by the mold wall. Therefore, the friction becomes zero.
In the second scenario, the mold wall starts to restrain the shell expansion by the ferrostatic pressure once the Contact Index passed the transition point (\( {\text{CI}} = \delta_{\text{ferro}} \)). Under the assumption that the ferrostatic pressure is lower than the yield stress of the solidified shell, the normal stress generated by constraints of the mold increases with the elastic modulus as the Contact Index decreases. This zone is marked as the ferrostatic dominant region (Figure 1(b)) since it is mainly determined by the ferrostatic pressure as described by the normal force (N in Eq. [14]) for solid friction. It must be noted that the magnitude of normal stress is lower than the ferrostatic pressure because the elastic stress induced by shell expansion partially counteract the ferrostatic pressure.
A second transition point exists when the Contact Index becomes zero (i.e., mold taper \( \delta_{\text{taper}} \) compensates thermal shrinkage \( \delta_{\text{shrinkage}} \)). Here, the ferrostatic pressure is fully transmitted to the mold wall without being counteracted by elastic stress coming from shell expansion since the ferrostatic expansion is totally restrained by the mold wall. Therefore, the normal stress directly becomes the ferrostatic pressure \( \rho_{\text{steel}} gy \). Previous works using the ferrostatic pressure as the normal pressure in the calculation of Coulomb friction (Eq. [14]) can be categorized in this scenario.[20,38,39,40]
In the last scenario, when the mold taper is greater than the thermal shrinkage, the Contact Index becomes negative and the normal stress applied on the mold becomes higher than the ferrostatic pressure because the mold compresses the solidified shell aggressively. High mold friction is expected in this scenario due to the increase of normal stress. This zone is defined as the compression dominant zone in the model (Figure 1(b)). The normal stress \( \sigma_N \) caused by the excessive taper can be estimated as:
The high mold friction is calculated with the estimated normal stress \( \sigma_N \) using Eq. [14] accordingly. In summary, six different combinations can be considered from the Lubrication and Contact Indexes (liquid or solid slag film from LI × three scenarios from CI). In the case of the liquid lubrication zone, the classification with the Contact Index is not critical since the viscous shear is irrelevant to the normal stress on the mold wall. However, proper normal stress is required in the solid friction zone when Coulomb friction is calculated. The commercial code ANSYS-Fluent® is used as a main solver for this study with internally developed subroutines for the sub-models introduced above.
Integration of Sub-models to Construct a digital twin for Continuous Casters
The advanced 3D numerical model features the integration of the ten sub-models described above to simulate the complex multiphysics phenomena occurring in continuous casting processes. The integrated 3D model is defined as a digital twin by using a virtual replica of the actual caster by taking into account the inputs presented in Figure 2.

Inputs used for numerical simulation using digital twin (online version in color)
The inputs are categorized into three: casting conditions, caster configuration, and thermophysical properties. Each input shows where the value is used by specifying the section number of the sub-model (e.g., S.II.x). The numerical model requires conversion of thermophysical properties and casting conditions into a mathematical form. For example, thermophysical properties for steel are calculated in a separate thermodynamics software and provided as a mathematical function of temperature. Casting conditions are mainly used for defining boundary or initial conditions. The geometrical inputs are mostly included in a computational domain (“D” in Figure 2) based on the actual blueprint of the caster and nozzle.
Figure 3 visualizes how the ten sub-models are grouped into four modules interacting with each other internally. The multiphase turbulent flow is treated by the fluid flow module including four sub-models (S.II.A–D). The heat transfer module (S.II.E) calculates the overall temperature field in the caster including steel, slag and copper mold. The fluid flow module and the heat transfer module interact with each other through advection and thermophysical properties.

Interaction algorithm between sub-models in the integrated model (online version in color)
The solidification module (S.II.F–G) simulates the steel and slag solidification based on the enthalpy field from the heat transfer module and delivers latent heat to the heat transfer module. Also, slag viscosity and the momentum sink term \( \varvec{S}_{\text{mushy}} \) (in Eq. [2]) are provided for the fluid flow module. Additionally, the predicted shell profile and internal temperature field are transferred to the process parameter module (S.II.H–J) for the shell velocity calculation. The process parameter module emulates the casting process virtually by assigning a shell velocity profile based on casting speed, curvature, taper, and shrinkage or expansion, and applying the mold oscillation as a moving boundary on the mold wall. The consequent configuration of two moving walls (shell and mold) naturally drag the slag into the mold-strand gap.[25] Then, the mold friction model (S.II.J) can be applied in two ways: a) one-way coupled mode where contact conditions and mold friction are estimated offline or b) two-way coupled mode where the calculated thermal shrinkage and interfacial resistance due to air gap formation is updated transiently during the calculation through the shell withdrawal model and the slag solidification model (by normal shell velocities and interfacial resistance, respectively). In the present work, the one-way coupled mode is used. Figure 4 shows the interrelation between outputs in the digital twin.

Expected major outputs for steel, slag, and mold from digital twin (online version in color)
Application to Billet Casting
Model Setup and Boundary Conditions
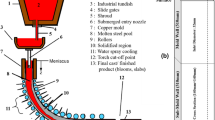
A model for an industrial billet caster (185 mm × 185 mm) at SIDENOR Basauri (Spain) is presented including Submerged Entry Nozzle (SEN), tube mold with complex multitaper and caster curvature design. Two different steel grades and casting powders are considered in the study: Case-hardening cast with powder A (Case A) and micro-alloyed steel cast with powder B (Case B). An additional strand length after the mold exit (around 800 mm) is considered in the computational domain. The mesh size is approximately 0.7 million cells. The total simulation time is between 500 to 1000 seconds to achieve a quasi-steady-state solution with a fully infiltrated slag film. Due to confidentiality reasons, EMS effects are included in the model by means of a semiempirical approach to calculate \( \varvec{S}_{\text{Lorentz}} \) as described elsewhere.[19,33] Figure 5 shows the final mesh for this study, while settings for two casting conditions including mold oscillation and important temperatures for the steel grades are shown in Table I. A refined mesh is used near the metal level (< 2 mm hexahedral and tetrahedral cells) and at the mold-strand gap (~ 100 μm hexahedral cells) as shown from the center plane of the mesh. The finer mesh zone is refined enough to track the entrainment and infiltration of the slag layer. The detached inclusions are removed from the domain when they leave the refined zone. The mass of these inclusions is used to estimate the extent of slag entrainment.

(a) SIDENOR billet mold geometry, (b) mesh, and (c) normalized magnetic field density (online version in color)
Boundary conditions in the model include a constant mass flow rate at the inlet of the SEN with a fixed temperature equal to the pouring temperature from the tundish. A constant pressure boundary condition is assumed at the top of the slag bed to emulate the atmospheric pressure. This model was run transiently with a time step between 0.005 and 0.01 seconds on a computer cluster with 20 to 30 cores requiring approximately 18 hours per 100 seconds of flow-time simulation.
Simulations start from an isothermal flow calculation with EMS to analyze slag entrainment due to the stirring flow induced by electromagnetic forces. Values at the pouring temperature were used for the thermophysical properties of steel grades and slags. Afterward, heat transfer and solidification are activated with the isothermal flow solution as an initial field. Slag infiltration starts naturally once the shell formed by solidification is withdrawn. The transient simulation continues until the transition of slag film reaches the end of the mold.
Slag Properties
The viscosity of the slags is studied intensively due to its importance on the slag entrainment and mold lubrication. Existing viscosity models are compared first with measurement data to identify the most suitable model. Figure 6 presents the calculated viscosity curves from different models based on the chemical composition of casting powders shown in Table II.

Comparison of viscosities for Powder A (Case A) and Powder B (Case B) between different models and measurement data with different measurement processes (left: normal scale, right: log scale for viscosity) (online version in color)
All the models and measurement data show a common trend that viscosity increases as temperature decreases from the pouring temperature to the melting temperature. The comparison to the measurement data reveals that Riboud,[58] Forsbacka,[58] and Iida model[58] are in reasonable agreement except by the behavior near the melting temperature for Measurements 1. Interestingly, the viscosity curves from the two measurements for the same casting powder show discrepancy, especially in Powder A measurements. For instance, both measured data agree well in temperatures higher than 1200 °C; but no clear break temperature occurs in Measurements 2 which points to a glassy slag behavior. In contrast, viscosity increases exponentially near the melting temperature for Measurements 1 which indicates a crystalline behavior. The temperature control during the viscosity measurement explains the difference. As shown in Figure 7, the slag viscosity is measured under continuous cooling after melting the casting powder in Measurements 2. Thus, the slag is likely to be undercooled during the measurement which leads to the glassy behavior. This continuous cooling scenario fits the initial stage of slag infiltration when the liquid slag is dragged into the mold-strand gap from the liquid slag pool. On the other hand, Measurements 1 are implemented during a stepwise heating process after melting the casting powder and solidifying it below the break temperature (Figure 7). This facilitates measuring crystalline behavior such as an exponential increase in viscosity below the break temperature due to nucleation and interaction between crystals owing to the measurements starting from the solid slag. This temperature history is suitable for emulating the viscosity of infiltrated slag film since it crystallizes gradually in the mold according to its residence time.

Temperature history during viscosity measurements (online version in color)
The comparison of measurement data with log-scale graphs shows that the break temperature for Powder B (1120 °C) is lower than for Powder A (1178 °C). However, the tested empirical models are unable to predict break temperatures whatsoever. This is probably because the models do not consider the temperature history as a factor, and the increase of viscosity near the break temperature is a kind of mechanical-related effect rather than chemical effects coming from its composition. Thus, it is necessary to predict the break temperature from a separated model as well as modeling the viscosity depending on the crystallinity which is a function of temperature history such as cooling rates to simulate the viscosity behavior properly during continuous casting. In this work, an average of the two measurements is used for the numerical calculations.
Another thermophysical property focusing on this study is the interfacial tension due to its influence on slag entrainment. It is known that entrained slag from the slag pool by the unstable slag-metal interface is the main source of non-metallic inclusions. With the viscosity, since the interfacial tension is a critical property that influences several mechanisms of the slag entrainment, an analysis on the effect of slag surface tension is implemented to understand its influence on the interfacial tension. A correlation to estimate interfacial tension has been presented by Chung and Cramb[66]
where \( \sigma_{\text{steel - slag}} \) is the interfacial tension between liquid steel and liquid slag, \( \sigma_{\text{steel}} \) is the surface tension of steel, \( \sigma_{\text{slag}} \) is the surface tension of slag, \( \varphi \) is the interaction coefficient, and \( \Delta G_{\text{i}}^{\text{D}} \) is the formation energy difference. The calculated interfacial tensions (\( \sigma_{\text{steel - slag}} \)) for Cases A and B at the pouring temperature were 1.2145 N/m (\( \Delta G_{\text{i}}^{\text{D}} = 183.93 \) kJ, φ = 0.614) and 1.2956 N/m (\( \Delta G_{\text{i}}^{\text{D}} = 180.98 \) kJ, φ = 0.619), respectively. The free energy of formation for each chemical component to obtain \( \Delta G_{\text{i}}^{\text{D}} \) is referenced from Mills.[67] The calculated surface and interfacial tensions for Cases A and B at their corresponding pouring temperatures are compared to values from the literature[66] in Figure 8. This shows that the calculated interfacial tensions are in the typical range of slags used in continuous casting of steel. Note that all the calculated values for the current work are located near the low oxygen activity line. However, it is possible to observe a decrease in interfacial tension with higher oxygen activity in the real process.[68]

Figure 9 shows the influence of interaction coefficient (φ) and surface tension on the interfacial tension in the correlation proposed by Chung and Cramb.[66] Several casting powders including Powders A and B used in this study are compared with others.

Comparison of interfacial coefficients and interfacial tensions with ratio of surface tensions (slag/steel) (online version in color)
It was found that there is no significant difference in interaction coefficients (φ) among the slags despite the difference in chemical compositions. In other words, the difference in interfacial tension is mainly caused by the surface tension of steel and slag. Figure 9 also shows that interfacial tension increases as the ratio of surface tension between slag/steel decreases. Considering the similar surface tension of steel grades, this trend is counter-intuitive since the interfacial tension was expected to increase with higher slag surface tension. Practically, it is generally agreed that higher surface tension of slag helps to reduce slag entrainment by making the interface more resistant to deformation. However, the correlation proposed by Chung and Cramb[66] displays the opposite trend, where the interfacial tension becomes lower with higher slag surface tension. This conflicting behavior is the object of ongoing research by the authors.
In addition to the viscosity and interfacial tension, density, thermal conductivity, and heat capacity for Powders A and B are calculated based on the chemical composition.[58] The thermophysical properties for steel grades (density, thermal conductivity, viscosity, surface tension, heat capacity, and latent heat) are estimated using a thermodynamics database (IDS). The property curves are put into the numerical model as a polynomial equation for local temperature.
Simulation results: Isothermal flow
Analysis of isothermal flow with EMS is implemented first to investigate the influence of thermophysical properties such as viscosity and interfacial tension on slag entrainment. Figure 10 presents the flow velocity at the interface and central plane along the casting direction with the mold level contours. The VOF model is able to capture a funnel-shaped steel–slag interface caused by the swirling flow due to the electromagnetic forces. Slag entrainment is observed occasionally near the SEN wall as shown in Figure 10.

Simulated fluid flow with metal-slag interface for Case A, (a) velocity contours with vectors, (b) height contours with velocity vectors at the moment of slag entrainment (online version in color)
Validation of the calculated fluid flow with EMS for Case A is implemented by comparing it with surface velocity measurements from a series of single-nail dipping tests. Several measurements were taken at the same location to obtain the time-averaged velocity from the turbulent liquid steel flow at the metal level. The measured surface velocity with current 600 A was obtained to 0.24 m/s. To compare it with the simulation result, the time-averaged surface velocity is calculated from the numerical model as shown in Figure 11. The obtained time-averaged velocity at the same location to the measurement point was 0.228 m/s. Also, the probability density function (PDF) of the surface velocity at the measurement point is plotted in Figure 11 with the critical velocity for slag entrainment estimated by the Kelvin–Helmholtz instability (KHI). Even though the measured velocity is slightly higher compared to the numerical result, the measured surface velocity is within the range of one standard deviation.

Time-averaged and standard deviation of surface velocity at the metal level and the probability density function of the surface velocity at the dipping point with the critical velocity (online version in color)
Considering the limited number of nail dipping tests to get the average, it reasonably matches the numerical model. The probability density function in Figure 11 also shows that the risk of slag entrainment at the dipping point is ~ 30 pct. Based on the distribution of average velocity and standard deviation on the metal-slag interface in Figure 11, there is a risk of slag entrainment near the SEN wall in Case A by the surface velocity exceeding the critical velocity occasionally. Figure 12 shows the comparison of time-averaged velocity, shear stress, and height at the steel–slag interface for Cases A and B.

Time-averaged interface velocity, shear stress, and height of the steel–slag interface for Cases A and B (online version in color)
It is difficult to find a meaningful difference between the two cases. Nevertheless, Case A has a ~ 15 pct higher maximum surface velocity because of the ~ 26 pct lower slag viscosity, which causes ~ 30 pct less maximum shear stress compared to Case B. The contours of height variation show a typical funnel-shaped pattern for both cases with no significant difference. Critical velocities for different slag entrainment mechanisms were calculated for both cases and compared to the maximum velocity obtained from the numerical simulations. The lowest critical velocity which is derived from the Kelvin–Helmholtz instability (KHI) is 0.264 m/s for Case A and 0.268 m/s for Case B. These were compared with the predicted maximum interface velocities at the interface in Figure 12. This reveals that the maximum interface velocity predicted in the simulations is higher than the critical velocity for both cases which would lead to slag entrainment. The amount of entrained slag was tracked numerically for both cases, respectively, as 0.983 kg/min (Powder A) and 0.956 kg/min (Powder B). Note that this does not imply that all the entrained mass of slag goes into the formation of inclusions since most of the detached slag is expected to float again due to buoyancy and be absorbed in the slag bed. The slightly higher slag viscosity and interfacial tension of Case B caused imperceptible differences in entrainment.
Crucially, non-equilibrium effects at the interface such as mass transfer as well as chemical reactions (e.g., oxygen activity and sulfur content, alumina and carbon pickup, etc.)[68] are not considered in the model. According to the regression line for the high oxygen activity shown in Figure 8, the interfacial tension for Case B can decrease up to ~ 0.5 N/m. With the decreased interfacial tension under the assumption of high oxygen activity at the interface, the calculated amount of slag entrainment for Case B becomes 1.19 kg/min, which is a ~ 24 pct increase compared to Case B with low oxygen activity. A more detailed analysis of these topics is required in the future to investigate the influence on slag entrainment.
Heat Transfer with Solidification
Heat transfer and solidification are included in addition to the slag-steel multiphase turbulent flow with EMS to simulate casting practices for Cases A and B. From the isothermal flow results that reached a quasi-steady state, heat transfer and solidification are coupled until the slag film is fully infiltrated into the mold-strand gap. Figures 13 and 14 show the transition of slag film with its temperature distribution, solidified shell profile, liquid steel velocity field, and mold hot face temperature for Cases A and B.

Transient slag infiltration with velocity field, slag film temperature, shell profile, and mold hot face temperature for Case A (first column: t = 0 s, second column: t = 152 s, third column: t = 302 s, fourth column: t = 467 s) (online version in color)

Transient slag infiltration with velocity field, slag film temperature, shell profile, and mold hot face temperature for Case B (first column: t = 0 s, second column: t = 100 s, third column: t = 181 s, fourth column: t = 273 s (online version in color)
The numerical model calculates the transient slag film behavior dynamically as the mold-strand gap changes by flow and heat variations (Eqs. [1] through [3] and [6] through [8]). It is observed that the liquid and solid slag at the metal level is gradually infiltrated into the mold-strand gap after shell formation. The slag film front shows an oscillatory motion which mirrors the mold oscillation, while the overall profile of the slag film moves downstream continuously. It is possible to recognize the negative strip time (NST) and positive strip time (PST) indirectly from the slag front behavior with some time-lag by analyzing the direction of the velocity vectors in the film.
From both cases, a faster infiltration of the slag film is observed at corners. It can be explained that generated gaps at corners by the interfacial tension facilitate the infiltration in spite of the higher viscosity at corners by lower temperatures. Like the real casting operation, there are two operating factors driving the slag film into the gap: casting speed (i.e., shell motion) and mold oscillation (wave shape, stroke, and frequency).[25] The solidified shell moving into the casting direction drags the slag film such as a Couette flow,[69] while the gap is kept open by the normal force generated inside of the liquid slag film through the oscillating slag flow driven by the mold wall such as a Stokes second problem typed flow.[70]
Therefore, the flow rate (slag consumption) of this dual-wall-driven slag flow is determined by the combination of (1) the slag infiltration speed which is mainly determined by the casting speed and mold descending velocity (i.e., the mold velocity during negative strip time) and (2) the slag film thickness (or mold-strand gap size) that is strongly influenced by the mold oscillation setting such as positive strip time.[25] Okazawa et al.[22] showed from their analysis with the Reynolds equation that the direction of the normal force to keep the mold-strand gap open varies by the gap profile (converging or diverging gap into casting direction) coupled with the direction of mold oscillation.
Since the sign of the gap slope can flip by an order of hundred microns, the estimation of accurate gap profile by considering the exact mold geometry and thermo-mechanical behavior of solidified shell is crucial. In this current work, the exact mold geometry (multitaper and curvature design) is considered through the construction of a digital twin with the shell withdrawal model described in Section II–H.
The locally varying shell velocity assigned by the shell withdrawal model is displayed in Figure 15. It is observed that the normal velocity components (x and z velocity) of the shell velocity are critical to the slag infiltration although they are considerably small compared to the velocity into the casting direction (y velocity). The numerical model was able to calculate slag consumption accurately when the shell withdrawal model is applied based on the exact mold geometry. Furthermore, this shell withdrawal model enables the estimation of thermal shrinkage effects as well by adding the displacement due to thermal shrinkage as the normal velocities. Details of the shrinkage calculation are discussed later.

Distribution of normalized shell velocity based on local curvature and taper of the mold (online version in color)
The simulation results (Figures 13 and 14) reveal that the influence of slag film in the mold-strand gap is dramatic on heat transfer and solidification of the casting process. For example, ~ 150 °C of the temperature drop is observed near the meniscus after slag infiltration as shown in the mold hot face temperature at t =152 seconds and t = 302 seconds in Figure 13. This thermal insulation effect also results in a thinner shell by reducing the horizontal heat flux accordingly. This demonstrates that the prediction of slag film behavior is mandatory to predict the casting process properly.
The main difference between the simulation results of Cases A and B is the slag consumption rate: The slag film in Case B showed more fluid-like behavior compared to Case A. Consequently, Case B shows approximately twice faster slag infiltration compared to Case A despite the same casting speed (Case A: 467 seconds vs Case B: 273 seconds in Figures 13 and 14). There are several ways to describe the slag consumption rate. Firstly, the volumetric flow rate of the slag flow \( Q_{\text{v}} \,[{\text{m}}^{3} / {\text{s}}] \) at the mold-strand gap is integrated numerically as follows:
Figure 16 displays the transient slag consumption and slag film thickness of the two cases with mold velocities. In both cases, the slag consumption shows a sinusoidal behavior by fluctuating between negative and positive values: Note that the magnitude of slag consumption for Case B is about 1.5 times greater than Case A, which evidences the more fluid-like behavior. The transient behavior of the slag film thickness also shows some periodicity although it is not as clear as the slag consumption.

Transient mold velocity, slag consumption, and slag film thickness for Case A and Case B (PST: positive strip time, NST: negative strip time) (online version in color)
The net slag mass flow rate \( Q_{\text{m}} \) at 10 mm below the meniscus for each case is calculated numerically to 38.8 g/min (0.093 kg/tonne) for Case A and 132 g/min (0.32 kg/tonne) for Case B. The real consumption of casting powder for Case B is directly measured from the records of automatic feeding machine as 0.33 kg/tonne, which matches reasonably to the numerical prediction. However, the estimated slag consumption for Case A from the history of plant data for powder supply per casted steel is ~ 0.3 kg/tonne, which is higher than the numerical prediction. This discrepancy can be explained if the steel grade of Case A (case-hardening) has higher thermal shrinkage than the steel grade of Case B (micro-alloyed): This means that the actual mold-strand gap would be greater than the predicted gap size (i.e., slag film thickness) in the simulation. More details are discussed in the calculation of mold friction with the concept of Contact Index (CI).
Another way to describe slag consumption is the mass of the slag film per unit area of the solidified shell \( Q_{\text{lub}} \) [\( {\text{kg/m}}^{2} \)] as follows:
This definition of slag consumption is popular since it represents the extent of liquid slag lubrication. The calculated \( Q_{lub} \) for Case A is 0.03 kg/m2 compared to 0.10 kg/m2 for Case B.
Figure 17 compares the calculated slag consumption \( Q_{\text{lub}} \) to the values from conventional casters in the literature[71] and they are in the range of normal consumption.

The ~four-times higher slag mass flow rate \( Q_{\text{m}} \) in Case B can be explained from the ~ twice faster infiltration speed (Case A: 467 seconds vs Case B: 273 seconds) and the ~ twice thicker slag film thickness as shown in Figure 16. In spite of the minor difference in mold oscillation setting (2 pct lower frequency and 17 pct lower stroke for Case B) and the same casting speed, the considerable difference of slag consumption is mainly attributed to the slag viscosity. As discussed in Figure 6, the break temperature of Powder B is ~ 60 °C lower than that of Powder A. Since the viscosity curve is largely shaped by the break temperature through the exponential behavior near the temperature, this lower break temperature allows Case B to have roughly twice faster infiltration speed and twice thicker slag film thickness. Therefore, it can be concluded that the influence of the break temperature is crucial for slag consumption in the mold-strand gap.
Figure 18 visualizes an overview of the predicted solidification front and the temperature distribution of the cross sections for Case B after the full infiltration of slag film.

Profile of solidified shell and internal temperature distribution for Case B at t = 273 s (plane a: y = 0.005 m, plane b: y = − 0.1425 m, plane c: y = − 0.29 m, plane d: y = − 0.4375 m, plane e: y = − 0.585 m, plane f: y = − 0.7325 m) (online version in color)
The overall profile of the shell shows that the shell grows fast up to the third slice (380 mm from mold top) like a \( \surd x \) curve, but it slows down and becomes quite flat below that. It could be explained by the homogeneously distributed superheat into the mold by the M-EMS with the vertically discharged jet. According to the first slice (Figure 18(a)), some uneven shell is obtained from the cross section near the meniscus due to the discontinuous slag film near corners. Some rising of the mold level is experienced in the last ~ 10 seconds of the simulation, and it caused a thinner slag film with several holes near the corners. As a consequence of the higher heat flux at these local points where the shell is directly exposed to the mold, hotter mold and thicker shell are obtained locally. This shows that unstable mold level is harmful by disrupting the steady supply of liquid slag into the mold-strand gap.
To validate the results of heat transfer and solidification, several measurement data are compared to the numerical results for Case A. First, cooling water temperature from the mold is compared to validate the total amount of heat flux leaving the mold. The increase in cooling water temperature is calculated as follows:
where \( \dot{Q} \) is the heat from the mold cold face, \( \dot{V}_{\text{water}} \) is the flow rate of the cooling water from the plant data, \( \rho_{\text{water}} \) is the water density and \( C_{{{\text{p}},{\text{water}}}} \) is the heat capacity of the water. Based on the heat integrated from the numerical model, the estimated temperature increase in cooling water \( \Delta T_{\text{water}} \) was 9.93 °C compared to the plant data which ranges between 6 °C and 7.5 °C (average: 7 °C). This over-estimation is expected to be corrected through more accurate interfacial resistance that includes air gap formation, crystallinity, and porosity of the solid slag layer in the future. The calculated temperature increase of cooling water for Case B was 9.87 °C.
Secondly, the shell thickness at the mold outlet is compared to the thickness of columnar zone from a macro-etched real sample as shown in Figure 19. The shell thickness at the mold outlet from the numerical model (liquid fraction > 0.5 contours) roughly matches the thickness of the columnar structure from the sample. The measured thickness of the columnar zone was 9 to 11 mm, which corresponds to the thickness of the predicted shell. The numerical result shows some over-estimated shell thickness near the corners compared to the sample. This discrepancy is also expected to be corrected through a better interfacial resistance.

Comparison of solidified shell thickness: (a) columnar zone thickness from a real sample, (b) predicted shell thickness at mold outlet from the numerical model (online version in color)
Lastly, mold friction is estimated from the numerical model and compared to the plant data. First, Figure 20 visualizes the location of break temperature contour for Cases A and B predicted from the numerical model to define the lubrication length or Lubrication Index discussed in Figure 1. The results show that Case A has almost no liquid lubrication compared to Case B which has considerable liquid lubrication near the center of the mold faces. The break temperature isotherm for Case A is located just below the meniscus compared to the isotherm for Case B which is around 250 mm below the meniscus.

Temperature distribution of slag film with break temperature: (a) Case A (break temperature = 1178 °C), (b) Case B (break temperature =1120 °C) (online version in color)
Therefore, the whole mold area for Case A can be classified into the solid friction zone, while Case B has a boundary between liquid and solid slag film located at \( y \cong 250\,{\text{mm}} \). The deeper infiltration of the liquid slag in Case B can be explained by the synergy effect between viscosity and residence time of the slag film in the gap. Since the residence time of Case B is almost half of Case A based on the twice higher infiltration speed, the heat lost by heat transfer to the mold is less than Case A. Accordingly, the higher temperature of slag film in Case B reduces the viscosity of the slag so that it promotes the slag flow into the casting direction compared to Case A.
To calculate the Contact Index proposed in Figure 1(b), the ferrostatic expansion \( \delta_{\text{ferro}} \) and thermal shrinkage \( \delta_{\text{shrinkage}} \) of the solidified steel shell are estimated in the model. The mold taper \( \delta_{\text{taper}} \) is considered through the geometry and shell velocity profile shown in Figure 15. Figure 21 shows the distribution of thermal shrinkage and ferrostatic expansion in the solidified shell calculated by the equations below based on the predicted shell thickness and temperature distribution in the shell:
Unfortunately, the linear thermal expansion coefficient \( \alpha_{\text{LTE}} \left( T \right) \) and the elastic modulus \( E\left( T \right) \) for the specific steel grades used in this study were not available. Thus, available values from literature are applied for the \( \alpha_{\text{LTE}} \left( T \right) \)[72] and \( E\left( T \right) \)[73] in Eqs. [23] and [24]. Hooks law is assumed for \( \delta_{\text{ferro}} \) since the ferrostatic pressure is lower than the yield stress \( \sigma_{\text{yield}} \) in the cases. Here, the linear thermal expansion coefficient \( \alpha_{\text{LTE}} \left( T \right) \) and the elastic modulus \( E \) are a function of shell temperature calculated in the model. As shown in Figure 21, the estimated ferrostatic expansion \( \delta_{\text{ferro}} \) is smaller by three orders of magnitude compared to the thermal shrinkage \( \delta_{\text{shrinkage}} \) with the available properties (\( \alpha_{\text{LTE}} \left( T \right) \) and \( E \)) from the literature.

(a) Calculated thermal shrinkage \( \delta_{\text{shrinkage}} \) [m] and (b) ferrostatic expansion \( \delta_{\text{ferro}} \) [m] of the solidified shell at mold outlet for Case B (online version in color)
Figure 22(a) and (b) visualizes the calculated thermal shrinkage \( \delta_{\text{shrinkage}} \) using different linear thermal expansion coefficients with the mold taper \( \delta_{\text{taper}} \). According to the literature, a typical range of the linear thermal expansion coefficient for steel \( \alpha_{\text{LTE}} \) is between \( 1 \; {\text{to}}\; 2 \times 10^{ - 5} \,\left[ {1 / {\text{K}}} \right] \).[41,72,74,75] The results within this range reveal that the \( \alpha_{\text{LTE}} \) is critical for the estimation of air gap formation and mold friction. The same casting process can cause formation of an air gap or excessive taper depending on the value of \( \alpha_{\text{LTE}} \) between the range. The calculated thermal shrinkage profiles (\( \delta_{\text{shrinkage}} \)) are based on the predicted thickness and temperature profile of the solidified shell.

Comparison between (a, b) predicted thermal shrinkage of solidified shell with different linear thermal expansion coefficients \( \alpha_{\text{LTE}} \left( T \right) \) and mold taper for Case A and B, (c) average shell temperature profiles and corresponding elastic modulus, (d) profiles for Contact Indexes with different \( \alpha_{\text{LTE}} \left( T \right) \) and ferrostatic expansion (meniscus exists at y = − 0.08 m, black solid line) (online version in color)
Since these predictions are determined by the horizontal heat flux in the casting process, the accurate prediction of slag infiltration and interfacial resistance needs to be preceded. Modeling this kind of complex interrelations between physical phenomena is not trivial for stand-alone models and requires an integrated approach to include slag infiltration, heat transfer, solidification, and thermo-mechanics of the shell. It is clear that Case A has higher thermal shrinkage compared to Case B due to the lower average shell temperature profile shown in Figure 22(c). Considering the marginal difference of casting conditions and steel properties, the main reason for the temperature difference is slag infiltration. It is likely that the thinner slag film in Case A (Figure 16) causes the lower shell temperature and consequent higher thermal shrinkage. Although the lower shell temperature profile makes some difference in the elastic modulus of the shell, the magnitude of ferrostatic expansion is imperceptible compared to the thermal shrinkage as shown in Figure 22(d). The ferrostatic expansion is in the order of microns which implies that mold friction is very sensitive to the Contact Index (\( \delta_{\text{shrinkage}} - \delta_{\text{taper}} \)) because the normal stress applied to the mold wall varies from zero to the ferrostatic pressure within this small range (\( 0 \le {\text{CI}} \le \delta_{\text{ferro}} \)) as discussed in Figure 1. Based on Eq. [15] and the negligible ferrostatic expansion, the Contact Index shown in Figure 22(d) can represent the air gap size (when CI > 0) or the extent of excessive taper (when CI < 0). The considerable variation of Contact Index profiles depending on the typical range of \( \alpha_{\text{LTE}} \) shows that it is not meaningful to calculate mold friction with hypothetical thermomechanical properties for a comparison with plant data. Instead, the calculation of mold friction is attempted using the method proposed previously[20,38,39,40] under the assumption that the mold taper perfectly compensates the thermal shrinkage (i.e., Contact Index CI = 0, normal stress on mold wall = ferrostatic pressure as described in Figure 1(b)).
With the lubrication length \( L_{\text{l}} \) directly obtained from the numerical results (\( L_{\text{l}} = 0 \) for Case A and \( L_{\text{l}} = 250\;{\text{mm}} \) for Case B in Figure 20), the mold friction is calculated below:
Case A:
Case B:
Among the several dynamic friction coefficients proposed,[20,38] the friction coefficient is assumed to \( \mu_{f} = 0.25 \) in this work. From the no liquid slag lubrication length for Case A, the Coulomb friction is applied for the entire mold wall. On the other hand, the viscous shear and solid friction are estimated separately in Case B based on the lubrication length Ll. The viscous shear \( \bar{F}_{\text{viscous}} \) is numerically integrated from the liquid-lubricated region during the transient simulation and time-averaged. The ferrostatic pressure is directly used for the normal stress \( \sigma_{N} \) in the Coulomb friction calculation. The predicted mold friction for Case A is higher than for Case B as expected from the lubrication length in Figure 16. However, the measured mold friction is higher for Case B than for Case A (Case A: 2651 to 5080 N, Case B: 4878 to 7317 N), which is opposite to the prediction from the conventional mold friction method. Also, the predicted mold friction for Case A shows a considerable discrepancy to the measurement data, while the calculated mold friction for Case B falls into the range of measured mold friction.
From the fact that the predicted mold friction is greater than the measurement data in Case A, the assumption typically used in the conventional mold friction method (i.e., normal stress on mold wall = ferrostatic pressure) is not likely to be valid for Case A. Therefore, this implies that the normal force for solid friction in Case A is over-estimated and/or some air gap is formed in the mold-strand gap which leads to no friction. In other words, Case A is expected to have regions categorized into the ferrostatic (0 < CI < \( \delta_{\text{ferro}} \)) or shrinkage dominant region (CI > \( \delta_{\text{ferro}} \)) according to the mold friction model (Figure 1) by having higher linear thermal expansion coefficient \( \alpha_{\text{LTE}} \) or lower shell temperatures as shown in Figure 22(c). This conclusion also aligns with the under-predicted slag consumption for Case A. Thus, it is expected that the steel grade of Case A shrinks more during casting and generates a wider slag film channel with lowering the normal stress on the mold wall compared to Case B under the same mold taper. These results demonstrate that a proper estimation of normal force applied on the mold wall in addition to a prediction of air gap formation through the mold friction model is important to calculate the mold friction for cases such as Case A. This will require thermomechanical properties of the steel grade including linear thermal expansion coefficient \( \alpha_{\text{LTE}} \left( T \right) \) and elastic modulus \( E\left( T \right) \) that are generally challenging to measure, especially near the solidus temperature.
Conclusions
An advanced 3D numerical model for continuous casting of steel has been introduced to evaluate the performance of casting powders and predict the castability of different steel grades. An alternative method to predict air gap, excessive taper, and mold friction is proposed together. Starting from the study of calculating thermophysical properties of casting powders, the influence of key properties such as slag viscosity, interfacial tension, and break temperature on slag entrainment and infiltration is investigated using a digital twin for an industrial billet caster. Two casting practices with different steel grades and casting powders are simulated numerically to compare the differences. Important findings are summarized below:
-
The slag viscosity shows sensitivity to temperature history in addition to chemical compositions. Different behavior (crystalline vs glassy) is observed in the measured viscosity curve from the same casting powder with different temperature history (step-wise heating vs continuous cooling).
-
Riboud, Forsbacka, and Iida model show a reasonable agreement with the measurement data except near the break temperature in case the slag shows crystalline behavior. A separate model is necessary to predict the break temperature and exponential increase of viscosity near the temperature.
-
Interfacial tension is a strong function of surface tension of steel and slag rather than interfacial coefficient. Oxygen activity can cause a considerable drop in interfacial tension.
-
Infiltrated slag film works as a thermal insulation layer between the mold wall and solidified shell in both cases.
-
~ 150 °C of temperature drop is observed from the mold hot surface temperature near the meniscus after slag infiltration.
-
The thickness of solidified shell reduces considerably once the slag film covers the gap.
-
-
Break temperature has a significant effect on slag infiltration.
-
The ~ 60 °C lower break temperature for Powder B generates ~ twice faster infiltration speed (Case A: 467 seconds vs Case B: 273 seconds) and ~ twice thicker slag film in Case B.
-
~ 3.5 times higher slag consumption is predicted from Case B and the calculated consumption rate (0.32 kg/tonne) reasonably agrees with the plant measurement data (0.33 kg/tonne).
-
250-mm-deeper infiltration of liquid slag film is achieved from Powder B.
-
-
The contact condition in the mold is characterized by thermal shrinkage \( \delta_{\text{shrinkage}} \), ferrostatic expansion \( \delta_{\text{ferro}} \) and mold taper \( \delta_{\text{taper}} \) through the Contact Index (CI = \( \delta_{\text{shrinkage}} - \delta_{\text{taper}} \)).
-
The linear thermal expansion coefficient of steel grade \( \alpha \) is critical to characterize the contact condition:
-
The same casting condition can generate excessive taper or air gap within the typical range of \( \alpha_{\text{LTE}} \) between 1 and 2 \( \times 10^{ - 5} \) [1/K]
-
-
The calculated ferrostatic expansion \( \delta_{\text{ferro}} \) is smaller by three orders of magnitude compared to thermal shrinkage \( \delta_{\text{shrinkage}} \) and mold taper \( \delta_{\text{taper}} \).
-
The estimated mold friction for Cases A and B with the conventional friction method (i.e., normal stress on mold wall = ferrostatic pressure) shows ~ 8 pct lower mold friction for Case B (6826 N) compared to Case A (7262 N):
-
The predicted mold friction for Case B falls into the range of measured mold friction from the plant (4878 to 7317 N).
-
-
Higher thermal shrinkage is expected for Case A compared to Case B:
-
The predicted shell temperature is lower for Case A due to less slag infiltration.
-
The measured mold friction for Case A (2651 to 5080 N) is lower than for Case B which is opposite to the numerical prediction with the conventional friction method (Case A: 7262 N vs Case B: 6826 N).
-
The assumption typically made for mold friction calculations that the ferrostatic pressure is equal to the normal stress applied on the mold wall is not likely to be valid for Case A.
-
Under-predicted slag consumption also can be explained by the higher thermal shrinkage for Case A since it leads to a wider slag film channel and higher consumption.
-
-
The newly proposed mold friction model offers a possibility to estimate the accurate normal stress applied on the mold wall for solid friction and air gap formation.
-
Thermomechanical properties of the steel grade including linear thermal expansion coefficient \( \alpha_{\text{LTE}} \left( T \right) \) and elastic modulus \( E\left( T \right) \) are required.
-
This novel 3D numerical model for continuous casting of steel offers a cost-effective but practical solution to benchmark casting powder performance as well as finding optimal operation ranges by providing a digital twin of the industrial caster. Ultimately, this casting model has great potential to be coupled with the concept of smart factory in the near future.
Abbreviations
- \( A_{\text{gap}} \) :
-
Cross-section area of mold-strand gap [m2]
- \( A_{\text{liquid}} \) :
-
Mold area wet by liquid slag [m2]
- \( A_{\text{mushy}} \) :
-
Mushy zone constant
- \( a \) :
-
Amplitude of mold oscillation [m]
- \( C_{\text{p}} \) :
-
Heat capacity \( [{\text{J/}}\left( {{\text{kg}}\;{\text{K}}} \right)] \)
- \( E \) :
-
Elastic modulus \( [{\text{N/m}}^{2} ] \)
- \( F \) :
-
Force \( [{\text{N}}] \)
- \( f \) :
-
Mold oscillation frequency [Hz]
- \( \Delta G_{\text{i}} \) :
-
Gibbs free energy of i component [J]
- \( \Delta G_{\text{i}}^{\text{D}} \) :
-
Formation energy difference [J]
- \( \varvec{g} \) :
-
Gravity acceleration [m/s2]
- \( g_{\text{l}} \) :
-
Liquid fraction
- \( h \) :
-
Enthalpy [J/kg]
- \( k \) :
-
Thermal conductivity \( [{\text{W/}}\left( {{\text{m}}\,{\text{K}}} \right)] \)
- \( L_{\text{cell}} \) :
-
Size of computational cell [m]
- \( L_{\text{f}} \) :
-
Latent heat of steel grade [J/kg]
- \( L_{\text{l}} \) :
-
Length of the region covered by liquid slag film in mold strand gap [m]
- \( N \) :
-
Normal force applied on mold wall [N]
- \( p \) :
-
Pressure field [Pa]
- \( Q_{\text{lub}} \) :
-
Net mass flow rate of slag per unit area of steel shell \( [ {\text{kg/m}}^{2} ] \)
- \( Q_{\text{m}} \) :
-
Net mass flow rate of slag film [g/min]
- \( Q_{\text{v}} \) :
-
Volume flow rate of slag film \( [{\text{m}}^{3} / {\text{s}}] \)
- \( \dot{Q} \) :
-
Total heat from mold cold faces [J]
- \( \varvec{S} \) :
-
Momentum source vector \( [{\text{kg/}}({\text{s}^2}\,{\text{m}}^{2} )] \)
- \( T \) :
-
Temperature [K]
- Th:
-
Mold thickness [m]
- \( \Delta T_{\text{water}} \) :
-
Temperature increase of cooling water [K]
- \( t \) :
-
Time [s]
- \( \varvec{u} \) :
-
Velocity vector [m/s]
- \( V_{\text{c}} \) :
-
Casting speed [m/s]
- \( \dot{V}_{\text{water}} \) :
-
Volume flow rate of water [m3/s]
- \( v \) :
-
Y velocity component [m/s]
- W :
-
Mold width [m]
- \( X_{\text{i}} \) :
-
Molar fraction
- \( y \) :
-
Height [m]
- z :
-
Thickness direction coordinate [m]
- \( \alpha_{\text{LTE}} \) :
-
Linear thermal expansion coefficient [1/K]
- \( \alpha \) :
-
Volume fraction
- \( \delta \) :
-
Displacement [m]
- \( \varepsilon \) :
-
Strain
- \( \kappa \) :
-
Curvature [1/m]
- \( \mu \) :
-
Viscosity [Pa s]
- \( \mu_{\text{f}} \) :
-
Dynamic friction coefficient
- \( \rho \) :
-
Density \( [{\text{kg/m}}^{3} ] \)
- \( \sigma_{\text{N}} \) :
-
Normal stress [Pa]
- \( \sigma \) :
-
Interfacial or surface tension [N/m]
- \( \tau \) :
-
Viscous shear [Pa]
- \( \varphi \) :
-
Interaction coefficient
- airgap:
-
Air gap
- copper:
-
Copper phase
- ferro:
-
Ferrostatic pressure
- friction:
-
Friction force
- Lorentz:
-
Lorentz force
- l:
-
Liquid phase
- m:
-
Mixture
- mold:
-
Mold
- mushy:
-
Mushy zone
- shell:
-
Solidified steel shell
- shrinkage:
-
Thermal shrinkage
- slag:
-
Slag phase
- solidus:
-
Solidus temperature
- steel:
-
Steel phase
- surf:
-
Surface tension
- taper:
-
Mold taper
- viscous:
-
Viscous force
- yield:
-
Yield stress
- \( \overline{\,} \) :
-
Time average
References
J. Savage and W. Pritchard, J. Iron Steel Inst. Lond. 1954, vol. 178, pp. 269–277.
S.N. Singh and K.E. Blazek: J. Met. 1974, vol. 26, pp. 17–23, 26.
J. E. Lait, J. K. Brimacombe and F. Wrinberg, Ironmaking Steelmaking 1974, vol 1, pp. pp. 90-97.
4. M. Hasan and S. H. Seyedein, Can. Metall. Q. 1998, vol. 37, pp. 213-228.
B. G. Thomas and J. T. Parkman: In Thermomechanical Processing of steel and other materials (THERMEC) (Australia, 1997), pp 2279–85.
6. S. Yokoya, R. Westoff, Y. Asako, S. Hara and J. Szekely, ISIJ International 1994, vol. 34, pp. 889-895.
7. M. Cross, T. N. Croft, G. Djambazov and K. Pericleous, Applied mathematical modelling 2006, vol. 30, p. 1445.
C. Pfeiler, M. Wu and A. Ludwig, Mater. Sci. Eng. A 2005, vol. 413-414, pp. 115-120.
9. M. R. Amin and A. Mahajan, J. Mater. Proc. Techn. 2006, vol. 174, pp. 155-166.
10. S. Louhenkilpi, M. Makinen, S. Vapalahti, T. Raisanen and J. Laine, Mater. Sci. Eng. A 2005, vol. 413-414, pp. 135-138.
11. M. Asta, C. Beckermann, A. Karma, W. Kurz, R. Napolitano, M. Plapp, G. Purdy, M. Rappaz and R. Trivedi, Acta Mater. 2009, vol. 57, pp. 941-971.
12. C. A. Gandin, T. Carozzani, H. Digonnet, S. Chen and G. Guillemot, JOM 2013, vol. 65, pp. 1122-1130.
13. D. Senk, S. Stratemeier, B. Böttger, K. Göhler and I. Steinbach, Adv. Eng. Mater. 2010, vol. 12, pp. 94-100.
14. H. Yang, S. P. Vanka and B. G. Thomas, ISIJ Int. 2019, vol. 59, pp. 956-972.
15. S.-M. Cho, B. G. Thomas and S.-H. Kim, Metall. Mater. Trans. B 2019, vol. 50, pp. 52-76.
16. P. Zhao, Q. Li, S. B. Kuang and Z. Zou, High Temp. Mater. Processes (London) 2017, vol. 36, pp. 551-565.
17. Y. Wang, W. Chen, D. Jiang and L. Zhang, Steel Res. Int. 2020, vol. 91, p. 1900470.
18. L. C. Hibbeler and B. G. Thomas, Iron Steel Technol. 2013, vol. 10, pp. 121-136.
H. Yang, S. Kesavan, D.M. Vasallo, M. Cornille and P.E.R. Lopez: In Proceedings of STEELSIM 2019, Toronto, Ont, Canada, August 2019, https://doi.org/10.33313/503/074.
20. Y. Meng and B. G. Thomas, Metall. Mater. Trans. B 2003, vol. 34, pp. 685-705.
C. Labein-Tecnalia, B. Thomas, J. Barco and J.-L. Arana: in AISTech - Iron and Steel Technology Conference Proceedings, Indianapolis, IN, USA, May 2007, vol. 2.
22. K. Okazawa, T. Kajitani, W. Yamada and H. Yamamura, ISIJ Int. 2006, vol. 46, pp. 226-233.
23. R. Saraswat, D. M. Maijer, P. D. Lee and K. C. Mills, ISIJ Int. 2007, vol. 47, pp. 95-104.
24. J. W. Cho, T. Emi, H. Shibata and M. Suzuki, ISIJ Int. 1998, vol. 38, pp. 834-842.
25. H. Yang, Metals 2020, vol. 10, p. 1389.
26. P. E. Ramirez-Lopez, P. D. Lee and K. C. Mills, ISIJ Int. 2010, vol. 50, pp. 425-434.
P. E. Ramirezopez, K. C. Mills, P. D. Lee and B. Santillana, Metall. Mater. Trans. B, 2012, vol. 43, pp. 109-122.
S. Garcia-Hernandez, J. J. Barreto, R. D. Morales and H. Arcos-Gutierrez, ISIJ International 2013, vol. 53, pp. 809-817.
J. Yang, X. Meng and M. Zhu: ISIJ Int. 2018, vol. advpub.
30. Y. Deng, Y. Zhang, Q. Wang and Q. Wang, JOM 2018, vol. 70, pp. 2909-2916.
31. X. Yan, B. Jia, Q. Wang, S. He and Q. Wang, Metals 2019, vol. 9, p. 418.
32. X. Zhang, W. Chen, Y. Ren and L. Zhang, Metall. Mater. Trans. B 2019, vol. 50, pp. 1444-1460.
33. S. Wang, G. A. De Toledo, K. Välimaa and S. Louhenkilpi, ISIJ Int. 2014, vol. 54, pp. 2273-2282.
34. S.-M. Cho, B. G. Thomas and S.-H. Kim, Metall. Mater. Trans. B 2016, vol. 47, pp. 3080-3098.
35. N. Kubo, T. Ishii, J. Kubota and T. Ikagawa, ISIJ Int. 2004, vol. 44, pp. 556-564.
36. Z. Liu, A. Vakhrushev, M. Wu, E. Karimi-Sibaki, A. Kharicha, A. Ludwig and B. Li, Metals 2018, vol. 8, p. 609.
37. I. Kaldre, Y. Fautrelle, J. Etay, A. Bojarevics and L. Buligins, J. Cryst. Growth 2014, vol. 402, pp. 230-233.
38. M. Suzuki, H. Mizukami, T. Kitagawa, K. Kawakami, S. Uchida and Y. Komatsu, ISIJ Int. 1991, vol. 31, pp. 254-261.
39. X.-d. Wang, L.-w. Kong, F.-m. Du, Y. Liu, X.-y. Zang and M. Yao, ISIJ Int. 2014, vol. 54, pp. 2806-2812.
40. T. Odagaki, N. Aramaki and Y. Miki, ISIJ Int. 2018, vol. 58, pp. 521-526.
41. Y. M. Won, T.-j. Yeo, K. H. Oh, J.-k. Park, J. Choi and C. H. Yim, ISIJ Int. 1998, vol. 38, pp. 53-62.
42. S. Koric, L. C. Hibbeler and B. G. Thomas, Int. J. Numer. Meth. Eng. 2009, vol. 78, pp. 1-31.
43. V. D. Fachinotti, S. Le Corre, N. Triolet, M. Bobadilla and M. Bellet, Int. J. Numer. Meth. Eng. 2006, vol. 67, pp. 1341-1384.
44. A. Vakhrushev, M. Wu, A. Ludwig, Y. Tang, G. Hackl and G. Nitzl, Metall. Mater. Trans. B 2014, vol. 45, pp. 1024-1037.
45. S. Yu, M. Long, H. Chen, D. Chen, T. Liu, H. Duan and J. Cao, Metall. Mater. Trans. B 2018, vol. 49, pp. 866-876.
N. Yamasaki, S. Shima, K. Tsunenaki, S. Hayashi, M. Doki, Y. Kato, D. Miki and T. Nakanishi: NIPPON STEEL & SUMITOMO Metal technical report 2016, pp. 112–11.
47. P. E. Ramirez-Lopez, P. D. Lee, K. C. Mills and B. Santillana, ISIJ Int. 2010, vol. 50, pp. 1797-1804.
D.L. Youngs: Numerical Methods for Fluid Dynamics 1982.
49. J. U. Brackbill, D. B. Kothe and C. Zemach, J. Comput. Phys. 1992, vol. 100, pp. 335-354.
50. H. Yang, S. P. Vanka and B. G. Thomas, JOM 2018, vol. 70, pp. 2148-2156.
51. Y. Miki and S. Takeuchi, ISIJ Int. 2003, vol. 43, pp. 1548-1555.
52. S.-M. Cho, B. G. Thomas and S.-H. Kim, ISIJ Int. 2018, vol. 58, pp. 1443-1452.
53. S. B. Pope: Turbulent Flows. Cambridge University Press, Cambridge, 2000.
54. S.-M. Cho and B. G. Thomas, Metals 2019, vol. 9, p. 471.
55. R. Hagemann, H. P. Heller, S. Lachmann, S. Seetharaman and P. R. Scheller, Ironmaking Steelmaking 2012, vol. 39, pp. 508-513.
H. Barestrand and T. Forslund: Master thesis, Luleå University of Technology, 2016.
57. M. Hanao, M. Kawamoto and A. Yamanaka, ISIJ Int. 2012, vol. 52, pp. 1310-1319.
K. C. Mills and C.-Å. Däcker: The Casting Powders Book. Springer, New York, 2017.
59. J. Sengupta, B. G. Thomas and M. A. Wells, Metall. Mater. Trans. A 2005, vol. 36, pp. 187-204.
60. M. Raudensky and J. Horsky, Ironmaking & Steelmaking 2005, vol. 32, pp. 159-164.
P. E. Ramirezopez, P. N. Jalali, U. Sjöström, P. G. Jönsson, K. C. Mills and I. Sohn, ISIJ Int. 2018, vol. 58, pp. 201–210.
62. V. R. Voller, C. R. Swaminathan and B. G. Thomas, Int. J. Numer. Meth. Eng. 1990, vol. 30, pp. 875-898.
H. Lukas, S. G. Fries and B. Sundman: Computational Thermodynamics: The Calphad Method. Cambridge University Press, Cambridge , 2007.
64. J. Li, M. Wu, A. Ludwig and A. Kharicha, Int. J. Heat Mass Transfer 2014, vol. 72, pp. 668-679.
65. R. Guan, C. Ji, C. Wu and M. Zhu, Int. J. Heat Mass Transfer 2019, vol. 141, pp. 503-516.
Y. Chung, Ph.D. thesis, Carnegie Mellon University, 1999.
67. K. C. Mills, S. Karagadde, P. D. Lee, L. Yuan and F. Shahbazian, ISIJ Int. 2016, vol. 56, pp. 264-273.
68. H. Gaye, L. D. Lucas, M. Olette and P. V. Riboud, Can. Metall. Q. 1984, vol. 23, pp. 179-191.
69. J. A. Dantzig and C. L. Tucker: Modeling in Materials Processing. Cambridge University Press, Cambridge, 2001.
F. M. White and I. Corfield: Viscous fluid flow. McGraw-Hill, New York, 2006.
71. S. Sridhar, K. C. Mills and S. T. Mallaband, Ironmaking Steelmaking 2002, vol. 29, pp. 194-198.
C. Li, Ph.D. thesis, University of Illinois at Urbana Champaign, 2004.
73. K. C. Mills, Y. Su, Z. Li and R. F. Brooks, ISIJ Int. 2004, vol. 44, pp. 1661-1668.
J. E. Kelly, K. P. Michalek, T. G. Oconnor, B. G. Thomas and J. A. Dantzig, Metall. Mater. Trans. A 1988, vol. 19, pp. 2589–2602.
B.G. Thomas and M. Bellet: Modeling of Stress, Distortion, and Hot Tearing. ASM International 2008; vol. 15.
Acknowledgments
The authors would like to thank Dr. Bridget Stewart and Dr. Adam Hunt of Material Processing Institute in UK, Ms. Maïté Cornille of ArcelorMittal Maizières in France, Mr. Klaus Schulz of Imerys in Germany for fruitful inputs and discussions. The research leading to these results has received funding from the European Union’s Research Programme of the Research Fund for Coal and Steel (RFCS) under Project Number: 754186 NNEWFLUX.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Manuscript submitted November 25, 2020; accepted April 26, 2021.
Rights and permissions
About this article

Cite this article
Yang, H., Ramirez Lopez, P.E. & Vasallo, D.M. New Concepts for Prediction of Friction, Taper, and Evaluation of Powder Performance with an Advanced 3D Numerical Model for Continuous Casting of Steel Billets. Metall Mater Trans B 52, 2760–2785 (2021). https://doi.org/10.1007/s11663-021-02209-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-021-02209-3