
Abstract
Usibor® 1500P coupons are austenitized in a Gleeble 3500 thermomechanical simulator using a two-step heating procedure in an argon atmosphere. Variations in spectral emissivity are measured in-situ using a near infrared spectrometer and ex situ with a Fourier transform infrared reflectometer. Microstructural evolution and surface roughness are investigated using optical microscopy, FE-scanning electron microscopy, and a surface profilometer. A series of phase transformations of Al-Fe-Si intermetallic phases at the coating/steel substrate interface cause the surface phase and surface roughness to change, which in turn influences the spectral emissivity. At the beginning of the first heating step, the coupons have very low spectral emissivity, due to the molten Al-Si coating. Spectral emissivity increases significantly with increasing soak time from 5 to 12 minutes, associated with the surface phase transformation of the coating into Al7Fe2Si intermetallic phase and an increase in surface roughness. Through the second step heating at 1173 K (900 °C), the spectral emissivity shows a gradually decreasing trend with increasing soak time, caused by the surface phase transformation from Al5Fe2 into AlFe intermetallic phase with a decrease in surface roughness.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Usibor® 1500P, 22MnB5 steel with an Al-Si coating to prevent scale formation and decarburization during furnace heating, has become a mainstay ultra-high strength steel for hot forming die quenching (HFDQ).[1] Through austenitization, the Al-Si coating transforms into a permanent Al-Fe-Si intermetallic layer that provides long-term corrosion resistance.[2] Ensuring complete austentization of the 22MnB5 steel requires knowledge of the blank heating rate, which in turn depends on its spectral emissivity. Tonne et al.[3] calculated the total emissivity and absorptivity of the Al-Si coated 22MnB5 steel at various temperatures using the spectral emissivity data provided by ArcelorMittal, and established a dynamical model to predict the work piece temperature evolution. Chester et al.[4] reported the spectral emissivity of Usibor® 1500P steel varied as a function of temperature, heating rate, and soak time, and showed higher values than those provided by ArcelorMittal when the Al-Si coating was under the molten state. Jhajj et al.[5] obtained sensible results for inferring specific heat only by changing the spectral emissivity in the molten Al-Si state based on these measurements. This raises skepticism on the data provided by ArcelorMittal which considered the spectral emissivity only as a function of temperature. Furthermore, spectral emissivity is influenced by the surface chemical composition, roughness, and surface oxidization state. Pujana et al.[6] studied the spectral emissivity of 42CrMo4 steel at different temperatures as a function of heating time. Wen[7] investigated the spectral emissivity of steels with the multispectral radiation thermometry, and addressed the effect of surface oxidization on the spectral emissivity. Wen and Mudawar[8] explored the relationship between the emissivity of aluminum alloy surfaces and surface roughness, and yielded a model to predict the emissivity of rough surfaces. Wang et al.[9] suggested that the increasing surface roughness of alumina coating formed on AA2024 aluminum alloy led to an increase in the spectral emissivity from 0.2 to 0.4 at wavelengths between 3 and 5 µm. Aside from the preliminary emissivity measurement by Chester et al.[4] and data provided by the manufacturer, the evolution of spectral emissivity of Usibor® 1500P steel during austenitization is rarely reported, and the relationship between the surface phase composition, roughness, and spectral emissivity must be clarified.
Diffusion of iron from the 22MnB5 steel substrate into the Al-Si coating occurs during austenitization, resulting in the formation of Al-Fe-Si intermetallic phases,[10] which may modify the surface chemistry and roughness, and in turn changes the spectral emissivity. Maitra and Gupta[11] studied the intermetallic compound formation using ternary diffusion couple experiments with pure Fe and high purity Al-Si eutectic alloy at temperatures ranging from 600 K to 1173 K (327 °C to 900 °C). Cheng and Wang[12] investigated the phase formation in an AISI 1005 steel coated with pure aluminum for different soak times at 1023 K (750 °C), and found that Al13Fe4 andAl5Fe2 phases transformed into Al2Fe and AlFe phases as the soak time increased. Windmann et al.[13] reported Al-rich intermetallic phases in the aluminum based coating on a boron steel transformed to more Fe-rich intermetallic phases during the austenitization at 1193 K (920 °C). Song et al.[14] investigated the formation of intermetallics at the interface of molten A380 aluminum and H13 tool steel during high pressure die casting process. However, the effect of phase transformation of Al-Si coating during austenitization on the spectral emissivity has not been found in literature.
In the present study, Usibor® 1500P steel coupons are austenitized using a two-step heating procedure in an argon atmosphere. The first heating step at 883 K (610 °C) is to completely transform the Al-Si coating into an Al-Fe-Si intermetallic layer, and then the coupons are rapidly heated to 1173 K (900 °C) and held at this temperature for austenitization. Variations in the spectral emissivity of the steel coupons during the two-step heating are evaluated using in situ and ex situ techniques as a function of soak time. The phase transformations of the Al-Si coating during heating are investigated. The relationship between the spectral emissivity and surface phase transformation, as well as surface roughness is discussed.
Experimental Procedure
Experiments were conducted on Usibor® 1500P steel coupons with a 28 µm thick Al-Si coating. The steel coupons are 145 mm × 30 mm × 1.6 mm, and the nominal chemical composition of the 22MnB5 steel substrate is given in Table I. The chemical composition of the Al-Si coating was determined using energy-dispersive X-ray spectroscopy (EDS) under a field emission scanning electron microscope (FE-SEM, Zeiss Ultra Plus). The austenitization of the steel coupons was carried out in a Gleeble® 3500 thermomechanical simulator in an argon atmosphere, using the two-step heating profile as shown in Figure 1. In the first step, samples were heated to 883 K (610 °C) above the liquidus of Al-13 wt pct Si coating [approximately 871 K (598 °C)][15] at a heating rate of 473 K (200 °C)/s and held for varying times ranging from 0 to 12 minutes, during which time the molten Al-Si reacts with iron from the substrate 22MnB5 to form the Al-Fe-Si intermetallic phases. The samples were then heated to an austenitization temperature of 1173 K (900 °C) at the same heating rate of 473 K (200 °C)/s and held for varying durations, up to 30 minutes. At the end of each soak time, the sample was immediately air-quenched to retain the microstructure.

Schematic illustration of the two-step heating profile
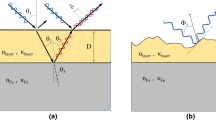
The spectral emissivity of the samples during heating was measured in-situ using a near infrared (NIR) spectrometer (NIRQuest512-2.5) and ex situ using a Fourier transform infrared (FTIR) reflectometer (SOC400T). The NIR spectrometer covers a wavelength range from 0.9 to 2.5 µm, and has a scan time on the order of 1ms, sufficient to temporally-resolve the evolution of spectral emissivity during heating. Prior to the test, the NIR spectrometer is calibrated with a blackbody reference source (Infrared Industries Model 463) at temperatures ranging from 773 K to 1223 K (500 °C to 950 °C). A fiber optic is positioned 1 cm away from the blackbody aperture to relay the emitted radiation to the spectrometer. During the two-step heating tests, the fiber is installed in the Gleeble 1 cm away from the sample. The fiber has a view angle of approximately 30 deg, which corresponds to a spot area having a 0.54 cm diameter on the coupon. Thermocouple measurements confirmed that the temperature over this area is isothermal within 275 K (2 °C). The emitted energy from the heated sample surface is then measured and compared with that of the blackbody to evaluate the spectral emissivity. The repeatability of NIR measurement was verified by the spectral emissivity measurements of five coupons during the two-step heating, and the maximum variation in spectral emissivity is 0.04.
The FTIR reflectometer is used to measure the near-normal hemispherical spectral reflectivity of the quenched samples at the room temperature. The reflectometer covers a broader wavelength range from 2 to 25 µm. The sample is placed over the optical port on the FTIR. A collimated beam of infrared light is modulated with a Michelson interferometer and then directed through the optical port onto the sample at approximately 20 deg off-normal. Light reflected by the sample is imaged onto a piroelectric detector. The sample reflectance is inferred by comparing the sample spectrum generated by the detector to that of a gold-plated reference surface. Spectral emissivity is then derived using Kirchoff’s law, ε λ = 1 − ρ λ . Three FTIR measurements were repeated on each sample, and the maximum variation in spectral emissivity is 0.03.
The cross-section of each sample was metallographically prepared and etched with a 2 vol pct Nital solution to reveal the coating microstructure. Microstructural examinations were performed using an optical microscope and the field emission scanning electron microscope (FE-SEM). The chemical composition of the intermetallic phases was analyzed by energy-dispersive X-ray spectroscopy (EDS). The surface roughness of each sample was measured using a surface profilometer (Mitutoyo SJ-400).
Results and Discussion
Evolution of Spectral Emissivity
Figure 2(a) gives an example of the variations in spectral emissivity of Usibor® 1500P steel coupons during the two-step heating at different soak times, which were measured in-situ using the NIR spectrometer. In the first step heating at 883 K (610 °C), the spectral emissivity increases with increasing soak time, whereas little variation in spectral emissivity is observed during the second step heating at 1173 K (900 °C). To better see the changes in spectral emissivity with respect to soak time, the evolution of spectral emissivity at 2.3 µm with increasing soak time is shown in Figures 2(b) and (c). At the beginning of the first step heating, the coupons display very low spectral emissivity of about 0.2, due to the molten Al-Si coating. With increasing soak time from 5 to 12 minutes, the spectral emissivity rapidly increases and then reaches a constant value of 0.76. By examining the first derivation of the spectral emissivity curve with respect to time, a peak at 5 minutes is clearly observed, representing the point at which the metallic Al-Si coating fully transforms into the Al-Fe-Si intermetallic layer. Hence, for subsequent tests the first step consisted of 5 minutes heating at 883 K (610 °C), and then the test coupons were heated to an austenitization temperature of 1173 K (900 °C) and held for various soak times. Through the second step heating, the spectral emissivity at the short wavelength of 2.3 µm remains the same with increasing soak time, at approximately 0.75 (Figure 2(c)).

Evolution of spectral emissivity in situ measured by NIR spectrometer (a) with wavelength during the two-step heating; and as a function of soak time (b) at 883 K (610 °C) and (c) at 1173 K (900 °C) [in (b) and (c), the lines represent the NIR spectral emissivity, and the symbols show the FTIR spectral emissivity at different soak times]
After air quenching at different soak times, the spectral emissivity of the samples was measured using the FTIR reflectometer. It is evident that the spectral emissivity exhibits a general decreasing trend with increasing wavelength at any given soak time, which is commonly observed for most metallic surfaces in the infrared range.[7,16] A cusp at 4.3 µm is observed in each spectral emissivity curve (see the arrows in Figure 3), representing the absorption of infrared radiation caused by carbon dioxide in the ambient air.[16] Another peak at 10.7 µm emerges over 5 minutes heating at 883 K (610 °C) (see the arrow in Figure 3(a)) and becomes more distinct through the second step heating at 1173 K (900 °C) (Figure 3(b)), indicating the formation of Al-Fe-Si phases on the sample surfaces due to the reaction of molten Al-Si coating with the iron from the steel substrate during the heating.[13]

Evolution of spectral emissivity at the wavelengths from 2 to 25 µm with soak time ex situ measured by FTIR reflectometer (a) at 883 K (610 °C) and (b) at 1173 K (900 °C)
When the samples were heated at 883 K (610 °C) for less than 4 minutes, the spectral emissivity is very low over the entire spectral range. With the increasing soak time from 5 to 12 minutes, the spectral emissivity significantly increases, and exhibits the same values at any given wavelength between soak times of 8 and 12 minutes (Figure 3(a)). Figure 2(b) shows that the FTIR and NIR spectral emissivities at 2.3 µm are consistent, suggesting a limited temperature dependency of spectral emissivity. We hypothesize that the slightly higher values of FTIR measurements relative to NIR measurements during the initial heating up to four minutes could be due to an increase in surface roughness induced by the solidification of molten Al-Si coating after quenching.[8]
On the other hand, during the second step heating at 1173 K (900 °C) after the sample preheated for 5 minutes at 883 K (610 °C), the spectral emissivity generally decreases with increasing soak time over the whole spectral range (Figure 3(b)). However, this is not observed in the NIR measurements (Figure 2(c)). At the short wavelengths (2 to 2.5 µm), the spectral emissivity values are quite close, about 0.73, which are consistent with the NIR measurements (Figure 2(c)). Therefore, the NIR measurement can rapidly reflect the in-situ change in spectral emissivity only in a very short range of wavelength, while FTIR analysis must be used to get a broader range of spectrum characteristics.
Phase Transformation of the Al-Si Coating
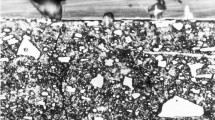
To explore a link between spectral emissivity and phase transformation of the Al-Si coating during two-step heating, the cross-sectional microstructure of the coating was examined at different heating temperatures and soak times, and the formation of intermetallic phases was identified by EDS, as shown in Figure 4 and Table II. The aluminide layer of the as-received sample is composed of an Al-Si top coating and an inner continuous intermetallic layer with an average total thickness of 28 µm (Figure 4(a)). The intermetallic phases are detected to be Al7Fe2Si and Al5Fe2, which are in agreement with the phases formed at the interface of Al-10 wt pct Si coating and mild steel during hot dipping reported by Cheng and Wang.[12]

Optical micrographs showing the phase transformations in the Al-Si coating of (a) the as-received sample; and the samples heated at 883 K (610 °C) for (b) 5 min and (c) 12 min; and those heated at 1173 K (900 °C) for (d) 0 min; (e) 2 min; (f) 10 min; and (g) 30 min [the samples in (b) through (g) were etched by 2 vol pct Nital solution]
When the steel coupon undergoes the first step heating at 883 K (610 °C), the strong diffusion of iron into the molten Al-Si coating results in the growth of Al7Fe2Si intermetallic phase (Figures 4(b) and (c)). Subsequently, the Al7Fe2Si transforms into Al5Fe2 as a result of iron diffusion and enrichment of iron at the coating and steel interface,[11] while the (Al,Si)5Fe3 phase is precipitated inside the Al5Fe2 intermetallic layer due to the low solubility of silicon in Al5Fe2.[13] After 5 minutes, the liquid Al-Si coating is almost completely transformed into the Al-Fe-Si intermetallic phases despite a small volume of aluminum still remaining on the surface (Figure 4(b)), which leads to an rapid increase in the spectral emissivity as observed in Figures 2(b) and 3(a). In this case, the solid state diffusion of aluminum from the intermetallic layer into the steel substrate becomes more predominate, because of a higher diffusion rate of aluminum in those intermetallic phases relative to that of iron.[17] With further increase of the soak time to 12 minutes, a much thicker Al5Fe2 intermetallic layer is formed due to the successive transformation of Al7Fe2Si phase induced by the strong diffusion of aluminum into the steel substrate (Figure 4(c)). Al3Fe phase forms at the interface of Al7Fe2Si and Al5Fe2 phases.
The coupons were held at 883 K (610 °C) for 5 minutes, and then rapidly heated to an austenitization temperature of 1173 K (900 °C) and held for different soak times. Figure 4(d) shows that the aluminide layer is fully transformed into the Al5Fe2 and (Al,Si)5Fe3 intermetallic phases by the time that (1.5 seconds) the temperature reaches 1173 K (900 °C), indicating a much higher transformation rate compared to that at the lower temperature of 883 K (610 °C) (Figure 4(c)). This is a result of the higher diffusivities of aluminum and iron as the temperature increases.
As the soak time increases from 2 to 30 minutes, the previously formed Al5Fe2 and (Al,Si)5Fe3 phases are progressively transformed into a more thermally stable phase, AlFe (Figures 4(e) through (g)). The AlFe initially forms at the interface due to the highest iron concentration (Figure 4(e)) and then grows towards the coating as the soak time increases. The (Al,Si)5Fe3 present in the middle of the coating is also transformed into AlFe as a result of a high solubility of silicon in the AlFe.[11] After 10 minutes, the intermetallic layer solely consists of Al5Fe2 and AlFe, and the (Al,Si)5Fe3 is completely transformed into AlFe (Figure 4(f)). After 30 minutes, only the AlFe is observed in the intermetallic layer (Figure 4(g)), indicating that the Al5Fe has been fully transformed.
In addition to the formation of Al-Fe-Si intermetallic phases, an α-Fe diffusion layer is formed at the coating and steel substrate interface after heating at 1173 K (900 °C) for 2 minutes (Figure 4(e)). The aluminum and silicon diffuse into the steel substrate to stabilize the BCC iron lattice, which causes partial transformation of the austenitic microstructure into α-Fe at the austenitization temperature of 1173 K (900 °C).[11,13] Micro-cracks and voids are also observed in the coating microstructure (Figure 4(d) through (g)). During the two-step heating, the total coating thickness progressively increases as the phase transformation occurs, which rises to 38 µm after 30 minutes heating at 1173 K (900 °C), representing a 36 pct increase compared to that of the as-received sample.
Effect of Phase Transformation on Spectral Emissivity
In general, the spectral emissivity of a material surface depends on the surface chemical composition, roughness, and temperature. Based on the agreement between the NIR measurements made at various heating times within the Gleeble, and FTIR measurements on corresponding air-quenched samples (Figures 2(b) and (c)), temperature appears to have a limited effect on the spectral emissivity at short wavelengths. To better understand the effect of phase transformation in the Al-Si coating on the spectral emissivity during the two-step heating, the evolution of surface phase and surface roughness was investigated. Figure 5 shows the surface morphology of the samples quenched from 883 K to 1173 K (610 °C to 900 °C) at different soak times. The identification of surface phase is conducted by EDS, and the results are consistent with those observed in Figure 4.

SEM images showing a top view of the phase transformations on the Al-Si coating surfaces after the first step heating at 883 K (610 °C) for (a) 2 min; (b) 5 min and (c) 12 min; and after the second step heating at 1173 K (900 °C) for (d) 2 min; (e) 10 min; and (f) 30 min
After 2 minutes of heating at 883 K (610 °C), the sample surface is characterized by a smooth Al-Si coating (Figure 5(a)), resulting in the low spectral emissivities (Figures 2(b) and 3(a)), which is due to the high reflective nature of metallic aluminum.[16] After 5 minutes, the growth of the Al-Fe-Si intermetallic phase towards the coating surface is observed. The surface is partially composed of those dielectric phases (Figure 5(b)), which attributes to the rapid increase in spectral emissivity (Figures 2(b) and 3(a)), due to the increase of surface roughness and a high efficiency of photon emission from the strong polar bonding of the intermetallic phases.[9] With further increasing soak time to 12 minutes, Al7Fe2Si intermetallic phase fully formed and the surface exhibits polyhedral crystalline rough structure (Figure 5(c)), which is associated with even higher spectral emissivity (Figures 2(b) and 3(a)).
On the other hand, when the sample is heated at 1173 K (900 °C) for 2 minutes, the coating surface is completely transformed into the Al5Fe2 intermetallic phase, while increasing the soak time from 10 to 30 minutes leads to the formation of a more iron-rich phase, AlFe (Figures 5(d) through (f)). Hence, the formation of the Al5Fe2 and AlFe phases with porous microstructure on the coating surface results in the higher spectral emissivity compared with that of the Al-Si metal surface (Figures 2(c) and 3(b)). However, the progressive decrease in spectral emissivity with soak time during the second step heating (Figure 3(b)) may be correlated with the change in surface roughness, as discussed as below.
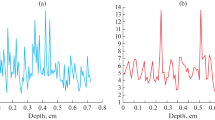
The change in roughness of the sample surface as a function of soak time during the two-step heating was evaluated using the surface profilometer, and the surface profilogram of a sample heated at 883 K (610 °C) for 8 minutes is shown in Figure 6 as an example. Arithmetic average roughness, R a, is determined by the integral of absolute values of the roughness profile height over the evaluated length,[18]
where, r is the roughness profile height and L is the evaluated length.

Surface profilogram of the sample heated at 883 K (610 °C) for 8 min
Likewise, the arithmetic average roughnesses of other samples are calculated according to Eq. [1] and presented in Figure 7(a). Generally, the evolution of the average roughness with increasing soak time exhibits a similar trend as that of the spectral emissivity at each heating step. For example, at the beginning of the first step heating (less than 4 minutes), R a ≈ 2.1 µm, associated with the relatively lower spectral emissivities (Figures 2(b) and 3(a)). As the soak time increases to 12 minutes, R a rises to 3.2 µm, which corresponds with an abrupt increase in spectral emissivity (Figures 2(b) and 3(a)). Conversely, through the second step heating, R a decreases from 3 to 2.2 µm with increasing soak time from 0 to 30 minutes, corresponding with a progressive decrease in spectral emissivity (Figure 3(b)). These variations in surface roughness are caused by the phase transformations on the coating surface during the heating, as shown in Figure 5. Those results indicate that the spectral emissivity is significantly influenced by the surface roughness, and a higher surface roughness results in a higher spectral emissivity. It is worth noting that the spectral emissivity at longer wavelengths appears to be more sensitive to the change in surface roughness (Figures 2(c) and 3(b)).

(a) Evolution of surface arithmetic average roughness, R a, with soak time during the two-step heating and (b) relationships between the spectral emissivity and surface average roughness for an Al-Si metal surface and an Al-Fe-Si intermetallic surface
Three theoretical emissivity mechanisms are commonly believed to dominate the thermal emission of a rough surface depending on the ratio of root-mean-square (RMS) roughness to wavelength, σ/λ, in which σ ≈ 1.25R a, corresponding to specular region (0 < σ/λ < 0.2.), intermediate region (0.2 < σ/λ < 1.) and geometric region (σ/λ > 1).[8] In our case, R a values of the test sample surfaces vary approximately from 2 to 3.2 µm; thus, when the λ ranges from 2.5 to 25 µm, those surfaces are in either specular or intermediate regions. The spectral emissivity shows a high dependency of roughness and increases with the increase of roughness, which are consistent with the results predicted by the electromagnetic diffraction and scattering theories[8,19,20] and are in accordance with the observations reported in the literature.[9,21] On the other hand, for the surfaces in the geometric region, i.e. λ from 0.9 to 2.5 µm, spectral emissivity is less sensitive to surface roughness, but depends on surface roughness slope.[8] However, the spectral emissivity of different samples displays comparable values (Figures 2(c) and 3(b)), indicating similar surface slopes. This can be revealed from the microstructural observation as shown in Figures 5(d) through (f), where all the intermetallic surfaces demonstrate porous morphologies with similar sizes of pores.
Furthermore, based on the experimental results of spectral emissivity and surface roughnesses, the relationships between the spectral emissivity at 15 µm and the surface average roughness for an Al-Si metal surface and an Al-Fe-Si intermetallic surface are shown in Figure 7(b). It is evident that the spectral emissivity of the Al-Si surface is very low, and the increase in surface roughness only can slightly increase the spectral emissivity. However, for the Al-Fe-Si intermetallic surface, the spectral emissivity shows a strong dependency on the surface roughness, and a good linear relationship between them is obtained (Figure 7(b)). In addition, for a given surface roughness, the spectral emissivity of the intermetallic surface is higher than that of the metal surface.
These results show that the spectral emissivity of Usibor® 1500P steel is closely correlated with the surface phase composition and surface roughness, which in turn depend on the transformations of Al-Fe-Si intermetallic phases at the Al-Si coating and steel substrate interface due to inter-diffusion of aluminum and iron. While the main objective of this study is to quantify the spectral emissivity for heat transfer calculations, this study shows that variation of spectral emissivity provides a unique perspective of how the Al-Si coating evolves in real time throughout the process. This information will prove invaluable for defining process parameters that satisfy the functional requirements of the HFDQ heating step, i.e. complete austenitization of the 22MnB5 and transformation of the Al-Si coating into an Al-Si-Fe intermetallic layer having the desired composition and roughness, while simultaneously optimizing process efficiency.
Conclusions
In this work, we investigated the variations in spectral emissivity of Usibor® 1500P steel and the phase transformations of the Al-Si coating during a two-step austenitization treatment. At the beginning of the first step heating at 883 K (610 °C), the spectral emissivity is very low, and increases significantly with soak time from 5 to 12 minutes due to the surface phase transformation of the coating into the Al7Fe2Si intermetallic phase and an increase in surface roughness. Through the second step heating at 1173 K (900 °C), the spectral emissivity decreases with increasing soak time, due to the surface phase transformation from Al5Fe2 into AlFe intermetallic phase with a decrease in surface roughness. Further work will focus on the quantification of phase transformations in the Al-Si coating as a function of heating rate, soak time and temperature. The feasibility of using spectral emissivity as a tool for prediction of phase transformations of the coating and growth of Al-Fe-Si intermetallic layer will also be explored.
References
1.H. Karbasian and A.E. Tekkaya: J. Maters. Proc. Technol., 2010, vol. 210, pp. 2103-18.
2.C. Allély, L. Dosdat, O. Clauzeau, K. Ogle, and P. Volovitch: Surf. Coat. Technol., 2014, vol. 238, pp. 188-96.
J. Tonne, J. Clobes, M. Alsmann, A. Ademaj, M. Mischka, W. Morgenroth, H. Becker and O. Stursberg: in The 4th International Conference on Hot Sheet Metal Forming of High Performance Steel, pp. 177–84, Luleå, Sweden, 2013.
N.L. Chester, K.J. Daun and M.A. Wells: in ASME International Mechanical Engineering Congress and Exposition, Montreal, Canada, 2014.
K.S. Jhajj, K.J. Daun, M.A. Wells and S.R. Slezak: in The 5th International Conference on Hot Sheet Metal Forming of High-Performance Steel, Toronto, Canada, 2015.
6. J. Pujana, L.D. Campo, R.B. Pérez-Sáez, M. J. Tello, I. Gallego and P.J. Arrazola: Meas. Sci. Technol. 2007, vol. 18, pp. 3409-3416.
7. C.D. Wen: Intl. J. Heat Mass Transfer, 2010, vol. 53, pp. 2035-2043.
8. C.D. Wen and I. Mudawar: Intl. J. Heat Mass Transfer, 2006, vol. 49, pp. 4279-4289.
9. Y.M. Wang, H. Tian, X.E. Shen, L. Wen, J.H. Ouyang, Y. Zhou, D.C. Jia and L.X. Guo: Ceramics Int., 2013, vol. 39, pp. 2869-2875.
10. R. Grigorieva, P. Drillet, J.M. Mataigne and A. Redjaïmia: Solid State Pheno., 2011, vol. 172, pp. 784-790.
11. T. Maitra and S.P. Gupta: Mater. Charact., 2003, vol. 49, pp. 293-311.
12. W.J. Cheng and C.J. Wang: Surf. Coat. Technol., 2011, vol. 205, pp. 4726-4731.
13. M. Windmann, A. Röttger and W. Theisen: Surf. Coat. Technol., 2013, vol. 226, pp. 130-139.
14. J. Song, X. Wang, T. DenOuden and Q. Han: Mater. Trans. A, 2016, vol. 47A, pp. 2609-2615.
15. J.L. Murray and A.J. McAlister: Bulletin of Alloy Phase Diagrams, 1984, vol. 5, pp. 74-84.
16. C.D. Wen and I. Mudawar: Intl. J. Heat Mass Transfer, 2005, vol. 48, pp. 1316-1329.
17. H. Mehrer: Diffusion in Solid Metals and Alloys, Landolt-Börnstein, Numerical Data and Functional Relationships in Science and Technology, New Series, Berlin: Springer-Verlag, 1990.
18. A.K. Bewoor and V.A. Kulkarni: Metrology & measurement, New Delhi: Tata McGraw-Hill, 2009.
19. J.A. Ogilvy: Rep. Prog. Phys., 1987, vol. 50, pp. 1553-1608.
20. H. Davies: Proc. IEEE, 1954, vol. 101, pp. 209-214.
21. H.J. Yu, G.Y. Xu and X.M. Shen: Appl Surf Sci., 2009, vol. 255, pp. 6077-6081.
Acknowledgments
The authors would like to acknowledge the financial support from the Natural Sciences and Engineering Research Council Canada-Automotive Partnership Canada (NSERC-APC). The authors also gratefully thank Professor M.R. Collins of University of Waterloo for providing the Fourier transform infrared reflectometer, and Mr. M.A. Whitney, Mr. M. Griffett and Dr. Y. Ding of University of Waterloo for their technical assistance.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted September 25, 2015.
Rights and permissions
About this article

Cite this article
Shi, C., Daun, K.J. & Wells, M.A. Evolution of the Spectral Emissivity and Phase Transformations of the Al-Si Coating on Usibor® 1500P Steel During Austenitization. Metall Mater Trans B 47, 3301–3309 (2016). https://doi.org/10.1007/s11663-016-0791-x
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-016-0791-x