
Abstract
This work is focused on the possibilities of preparing Ni-Ti46 wt pct alloy by powder metallurgy methods. The self-propagating high-temperature synthesis (SHS) and combination of SHS reaction, milling, and spark plasma sintering consolidation (SPS) are explored. The aim of this work is the development of preparation method with the lowest amount of undesirable phases (mainly Ti2Ni phase). The SHS with high heating rate (approx. 200 and 300 K min−1) was applied. Because the SHS product is very porous, it was milled in vibratory disk milling and consolidated by SPS technique at temperatures of 1173 K, 1273 K, and 1373 K (900 °C, 1000 °C, and 1100 °C). The microstructures of samples prepared by SHS reaction and combination of SHS reaction, milling, and SPS consolidation are compared. The changes in microstructure with increasing temperature of SPS consolidation are observed. Mechanical properties are tested by hardness measurement. The way to reduce the amount of Ti2Ni phase in structure is leaching of powder in 35 pct hydrochloric acid before SPS consolidation.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Many intermetallic compounds have attractive physical, chemical, or mechanical properties. Intermetallics based on the systems of transition metals and aluminum are interesting because they have low density, good mechanical properties at high temperatures, and good oxidation resistance at high temperatures. Ti-Al system (TiAl and Ti3Al intermetallics) with a good thermal stability at the temperatures of 873 K to 1073 K (600 °C to 800 °C) and the density of 3.9 to 4.1 g cm−3[1] belongs to this group of intermetallics. Other intermetallic compounds with similar properties form in Fe-Al and Ni-Al systems. Other intermetallics exhibit the ability of hydrogen storage (La-Ni, Mg-Ni). Ni-Ti alloys belong to the group of shape memory alloys (SMA).[1,2,3] Shape memory effects (one-way shape memory effect, two-way shape memory effect, superelasticity, and pseudoelasticity) are connected with the reversible transformation between high-temperature phase (austenite with B2 cubic structure) and low-temperature phase (martensite B19′ monoclinic structure).[4] These effects and good corrosion resistance enable application as actuators, vibration dampers, automotive, aerospace, and biomedical applications.[5,6] The production of intermetallics by conventional melting processes is complicated—the melt reacts with melting crucibles and oxygen and nitrogen in atmosphere, especially in the case of titanium-containing phases. Therefore, melting must be carried out under vacuum. Moreover, poor casting properties and sometimes high melting temperature complicate the production of intermetallics. Powder metallurgy methods are alternative ways of intermetallic compounds production. There are several possibilities to produce Ni-Ti alloys. Melting processes are the most often industrially used. Vacuum induction melting (VIM) using carbon crucible is attractive because it is economically acceptable and electrodynamic forces result in stirring and mixing of the melt and homogenous chemical composition of the product.[7,8] But carbon crucible is problematic because carbon is absorbed into the melt and creates TiC particles. It leads to change of nickel-titanium ratio and phase transformation temperatures (an increase of 0.1 at. pct nickel results in 10 K decrease of transformation temperature).[9] Some attempts to limit carbon absorption in melt were tested, e.g., Ti-disk cladding.[10,11] Crucibles made of carbon coated by ZrO2 and Y2O3 have better properties, but they are more expensive.[12] Vacuum arc remelting (VAR) produces very pure melt, but only in small volume and melting must be repeated to obtain homogenous chemical composition.[8] The next process is called copper boat induction melting (CBIM). It is similar to VIM, electromagnetic stirring provides good chemical homogeneity, but carbon crucible is replaced with water-cooled copper mold.[13]
Powder metallurgy offers perspective methods of production of Ni-Ti alloys. Self-propagating high-temperature synthesis (SHS) starts from the compressed mixture of elemental nickel and titanium powders. This mixture is heated up in vacuum or protective atmosphere to the ignition temperature and then exothermic reaction between nickel and titanium starts. This reaction is often presented as being connected with the eutectic temperature at 1215 K (942 °C).[14] However, it was found that the reaction can be initiated at lower temperature using very high heating rate (approx. 300 K min−1).[15] The other undesirable phases (Ti2Ni, Ni3Ti) and porosity are also formed by SHS reaction. The heating rate, chemical composition of powder mixture (nickel–titanium ratio), and the particle sizes of nickel and titanium powders influence the phase composition and porosity of product.[15,16,17] It was found that the NiTi, Ti2Ni, and Ni3Ti phases can be formed at lower temperature of 773 K to 923 K (500 °C to 650 °C) by diffusion-controlled reactions. The probable reaction mechanism is shown in this paper.[18] Another way of preparing Ni-Ti alloys is the consolidation of pre-alloyed powders by spark plasma sintering (SPS). This process consists of the sintering of powder under simultaneous influence of high electric current and uniaxial pressure. Powders are placed usually in graphite die and heating is achieved by passing a current through the die and the sample while a pressure is applied on the powder.[8,19] The SPS technique enables preparation of fully dense material or highly porous samples for biomedical application which can be prepared by adding some pore-creating agent—ammonium hydrogen carbonate.[6] The porous Ni-Ti alloys can be also prepared by hot isostatic pressing (HIP). On the other hand, HIP is a pressure-assisted sintering technique that can be utilized to manufacture theoretically dense products.[8,20] The common problem of melting metallurgy and powder metallurgy technique remains the formation of undesirable Ti2Ni and Ni3Ti phases. In this work, the combination of SHS, milling, and spark plasma sintering is tested as a technology to produce dense NiTi shape memory alloy.
Experiment
The experimental material (Ni-Ti46 wt pct) was prepared by manual blending of nickel (particle size <150 µm, d50 = 48 µm, 99.9 wt pct purity) and titanium (particle size <44 µm, d50 = 14 µm, 99.5 wt pct purity) powders. The particle sizes of Ni and Ti powders were selected on the basis of this study.[17] The mixtures of powders were uniaxially compressed at room temperature to cylindrical green bodies of 12 mm in diameter at a pressure of 600 MPa for 5 minutes using LabTest 5.250SP1-VM universal loading machine. Self-propagating high-temperature synthesis was carried out by two ways. The first way of self-propagating high-temperature synthesis was carried out in induction furnace. The Ni-Ti pressed samples are put into a graphite crucible to be heated. The crucible and the inductor were in a sealed chamber with a circulation of argon gas. The heating rate was 200 K min−1 and sintering temperature reached more than 1173 K (900 °C). Then the samples cooled down still with the argon inert gas. The second way of self-propagating high-temperature synthesis was carried out in an evacuated silica ampoules placed in the electric resistance furnace preheated at the temperature of 1373 K (1100 °C). During this process, the heating rate over 300 K min−1 was achieved. The duration of sintering was 20 minutes and the following cooling was conducted in air. These samples were milled in a vibratory cylinder mill. Then the samples sintered in silica ampoules were compacted by the spark plasma sintering method (Thermal Technology 10-4 device) at 1173 K, 1273 K, and 1373 K (900 °C, 1000 °C, and 1100 °C) under the pressure of 50 MPa with a holding time of 10 minutes and a heating rate of 300 K min−1. The first sample sintering in induction furnace was compacted by the spark plasma sintering method at 1173 K (900 °C) under pressure 10 MPa with holding time 10 min and heating rate of 300 K min−1.
The chemical microanalysis found an iron contamination in the sample after milling. As the subsequent treatment of the milled powder before spark plasma sintering, the leaching in hydrochloric acid was tested. The powder from sample sintering in induction furnace was earlier leached by 35 pct hydrochloric acid. To stop the reaction, cold water was added and the powder was separated by decantation and dried. Then the sample was compacted by spark plasma sintering with the same conditions as the first sample. The metallographic samples were prepared. The samples were ground by sandpapers P180–P4000 with SiC abrasive elements, polished by diamond pastes, and etched in Kroll’s reagent (10 mL HF, 5 mL HNO3, and 85 mL H2O). The microstructure was observed by light metallographic microscope Olympus PME3 and scanning electron microscope TESCAN VEGA 3 LMU (working distance 15 mm, accelerating voltage 20 kV) equipped with the OXFORD Instruments X-max 20 mm2 SDD EDS analyzer for identification of chemical composition of individual phases. Area fraction of Ti2Ni phase was evaluated by Lucia 4.8 image analysis software. The phase composition of alloys was identified on ground surfaces of samples by the means of X-ray diffraction (XRD) using PANalytical X’Pert Pro diffractometer with a copper anode. The mechanical properties were characterized by Vickers hardness test with a load of 10 kg (HV 10). Hardness measurements were performed at room temperature.
Results
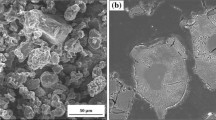
The structures of alloys prepared by the SHS reactions at 1373 K (1100 °C) in silica ampoule and at 1173 K (900 °C) in induction furnace are shown in Figures 1(a) and (b). The well-observable NiTi and Ti2Ni phases are shown in Figure 1. There are some similarities in the morphology of the concretely thin particles of Ti2Ni phase. It was found by image analysis, that the sample prepared in induction furnace at 1173 K (900 °C) contains more Ti2Ni phase. At the same time, the hardness of the samples was measured. The values of Ti2Ni phase amount and hardness of samples are summarized in Table I. XRD analysis (shown in Figure 2) detected the presence of the unreacted α-titanium particles in the sample sintered at 1373 K (1100 °C). The problem of Ni-Ti alloys prepared by SHS process is high porosity of alloys, change of the shape due to partial melting, and the presence of undesirable phases (Ti2Ni, Ni3Ti). Therefore, the possibility to obtain fully dense material is milling of the SHS-produced material and consolidation of the powder using SPS technique.

Microstructure of NiTi46 (in wt pct) alloy prepared by SHS process at temperature of (a) 1373 K (1100 °C) in electric resistance furnace, (b) 1173 K (900 °C) in induction furnace

XRD patterns of NiTi46 (in wt pct) alloy prepared by SHS process at 1373 K (1100 °C), SHS process at 1373 K (1100 °C), milling, and SPS consolidation at 1173 K, 1273 K, and 1373 K (900 °C, 1000 °C, and 1100 °C)
The structure of the sample sintered at 1373 K (1100 °C) milled and consolidated by SPS technique at 1173 K (900 °C) is presented in Figure 3(a). Compared to the alloy prepared by SHS reaction, there is an increase in the amount of Ti2Ni phase, which was segregated on surface of particles (along boundaries of powder). Apart from Ti2Ni phase, there are other undesirable phases—Ni3Ti and Ni4Ti3. The Ni3Ti phase was created next to the Ti2Ni phase. The Ni4Ti3 phase is not possible to be observed in the structure, its presence was found by XRD analysis (Figure 2) and confirmed by higher content of nickel in the NiTi phase (approx. 57 wt pct). This phase was formed probably by aging process. The structure of the alloy (Figure 3(b)) consolidated by SPS technique at 1173 K (900 °C) from the powder prepared by sintering in induction furnace is similar to the SHS-1373 K (1100 °C) in silica ampoule and SPS-1173 K (900 °C) alloy (Figure 3(a)). There are only two differences—the sample, sintered in induction furnace at 1173 K (900 °C) and consolidated by SPS at 1173 K (900 °C), contains coarser Ti2Ni phase and a higher amount of Ti2Ni phase, but it is caused by the higher amount of Ti2Ni phase in the sample immediately after SHS reaction.

Microstructure of NiTi46 (in wt pct) alloy prepared by SPS consolidation at 1173 K (900 °C) from milled powder after sintering in (a) electric resistance furnace at 1373 K (1100 °C), (b) induction furnace at 1173 K (900 °C)
The same changes as in the previous samples prepared by SPS occur at the sample sintered under vacuum at 1373 K (1100 °C) in silica ampoule and compacted by SPS at 1273 K (1000 °C). The ranges of these changes are bigger (Figure 4(a)). Along the boundaries of powder, there were formed more Ti2Ni and Ni3Ti phases. The Ni4Ti3 phase created a clearly visible network in Ni-Ti alloy. The presence of both structures of NiTi phase was confirmed by XRD (Figure 2) and average chemical compositions of individual phases determined by EDS analysis are placed in Table II. The content of Ti2Ni phase is very high (Table I).

Microstructure of NiTi46 (in wt pct) alloy prepared by SHS process at 1373 K (1100 °C), milling, and SPS consolidation at (a) 1273 K (1000 °C), (b) 1373 K (1100 °C)
The same trend continues in the sample sintered in silica ampoule at 1373 K (1100 °C) and consolidated by SPS at 1373 K (1100 °C). This sample consists only of stable Ti2Ni, NiTi, and Ni3Ti phases; see Figure 4(b). Ni3Ti phase is formed near Ti2Ni phase. Ni3Ti phase created the network in NiTi phase. The process of precipitation of Ni4Ti3 phase finished at sintering temperature of 1373 K (1100 °C) (Ni4Ti3 → Ni3Ti2 → Ni3Ti).[21] The Ni4Ti3 phase is stable under 933 K (660 °C) and Ni3Ti2 phase under 1023 K (750 °C) during aging of the Ni-Ti48 alloy.[22] The amount of Ti2Ni phase in the structure increased again, and the contents of Ti2Ni phase at individual samples and hardness are summarized in Table I. Hardness of samples prepared by SHS-1373 K (1100 °C) in silica ampoule, milling, and SPS consolidation (samples labeled 5, 6, and 7 in Table I) increased with the increasing amount of Ti2Ni phase. During milling, the contamination of iron comes from the stainless steel used in the vessel of vibratory disk milling. It was caused by the combination of abrasive and adhesive wear in milling process. The solution of this problem was searched. To eliminate iron from the sample, a chemical process was established (microstructure of this alloy is shown in Figure 5). The mixture powder from milling was leached by 35 pct hydrochloric acid. The leaching decreases the content of iron from approx. 2.0 to 0.3 wt pct. Moreover, the leaching caused a decrease in the amount of Ti2Ni phase in the structure after SPS consolidation. The results of hardness measurement are shown in Table I. The samples prepared by SHS reaction have the lower hardness. The hardness was higher with SPS consolidation because the vibratory disk milling introduced deformations in the sample that were not removed during the SPS consolidation. The hardness increases with the increasing temperature of SPS consolidation (increasing amount of Ti2Ni in the structure).

Microstructure of NiTi46 (in wt pct) alloy prepared by SHS process at 1173 K (900 °C), milling, hydrochloric acid leaching, and SPS consolidation at 1173 K (900 °C)
Discussion
The preparation of Ni-Ti alloys by self-propagating high-temperature synthesis method was carried out previously in many research works.[8,14,15] It is known that apart from the desired NiTi phase, other undesirable phases (Ti2Ni, Ni4Ti3, and Ni3Ti) and a very porous structure are formed.[15,23] Previously, heating rate was determined as the factor having important influence on the process of the reaction of Ni-Ti.[16] Slow heating rate promotes undesirable phases created by diffusion. High heating rate (above 300 K min−1) limits the diffusion process and supports the exothermic reaction—SHS. It was confirmed that there is a significant difference in the amount of Ti2Ni phase in the structure of Ni-Ti alloy depending on the heating rate (heating rate 20 K min−1—35 wt pct Ti2Ni phase, heating rate >300 K min−1—12 wt pct Ti2Ni phase).[16] Our results correspond with it, more Ti2Ni phase was formed in the sample prepared in the induction furnace opposite to the sample from silica ampoule. It relates to two factors, the first factor is the heating rate (200 K min−1 in induction furnace vs 300 K min−1 in silica ampoule). It enables the formation of Ti2Ni phase by diffusion. The second reason consists in the chemical composition of furnace’s atmosphere. SHS reaction was carried out in a vacuum chamber with a circulation of argon gas, but the content of oxygen is higher than that in evacuated silica ampoule. It is known, that oxygen stabilizes the Ti2Ni phase.[24] Higher fraction of Ti2Ni phase causes an increase of hardness. The samples were warmed up during milling in the vibratory mill and oxygen was absorbed on the surface of particles. Therefore, during SPS consolidation a very high amount of the Ti2Ni phase along boundaries of powder was formed. The depletion by titanium created nickel-rich areas leading to the formation of Ni3Ti phase. The amount of these undesirables phases increases with the increasing temperature of SPS consolidation. The Ni4Ti3 phase was created by aging process, at the highest temperature of consolidation this phase was converted to the Ni3Ti phase.[20]
It was found that it is possible to partially decrease the formation of Ti2Ni phase during SPS consolidation. It was carried out by leaching in hydrochloric acid after milling. The contamination by iron from milling and the oxygen-rich layer on particles are removed during leaching. The leaching caused the reduction of the amount of Ti2Ni phase by about 21 pct of area fraction. The economics aspects and influence on production cost of this fabrication were not investigated because this study is fundamental research. The results of hardness measurement show that the hardness of Ni-Ti alloys depends on the way of fabrication and the amount of Ti2Ni phase in the structure. The main reason for the high hardness of SPS consolidation samples is the strengthening of deformations from milling.
The main benefit of these results of this study is finding that spark plasma sintering is not a suitable method for consolidation of Ni-Ti powder because the big amount of Ti2Ni and Ni3Ti phases is formed and it can lead to a change of Ni:Ti ratio and following changes in transformation temperatures.
Conclusion
This paper deals with comparing microstructure and hardness of sample prepared by SHS reaction and combination of SHS reaction, milling, and SPS consolidation. It was found out that samples contain more undesirable Ti2Ni and Ni3Ti phases after milling and SPS consolidation. The Ti2Ni phase was created along the particle boundaries. The amount of Ti2Ni phase in the structure increased with the increasing temperature of SPS consolidation. Therefore, nickel content in the alloy increased and the Ni3Ti phase was formed. The Ti2Ni phase formation is caused by absorption of oxygen on particles during milling. The leaching of powder after milling and before SPS consolidation in 35 pct hydrochloric acid reduces the amount of the Ti2Ni undesirable phase in the Ni-Ti alloy. The hardness of samples depends on the method of preparation and amount of Ti2Ni phase. Hardness increases with the increasing amount of Ti2Ni phase in structure and due to the application of milling process.
References
[1] F. Wenbin, H. Lianxi, H. Wenxiong, W. Erde, L. Xiaoqing: Materials Science and Engineering: A, 2005, vol. 403, pp. 186-190.
[2] M. Yamaguchi, H. Inui, K. Ito: Acta Materialia, 2000, vol. 48, pp. 307-322.
[3] P. Novák, I. Marek, L. Mejzlíková, A. Michalcová, D. Vojtěch: Materials and technology, 2012, vol. 46, pp. 559-562.
[4] K. Otsuka, X. Ren: Progress in Materials Science, 2005, vol. 50, pp. 511-678.
[5] J. Mohd Jani, M. Leary, A. Subic, M.A. Gibson: Materials & Design, 2014, vol. 56, pp. 1078-1113.
[6] L. Zhang, Y.Q. Zhang, Y.H. Jiang, R. Zhou: Journal of Alloys and Compounds, 2015, vol. 644, pp. 513-522.
[7] Z. Zhang, J. Frenzel, K. Neuking, G. Eggeler: Acta Materialia, 2005, vol. 53, pp. 3971-3985.
[8] M.H. Elahinia, M. Hashemi, M. Tabesh, S.B. Bhaduri: Progress in Materials Science, 2012, vol. 57, pp. 911-946.
T. Duerig, A. Pelton, Ch. Trepanier, Nitinol - PART I Mechanism and Behavior, SMST e-Elastic newsletter, ASM International (2011).
[10] N. Nayan, Govind, C.N. Saikrishna, K.V. Ramaiah, S.K. Bhaumik, K.S. Nair, M.C. Mittal: Materials Science and Engineering: A, 2007, vol. 465, pp. 44-48.
[11] J. Frenzel, Z. Zhang, K. Neuking, G. Eggeler: Journal of Alloys and Compounds, 2004, vol. 385, pp. 214-223.
[12] S.K. Sadrnezhad, S.B. Raz: Metallurgical and Materials Transactions B, 2005, vol. 36, pp. 395-403.
[13] Y. Kabiri, A. Kermanpur, A. Foroozmehr: Vacuum, 2012, vol. 86, pp. 1073-1077.
[14] M. Whitney, S.F. Corbin, R.B. Gorbet: Acta Materialia, 2008, vol. 56, pp. 559-570.
[15] P. Novák, L. Mejzlíková, A. Michalcová, J. Čapek, P. Beran, D. Vojtěch: Intermetallics, 2013, vol. 42, pp. 85-91.
[16] P. Novák, H. Moravec, P. Salvetr, F. Průša, J. Drahokoupil, J. Kopeček, M. Karlík, T. F. Kubatík: Materials Science and Technology, 2015, vol. 31, pp. 1886-1893.
[17] P. Novák, T. Veselý, I. Marek, P. Dvořák, V. Vojtěch, P. Salvetr, M. Karlík, P. Haušild, J. Kopeček: Metallurgical and Materials Transactions B, 2016, vol. 47, pp. 932-938.
[18] P. Novák, P. Pokorný, V. Vojtěch, A. Knaislová, A. Školáková, J. Čapek, M. Karlík, J. Kopeček: Materials Chemistry and Physics, 2015, vol. 155, pp. 113-121.
[19] Z.A. Munir, U. Anselmi-Tamburini, M. Ohyanagi: Journal of Materials Science, 2006, vol. 41, pp. 763-777.
[20] A. Bansiddhi, D.C. Dunand: Intermetallics, 2007, vol. 15, pp. 1612-1622.
G. Chen, K.-D. Liss, P. Cao: Acta Materialia, 2014, vol. 67, pp. 32-44.
[22] M. Nishida, C.M. Wayman, T. Honma: Metallurgical Transactions A, 1986, vol. 17, pp. 1505-1515.
[23] S. Wisutmethangoon, N. Denmud, L. Sikong: Materials Science and Engineering: A, 2009, vol. 515, pp. 93-97.
[24] M. V. Nevitt: Trans. TMS-AIME, 1960, vol. 218, pp. 327-331.
Acknowledgment
Financial support from specific university research (MSMT No 20-SVV/2016) and Czech Science Foundation, Project No. 14-03044S.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted April 8, 2016.
Rights and permissions
About this article

Cite this article
Salvetr, P., Kubatík, T.F., Pignol, D. et al. Fabrication of Ni-Ti Alloy by Self-Propagating High-Temperature Synthesis and Spark Plasma Sintering Technique. Metall Mater Trans B 48, 772–778 (2017). https://doi.org/10.1007/s11663-016-0894-4
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-016-0894-4