
Abstract
Roasting of molybdenum concentrates with sodium chloride has high potential and can be an alternative to oxidizing roasting and autoclave leaching; however, the chemistry and mechanism are poorly known. The chemical mechanism of the roasting process between molybdenite concentrate and sodium chloride in the presence of atmospheric oxygen is proposed. It is demonstrated that the process occurs through molybdenite oxidation, up to molybdenum trioxide, with subsequent formation of sodium polymolybdates and molybdenum dioxydichloride from molybdenum trioxide. It is found that the formation of water-soluble sodium polymolybdates from molybdenum trioxide stops over time due to passivation of sodium chloride surface by polymolybdates. It is proved experimentally that preliminary grinding of the mixture in a furnace charge leads to an increase in the polymolybdate fraction of the roasting products, which constitutes approximately 65 pct of molybdenum initially in the roasted mixture against 20 to 22 pct in a nonground mixture (or 75 to 77 pct against 30 to 33 pct of molybdenum in calcine). For the first time, the presence of the Na2S2O7 phase in the calcine was confirmed experimentally. The suggested mechanism gives possible explanations for the sharp increase of MoO2Cl2 formation within the temperature range of 673 K to 723 K (400 °C to 450 °C) that is based on the catalytic reaction of molybdenum dioxydichloride from the Na2S2O7 liquid phase as it runs in a melt.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Molybdenite concentrate is the principal source from which molybdenum is extracted. The commercial route for the extraction of molybdenum involves roasting of its concentrate, purification of the resultant calcine by hydrometallurgical way to MoO3, and hydrogen reduction of the trioxide to the metal. Although this method is the main way for the production of molybdenum and has long been used in industry, studies on its application to different concentrates,[1] as well as kinetics[2,3] and mechanism[4] of roasting, are still scarce. However, as a result of the well-known disadvantages of molybdenum pyrometallurgical extraction, hydrometallurgical processes have become more and more attractive. Among them, nitric acid leaching,[5,6] oxygen pressure leaching,[7,8] electric-oxidation extraction,[9] sodium chlorate[10,11] and hypochlorite leaching,[12] and bio-leaching[13,14,15] are more popular.
Another way to extract molybdenum from molybdenite concentrate is through the use of combined methods where the concentrate is roasted with various additives in order to convert Mo to a soluble form and to bind sulfur to form sulfates, thus enabling the elimination or significant reduction of SO2 emissions. Lime[16] or sodium chloride could be used as additives.[17,18,19] In this paper, roasting of molybdenite concentrate with sodium chloride was studied.
Special aspects of the interaction between molybdenite concentrates and sodium chloride when heated in the presence of oxygen are not very well known, although their applied significance may be large. As it was shown,[17] replacement of conventional oxidizing roasting of molybdenite concentrates with low-temperature roasting with sodium chloride makes it possible to significantly reduce the formation of SO2 due to the capture of sulfur in sodium sulfate. When this occurs, about 30 to 50 pct of molybdenum is present in the roast residue in the form of water-soluble sodium molybdates, and the roasting temperature thus may be reduced from the conventional 853 K to 873 K (580 °C to 600 °C) to 698 K to 748 K (425 °C to 475 °C), thereby reducing the costs of the heating of the furnace charge and the hydrometallurgical processing of the roast residue.
The first paper on the interaction between molybdenite and sodium chloride in an oxygen flow was published in 1988, and is not very informative.[18] Therefore, the authors concluded about the existence of chemical reactions in the MoS2-NaCl-O2 system when heated at temperatures 473 K to 903 K (200 °C to 630 °C); however, sodium sulfate, chlorides, or oxychlorides were not identified in the solid products of the reaction. The results of further research were published much later; the presence of the reaction products—Na2Mo2O7, Na2SO4, and MoO3—and “some gaseous compounds containing molybdenum and chlorine” was first established in the paper.[19] The main conclusion drawn from the literature was that the solid products of molybdenite oxidation at temperatures above 673 K (400 °C) are more often chlorinate in a solid-liquid system rather than in a solid-gas system, i.e., the primary chlorinator is mainly NaCl but the product of its decomposition in the presence of sulfur dioxide is not Cl2. While the authors failed to find any direct evidence of the presence of liquid Na2S2O7 on the NaCl surface, they took into account the data of Fielder et al.’s study[20] and assumed that as a fact, and then came to a conclusion that the melted sodium bisulfate increases the contact surface and creates proper conditions for transporting MoO3 through the melted layer to NaCl. Thus, Zlatanović et al.’s study[19] hypothesized the role of NaCl in roasting, but no description of the process chemistry and the mechanism of the reactions that had taken place was given there.
Earlier, the same authors determined the reaction products[21] and suggested the principal chemical reactions accompanying the roasting process of molybdenite concentrates with sodium chlorides.[17] The purpose of this research is not only to confirm experimentally the chemistry of roasting and specify its details, but also to suggest the reaction mechanism that is occurring.
Experimental
Materials
The subject of this study is a molybdenum concentrate produced by flotation of copper-molybdenum ores from the Erdenet mineral deposit (Mongolia). The composition (wt pct) of molybdenum concentrate is as follows: Mo—45.23 pct, Fe—2.30 pct, and Cu—1.41 pct. The chemical composition of the concentrate was determined by ICP (inductively coupled plasma). NaCl was used as the chlorinator.
Procedures
The concentrate was mixed with sodium chloride in required proportions and roasted in a furnace at different temperatures and roasting times. The experimental setup is shown in Figure 1 displaying a tube furnace, a boat crucible, a quartz tube, a condenser for gaseous products, and absorbers. A sample of the mixture was taken in a combustion tray and placed in the quartz reactor heated by the tube furnace.

Experimental setup of oxidizing-chlorination roasting: furnace (1), crucible (2), reactor (3), condensing apparatus, (4) and absorbers (5)
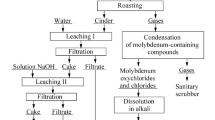
Chlorine-containing molybdenum compounds were collected in a condenser and absorbers. Three types of molybdenum-bearing products were formed as a result of roasting process: the roasted concentrate, chlorides, and oxychlorides which were recovered from condenser and absorber solutions.
The roasted concentrate was removed from the crucible and then leached in either water or alkali solution. Water leaching was performed for 1 hour at 363 K (90 °C), with a liquid-to-solid ratio of 7:1 and stirring at 400 RPM. The alkaline leaching was conducted under the same conditions with sodium hydroxide solution ([NaOH] = 50 g/L). The specified conditions were sufficient for the complete recovery of water-soluble molybdenum compounds during water leaching and all non-sulfide molybdenum during alkaline leaching.
Products’ Identification
The solid products of roasting were analyzed by X-ray diffraction and scanning electron microscope (FEI Company SEM Quanta 650); microanalysis was carried out by means of Energy-Dispersive X-ray Spectrometry, EDAX.
Thermodynamic Considerations
Thermodynamic analysis of possible reactions occurring in the MoS2-NaCl-O2 system was performed using the software FactSage (http://factsage.com/). The roasting process was modeled for a mixture containing 8 g of MoS2 and 12 g of NaCl. Oxygen availability was varied from 1 to 50 g. Results from the analysis (Table I) lead to a conclusion that the products most likely formed as a result of a reaction between MoS2 and NaCl in the presence of oxygen: MoO2, MoO3, and Na2SO4 in form of solid residue; SO2, Cl2, and MoO2Cl2 in gaseous phase.
The chemistry of roasting process is quite complex. In general, the interaction between metal sulfides and sodium chloride in the presence of oxygen leads to the formation of metal chloride and sodium sulfate. However, from thermodynamics, a wide range of reactions can lead to the formation of chlorides, sulfates, and metal oxides at temperatures from 573 K to 773 K (300 °C to 500 °C) (Table II).
Results and Discussion
Figure 2 shows the molybdenum distribution in the products (depending on the roasting time); all products were measured at each time, including the gaseous phase during roasting, along with residue during water and alkali leaching. Earlier, it was determined, by XRD for solid products and by mass spectrometry for gas phase, that molybdenum is mainly present as molybdenum trioxide in products and as sodium polymolybdates in calcine, and as dioxydichloride in the gas phase.[21] The molybdenum distribution between products and the initial molybdenite was then determined. Gas molybdenum compounds were collected from absorbers by alkali (Figure 1), and Mo quantity was determined by ICP analysis. Calcine was leached initially by water and then by alkali. Solutions after water and alkali leaching were sent for ICP analysis as well as cake after alkali leaching. Mo quantity determined in water solution corresponds to Mo in sodium polymolybdates as polymolybdates are well soluble in water. Mo quantity determined in alkali solution corresponds to Mo in molybdenum trioxide as MoO3 is well soluble in alkali and insoluble in water. Mo quantity determined in cake correspondings to Mo in initial molybdenite as MoS2 is insoluble in water as well as in alkali.

Molybdenum distribution in the roasting products, depending on its duration (temperature 723 K (450 °C), NaCl ratio150 pct of the concentrate weight)
Each of the four areas (not lines) in Figure 2 corresponds to certain compound. For example, at the initial time, all Mo were found in system as part of MoS2; 30 minutes after roasting, 25 pct of Mo was found in system as part of gas MoO2Cl2, 20 pct as a part of sodium polymolybdates, and 55 pct as a part of initial non-reacted MoS2. Formation of MoO3 after 30 minutes of roasting did not occur.
The obtained data were in correspondence with the principle process chemistry proposed by Aleksandrov et al.[17] During the first half-hour, intensive oxidation of molybdenite by atmospheric oxygen takes place, with the formation of trioxide, which is given in Reaction [1]:
Molybdenum trioxide reacts immediately with sodium chloride, with the formation of sodium molybdate and dioxydichloride, which is given in Reaction [2]:
Therefore, there is virtually no MoO3 in the roast residue during the first 30 minutes of roasting. According to Reference 22, two variants of Reaction [2] are possible: in two stages with Reactions [3] and [4]:
or in an oxygen-lacking environment (for example, in case of agglomeration of the particles), in two stages with Reactions [5] and [6]:
Formation of molybdenum dioxydichloride is also possible as a result of chlorination of molybdenum disulfide and trioxide mixture,[23] which is given in Reaction [7]:
After 30 minutes of roasting, molybdenum trioxide appears in the roast residue, and simultaneously, the formation of sodium molybdate (polymolybdates) stops, which may be explained only by cessation of Reaction [3] due to passivation of sodium chloride particles by the reaction product, sodium molybdate (polymolybdates). Figure 3 shows a roast residue fragment after 15 minutes of roasting, where it can be seen that a sodium molybdate film begins to form on the sodium chloride particle.

SEM image and EDS spectrums of roast residue after 15 min of roasting at temperature of 723 K (450 °C) and NaCl ratio of 150 pct ((a) NaCl and (b) Na2MoO4)
After 90 minutes of roasting, the sodium chloride particle is completely covered. Figure 4 shows a crust of sodium polymolybdates and molybdenum trioxide that is formed during molybdenite oxidation, which does not start to react with NaCl due to passivation of the salt surface.

SEM image and EDS spectrums of roast residue after 90 min of roasting at temperature of 723 K (450 °C) and NaCl ratio of 150 pct ((a) NaCl, (b) nNa2O·mMoO3, and (c) MoO3)
It is worth mentioning that most of the sodium chloride particles get fully passivated after 30 minutes of roasting (Figure 5), which corresponds to the data presented in Figure 2 and to the proposed mechanism.

SEM image and EDS spectrums of roast residue after 30 min of roasting at temperature of 723 K (450 °C) and NaCl ratio of 150 pct ((a) NaCl, (b) nNa2O·mMoO3, (c) MoO3, and (d) MoS2)
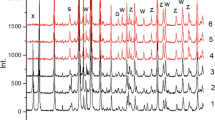
The identified phases (Figures 3 through 5) have been confirmed by XRD (Figure 6).

XRD patterns of roast residues after 15 min (a), 30 min (b), and 90 min (c) of roasting at temperature of 723 K (450 °C) and NaCl ratio of 150 pct
The fact that the film is composed of sodium polymolybdates justifies the proposed chemistry of reaction (8):
It is found in Reference 22 that at temperatures below 773 K (500 °C), Reaction [2] mainly runs through the stages [5] and [6]. It is also known[24] that at a low partial pressure of chlorine (below 35 kPa), Reaction [4] runs at noticeable rates only at temperatures above 773 K (500 °C), and active interaction begins at temperatures above 873 K (600 °C). Taking this into account, it would be logical to make a supposition that Reaction [2] runs according to the mechanism that includes Reactions [5] and [6]. However, sodium oxide was not discovered in the roasting products (including intermediate ones, obtained after 15-minute and 30-minute roasting). Obviously, the mechanism that includes Reactions [5] and [6] during sodium chloride passivation excludes the formation of molybdenum dioxydichloride as shown in Reaction [5]; however, it does not occur in practice, and the formation of MoO2Cl2 continues as long as the primary MoS2 is present in the roasted mixture. All this warrants a conclusion about a more complicated mechanism: sodium molybdate forms according to Reaction [3], and formation of dioxydichloride takes place mainly with the participation of molybdenite according to Reaction [7]; in this case, we cannot completely rule out that Reactions [5] and [6] might also take place. The presence of chlorine in the system, after cessation of Reaction [3] as a result of NaCl surface passivation, is ensured due to sodium chloride decomposition according to Reaction [9]:[25]
Diffusion of the gaseous compounds through the passivating film layer seems to be quite possible. Reaction [9] occurs at the very start of roasting and has a major role. First, NaCl allows the capturing of sulfur as sodium sulfate, thereby significantly decreasing the formation of SO2. Secondarily, generated, according to Reaction [1], SO2 is removed from the system with the help of sodium chloride, as shown in Reaction [9]. The generated MoO3, shown in Reaction [1], is also removed from the system with the help of sodium chloride, as shown in Reaction [2]. This leads to a shift in the equilibrium of Reaction [1] toward the products of reaction and explains the high oxidizing rate of molybdenite at 723 K (450 °C) (100 pct with NaCl ratio − 150 pct against 2 pct without any addition of NaCl).
As MoS2 reacts with MoO3 at temperatures above 673 K (400 °C), and MoO2 is formed as a result,[26] chlorination of a molybdenite and molybdenum trioxide mixture occurs in two stages which is presented in Reactions [10] and [11]:
Obviously, the chemistry of roasting is quite complicated, and all of the above reactions should be considered in total. Thus, for Reactions [1], [4], and [9], we can write an overall reaction either with chlorine emitting [12]:
(\( \Delta {\text{G}}_{ 7 2 3}^{0} \) = −1074 kJ/mol);
or with sulfur dioxide emitting [13]:
(\( \Delta {\text{G}}_{ 7 2 3}^{0} \) = −962 kJ/mol).
For Reactions [1] and [3], the overall reaction is [14]
(\( \Delta {\text{G}}_{ 7 2 3}^{0} \) = −905 kJ/mol).
Therefore, the overall reaction for Reactions [1], [3], [7], and [9] justifies the formation of sodium molybdate, molybdenum dioxydichloride, and sodium sulfate [15]:
(\( \Delta {\text{G}}_{ 7 2 3}^{0} \) = −2203 kJ/mol).
As shown above Reactions [12–15] are thermodynamically probable at roasting temperature 723 K (450 °C).
As it was found, the formation of water-soluble sodium polymolybdates stops due to passivation of sodium chloride surface; therefore, grinding of the initial mixture shall lead to an increase of the polymolybdate content in the roast residue due to an expansion of NaCl surface. Figure 7 shows the correlation between the molybdenum distribution in the roasting products in a ground and an unground mixture and the duration of the process: Grinding duration of 5 minutes; average NaCl particles size decreased from 100 to 200 µm to 20 to 40 µm.

Molybdenum distribution in the roasting products depending on its time in a ground (a) and an unground (b) mixture (temperature 723 K (450 °C), NaCl ratio—150 pct)
It is shown that, when roasting a pre-ground mixture, the molybdenite oxidation process is more intensive: ~60 pct of molybdenum is oxidized during the first 30 minutes, while for an unground mixture, molybdenum is present in 44 to 45 pct. Exactly as it was assumed, in the case of a ground mixture, there is a significant increase of polymolybdate in the roasting products; it constitutes about 65 pct of the initial quantity of molybdenum in the roasted mixture vs 20 to 22 pct for an unground mixture (or 75 to 77 pct vs 30 to 33 pct of molybdenum in the solid product of roasting). At the same time, due to some undetermined cause, there is a sharp decrease of molybdenum dioxydichloride—from ~40 pct to ~8 to 9 pct.
It is interesting to note that the chemistry of the process depends on its temperature but main reaction products containing molybdenum remain unchanged. Figure 8 shows molybdenum distribution in products, in correlation to the roasting temperature.

Molybdenum distribution in the roasting products, depending on the roasting temperature (time—90 min, NaCl ratio—150 pct)
Theoretically, the distribution of molybdenum between sodium molybdate and dioxydichloride must primarily depend on Reaction [2], because the ratio of molybdenum between the reaction products must be 1:1. Divergence from that ratio is determined by Reactions [4], [7], and [8], and may be used as an “indicator” of a shift in the roasting mechanism: if there is more molybdenum in water-soluble sodium molybdates than in dioxydichloride, it means that either a large contribution of Reaction [8] (and sodium polymolybdates formation accordingly) or that the rate of Reactions [4] and [7] is low. In the case that the molybdenum content in dioxydichloride is higher than in the sodium molybdates, the contribution of Reaction [7] is significant. A low rate of Reaction [6] might have been another cause, but the progress of Reaction [2] through the stages described by Reactions [5] and [6] was practically excluded before.
Depending on molybdenum distribution between the water-soluble sodium molybdates and dioxydichloride, three temperature ranges are singled out in Figure 8:
-
(1)
Only sodium molybdates, but no molybdenum dioxydichloride, form with temperatures ranging from 623 K to 673 K (350 °C to 400 °C).
-
(2)
In addition to the formation of sodium molybdates, molybdenum sublimation occurs at temperatures in the range of 673 K to 723 K (400 °C to 450 °C); moreover, increasing the temperature leads to a corresponding increase in the molybdenum fraction in the gaseous phase, and the molybdenum content in MoO2Cl2 is actually twice as large as in the molybdates at 723 K (450 °C).
-
3)
As the temperature rises, molybdenum redistributes between dioxydichloride and the molybdates in favor of the latter within the range of 723 K to 823 K (450 °C to 550 °C), and, moreover, their total quantity increases.
As only sodium molybdates form in the first temperature range, it is obvious that only Reaction [3] occurs in this case and, possibly, Reaction [8]. The temperature is insufficient for Reactions [4] and [7] to occur at a noticeable rate.
In addition to Reactions [3] and [8], Reaction [7] begins in the second temperature range, which causes the formation of MoO2Cl2. Reaction [7] dominates as the temperature increases. The temperature is still insufficient for Reaction [4] to occur at a noticeable rate.
The contribution of Reaction [7] decreases sharply in the third temperature range. At the same time Reaction [8] rate seems to be growing significantly and the importance of that reaction becoming determinant even in spite of the possibility that:
-
Reaction [4] might also occur within that temperature range;
-
the chlorine partial pressure might increase due to a growing degree of sodium chloride decomposition according to Reaction [9].[25]
The following questions now arise: why does Reaction [7] only run at a noticeable rate within the temperature range of 673 K to 723 K (400 °C to 450 °C), and why does the formation of molybdenum dioxydichloride decrease at temperatures above 723 K (450 °C)? Additionally, as seen in Reaction [7], an interaction between one MoS2 particle and six MoO3 particles in a chlorine atmosphere is unlikely to occur, much less at 723 K (450 °C). Evidently, there is a certain factor that catalyzes Reaction [7] within the temperature range of 673 K to 723 K (400 °C to 450 °C).
The cause of that effect may be connected with the form of sulfur presence in the roast residue. Reference 20 shows that within the temperature range of 673 K to 723 K (400 °C to 450 °C), the melted compound Na2S2O7 is the main product of the interaction between sodium chloride and a mixture of sulfur trioxide and oxygen (besides Na2SO4), as shown in Reaction [16]:
With further heating in an oxygen flow up to 773 K (500 °C), Na2S2O7 transforms into porous solid Na2SO4. At temperatures above 723 K (450 °C), the main product of the interaction is directly solid Na2SO4. The presence of both a Na2S2O7 compound and porous Na2SO4 was determined by SEM and EDS analyses in the roast residue obtained at the temperature of 723 K (450 °C) (Figure 9).

SEM image and EDS spectrums of roasting residue obtained at a temperature of 723 K (450 °C), NaCl ratio of 150 pct, time of 90 min ((a) Na2S2O7, (b) Na2SO4)
Figure 10 shows the data on sulfur distribution in the roasting products, depending on the temperature. Within the temperature ranges of 673 K to 723 K (400 °C to 450 °C) and 723 K to 823 K (450 °C to 550 °C), the degree of desulfurization is close to 100 pct; however, within 673 K to 723 K (400 °C to 450 °C), sulfur binds with sodium twice as frequently as in the range of 723 K to 823 K (450 °C to 550 °C), which corresponds to the formation of Na2S2O7 and Na2SO4 compounds within those ranges, respectively.

The sulfur distribution in the roasting products, depending on the temperature (NaCl ratio—150 pct, time—90 min)
Therefore, the possibility of Reaction [7] running within the range of 673 K to 723 K (400 °C to 450 °C) is determined by the formation of the Na2S2O7 liquid phase [it is confirmed by the correlation of the MoO2Cl2 formation in Figure 7 and Na2S2O7 formation in Figure 10 at temperatures between 673 K (400 °C) and 723 K (450 °C)] during roasting within that temperature range, i.e., Reaction [7] de facto runs in the melt. The authors of the paper[19] conclude that the presence of the Na2S2O7 liquid phase increases the contact surface area between NaCl and MoO3, facilitating the MoO3 transfer through the melted layer to a sodium chloride particle, which results in the formation of Na2Mo2O7 and “sublimated compounds containing molybdenum and chlorine” (Reaction [2] is probably meant). The obtained data develop this theory and show that Na2S2O7 primarily influences the formation of MoO2Cl2 but not of sodium molybdates, i.e., it mainly catalyzes the chlorination of MoO3 according to Reaction [7].
In the absence of a liquid phase, the probability of Reaction [7] to occur significantly decreases from 723 K to 823 K (450 °C to 550 °C), which leads to a sharp decrease in the quantity of dioxydichloride formed. However, the formation of Mo2O2Cl2 does not cease completely due to the increase in the rate of Reaction [4] at temperatures between 773 K and 823 K (500 °C and 550 °C).
Conclusion
-
1.
This study describes the possible chemical mechanism of the roasting process between molybdenite concentrate and sodium chloride in the presence of atmospheric oxygen. It is demonstrated that the process runs through the stage of molybdenite oxidation into molybdenum trioxide, with subsequent formation of sodium polymolybdates and molybdenum dioxydichloride from molybdenum trioxide.
-
2.
It has been discovered that the formation of water-soluble sodium polymolybdates from molybdenum trioxide ceases over time due to passivation of sodium chloride surface by polymolybdates. It has been proven in experiments that pre-grinding of the roasted mixture in a furnace charge leads to an increase of the polymolybdate fraction in the roasting products, and that the latter constitutes approx. 65 pct of molybdenum initially in the roasted mixture vs 20 to 22 pct for an unground mixture (or 75 to 77 pct vs 30 to 33 pct of molybdenum in a solid product of roasting).
-
3.
The reduction of the Na2S2O7 phase in the roast has been confirmed experimentally for the first time. This study suggests a mechanism that helps explain a sharp increase of the MoO2Cl2 quantity within the temperature range of 673 K to 723 K (400 °C to 450 °C); the mechanism is based on the fact that the formation of molybdenum dioxydichloride is catalyzed by the Na2S2O7 liquid phase as it runs in the melt.
References
L. Wang, G. Zhang, J. Dang, and K. Chou: Trans. Nonferrous Met. Soc. China, 2015, vol. 25, pp. 4167−4174.
T. Marin, T. Utigard, and C. Hernandez: Can. Metall. Q., 2009, vol. 48, pp. 73-80.
B.-S. Kim, H.-I. Lee, Y.-Y. Choi, and S. Kim: Mater. Trans., 2009, vol. 50, pp. 2669-2674.
T. Utigard: Metall. Mater. Trans. B, 2009, vol. 40, pp. 490-496.
A. S. Medvedev and P. V. Aleksandrov: Russ. J. Non-Ferrous Met., 2009, vol. 50, pp. 353-356.
A. Khoshnevisan, H. Yoozbashizadeh, M. Mozammel, and S. K. Sadrnezhaad: Hydrometallurgy, 2012, vol. 111-112, pp. 52-57.
S. Wang, C. Wei, Z. Deng, C. Li, X. Li, J. Wu, M. Wang, and F. Zhang: Trans. Nonferrous Met. Soc. China, 2013, vol. 23, pp. 3083-3088.
KM Smirnov, NA Raspopov, YM Shneerson, AY Lapin, GA Bitkov, YA Menshikov, PN Paskhin, and VP Kirichenko: Russ. Metall., 2010, vol. 2010, pp. 588-595.
Z. Cao, H. Zhong, G. Liu, Y. Qiu, and S. Wang: J. Taiwan Inst. Chem. Eng., 2010, vol. 41, pp. 338-343.
Z. Cao, H. Zhong, Z. Qiu, G. Liu, and W. Zhang: Hydrometallurgy, 2009, vol. 99, pp. 2-6.
H. Abdollahi, M. Noaparast, S. Z. Shafaei, Z. Manafi, C. Erust, and A. Akcil: Sep. Sci. Technol., 2015, vol. 50, pp. 2396-2404.
L. Youcai, Z. Hong, and C. Zhanfang: Min. Sci. Technol., 2011, vol. 21, pp. 61-64.
G. J. Olson and T. R. Clark: Hydrometallurgy, 2008, vol. 93, pp. 10-15.
H. Abdollahi, S. Z. Shafaei, M. Noaparast, Z. Manafi, and N. Aslan: Trans. Nonferrous Met. Soc. China, 2013, vol. 23, pp. 219-230.
J. Yu, H.-Y. Yang, L.-L. Tong, and J. Zhu: Rare Met., 2015, vol. 34, pp. 207-214.
S. Singh, M. K. Chetty, J. M. Juneja, J. C. Sehra, and C. K. Gupta: Miner. Eng., 1988, vol. 1, pp. 337-342.
P. V. Aleksandrov, A. S. Medvedev, A. A. Kadirov, and V. A. Imideev: Russ. J. Non-Ferrous Met., 2014, vol. 55, pp. 114-119.
S. Rajic and D. Zlatanovic: Thermochim. Acta, 1988, vol. 124, pp. 163-169.
D. Zlatanović, M. Purenović, S. Zec, and M. Miljković: Mater. Sci. Forum, 1998, vol. 282-283, pp. 349-354.
W. L. Fielder, C. A. Stearns, and F. J. Kohl: Electrochem. Soc., 1984, vol. 131, pp. 2414-2417.
P. V. Aleksandrov, A. S. Medvedev, and A. A. Kadirov: Russ. J. Non-Ferrous Met., 2012, vol. 12, pp. 74-77.
A. N. Zelikman and N. N. Gorovits: Russ. J. Gen. Chem., 1954, vol. 11, pp. 1916-1920.
A. N. Zelikman, B. M. Tarakanov, and T. V. Nikiforova: Russ. J. Non-Ferrous Met., 1968, vol. 2, pp. 71-76.
G. De Miccoa, M. Carignana, C. A. Canavesio, and A. E. Bohé: Thermochim. Acta, 2012, vol. 543, pp. 211-217.
A. A. Babenko and V. I. Smirnov: Russ. J. Non-Ferrous Met., 1970, vol. 3, pp. 34-39.
A. N. Zelikman: Molybdenum, Metallurgy, Moscow, 1970, p. 440.
Acknowledgments
The authors gratefully acknowledge the financial support of the Ministry of Education and Science of the Russian Federation in the framework of Increase Competitiveness Program of NUST “MISiS.”
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted June 4, 2016.
Rights and permissions
About this article

Cite this article
Aleksandrov, P.V., Medvedev, A.S., Imideev, V.A. et al. Chemistry and Mechanism of Interaction Between Molybdenite Concentrate and Sodium Chloride When Heated in the Presence of Oxygen. Metall Mater Trans B 48, 878–888 (2017). https://doi.org/10.1007/s11663-016-0889-1
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-016-0889-1