
Abstract
Attempts were made to elucidate the formation mechanism of CaO-SiO2-based inclusions in saw wires by both laboratory experiments and industrial trials. The key point was to make clear the origin of CaO in such oxide inclusions. Probable origins of [Ca] in steel were first discussed, which can be taken into steel from the steel-slag reaction or ferrous alloy. As a result, slag-steel chemical reaction equilibrium was carefully evaluated at 1873 K (1600 °C) to classify the changes of dissolved aluminum ([Al]), total magnesium (Mg), and total calcium (Ca) in steel and the caused composition variations of inclusions. With the rise of slag basicity from 0.5 to 1.8, [Al] was remarkably increased from 0.00045 to 0.00139 mass pct, whereas Mg varied in the range of 0.00038 to 0.00048 mass pct. By contrast, Ca was constantly kept below 0.00003 mass pct. Accordingly, Al2O3 and MgO in inclusions witnessed obvious rises from 5 to 23 mass pct and from 2 to 8 mass pct, respectively. By contrast, inclusions were free of CaO when slag basicity was below 1.5. With slag basicity further increased to 1.8, CaO witnessed a negligible rise to only 1.0 mass pct on average. This phenomenon agreed well with thermodynamic calculations, which revealed that chemical reaction between steel and CaO in slag (for example, between [Si] and CaO) was weak to hardly supplying sufficient [Ca] to steel to increase CaO in inclusions. Ca contained in ferrous alloys as contaminations was not the cause of CaO-SiO2-based inclusions, either. The industrial trial results indicated that CaO-SiO2-based inclusions have been readily produced in short time just after BOF tapping. Also, a percentage of them changed slightly with the proceeding of refining. Based on the good agreement of laboratory, industrial, and thermodynamics calculations results, it can be reasonably concluded that CaO-SiO2-based inclusions in saw wire were exogenous particles from entrapped/emulsified top slag, but not products of slag-steel-inclusion chemical reactions.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
During the production of high-quality saw wires for cutting silicon panels, thin and rheological inclusions were desirable to decrease breakages of the wires during fabrication.[1,2,3,4,5] Dissolved aluminum in liquid steel has to be strictly limited to prevent undeformable alumina-based or alumina-enriched oxides. Therefore, Fe-Si alloy containing quite low levels of aluminum should be chosen in deoxidation. Besides, refining slag of low basicity (mass percentage ratio of CaO to SiO2) should be used.[6,7,8,9,10,11,12,13,14,15,16,17,18] Formed oxide inclusions were usually either MnO-SiO2-Al2O3- or CaO-SiO2-based system.[6,7,9,13,14,15,16,17,18] The former type of inclusions was transformed from Si-Mn deoxidation products, viz., MnO-SiO2. Because of the chemical reactions among slag-steel inclusions, MnO-SiO2 inclusions were finally changed into MnO-SiO2-Al2O3 system.[9,10] However, there are discrepancies/ambiguities on the formation mechanisms and origins of CaO-SiO2-based inclusions. One of the important proposals insisted that they were transferred from MnO-SiO2-Al2O3, because MnO in inclusions can be reduced by dissolved Ca ([Ca]) in steel with the proceeding of refining.[15,16,17,18] Theoretically, this would happen if [Ca] in steel was high enough. Nevertheless, it is difficult for it to occur in industrial practice, because activity of CaO in slag is extremely low. Hence, some other studies proposed that CaO-SiO2-based inclusions were entrapped slag particles.[7,11,12] In other studies, transformation of MnO-SiO2-Al2O3 into CaO-SiO2-Al2O3-MnO was also mentioned by discussing the effect of top slag. However, how CaO entered into inclusions, either directly by slag entrapment or indirectly by chemical reactions among slag-steel inclusions, was not specified.[6,7,9,10] In a recent work by the present authors, it was found that CaO-SiO2-based inclusions can be greatly decreased by optimal slag-making operation, although their existence was not eradicated.[13,14] As a result, whether the CaO-SiO2-based inclusions were chemical reaction products or exogenous particles should be specified and deeper insights are needed.
One of the key points was to make clear the origin of CaO in CaO-SiO2-based inclusions. Commonly, the rise of CaO in inclusions probably can be caused by chemical reaction between [Ca] in steel and the inclusions. In the production of saw wire, the source of [Ca] can be complex during steelmaking. Despite steel-slag chemical reactions, raw materials, such as added ferrous alloys, can contain some amount of Ca and cause a rise of [Ca] in the bulk, which, in turn, results in the increase of CaO in inclusions. Mizuno pointed out that Ca contained in Fe-Si deoxidant as impurity (about 0.4 mass pct) affected the formation of CaO-SiO2-based inclusions in 304 stainless steel.[19] Besides, CaO in top slag can possibly be reduced by strong deoxidizing elements in steel, such as [Si] and [Al], resulting in the rise of [Ca] in steel and higher CaO in inclusions. This topic has been discussed intensively for Al-deoxidized low oxygen special steel. For example, some of the present authors proved that the chemical reaction of CaO in high basicity slag and [Al] in Al-killed steel contributed to the formation CaO-enriched low melting CaO-MgO-Al2O3 inclusions.[20,21] A similar phenomenon was also observed and reported by Deng and Zhu in Al-killed special steel.[22] However, the activity of CaO in the low basicity slag was quite small and [Al] was limited to 0.0005 mass pct or less during the production of saw wires. In this case, the reaction between [Al] and CaO in slag can be expected to be much weaker. Also, a change of [Ca] would closely relate to the chemical reaction between [Si] (about 0.2 mass pct) and CaO in slag, which was a lack of careful evaluation for saw wire. Park and Park[23] studied formation of inclusion in Si-deoxidized stainless steel melts, during which slag basicity was about 0.5 to 2.0, while the basicities for [Si] and [Al] were about 0.33 to 0.59 mass pct and 0.00095 to 0.00325 mass pct, respectively. However, no CaO-contained inclusions were mentioned in their article. From the study of Ren et al.,[24] it can also be found that inclusions in Si-deoxidized steel melt ([Si] and [Al] about 0.48 and 0.0018 mass pct, respectively) refined by low basicity slag (1.0 to 2.3) also had low CaO contents. Despite such implications in the works of Park and Park and Ren et al, their emphasis was not the origin of CaO in oxides.
In the present study, the effect of slag compositions on the changes of CaO, MgO, and Al2O3 in inclusions in saw wire was studied by laboratory experiments. The relation between slag compositions and changes of [Al], [Mg], [Ca], etc., in steel and composition variations of inclusions were discussed. The slags used had basicity that varied in the range of 0.5 to 1.8, while the possible origin of Ca from alloys was intentionally eliminated by rigid control of raw materials in the lab. Industrial trials were also carried out and liquid steel was sampled for inclusion analysis to help clarify the formation of CaO-SiO2-based inclusions and also verify the results obtained in the lab. As a result, the influence of slag-steel reaction on CaO content in inclusions was much more accurately evaluated and a deeper understanding of the formation mechanism of CaO-SiO2-based inclusions in saw wires was achieved.
Experimental Procedures
Laboratory Experiments
Slag-steel reaction experiments
Master metal with proper chemical compositions was prepared in an electrical resistance furnace by melting together electrolytic iron, graphite, electrolytic Mn (purity about 99.99 mass pct), and single-crystal Si (purity about 99.99 mass pct) in a MgO crucible at 1853 K (1600 °C) under inert flowing high-purity argon gas (Ar volume fraction >99.999 pct) atmosphere. The used MgO crucible had and outer and inner diameters of about 56 and 50 mm, respectively. After composition homogenization for 30 minutes, the crucible was furnace cooled at a rate of 4 K/min. The chemical compositions of the prepared master metal are listed in Table I.
The obtained master metal was cut into pieces for slag-steel reaction experiments. Eight heats of experiments were totally carried out. In each experiment, 160 g master metal was charged together with 0.115 g Fe2O3 powder and 32 g slag into a MgO crucible at room temperature, which would afterward be set at the even temperature zone of the furnace. The addition of Fe2O3 powder was to adjust the initial oxygen content in liquid steel. The used slag was a mixture of reagent grade CaO, SiO2, Al2O3, and MgO. CaO was dehydrated and pulverized before the mixture. During the last heat of the experiment, about 10 mass pct CaF2 was initially added to the slag. The initial compositions of the slag used are listed in Table II.
In the first heat of the experiment, no slag was added, with the aim to evaluate the influences of trace [Al], Ca, and Mg originally contained in the master metal on the chemistry of inclusions. In other experiments, slag had varied basicity about 0.5 to 1.8, while Al2O3 was constant at about 15 mass pct to investigate the influence of slag basicity on Al2O3, MgO, and CaO contents in inclusions. After the melt was heated to 1873 K (1600 °C) and held for 90 minutes, it was taken out of the furnace and water quenched. During the entire experiment, high-purity argon gas (Ar volume fraction >99.999 pct) was flowed into the reaction tube at 1.5 L/min.
Deoxidation experiments
In order to investigate the effect of Ca contained as impurities in Fe-Si and Fe-Mn alloys on the formation of CaO-SiO2-based inclusions in saw wire during deoxidation, another laboratory experiment was specially designed and carried out. 160 grams electrolytic Fe and 0.115 grams Fe2O3 powder were charged into a MgO crucible before it was placed in the even temperature zone of the electrical resistance furnace for heating under inert atmosphere. After the melt reached 1873 K (1600 °C), 0.578 g Fe-Si and 1.479 g Fe-Mn alloys (taken from a steel plant for industrial production of saw wires, with contents of Al, Ca, and Mg as impurities shown in Table III) were added for deoxidization. During the entire experiment, high-purity argon gas (Ar volume fraction >99.999 pct) was flowed into the reaction tube at 1.5 L/min. Longer holding times would result in better floatation and less inclusions remaining in steel, which would decrease the observation frequency of inclusions. Therefore, the melt was picked out and water quenched after being held at 1873 K (1600 °C) for 15 minutes.
Industrial Trials
Industrial trials and samplings were also carried out to verify the findings in the lab. The steelmaking process featured was “BOF steelmaking → LF refining → argon gas bubbling (soft blowing) → Bloom casting.” Aluminum in alloys, such as Fe-Si and Fe-Mn, was strictly controlled (used alloys were the same as those of Table III) to limit dissolved aluminum in steel. Also, low basicity slag was used during secondary refining. Molten steel was sampled at LF arrival, LF 15 minutes, LF departure, soft blowing 15 minutes, and soft blowing end, and prepared for inclusion inspection.
Chemical Analysis and Inclusion Inspection
Obtained steel and slag samples were prepared for chemical analysis and inclusion observation. The slag composition was analyzed by X-ray fluorescence spectrometry. Dissolved [Al] in steel was analyzed by the inductive couple plasma–mass spectrometry method. Ca and Mg were analyzed by the inductive couple plasma–atomic emission spectrometry method. Steel samples were also ground and mirror polished for inclusion inspection. At least 50 inclusions were randomly examined for each sample using a scanning electron microscope with an energy-dispersive spectroscope (model JSM6480LV, JEOLFootnote 1). Characteristics of inclusions, including size, morphology, and chemical composition, were recorded.
Results and Discussion
Results of Slag-Steel Reaction Experiments
Chemical compositions of slag and steel samples
Chemical compositions of steel and slag samples are shown in Table IV. Due to the solution of MgO crucible into slag, MgO contents in slags after experiments were high (14.2 to 36.0 mass pct), which can be considered saturated. [Al] was increased obviously from 0.00013 to 0.00139 mass pct with the rise of slag basicity. The change of Mg was not as sharp as [Al] but was increased from 0.00023 to 0.00048 mass pct with the rise of slag basicity. However, Ca was always low and in the scope of 0.00001 to 0.00002 mass pct. In the first experiment without slag, [Al], Ca, and Mg in steel were limited to a quite low level, about 0.00013, 0.00001, and 0.0002 mass pct, respectively. This indicated that used raw materials in the laboratory experiments were well controlled.
As shown in Figure 1, [Al] was obviously increased from 0.00045 to 0.00139 mass pct with the rise of slag basicity from 0.5 to 1.8. By comparison, Mg roughly fluctuated in the range of 0.00038 to 0.00048 mass pct, while Ca was constantly in the range of 0.00001 to 0.00003 mass pct, much lower than that of [Al] and Mg.

Changes of [Al], Ca, and Mg in steel with the variations of initial slag basicity
Characteristics of inclusions
As shown in Figure 2, inclusions in the eight heats of experiments were all in spherical shape, with diameters about 1 to 3 μm. From the EDS results indicated in the images, it can be seen that inclusions contained high levels of Mn and Si. Also, the content of Al in inclusions increased with slag basicity. In this article, the obtained Al, Si, Mn, and Ca in inclusions by the EDS method were converged into Al2O3, SiO2, MnO, and CaO for oxide inclusions, with the assumption that oxygen was enough. Therefore, the inclusions were mainly composed of SiO2 and MnO, together with certain and varied amount of Al2O3, with limited MgO and CaO. In the first heat of experiment without slag, inclusions were mainly composed of MnO-SiO2 binary system, with CaO and MgO both less than 0.2 mass pct and Al2O3 about 1.4 mass pct on average, as shown in Figure 3. As can be seen, initial [Al], Ca and Mg in master metal were well limited and negligibly affected the formation of inclusions during deoxidization.

Inclusions in steel samples in the first through eighth experiments, respectively and sequentially

Average composition of inclusions in steel without adding top refining slag
By contrast, Al2O3, MgO, and CaO in inclusions changed greatly with the use of slag, as given in Figure 4. Al2O3 in inclusions maintained about 5 mass pct when basicity was below 1.0. However, it rapidly increased from 8 to 23 mass pct when slag basicity increased from 1.3 to 1.8, as can be seen in Figure 4(a). The change of MgO was similar but was not as sharp as Al2O3. It was kept about 2 to 3 mass pct with slag basicity below 1.3, while it apparently increased from 4 to 8 mass pct with the rise of slag basicity to 1.5 to 1.8, as shown in Figure 4(b). Noticeably, CaO in all the inclusions was of a quite low level, with an average less than 1.0 mass pct when slag basicity was below 1.5. With the rise of slag basicity to 1.8, CaO content in inclusions slightly changed. Only a few of the inclusions had a maximum CaO content about 5.5 mass pct, as seen in Figure 4(c).

Changes of (a) Al2O3, (b) MgO, and (c) CaO in inclusions with variations of slag basicity
Results of Deoxidation Experiments
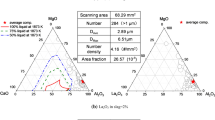
Inspection of the inclusions indicated that Ca in Fe-Si and Fe-Mn alloys contributed negligibly to the formation of CaO-SiO2-based inclusions in the present study, because the observed 583 oxide inclusions were with average CaO content below 2.8 mass pct, as shown in Figure 5.

Chemistry of inclusions deoxidized with Fe-Si and Fe-Mn alloys
Results of Industrial Trials
Observed inclusions in steel can be roughly categorized into two types, viz., MnO-SiO2-Al2O3 inclusions and CaO-SiO2-Al2O3 inclusions. MnO-SiO2-Al2O3 inclusions are free of MgO, while CaO-SiO2-Al2O3 inclusions always contain certain MgO. Table V shows the number of each kind of inclusion observed in samples taken from different stages of the refining process. More than 100 inclusions were examined in most of the samples.
Figure 6 indicates changes in percentages of CaO-SiO2-Al2O3 inclusions and MnO-SiO2-Al2O3 inclusions at different stages of refining. First, it can be found that many CaO-SiO2-based inclusions have been readily formed at LF arrival, accounting for 27 pct of all oxide inclusions. Second, it can be seen that MnO-SiO2-Al2O3 inclusions were dominant during the entire refining process, and the ratio of CaO-SiO2-based inclusions showed no increase with the procession of refining, which meant that MnO-SiO2-Al2O3 inclusions were seldom transformed into CaO-SiO2-based ones. These results agreed well with the laboratory findings mentioned previously. Moreover, this phenomenon has actually been reported by Kiessling on the formation of inclusions in Si-killed rails ([Si] 0.47 pct). It was found that an increase in CaO of glassy silicates during tapping was due to CaO pickup from the slag (slag and metal were poured together).[25] During the present industrial trials of saw wire, synthetic flux with low basicity and low alumina content was added to the ladle during BOF tapping. As a result, emulsification and entrapment of the slag into the molten steel can be expected, which accounted for the ready and early existence of CaO-SiO2-based inclusions in steel. Therefore, it is concluded that CaO-SiO2-based inclusions should be mainly and more probably exogenous particles.

Ratio of CaO-SiO2-based inclusions and MnO-SiO2-Al2O3 inclusions in different stages of refining
Thermodynamics on Formation of CaO-SiO2-Based Inclusions
Based on the results obtained in the lab, it is known that Ca in Fe-Si and Fe-Mn alloys contributed negligibly to the formation of CaO-SiO2-based inclusions in the present study. By contrast, the contents of Al2O3, MgO, and CaO in inclusions were closely related to the changes of slag basicity. It was also found in industrial trials that most of the CaO-SiO2-based inclusions should be entrapped slag particles. In order to have more accurate information of the formation of inclusions, thermodynamics were done here.
It is well known that slag-steel chemical reaction affects concentrations of strong deoxidization elements, including [Al], [Ca], [Mg], and [O] in liquid steel, which would, in turn, affect the formation and evolution of inclusions. As a result, the involved chemical reactions were given as follows and the MgO crucible (refractory) was not considered.
During the steelmaking of saw wire, oxygen potential in liquid steel would be controlled by the Si-O deoxidation equilibrium. Chemical reactions between [Si] in steel with Al2O3, MgO, and CaO in slag can be expressed by Eqs. [1], [3], and [5], respectively.
where \( a_{\text{Al}} \), \( a_{\text{Si}} \), \( a_{\text{Ca}} \), and \( a_{\text{Mg}} \) were the activities of [Al], [Si], [Ca], and [Mg] in steel melts, with infinite dilute solution as the reference standard state, and \( a_{{{\text{SiO}}_{ 2} }} \), \( a_{{{\text{Al}}_{ 2} {\text{O}}_{3} }} \), \( a_{\text{CaO}} \), and \( a_{\text{MgO}} \) were the activities of SiO2, Al2O3, CaO, and MgO in slag relative to pure solid standard state. f Si was the activity coefficient of [Si] and can be expressed as
Because contents of [O], [Al], [Mg], and [Ca] were too limited compared to [C], [Si], and [Mn], Eq. [7] can be simplified as
\( e_{\text{Si}}^{i} \) is the interaction coefficient of element \( i \) on Si. Here, \( e_{\text{Si}}^{\text{C}} \), \( e_{\text{Si}}^{\text{Si}} \), and \( e_{\text{Si}}^{\text{Mn}} \) are taken as 0.18,[26] 0.103,[26] and –0.0146,[26] respectively. K n is the equilibrium constant of Reaction [n]. K 1, K 3, and K 5 at 1873 K (1600 °C) can be deduced from K 9, K 11, K 13, and K 15. As K 9, K 11, K 13, and K 15 at 1873 K (1600 °C) were measured in much literature, the authors were cautious to verify their experimental conditions with the present study before thermodynamic calculation. Related data measured under similar contents of [Si], [Al], [Mg], and [Ca] in steel were considered. Moreover, discrepancies of the referred thermodynamic data at 1873 K (1600 °C) in different studies were evaluated during the calculation, for example, for Reactions [11], [13], and [15]. As a result, different values of log K 1, log K 3, and log K 5 at 1873 K (1600 °C) were obtained.
For example, six different log K 1 can be deduced by log K 9 and log K 11, as described in Eq. [17].
The needed \( a_{{{\text{SiO}}_{ 2} }} \)and \( a_{{{\text{Al}}_{ 2} {\text{O}}_{3} }} \)in slag at 1873 K (1600 °C) can be calculated by Factsage7.0, as shown in Table VI, during which the FToxide database was employed.
By substituting the obtained value of log K1, f Si [mass pct Si], \( a_{{{\text{SiO}}_{ 2} }} \), and \( a_{{{\text{Al}}_{ 2} {\text{O}}_{3} }} \)into Eq. [2], changes of \( a_{\text{Al}} \), \( a_{\text{Mg}} \), and \( a_{\text{Ca}} \) in molten steel equilibrated with slag can be obtained, as shown in Figure 7. The calculated \( a_{\text{Al}} \) varied in the range of 0.0004 to 0.0025 when slag basicity was about 0.5. It was increased to 0.0020 to 0.0114 with the rise of slag basicity to 1.8, as shown in Figure 7(a). The calculated \( a_{\text{Mg}} \) values were about 0.00001 to 0.00045 as slag basicity was increased from 0.5 to 1.8, as given in Figure 7(b). By contrast, the calculated \( a_{\text{Ca}} \) was about 10−9 to 10−8 and 10−8 to 10−7 with slag basicities of about 0.5 and 1.8, extremely lower than those of \( a_{\text{Al}} \) and \( a_{\text{Mg}} \), as seen in Figure 7(c). This revealed that the slag-steel chemical reaction affected activities of strong deoxidation elements, including [Ca], [Mg], and [Al] in steel. However, Al2O3 and MgO in slag can be much more easily reduced than CaO by the [Si] in steel when slag basicity was about 0.5 to 1.8. As a result, the rise of [Al] and [Mg] activities was much sharper than that of [Ca]. Differences in the activity changes of these elements in steel, in turn, resulted in more obvious fluctuations of Al2O3 and MgO than that of CaO in inclusions by steel-inclusion chemical reactions. It can be pointed out that fluctuation of [Ca] in liquid steel caused by slag-steel chemical reaction can hardly contribute to the changes of CaO content inclusions. Slag-steel reaction was not the reason for the formation of CaO-SiO2-based inclusions. As the changes of Ca in steel can be negligibly affected also by the used alloy, such inclusions can be reasonably judged as exogenous particles. The calculations showed good agreement with the experimental results.

Calculated activities of (a) [Al], (b) [Mg], and (c) [Ca] in Fe-C-Si-Mn-O melts equilibrated with the changes of slag basicity at 1873 K (1600 °C) using the measured equilibrium constants from various literature
Conclusions
Formation mechanisms of CaO-SiO2-based inclusion in saw wires were studied by both laboratory experiments and industrial trials. Effects of slag composition variations and Ca contents in the used alloys on concentrations of [Al], Ca, and Mg were taken into account, which would, in turn, affect the formation of inclusions. Thermodynamic calculations were also done to help explain the formation of inclusion more accurately. Based on the obtained results, the following conclusions can be drawn.
-
1.
Slag-steel chemical reactions obviously affected contents of [Al] and Mg in steel bulk. With the rise of slag basicity from 0.5 to 1.8, [Al] and Mg were increased from 0.00045 to 0.00139 mass pct and from 0.00038 to 0.00048 mass pct, respectively. However, changes of Ca content were negligible, and it stayed stable in the range of 0.00001 to 0.00003 mass pct.
-
2.
Because of steel-inclusion chemical reactions, changes of [Al] and Mg, in turn, resulted in the increase of Al2O3 and MgO in inclusions from 5 to 23 mass pct and from 2 to 8 mass pct, respectively. By contrast, CaO in inclusions was constantly kept at a low level and maintained below 1.0 mass pct.
-
3.
Ca contained in the used Fe-Si and Fe-Mn alloys used in industrial production contributed little to the formation of CaO-SiO2-based inclusions in saw wire. Inclusions were dominated by the MnO-SiO2-Al2O3 system, while others were CaO-SiO2 based (some contained a certain amount of MgO). It was noticed that CaO-SiO2-based inclusions were readily formed after BOF tapping and before LF arrival. Moreover, MnO-SiO2-Al2O3 inclusions were seldom transferred into CaO-SiO2-based ones and number percentages of the two types of inclusions were constant during steelmaking.
-
4.
Thermodynamic estimations on the slag-steel reaction equilibrium revealed that the chemical reactions between [Si] and Al2O3 and between [Si] and MgO were much stronger than that between [Si] and CaO. As a result, changes of [Al] and [Mg] were more obvious than [Ca] with the variations of slag basicity. Accordingly, changes of Al2O3 and MgO in inclusions were obvious. However, they contributed little to the rise of CaO in inclusions, because the needed [Ca] could not be sufficiently supplied to steel by slag-steel chemical reactions.
-
5.
It can be reasonably and accurately pointed out that CaO-SiO2-based inclusions were exogenous, originating from the entrapped and emulsified slag during tapping.
Notes
JEOL is a trademark of Japan Electron Optics. Ltd., Tokyo.
References
L. Peeters: Wire J. Int., 1980, vol. 13, pp. 96–99.
E.G. Demeye: Wire J. Int., 1981, vol. 14, pp. 72–77.
M. Barous and G. Mangel: Wire J. Int., 1984, vol. 17, pp. 66–71.
K. Iemura, H. Ichihashi, A. Kawami, and M. Mizutani: Proc. 3th Int. Conf. on Clean Steel, Brookfield, 1986, pp. 160–67.
A. Ueno, K. Kimura, A. Kawami, and M. Mizutani: 70th Steelmaking Conf. Proc., Pittsburgh, PA, 1987, pp. 389–95.
Y. Shinsho, T. Nozaki, K. Sorimachi, E. Yamanaka, K. Suzuki, and K. Nakanishi: Wire J. Int., 1988, vol. 21, pp. 145–53.
S. Maede, T. Soejima, T. Saito, H. Matsumoto, H. Fujimoto, and T. Mimura: 72nd Steelmaking Conf. Proc., Chicago, IL, 1989, pp. 379–85.
H. Ohta and H. Suito: Metall. Mater. Trans. B, 1996, vol. 27B, pp. 263–70.
G.M. Fauling: Ironmaker & Steelmaker, 1999, vol. 26, pp. 29–36.
Y.B. Kang and H.G. Lee: ISIJ Int., 2004, vol. 44, pp. 1006–15.
K. Karihara: Kobelco Technol. Rev., 2011, vol. 30, pp. 62–65.
J.D. Seo, Y.T. Kim, and D.H. Kim: 5th Int. Congr. on the Science and Technology of Steelmaking, Dresden, Germany, 2012, pp. 1250–54.
K.P. Wang, M. Jiang, X.H. Wang, Y. Wang, H.Q. Zhao, and Z.M. Cao: Metall. Mater. Trans. B, 2015, vol. 46B, pp. 2198–2207.
K.P. Wang, M Jiang, X.H. Wang, Y Wang, H.Q. Zhao, and Z.M. Cao: Metall. Mater. Trans. B, 2016, vol. 47B, pp. 282–90.
S.H. Chen, M Jiang, X.F. He, and X.H. Wang: Int. J. Miner. Metall. Mater., 2012, vol. 19, pp. 490–98.
X.F. He, X.H. Wang, S.H. Chen, M. Jiang, F.X. Huang, and W.J. Wang: Ironmaking & Steelmaking, 2014, vol. 41 (9), pp. 676–84.
H.T. Ling, C.B. Guo, L.F. Zhang, C. Liu, G.S. Wang, and Y.B. Gao: Steelmaking, 2016, vol. 32 (4), pp. 33–38 (in Chinese).
C.P. Xin, F. Yue, L.L. Tian, and Q.F. Wu: Steelmaking, 2015, vol. 31 (1), pp. 48–51 (in Chinese).
K. Mizuno, H. Todoroki, M. Noda, and T. Tohge: Trans. ISS, 2001, vol. 22, pp. 93–101.
M. Jiang, X.H. Wang, B. Chen, and W.J. Wang: ISIJ Int., 2010, vol. 50, pp. 95–104.
J.Z. Li, M Jiang, X.F. He, W. Sun, and X.H. Wang: Metall. Mater. Trans. B, 2016, vol. 47B, pp. 2386–99.
Z.Y. Deng and M.Y. Zhu: ISIJ Int., 2013, vol. 53, pp. 450–58.
J.S. Park and J.H. Park: Metall. Mater. Trans. B, 2014, vol. 45B, pp. 953–60.
Y. Ren, L.F. Zhang, W. Fang, S.J. Shao, J. Shao, and W.D. Mao: Metall. Mater. Trans. B, 2016, vol. 47B, pp. 1024–34.
R. Kiessling and N. Lange: Non-Metallic Inclusions in Steel, Part III, Iron and Steel Institute, London, 1978.
“Recommended Values of Equilibrium Constants for the Reactions in Steelmaking,” Japan Society for the Promotion of Science, 19th Committee, 1984.
S. Gustafsson and P. Mellerg: Scand. J. Metall., 1980, vol. 9, pp. 111–16.
S. Cho and H. Suito: ISIJ Int., 1994, vol. 34, pp. 177–85.
S. Dimitrov, A. Weyl, and D. Janke: Steel Res., 1995, vol. 66, pp. 3–7.
H. Itoh, M. Hino, and S. Ban-ya: Tetsu-to-Hagané, 1997, vol. 83, pp. 773–78.
J. Seo, S. Kim, and K. Lee: Steel Res., 1998, vol. 69, pp. 49–53.
H. Fujisawa, A. Hattori, and E. Ichise: Tetsu-to-Hagané, 1999, vol. 85, pp. 201–07.
H. Ohta and H. Suito: Metall. Mater. Trans. B, 1994, vol. 25B, pp. 235–44.
H. Ohta and H. Suito: Metall. Mater. Trans. B, 1997, vol. 28B, pp. 1131–39.
H. Itoh, M. Hino, and S. Ban-ya: Tetsu-to-Hagané, 1997, vol. 83, pp. 623–28.
J.D. Seo and S.H. Kim: Steel Res., 2000, vol. 71, pp. 101–06
T. Wakasugi, H. Tsukihashi, and N. Sano: Tetsu-to-Hagané, 1989, vol. 75, pp. 2018–22.
S. Cho and H. Suito: ISIJ Int., 1994, vol. 34, pp. 265–69.
Acknowledgments
The authors express their sincere gratitude and appreciation to the National Natural Science Fund (Grant No. 51304013), for supporting the laboratory experiments, and to Xingtai Iron & Steel Co., Ltd., for supporting the industrial trials and samplings. The authors also thank Professor Joo-Hyun Park, Hanyang University, for his valuable advice and meaningful discussions.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted July 26, 2016.
Rights and permissions
About this article

Cite this article
Wang, KP., Jiang, M., Wang, XH. et al. Study on Formation Mechanism of CaO-SiO2-Based Inclusions in Saw Wire Steel. Metall Mater Trans B 48, 2961–2969 (2017). https://doi.org/10.1007/s11663-017-1055-0
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-017-1055-0