
Abstract
A thermodynamic and kinetic model is proposed to explain the formation of bornite, chalcopyrite, and magnetite during partial roasting of enargite-containing copper concentrates. The proposed mechanism involves solid–solid–gas and solid–gas reactions between chalcocite, pyrrhotite, gaseous sulfur, and oxygen. Bornite formation could be explained through a mechanism of simultaneous formation of bornite and chalcopyrite from Cu2S + FeS + gaseous sulfur. After the initial formation of a bornite/chalcopyrite layer, solid-state diffusion appears to control these reactions, with faster diffusion kinetics favoring the formation of chalcopyrite over that of bornite. The newly formed chalcopyrite reacts continuously with additional Cu2S to form bornite up to the complete disappearance of either the available Cu2S or FeS. Although thermodynamically the direct formation of bornite is more favorable than that of chalcopyrite, the lower diffusion kinetics of bornite formation could explain the preferential formation of chalcopyrite prior to the formation of bornite. Without enough chalcocite to form bornite by reaction with chalcopyrite, no bornite can be formed, leaving chalcopyrite as the only reaction product. In the presence of oxygen, chalcocite and pyrrhotite form magnetite, chalcopyrite, and SO2. The proposed model is thermodynamically consistent with the experimental results obtained in the laboratory.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
High-arsenic copper concentrates with over 0.3 wt pct arsenic cannot be processed by conventional smelting-converting; therefore, they need an arsenic removal step to reduce arsenic content to manageable levels.
Partial or “neutral” roasting[1] of these concentrates under controlled temperature and partial oxygen pressure conditions at 923 K to 993 K (650 °C to 720 °C) can remove up to 95 pct of the arsenic as As2S3 (As4S6), which has a high vapor pressure under these conditions, leaving a calcine with low residual arsenic, although it also can reduce the sulfur content in the calcines to 20 to 22 pct, which requires blending these calcines with high sulfur concentrates for smelting.
Enargite and arsenopyrite, as well as other compounds generally found in copper concentrates such as pyrite and covelite, decompose readily above 770 K (500 °C), releasing, in addition to gaseous arsenic trisulfide, gaseous sulfur, which, by oxidizing to SO2, generates most of the heat required by the process.
Partial roasting, particularly in fluidized bed reactors, has been used industrially[1,2] to remove arsenic from copper concentrates, since enargite which is the main copper–arsenic compound generally found in these concentrates decomposes readily above 773 K (500 °C), generating gaseous As2S3 that can be separated from the calcine.
Thermal Decomposition of High-Arsenic Copper Concentrates: Pilot Plant Results
One of these high-arsenic copper concentrates is produced in the Ministro Hales Division (DMH) of CODELCO in Chile, which has the typical chemical composition as shown in Table I.
Enargite (Cu3AsS4), chalcocite (Cu2S), and pyrite (FeS2) are the main mineralogical species present in these concentrates, with over 75 wt pct of it, as shown in Table II.
An experimental program using this copper concentrates was performed in a fluidized bed pilot plant,[3] which was built and operated by the University of Concepción during the years 2007/2010 to determinate the process conditions required for the copper concentrates that would be produced by (then) the future Division Ministro Hales (DMH) of CODELCO in Chile. The commercial plant was commissioned in 2015.
Four continuous tests with DMH high-arsenic copper concentrates were run once the optimum operational and process conditions were determined. Roasting conditions used in the continuous tests in the pilot plant are shown in Table III.
The experimental pilot plant (Figures 1 and 2) consist of a 316 SS 15 cm (6 inches) diameter (bed level) fluidized bed reactor with a variable bed depth of 0.6 to 1.2 m, an expanded upper freeboard of 45 cm (18 inches) diameter and a total height of 3.2 m. (10.5 feet). An internal water-cooled ¼ inch diameter pipe coil was permitted to control the bed temperature. The off-gases were cleaned in a primary and secondary internal hot cyclones of 20 and 15 cm, respectively, with external dust collection bins. They were then cooled, the arsenic was separated and the SO2(g) neutralized, before being released into the atmosphere.

Pilot fluidized bed reactor and ancillary equipment

ESP and gases treatment plant
The ratio air/feed used was calculated in order to have enough oxygen to oxidize only the labile sulfur generated by the thermal decomposition reactions to form SO2, plus a 5 vol pct excess.
The mineralogy of the concentrate and calcines was determined by optical mineralogical and the chemical composition of the mineral species was analyzed by microprobe. The mineralogical species present in the calcines were also corroborated by X-ray diffraction and Qemscan® analysis. In all cases, an agreement was close or very close. The species found are not natural minerals but rather synthetic ones generated by the effect of the temperature and chemical reactions that take place during roasting. The mineralogical components have been assimilated to the closest natural stoichiometric compounds, considering their similar optical and XRD properties.
Based on standard thermodynamic data from Kubaschewski and Alcock[4] and Couwe et al.[5] for the transformations of sulfides under controlled temperature and oxygen potential, the main reactions that should take place during partial roasting of DMH copper concentrates and their extent should be as follows:
Chalcopyrite does not decompose under these conditions,[6] although Evrad[7] found evidence that it does, forming chalcocite, pyrrhotite, and gaseous sulfur, during slightly oxidizing roasting of a sphalerite–chalcopyrite concentrate at 923 K (650 °C). The expected composition of the calcine that could be obtained was estimated also by using commercial database programs (HSC Chemistry 6.0®[6] and FACTSAGE© Data Base[8]). This simulation was only done in order to have an approximate reference compositions of the calcine generated and was not intended to evaluate the validity or accuracy of either database used.
According to simple thermal reactions [1] through [7], calcines produced from DMH copper concentrates should contain mainly chalcocite, pyrrhotite, some bornite, and chalcopyrite. The calculated theoretical mineralogical composition of the calcine according to the initial components in the concentrates, the decomposition products that should be formed, and the extent of these reactions are shown in the first row of Table IV.
The extent of Reactions [2] and [5] depends on the available oxygen, which is a function of the air/feed ratio used and the mineralogical characteristics of the feed that define the labile sulfur that can react with the oxygen to form SO2. Partial roasting of high-arsenic concentrates at industrial scale using fluidized bed roasters involves a small oxygen excess of 2 to 5 pct with respect to the oxygen needed to oxidize the gaseous sulfur to SO2 to maintain the heat balance in the fluidized bed. This excess oxygen will form magnetite, through a highly exothermic reaction, which is the justification for the assumed extent of Reactions [2], [5] and [7].
The composition of the calcine obtained using HSC© Chemistry 6.0 software and its database[6] for the concentrate with the mineralogical composition shown in Table II and using a 5 pct excess of oxygen over the stoichiometric value to oxidize the sulfur generated by thermal decomposition of enargite, covelite, and pyrite is shown in the second row of Table IV and Figure 3. The species correspond to synthetic stable phases formed from the overall elemental composition.

Standard Gibbs energy of reactions that could take place inside the fluidized bed during partial roasting of enargite-containing copper concentrates
The same equilibrium calculation obtained with FACTSAGE© software and its database[9] is also shown in Table IV, third row. The differences observed in Table IV could be associated only with different thermodynamic data of both databases and the reactions assumed take place.
The calcines obtained from roasting DMH copper concentrates in the continuous fluidized bed reactor consistently have a significant different composition, with bornite being the main constituent with over 50 wt pct. The average composition of calcines produced at 973 K (700 °C) (optimum roasting temperature) with an average reaction time of 1.0 and 1.5 hours is shown in Table V. The large change in composition of the calcines compared to the initial concentrate and the calculated compositions of the calcines indicated in Table III can be observed. The results obtained are in between those predicted by the two thermodynamic programs, and far from the values calculated according to the extent of Reactions [1] through [7].
Bornite, which accounts for only 4.8 wt pct in the concentrate, is the main constituent of the calcine, with over 50 wt pct, while enargite, pyrite, and covelite, which represents over 75 wt pct of the concentrate, were completely decomposed. Chalcocite, which should have been the main compound formed in the calcine with over 50 wt pct, accounts for only 7.8 wt pct for a 1-hour average reaction time.
Calcine Formation: Thermodynamical Analysis
In order to explain the composition of the calcines obtained by partial roasting of DMH copper concentrates, particularly the formation of bornite, chalcopyrite, and magnetite, a reaction mechanism is proposed which involves solid-state reactions between Cu2S and FeS in the presence of gaseous sulfur for chalcopyrite and bornite formation, and oxygen for chalcopyrite and magnetite formation, both occurring in the emulsion phase of the fluidized bed.
The proposed mechanism considers three types of reactions that take place during partial roasting of high-arsenic copper concentrates such as those of DMH:
-
(a)
Thermal decomposition of enargite, pyrite and covelite.
-
(b)
Solid–solid–gas and solid–gas reactions to form bornite, chalcopyrite, and magnetite.
-
(c)
Homogeneous gaseous reaction between sulfur and oxygen to form SO2 and partial oxidation of arsenic trisulfide to trioxide.
Type (a) reactions are all endothermic, while type (b) and (c) reactions are exothermic and provide the heat required to maintain the process at the desired temperature. The reactions proposed and their standard Gibbs energy of reaction at 973 K (700 °C) are as follows[6]:
Thermal Decomposition Reactions
- Overall decomposition of enargiteFootnote 1:
In its gaseous form, arsenic trisulfide forms the dimer As4S6.
- Decomposition of covelite:
- Decomposition of pyrite:
Solid–Solid–Gas Reactions
- Bornite formation:
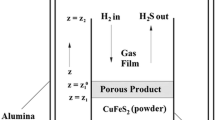
The proposed mechanism involves a two-step solid-state reaction between chalcocite and pyrrhotite (or non-stoichiometric pyrrhotite) in the presence of gaseous sulfur, according to the following sequential reactions:
- Formation of chalcopyrite:
- Formation of bornite:
The overall reaction is therefore:
- Formation of chalcopyrite and magnetite:
For chalcopyrite and magnetite formation, the solid-state reaction between chalcocite and pyrrhotite in the presence of oxygen (competing gaseous phase) could explain the formation of both components, following the reaction:
This reaction, rather than the direct oxidation of pyrrhotite to magnetite (Reaction [15]), could explain the presence of this compound in the calcines, where a small excess of oxygen over the stoichiometric value is used for Reaction [16].
- Oxidation of pyrrhotite:
The formation of magnetite by oxidation of pyrrhotite could also take place, although to a limited extent due to the lower value of its standard Gibbs energy of reaction compared to Reaction [14] per mole of oxygen, and could proceed according to:
Homogeneous Gaseous Reactions
- Oxidation of gaseous sulfur:
- Oxidation of gaseous arsenic trisulfide:
Reaction [17], although it is a homogenous reaction, does not compete for oxygen with heterogeneous Reactions [14] and [15], since it has a lower value of Gibbs energy of reaction per mole of O2; therefore, it will take place to a limited extent. The extent of this reaction has not been determined due to the difficulties of making meaningful measurements of the gaseous phase composition inside the fluidized bed.
Other Possible Reactions
Other reactions also could take place to form both bornite or chalcopyrite, although under competing conditions per mole of gaseous sulfur or mole of gaseous oxygen consumed or generated, their standard Gibbs energy of reaction and equilibrium constant are less negative and smaller, respectively, than those of Reactions [13] through [15]. These reactions are as follows:
- Formation of bornite and magnetite by oxidation of chalcopyrite:
This reaction could compete with Reaction [14] although it is not possible to identify in the calcines the origin of the magnetite formed.
- Formation of bornite from enargite and pyrrhotite:
- Formation of chalcopyrite from enargite and pyrrhotite:
All of these reactions depend upon the available heat (Reactions [8] through [10]), and the presence of a gaseous phase (oxygen or sulfur, Reactions [11] through [20]), but only two of them are independent of the gaseous phase: Reactions [12] and [19].
It can be observed that in the presence of gaseous sulfur, Reactions [11] and [13] are the most thermodynamically favorable, while for reactions in which oxygen participates, Reactions [16] and [14] could occur. Reactions [12] and [19] take place only as solid-state reactions, although Reaction [19] occurs only above 980 K, which is above the enargite decomposition temperature; therefore, it should not take place. The standard Gibbs energy of all of these reactions is shown in Figure 3 as a function of the roasting temperature.
Although thermodynamics dictate the hierarchy of the chemical reactions that can take place, inside the fluidized bed the complex solid and gas pattern can lead to transient local non-equilibrium conditions, where some of these reactions could occur, albeit on a limited scale. For these calculations, nevertheless, only equilibrium conditions have been considered.
Considering that both covelite and enargite generate chalcocite by thermal decomposition and assuming the complete decomposition of these compounds, for an initial chalcocite content in the concentrates of 30.1 pct (Table II), the calcine should contain 53 wt pct chalcocite. Since the calcines obtained at 973 K (700 °C) with a 1-hour main reaction time in the fluidized pilot with DMH copper concentrates contain only 11.3 wt pct chalcocite, the difference should have formed 42 wt pct bornite and to a lesser extent chalcopyrite (4.3 wt pct). The actual calcines contain 67.9 wt pct bornite, near the calculated total bornite content of 46.8 wt pct, which is the sum of the initial bornite content in the concentrate (4.8 wt pct) plus the newly formed bornite (42 wt pct).
At 973 K (700 °C), the thermal decomposition of covelite, pyrite and particularly enargite according to Reactions [8] through [10] occurs at a very fast rate once they enter a fluidized bed and become exposed to intense conduction, radiation and convection by the gas-solid emulsion phase of the fluidized bed, ejecting large amounts of gases (S2, As2S3) from their outer surface. These phenomena preclude the direct reaction of enargite with pyrrhotite to form chalcopyrite or bornite according to Reaction [19], but the resulting stable particles of Cu2S and FeS formed can react readily between them due to the multiple collisions inside the emulsion of the fluidized bed in the presence of gaseous sulfur, forming new, larger bornite and chalcopyrite particles.
An indirect confirmation of this collision mechanism that forms new, larger particles, in addition to the increase in the bornite and chalcopyrite content in the calcines, is the fact that the calcines obtained in the pilot fluidized bed reactor were significant coarser than the particles of the concentrate.
Formation of Bornite/Chalcopyrite: Laboratory Results and Discussion
In order to understand the mechanisms and kinetics of bornite formation, a laboratory study[10] was done by reacting pure Cu2S and FeS in presence of gaseous sulfur between 773 K and 998 K (500 °C and 725 °C).
In each test, 15 g of a stoichiometric blend of -300 mesh ASTM pro-analysis chalcocite and pyrrhotite (Sigma-Aldrich Co.) and 10 g of 99.5 pct purity sulfur (about 2000 wt pct over the stoichiometric value) were reacted in a 10-cm length rectangular alumina crucible divided in two sections: the Cu2S + FeS blend was fed into one and the sulfur into the other. The crucible was then introduced by means of a wire puller into a 6.5 cm diameter 316 SS 90 cm long reaction tube, previously heated to the desired temperature, fitted inside a horizontal electrically heated furnace. The reaction tube was connected to a wash bottle to capture the off-gases (excess of sulfur) and maintain the internal pressure at 1 atmosphere. In Figure 4, it is shown a schematic view of the experimental setup.

Experimental setup to study the formation of chalcopyrite/bornite. (1) Sulfur; (2) Cu2S + FeS sample; (3) Alumina crucible; (4) SS reaction tube; (5) retriever wire; (6) gas seal bottle; (7) water; (8) electric furnace; (9) furnace controller; (10) Type K thermocouple; (11) flowmeter; (12) nitrogen
Pure nitrogen (with less than 5 ppm oxygen) was previously blown into the reaction tube to remove the air. After the reaction time elapsed, the crucible was retrieved using the wire puller to the cool section of the reaction tube, after blowing nitrogen in order to open the furnace at a temperature below 473 K (200 °C).
The calcines generated were further analyzed by DRX, Qemscan® and reflected light microscopy, using image analysis to identify and quantify the phases present. Typical DRX analyses are shown in Figures 5, 6, and 7.

DRX of calcines obtained at 923 K (650 °C) with at 30-min reaction time

DRX of calcines obtained at 973 K (700 °C) and 30-min reaction time

DRX of calcines obtained at 1023 K (750 °C) and 30-min reaction time
The results obtained in all tests show the presence of bornite and chalcopyrite as the main mineralogical compounds, with remnant amounts of chalcocite and traces of pyrrhotite in some cases.
The direct formation of bornite according to Reaction [13] has a more negative value of standard Gibbs energy of reaction per mole of sulfur than the formation of chalcopyrite according to Reaction [11] (Figure 3); therefore, thermodynamically, the direct formation of bornite should occur. Nevertheless, chalcopyrite was also always formed simultaneously or as a prior step in bornite formation.
Bornite formation could take place initially directly through Reaction [13], simultaneously with the formation of chalcopyrite or preceded by the formation of chalcopyrite according to Reaction [11], followed by Reaction [12] up to the complete disappearance of the chalcocite and/or pyrrhotite present. At 973 K (600 °C), for a reaction time of 3 minutes, the amount of chalcopyrite formed reaches nearly 38 wt pct of the total calcine with 55 wt pct bornite, as shown in Figure 8, while for a 30-minute reaction time, the chalcopyrite content decreases to 10 wt pct, with an equivalent increase in bornite to 86 wt pct, which appears to indicate that chalcopyrite is not stable in the presence of chalcocite, forming bornite as the only stable phase under these conditions.

Formation of chalcopyrite and bornite as a function of time at 873 K (600 °C) from Cu2S + FeS + gaseous sulfur
Reaction temperature has a significant effect on the kinetics of chalcopyrite/bornite formation, as seen in Figure 9 for a reaction time of 30 minutes.

Formation of chalcopyrite and bornite from Cu2S + FeS + gaseous sulfur as a function of the reaction temperature for a 30 min. reaction time in laboratory and at 973 K (700 °C) in a continuous fluidized bed reactor for 90 min average reaction time
At 773 K (500 °C), chalcopyrite content is 26 wt pct and bornite content 66 wt pct, while at 998 K (725 °C), chalcopyrite decreases to less than 2 wt pct, with over 98 wt pct bornite formed, indicating the strong effect of temperature on the solid-state reaction between chalcopyrite and chalcocite to form bornite.
This results can be compared with results obtained at 973 K (700 °C) in the continuous fluidized bed reactor with an average reaction time of 1.5 hours, (backmixed conditions), where the calcine contains 67 wt pct of bornite and 12 wt pct of chalcopyrite, as it can see also in Figure 9.
One explanation for the formation of chalcopyrite could be the fact that once the initial layer of chalcopyrite/bornite is formed by the reaction between Cu2S and FeS particles in presence of gaseous sulfur, Reactions [11] or [13] could continue to proceed by solid molecular counter-diffusion of both Cu2S and FeS through the CuFeS2/Cu5FeS4 layer. Although the formation of either of these two compounds requires the same number of moles of FeS per mole of chalcopyrite or bornite formed, bornite formation requires five times the number of moles of Cu2S than chalcopyrite, therefore, after the initial period of chalcopyrite/bornite formation there is a growing diffusion resistance to the direct formation of bornite due to the fivefold chalcocite diffusion coefficient required compared to chalcopyrite formation, which could explain the previous formation of chalcopyrite over bornite.
Solid-state diffusion with simultaneous chemical reaction is not a well-studied phenomenon, therefore, the proposed mechanism is probably a simplified representation of a more complex mechanism of multiple diffusion phenomena that could take place, with Cu2S and FeS or sulfur ions and Cu+2 and Fe+2 ions counterdiffusing through a solid matrix of chalcopyrite/bornite of increasing thickness, simultaneously with chemical reactions and gaseous diffusion of sulfur toward the reacting front.
A typical sample of calcine obtained in these tests can be seen in Figure 10, where the chalcopyrite-bornite interface is clearly visible, with no evidence of remnant chalcocite or pyrrhotite. This large particle of about 430 μm was probably formed by several small initial particles of chalcocite and pyrrhotite of less than 44 μm.

Calcine particle generated in static bed at 873 K (600 °C) for 60 min. showing the chalcopyrite (cpy) and bornite (bn) phases formed
The proposed formation mechanism could explain the thin lines of remnant chalcopyrite observed in Figure 10 and the absence of both chalcocite and pyrrhotite, which indicate that further transformation of chalcopyrite to bornite did not occur. In some cases, individual particles of nearly pure chalcopyrite were also found, which could be generated in Cu2S-deficient conditions.
This particle can also be compared with a typical calcine particle obtained in the continuous fluidized bed reactor of Figure 11 in which the points 1, 2, and 3 analyzed by microprobe show the presence of bornite and remnant pyrrhotite. The latter probably due to the deficit of Cu2S in this individual particle.

Bornite-containing calcine particles generated at 973 K (700 °C) from high-arsenic copper concentrates from DMH, in the continuous fluidized bed reactor, (all as wt pct) (1): 87.0 Bn + 9.7 Pr., (2): 91.0 Bn, 10.1 Pr, (3): 83.2 Bn + 9.3 Pr
Two additional tests were done to confirm the proposed mechanism of chalcopyrite–bornite formation. In the first one, a stoichiometric blend of Cu2S and FeS to form CuFeS2 in the presence of gaseous sulfur was reacted at 973 K (700 °C) for 15 and 30 minutes. In the second a stoichiometric blend of pure CuFeS2 and Cu2S to form bornite in the absence of sulfur according to Reaction [12] was also reacted at this temperature for the same reaction time.
The results obtained are shown in Figures 12 and 13 and indicate that for the stoichiometric blend of Cu2S and FeS to form chalcopyrite in the presence of gaseous sulfur, no bornite was formed (Figure 12), while for the solid-state reaction between chalcopyrite and chalcocite, conversion to bornite was complete, as seen in Figure 13, which appears to confirm the proposed competing and sequential chalcopyrite/bornite formation mechanism, and also to indicate that without enough chalcocite to form bornite from reaction with chalcopyrite, bornite it is not formed, thereby leaving pure chalcopyrite as the reaction product.

Formation of chalcopyrite (Cpy) by reaction of stoichiometric Cu2S and FeS in the presence of gaseous sulfur (T = 973 K (700 °C), t = 15 min)

Formation of bornite (Bn) by reaction of stoichiometric CuFeS2 and Cu2S (T = 973 K (700 °C), t = 15 min
Since the formation of chalcopyrite from Cu2S+FeS and the direct formation of bornite from these compounds requires the presence of gaseous sulfur, this gas could diffuse through the relatively porous Cu2S and FeS formed by the decomposition of enargite, covelite and pyrite.
Thermal decomposition changes the morphology of particles, leaving porous particles due to the mass loss, as shown by Cauwe et al.,[5] who used SEM analysis of thermally decomposed pyrite particles. Formation of Cu2S from enargite decomposition (Reaction [1]) represents a 38.9 pct weight loss, while the formation of FeS from pyrite decomposition represents a 26.5 pct weight loss, leaving in both cases a porous solid through which gaseous sulfur could diffuse to the reaction front where chalcopyrite/bornite is being formed.
The order of magnitude of the effective diffusion coefficient of the gaseous sulfur could be estimated by making some simplifications. If a flat reaction interface and zero-order reaction with respect to FeS and Cu2S and first order for gaseous sulfur are assumed, as is frequently the case for solid–gas reactions, for a one-side reaction particle and considering a total reaction time of 15 minutes. for the complete conversion to chalcopyrite of individual particles of Cu2S and FeS of 5 × 10−3 cm. with an average density of 4.5 g/cu cm, and for \( p_{{{\text{s}}_{ 2} }} \) = 0.16 atm., for unidirectional diffusion across the product layer, the effective diffusion coefficient of sulfur could be approximated as (notation is given in Appendix A):
The diffusion coefficient of gases through porous solids varies from 10−2 to 10−5 cm2/s, while diffusion in solids varies from 10−8 to 10−15 cm2/s.[6] The estimated value for sulfur appears to indicate that the mechanism might include gaseous diffusion of sulfur through the porous reactants toward the reaction front where the solid-state reaction between Cu2S and FeS to form chalcopyrite/bornite takes place.
Conclusions
A thermodynamic and kinetic model is proposed to explain the formation of bornite, chalcopyrite, and magnetite during partial roasting of enargite-containing copper concentrates.
The proposed mechanism involves solid–solid–gas and solid–gas reactions between chalcocite, pyrrhotite, gaseous sulfur, and oxygen. The formation of bornite could be explained by a two-step reaction: the first involving the formation of chalcopyrite by a reaction between Cu2S, FeS and gaseous sulfur, followed by a second step in which the newly formed chalcopyrite reacts with additional chalcocite to form bornite.
Although thermodynamically the direct formation of bornite is more favorable than that of chalcopyrite, the lower diffusion kinetics of bornite formation could explain the preferential formation of chalcopyrite.
If a reaction occurs with stoichiometric chalcocite and pyrrhotite in the presence of gaseous sulfur to form chalcopyrite, no bornite is formed, while for the stoichiometric reaction between chalcopyrite and chalcocite in the absence of sulfur, only bornite is formed.
For the formation of magnetite and chalcopyrite, the mechanism could involve the partial reaction of chalcocite and pyrrhotite in the presence of oxygen.
The proposed model is thermodynamically consistent with the experimental results obtained in the laboratory.
Notes
Enargite decomposes to intermediate tennantite, and tennantite to chalcocite and pyrrhotite, as found by Padilla et al.[10]
References
A. Björkman, U. Degerstedt, B. Lindblom, and C. Samuelsson: Extraction and Processing for the Treatment and Minimization of Wastes, J. Hager et al., eds., The Minerals, Metals and Material Soc., 1983, pp. 825–42.
S.A.I. Mäkipirtii: Process for the selective removal of impurities present in sulphidic complex ores, mixed ores or concentrates, U.S. Pat. 4,242,124, 1980.
I. Wilkomirsky, R. Parra, F. Parada, E. Balladares, J. Etcheverry and R. Díaz: 2018, (Unpublished research).
O.K. Kubaschewski and C.B. Alcock: Metallurgical Thermochemistry, 5th ed., Pergamon Press, 1979.
P. Couwe, P. Minet and R. Sheridan: in Advances in Sulphide Smelting, H.Y. Sohn et al., eds., The AIME Soc. Publ., 1983, pp. 427–49.
HSC Chemistry 6.0©, Outotec Oy, Finland.
L.J. Evrard: Journal of Metals, 2001, 53: 42-44.
FACTSAGE©, Software and Data Bases.
7. R. Padilla, Y. Fan and I. Wilkomirsky: Canadian Metallurgical Quarterly, 2001, Vol. 40,(3), pp. 335-342.
E. Seguel: Met. Engr. Thesis, University of Concepcion, Chile, 2018.
Acknowledgments
The authors wish to thank the DMH Division of CODELCO for permission to publish the experimental data and also to Conicyt/PIA for additional support through the CCTE AFB170007 program.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Manuscript submitted April 5, 2019.
Appendix A
Appendix A
Notation
a | Moles of chalcocite per mole of sulfur (bornite formation) |
\( C_{{{\text{s}}_{2} }} \) | Concentration of gaseous sulfur in the gas phase 0.16 (atm) = 7.2 × 10−6 (mole/cu.cm) |
D e | Effective diffusion coefficient of gaseous sulfur (cm2/s) |
τ | Total reaction time of solid for complete conversion = 15 (min) = 900 (s) |
\( \bar{\rho }_{\text{s}} \) | Average density of solids = 4.5 (g/cu cm) ~ 3.58 10−2 (mole/cu cm) |
Rights and permissions
About this article

Cite this article
Wilkomirsky, I., Parra, R., Parada, F. et al. Thermodynamic and Kinetic Mechanisms of Bornite/Chalcopyrite/Magnetite Formation During Partial Roasting of High-Arsenic Copper Concentrates. Metall Mater Trans B 51, 1540–1551 (2020). https://doi.org/10.1007/s11663-020-01870-4
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-020-01870-4