
Abstract
The impinging of multiple jets onto the molten bath in the BOF steelmaking process plays a crucial role in reactor performance but is not clearly understood. This paper presents a numerical study of the interaction between the multiple jets and slag–metal bath in a BOF by means of the three-phase volume of fluid model. The validity of the model is first examined by comparing the numerical results with experimental measurement of time-averaged cavity dimensions through a scaled-down water model. The calculated results are in reasonably good agreement with the experimental data. The mathematical model is then used to investigate the primary transport phenomena of the jets-bath interaction inside a 150-ton commercial BOF under steelmaking conditions. The numerical results show that the cavity profile and interface of slag/metal/gas remain unstable as a result of the propagation of surface waves, which, likely as a major factor, governs the generation of metal droplets and their initial spatiotemporal distribution. The total momentum transferred from the jets into the bath is consumed about a half to drive the movement of slag, rather than fully converted as the stirring power for the metal bath. Finally, the effects of operational conditions and fluid properties are quantified. It is shown that compared to viscosity and surface tension of the melts, operating pressure and lance height have a much more significant impact on the slag–metal interface behavior and cavity shape as well as the fluid dynamics in the molten bath.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The impingement of the multiple supersonic oxygen jets, from a water-cooled lance installed with convergent-divergent nozzles, onto the free surface of molten slag–metal bath is inevitably encountered in modern BOF steelmaking. In this process, the jets deliver adequate oxygen into the molten bath for oxidation reactions. Consequently, the pig iron inside the bath is decarburized, the impurities like phosphorous, silicon, and other elements are transferred to slag, and then the target composition and temperature of steel is eventually achieved. Furthermore, the impingement of supersonic jets provides the essential stirring kinetic energy to the molten bath for gaining spontaneous emulsification that massively enhances the rates of heat transfer and chemical reactions.[1] Therefore, understanding the interaction characteristics between the supersonic oxygen jets and molten slag–metal bath inside a BOF is crucial for accurate prediction and control of the flows, heat/mass transfers, and chemical reactions to achieve stable BOF operation and high operation efficiency.
The cavity is one of the most important outcomes of the interaction between jets and a bath. Dogan et al.[2] reported that 55 pct of the total carbon is removed in the impact zone of the cavity during a BOF steelmaking blowing process. Thus, the determination of cavity profile and its spatiotemporal characteristics is of paramount importance to a better understanding of the complex phenomena in relation to spontaneous emulsification, mass transfer among oxygen/metal/slag, and so on.[1] More importantly, it provides the basic information for establishing comprehensive mathematical models that have been widely developed to improve the operation and control of BOF steelmaking.[3–12] However, the comprehensive models developed in the previous studies[9–12] were assumed to be static and/or one-dimensional, treated the multiple fluids inside the entire reactor as an ideal mixture of fluids. In other worlds, they ignored the spatiotemporal distributions of fluid hydrodynamics, heat and mass transfer, and chemical reactions. In principle, this deficiency can be overcome with the development of various state-of-the-art numerical methods and emerging computer technology. But, to ultimately achieve this objective, fundamental phenomena inside a steelmaking BOF should be properly identified, and rational and reliable sub-models, which are capable of reasonably describing the time- and space-dependent characteristics of the phenomena identified, need to be developed. An important aspect in this direction is the understanding and modeling of the interaction between the jets and molten bath. On the other hand, because of the high temperature and hazardous conditions, a direct measurement of transport phenomena is extremely difficult, if not impossible, for practical BOF steelmaking process. To overcome these problems, a vast majority of the past research efforts were contributed to the study of the primary phenomena associated with the impingement of jets onto a liquid bath through water model[13–23] and mathematical modeling.[5,7,8,13,16,24–33] These studies improve our understanding of BOF steelmaking but are largely limited to cold model conditions and a single kind of liquid bath. In practice, BOFs are often operated under high-temperature conditions, the bath consists of molten slag and metal, and the compressibility of supersonic oxygen flow is not negligible. As such, to date, insightful studies of the interaction between the jets and molten slag–metal bath inside a BOF under industrial conditions are very limited. The quantitative effects of pertinent operational parameters and liquid physical properties on the interaction process are few. This information is, however, useful not only for the operation and control of BOF but also for the establishment of a predictive BOF model.
The objective of the present study is to reveal the fundamental sub-phenomena in the molten bath induced by supersonic oxygen jets inside a BOF under the steelmaking conditions by use of volume of fluid (VOF) approach. The validity of the VOF model is first examined. The model is then used to investigate the primary transport phenomena inside a 150-ton commercial converter under steelmaking conditions. Finally, the effects of operating pressure, lance height and physical properties of molten liquid such as viscosity and surface tension are studied.
Mathematical Model
Outline of the BOF Modeling
-
(1)
The flows of molten slag and metal as well as oxygen gas are three-dimensional, unsteady and non-isothermal.
-
(2)
The gas phase is regarded as compressible Newtonian fluid, while the melts as incompressible Newtonian fluid.
-
(3)
Viscosity and surface tension of all the phases are assumed constant in each simulation.
-
(4)
Chemical reactions are not taken into consideration.
Governing Equations
To describe the sharp oxygen–slag–metal free interface, the VOF model applicable to complicated propagating interface problems is employed. The VOF method was first presented by Hirt and Nichols[34] and started a new trend in simulation of multiphase flows. It relies on the definition of an indicator function α, whose value is unity at any point occupied by the fluid and zero otherwise. The average value of α in a cell represents the volume fraction of the cell occupied by the fluid. This information allows us to know whether single fluid or the mixture of fluids occupies the cell. If the value of α is in the range between zero and one in a cell, it suggests that the cell contains a free transient surface described by S(t). In a brief summary, three conditions can be defined according to the volume fraction of qth phase (α q):
-
α q=0: The cell is empty (of phase q)
-
α q=1: The cell is full (of phase q)
-
0<α q<1: The cell contains a interface between the phase q and other phase(s)
In each cell, the sum of the volume fractions of all phases is equal to unity, i.e.,
In the VOF model, fluids (or phases) are assumed not to be interpenetrated by each other, and treated as an effective fluid throughout the domain. Thus, a single momentum equation shared by all phases is solved, with effective density ρ (kg m−3) and effective viscosity μ (Pa s) considered. The two properties are calculated by a weighted averaging method based on the volume fraction of each phase. The continuity, momentum, and energy equations are respectively expressed as:
where the volume-fraction-averaged density, viscosity, and specific heat are calculated, respectively, by:
In Eqs., [1] through [7], the subscripts s, l, and o denote the metal, slag, and oxygen, respectively; u i and u j are the velocity components in the direction of i and j, respectively (m s−1); t is the physical time (s); p is the pressure (Pa); g is the gravity acceleration (m s−2); T is the temperature [K (°C)]; c p is the specific heat (J kg−1 K−1), and τ ij and k eff are, respectively, the viscous stress tensor (N m−2), and effective thermal conductivity (W m−1 K−1), calculated by:
where δ ij is the Kronecker delta (δ ij = 1, if i = j and δ ij = 0, if i ≠ j); k T is the thermal conductivity (W m−1 K−1); Prt is the turbulent Prandtl number defined as the ratio between the momentum eddy diffusivity and the heat transfer eddy diffusivity, and its value varies from 0.7 to 0.9 and is set to 0.85 in this study, as done in the previous modeling of steelmaking BOF,[4] and μ eff is the effective viscosity (Pa s), calculated by:
where μ is the molecular viscosity (Pa s), and the turbulent viscosity μ t (Pa s) is calculated by the turbulence model. In order to consider the effect of surface tension, an additional term f σ is included in the momentum equations. f σ is calculated over the interface S(t) of unit volume using the continuum surface force model[35,36]:
where σ is the surface tension force (N m−1), and κ is the mean curvature of the free surface
One of the critical issues in the VOF modeling is that the transport equation of the indicator function needs to be solved together with the continuity and momentum equations. Such a equation represents the volume fraction of a phase involved:
where u i,r (=u i,q − u i,p) is the relative velocity (m s−1) between the qth and pth phases.
In the present study, a modified approach based on the multi-fluid formulation similar to that proposed by Ubbink and Isssa[36] is used. Accordingly, in the governing equation of volume fraction, an additional convective term is introduced to avoid the need to devise a special scheme for convection. This term takes effect on the interfaces but does not in other regions where the volume fractions of phases always reach their limits.
Turbulence Model
The standard k–ε model is used to calculate the effective viscosity and consider the buoyancy effect. The turbulence kinetic energy k (m2 s−2) and dissipation rate ε (m2 s−3) are, respectively, determined by:
where G k represents the generation of turbulence kinetic energy due to the mean velocity gradients (kg m−1 s−3); G b is the generation of turbulence kinetic energy due to buoyancy (kg m−1 s−3); Y M represents the contribution of the fluctuating dilatation (kg m−1 s−3) in compressible turbulence to the overall dissipation rate; C 1ε , C 2ε , C 3ε , σ k , σ ε , and C μ are constants and their values are, respectively, 1.44, 1.92, 0.8, 1.0, 1.3, and 0.9, as suggested by Launder and Spalding,[37] and the turbulent viscosity μ t (Pa s) is modeled by
Computation Methodology
A commercial 150-ton top-blown converter is considered to study the interaction between the jets and molten slag–metal bath, with a scaled-down model simulated for verifying the applicability of the mathematical model. The commercial converter is based on the real industrial data, while the scaled-down model according to a simplified water model at the scale of 1/10th. To reduce the computational time, only a half of either the commercial convertor or the scaled-down model is simulated.
Figures 1(a) and (b) shows that the dimension notations of the commercial converter with a lance for oxygen injection. Correspondingly, Table I lists the geometrical parameters, operational conditions and physical properties of fluids considered in the present numerical and physical experiments. The representative grids used in the present simulations are given in Figures 1(c) and (d). CFD grid is of importance for obtaining meaningful numerical results. It is mainly determined by three factors: mesh type, size, and arrangement. In this study, the computational domain is divided by hexahedral grids for gaining numerical stability and efficiency. The grids between the lance tip and the free surface are refiner than the remainder of the converter because the flow varies more significantly there. On this base, some preliminary tests are conducted to select fine enough grids, so that the numerical solution becomes grid-independent. Three grid schemes of 500000, 900000, and 1200000 hexahedra are examined for such tests. The calculated results confirm that when the grid size is fine enough (for the last two schemes), the numerical solution with regard to flow and cavity profile is converged and independent of grid sizes. Therefore, the second grid scheme is used in this study.

Geometric representations of (a) the converter and (b) its oxygen lance of six convergent-divergent nozzles as well as detailed grid arrangements (c) under the lance and (d) near the exit region of the lance
A no-slip condition is applied to walls, facilitated with a standard wall function. The pressure–velocity decoupling is done with the PISO algorithm. The compressive interface-capturing scheme for arbitrary meshes (CICSAM) is employed in order to track the free interface.[36] The CICSAM scheme is particularly suitable for the flows with high ratios of viscosities between the phases, as encountered in BOFs. It is implemented as an explicit scheme and offers the advantage of the geometric reconstruction scheme in describing a sharp interface. The time step of 10−6 seconds is used because of high jets velocity. The numerical solution is thought to be convergent when the residual errors of energy and other variables are less than 10−8 and 10−6, respectively. The calculations are carried using the commercial computational fluid dynamic software FLUENT. Equation [11] is implemented via user defined function (UDF) subroutines. To ensue the established flows are achieved, each case runs over 124 hours on a modern Linux cluster with a maximum of 108 parallel processes.
Water Model Experiment and Computation Validation
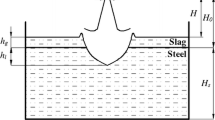
For model validation, the experiment of water model is carried out based on the setup given in Figure 2. Table I lists the dimensions of the water model which is designed by scaling down the commercial 150-ton converter by ten times. In the experiment, water and air are used to represent molten metal and oxygen, respectively. To ensure the flows in the water model to be similar to those in the real BOF, dynamic similarity between the two systems is maintained through modified Froude number and Weber number,[38,39] which determines the gas flowrate considered in the scaled-down model, as listed in Table I. A high-speed video camera is used to capture the instantaneous motion and the transient behavior of the water/oil interface at 25 fps (frames per second). The videos recorded are transferred into 25 digital format images per second to measure the cavity depth and diameter using an in-house PYTHON script through the SciPy tool package, as done elsewhere.[40] Based on the experimental setup, the cavity dimensions including depth and diameter are measured at different lance heights. Accordingly, the water model is simulated by the present VOF model under the same conditions as used in the experiments. Note that in both the simulations and experiments, the cavity dimensions are obtained on the same axial plane and averaged over a period of 40 seconds after the flows are fully established. Then, the time-averaged cater depths and diameters from two systems, together with the representative cavity profiles, are compared for model validation. Besides this comparison, whenever possible, the qualitative comparison of the numerical results in this study with those in the literature is also made in Sections IV and V.

Experimental setup for cavity dimension capture
Figure 3 compares the representative cavities obtained from the physical and numerical experiments. It can be seen that the cavity profile can reasonably be reproduced. Figure 4 shows the quantitative comparison between calculated and measured penetration depth and impact diameter at different lance heights. As seen from this figure, with increasing lance height from 120 to 180 mm, the cavity caused by the jets impinged onto the molten bath becomes shallower, but the impact area becomes larger. Overall, the simulation results are in reasonably good agreement with the measurements. Here, it should be pointed out that the relationship between impact diameter and lance height is not monotonic as shown in Figure 4(b). With lifting oxygen lance from low to high positions, the impact area is supposed to initially increase to a maximum value and then decrease.

Snapshots showing jets impinging process obtained in (a) water model experiment, and (b) numerical simulation

Variations of (a) penetration depth and (b) impact diameter with lance height in both physical and numerical experiments
Simulation Results
Transient Behavior of Jets–Molten Bath Interaction
The impinging process of jets onto bath surface is generally transient and difficult to be analyzed due to the deformation oscillation and wave propagation on the molten slag–molten metal–gas interface. Generally speaking, steady-state flows do not occur in BOFs. However, after a certain period of time, the shape and depth of depression and the circulation of the liquids are fully established and don’t change significantly. Therefore, quasi-steady-state flow conditions are attained. This phenomenon can both be observed numerically and experimentally in the present study and is consistent with the numerical results reported by Odenthal et al.[7] who focused on the development of models for BOF and argon-oxygen decarburization (AOD) steelmaking processes but with gas compressibility neglected. Figure 5 shows a representative cavity profile as a result of the impingement of the supersonic jets onto the molten bath at the lance height (H) of 1.5 m, slag layer thickness of 0.17 m, operating pressure of 1171658 Pa, and steelmaking temperature of 1873 K (1600 °C) for the 150-ton BOF after blowing 3 seconds. In this figure, the streamline of jets is also given to show the jet behaviors. It can be seen from Figure 5 that the surface of the cavity is unsmooth. This feature somehow reflects the unstable characteristics of the cavity. It may be due to the impingement of multiple jets that interact with each other. Note that the present study considers only a representative temperature because its effect on jets behaviors has been discussed in the previous study[41] where although the interaction between the jects and bath was not modeled directly.

Cavity profile due to the impingement of supersonic jets onto the liquid bath at H = 1.5 m for the 150-ton BOF
Figures 6(a) through (d) shows the variation of molten slag with blowing time during the start-up stage. When the oxygen jets impact on the surface of molten slag, the jets blow open the slag layer, with some remained over the impact zone of jets. After a certain period of blowing time, the slag is completely pushed away from the impact zone towards the peripheral region. Consequently, an open-eye of metal is formed, and the oxygen jets directly contact with the pig iron. Usually, the refining reactions efficiently take place on the interface of the gas/metal phases.

Snapshots showing the distribution of slag volume fraction at H = 1.2 m
Figures 7(a) through (f) shows the time-dependent process of the jets impinging onto the molten bath. Corresponding to those observed in Figure 6, when blowing time evolves, the slag is pushed away, and the jets directly impinge on the molten metal surface. During this process, slag splashing occurs near the region of a relatively shallow cavity, as shown in Figure 7(a). At this moment, the surface of slag and the slag/metal interface in the whole bath are mostly flat and still. After the slag layer is penetrated, the surface of slag and the slag/metal interface become uneven and unstable. The cavity is formed on the surface of molten metal. Accordingly, the surface waves are formed inside the cavity and propagate from the cavities to the surface of surrounding slag. This leads to the instability of the slag surface, as demonstrated in Figures 7(b) and (c). Figure 7(e) shows that metal finger is generated near the cavity edge. The same phenomenon was observed by Alam et al.[15] where a shrouded supersonic jet impingement on a water surface was modeled to study the Electronic Arc Furnace steelmaking process. The metal finger is not stable and once it is accelerated upward, the high-speed gas jets break the finger off from the main liquid bath, creating metal droplets. A representative metal droplet generated in this way is shown as an example in Figure 7(b).

Evolution of slag/metal/gas interface with blowing time
Figures 7(a) through (f) also shows that the molten slag is pushed away from the impact zone of jets and gathered in the vicinity of furnace wall. The shape and depth of cavity are found to oscillate due to the propagation of waves inside the cavity. Lee et al.[14] found that the oscillation of cavity is due to a wave generated by the gas jet traveling along the cavity surface in the Electronic Arc Furnace steelmaking process. This applies to the present results for the BOF steelmaking process. It should be pointed out that when the wave moves along the cavity surface, it contributes to the oscillation and surface roughness of the cavity. The frequency and amplitude of the cavity oscillation are affected by the lance height. Notably, a relatively large depression with several scattered and relatively deep cavities is induced by the impingement of the jets. Consequently, a bulge in the center of depression i.e., the impact zone of jets on the lance centerline is observed. This phenomenon is attributed to the fact the jet velocities along the lance centerline are much smaller compared to those in the central region of each jet.
Interface Profile and Wave Propagation
Figure 8 presents the characterized metal surface profiles at different blowing times to better show the wave propagation. It is shown when the jets impinge on the surface of molten bath, the deformation of the melt surface occurs, and a cavity with surface waves in it is developed. The surface waves are clearly observed to propagate from the impact zone to the peripheral region with the evolution of blowing time. The instability of surface can be expected to interpret with the Kelvin–Helmholtz instability theory,[42] by which the onset of instability and transition to turbulent flow in fluids of different densities moving at various speeds can be predicted. The Kelvin–Helmholtz instability occurs when there is a velocity shear in a single continuous fluid, or where there is a velocity difference across the interface between two fluids, as encountered in this study. These features dominate the spatiotemporal distribution of droplets generation and the initial size distribution.

Variation of metal surface profile with blowing time
Velocity Distribution
Figure 9 shows how the velocity field of molten bath evolves with blowing time. The circulation of liquids along with vortex is developed in the molten metal because of the momentum transfer from the jets to molten bath. The position of vortex in the molten metal is not fixed during the blowing process. This is caused by the oscillation of cavities and molten bath. With the movement of slag cover and development of molten bath flow filed, the vortex in the molten metal moves from the impact zone to the peripheral region. Notably, this phenomenon is periodically repeated. For clarity, Figure 9 only shows the flows within one period.

Temporal distributions of velocities in the 150-ton convertor
Momentum/Energy Transfer Efficiency
In a BOF steelmaking operation, the extent of bath stirring induced by top-blown supersonic jets is of importance to the mass transfer and momentum transfer in the molten bath. To better understand the stirring of the bath, a UDF subroutine is developed in this study to extract from online simulation outputs the information about the total momentum and kinetic energy of the molten metal alone and those of the whole bath including slag and metal. An energy transfer index is then defined to assess the energy transfer efficiency from the jets to the molten bath, as suggested by Hwang et al.[13] in their experimental study of the impinging of the jets onto the water bath:
where I, referred to as the energy transfer index, denotes the ratio between the total kinetic energy of two melts (i.e., slag and metal liquids) and the input kinetic energy through the jets (E in), ρ is the density of cell (kg m−3), and u (m s−1) and V (m3) are the velocity magnitude in a cell and volume of the cell, respectively.
The variation of the total momentum transferred into the molten bath with blowing time is plotted in Figure 10(a). When blowing time advances, the total momentum transferred into the liquids increases and then slows down, however, presents fluctuations because of the oscillation of the cavity. It is of great interest to note that the momentum transferred to the slag, among the total amount of momentum transferred to the whole bath, is nearly as much as that transferred to the metal. Evidently, if counted on the basis of unit mass, the amount of momentum transferred to the slag is much more than that to the metal. In other words, the movement of molten slag consumes about a half of the total momentum transferred to the whole molten bath from the jets. This result suggests that the stirring power of top-blown jets cannot be effectively transferred to the molten metal. Figure 10(b) shows the energy transfer efficiency from the jets to the bath, which presents the same trend as that of the momentum transfer. Furthermore, it is of interest to note that the efficiency is generally very low, only up to 1.7 pct in the top-blown process, and the stirring of the bath by the jets is hence weak. Note that Hwang and Irons[25] also observed a similar result in their numerical study of an industrial BOF (up to 1.4 pct) by developing a high-solution model through the combination of VOF with cut cell method. In that study, the flows were however assumed to be 2D and isothermal and the gas to be incompressible, which are different those in a real BOF. The low energy transfer efficiency between the jets and bath may be due to that the high kinetic energy is consumed not only to eject out the liquids near the impact zone but also to reflect the gas flows.

Total momentum (a) and energy transfer index (b) for the metal and the whole bath as a function of blowing time
Discussion
Effect of Lance Height
In the BOF steelmaking process, lance height is one of the key operational parameters in controlling slagging and decarburization. It affects the cavity shape significantly. Figure 11 shows the calculated penetration depth and impact diameter of jets at different lance heights for the commercial BOF. Here, the two parameters are averaged over a certain period of blowing time due to the transient characteristic of cavity. It is observed that with decreasing lance height, the mean penetration depth increases but a decrease occurs for the mean impact diameter under the operational conditions considered in this study.

Comparison of (a) penetration depth and (b) impact diameter at different lance heights
Figure 12 shows the metal surface profiles at different lance heights. The decrease of lance height promotes the metal surface fluctuation, resulting in the generation and propagation of waves in the surface. Consequently, the surface becomes much unsmooth or rough, similar to that observed by Hwang and Irons[25] using their 2D high-solution VOF model. This phenomenon has a significant effect on the momentum transfer among jets, slag and metal melts because the increased roughness of cavity surface provides more area to transfer the shear stress which in turn disturbs the interface.

Metal surface profiles corresponding to different lance positions at the blowing time of 3 s
Effect of Operating Pressure
Figure 13 shows that when operating pressure is increased, the penetration depth increases, but the cavity diameter largely remains constant. In other words, the cavity depth is more significantly affected by operating pressure compared to the cavity diameter. This can be explained as follows. The increasing operating pressure results in the increase of the oxygen flux. Consequently, the impacting momentum of the jets at the impinging point is increased for the same lance height, which accounts for the increased penetration depth given in Figure 13(a). Under such conditions, the fluctuation of metal surface is pronounced and the surface roughness is increased, as shown in Figure 14. On the other side, the increasing operating pressure does not promote the radial expansion of the jets boundary, similar to those obtained in the previous simulations[41] where the interaction between the jets and the bath was not modeled directly. Thus, it does not cause a significant variation of impact diameter, as shown in Figure 13(b).

Comparison of (a) penetration depth (b) and impact diameter at different operating pressures

Metal surface profiles corresponding to different operating pressures at the blowing time of 3 s
Effects of Physical Properties
In the BOF steelmaking process, physical properties of the melts such as surface tension and viscosity may somehow have impacts on the fluid dynamics and then reaction kinetics in the molten bath. Their effects are useful for practical applications but largely remain unknown to date. Generally, the physical properties are mainly affected by composition and temperature of the melts, which are not easy to experimentally control to achieve certain melt properties as encountered in practical applications of BOFs. This brings difficulties to systematically quantify the effects of melt properties. Therefore, computer modeling and simulation is here used to overcome the problems associated with the experimental study. For such a purpose, surface tension and viscosity of the melts are varied within the ranges encountered in practical BOF steelmaking operation, however, a constant viscosity of the metal is adopted as it should not change much in practice. The variables and their ranges simulated are listed in Table II.
Figure 15 shows the metal surface profiles at different viscosities and surface tensions of slag and metal during the blowing time of 3 seconds. It is of interest to note that the viscosity and surface tension of melts don’t have remarkable influences on the flows of melts and the movement of metal surface. However, it should be pointed out that the result is valid for the present conditions. It is necessary to cover a wider range of conditions to confirm this finding in the future.

Metal surface profiles at different viscosities (a) and surface tensions (b)
Cavity Modes
Cavity modes usually represents distinct characteristics of cavities and associated phenomena in relation to the interaction between the jets and bath in BOFs corresponding to different blowing parameters. Molloy[23] have identified three cavity modes, namely “dimpling”, “splashing” and “penetrating”, as shown in Figure 16. The dimpling mode is a slight cavity where there is no formation of droplets and the gas flow is reflected nearly horizontally. The splashing mode, termed as a shallow cavity, has a large amount of outwardly directed splash, but the reflected gas flow is still close to the horizontal direction. The penetration mode is a deeper cavity with decreasing outward splash and nearly vertical cavity walls. These modes can be quantitatively identified using impact velocity and momentum flow rate under water experimental conditions.[23] However, similar quantitative criteria have not been established for practical applications of BOF, which deserve further studies. Here, we would like to offer some quantitate discussion on the cavity modes obtained for the present commercial BOF under the blowing conditions considered following Molloy’s classification. Figure 17 gives the typical splash mode obtained from the present simulation at the design operating pressure and for the lance height of 1.2 m. The measured results by Sabah and Brooks[43] in a water model are also included in this figure for comparison. The phenomena from two studies are encouragingly similar considering that the conditions involved are not the same and and the present model is not perfect, e.g., it needs very fine mesh to reproduce small droplets. Figures 18 and 19 show the cavity modes under the blowing conditions corresponding to Figure 13. Referring to the characteristics of reflected gas flow, the cavity is in the dimpling mode at the lance height of 1.8 m, and then transits into the splashing mode when the lance is lifted up to 1.5 m (Figure 18). Conversely, in the range of operating pressures for the standard lance height of 1.2 m, the cavity is in the splashing model (Figure 19). Note that the penetrating mode requiring relatively low lance heights or/and relatively high operating pressures is not observed under the conditions considered in our study.

Cavity modes classified by Molloy[23]

Formation of splash sheets obtained from (a) high speed imaging by Sabah[43] and (b) present simulation

Cavity modes under present lance height at given operation pressure of 1.0 P 0

Cavity mode under present operation pressure at given lance height of 1.2 m
One important phenomenon related to cavity modes is the splashing of melts droplets, as reflected by Molloy’s classification. The experimental studies of Sabah et al.[43–45] based on water model suggest that droplet splashing rate are strongly affected by cavity modes corresponding to different blowing parameters. In this study, how the splashing occurs in a BOF is demonstrated by the present simulations, as discussed in Section IV–A, finding that the generation of droplets stems from the splash sheet, which is in line with the experimental observations of Sabah et al.[43] and Alam et al.,[15] as shown in Figure 17. It is also observed that the splash rate becomes fairly more evident when the lance is lowered down and the cavity mode transits from the dimpling to splashing ones (Figure 18), and is somehow different even in the splashing mode (Figures 18 and 19). The result can be explained by the “blowing number” theory of Subagyo et al.[46] who found that the droplet generation rate per volumetric flow of blown gas increases with the increase of blowing number (=ρ g U 2g /2(σgρ l)1/2). Note that Sabah et al.[43] recently established relationships between splash rate and different blowing parameters in different modes based on their water-model experiments. Apparently, to obtain such a relationship for the commercial BOF considered here by the present model, we need to properly reproduce different sized droplets. This requires extremely high solution CFD grids, especially for small droplets, and thus may be computationally extremely demanding. A compromised method hence needs to be developed with careful model validation, e.g., ignore of droplets below a certain size by selecting fine enough grids in simulation of a 3D/2D BOF. This will be considered in the next step of our study.
Conclusions and Future Prospects
The primary sub-phenomena associated with the interaction between the multiple supersonic jets and the molten metal–slag bath is studied under steelmaking conditions for a commercial 150-ton BOF by means of VOF approach. The findings from the present study can be summarized as follows:
-
1.
The applicability of the mathematical model is verified by the reasonably good agreement of the calculated results with the experimental measurements based on the consistent water model.
-
2.
The shape of cavities induced by the multiple oxygen jets is unstable, oscillating with blow time due to the propagation of waves in cavities. Accordingly, the position of vortex associated with circulating flow in the molten bath varies. The instability of surface may be explained by the Kelvin–Helmholtz instability theory and affect the generation of the metal droplets and their initial size distribution.
-
3.
The total momentum and kinetic energy transferred into the liquids fluctuate because of the oscillating cavities inside the molten bath. Their transfer efficiencies between the jets and molten bath are low. About a half of the total momentum transferred from the jets to the bath is consumed to drive the movement of slag, rather than fully consumed by the stirring of the metal bath.
-
4.
The operating pressure and lance height have much more significant impacts on the slag–metal interface behavior and cavity shape as well as the fluid dynamics in the bath compared to viscosity and surface tension of the melts.
Finally, it should be pointed out that the present study only represents our initial efforts towards a full understanding of the complex phenomena in BOF steelmaking. This process is affected by many variables related to operational conditions and physical properties of fluids. A systematic study of the effects of pertinent variables and their interplay at a wide range covered in practice is necessary to generate useful results for practical applications of BOFs. The present research framework should be promising in this respect, although there is still a need for further model development and validation, e.g., examination of the present findings using industrial data, and modeling of chemical reactions.
References
K. S. Coley: J. Min. Metall. Sect. B-Metall., 2013, vol. 49, pp. 191-199.
N. Dogan, G. A. Brooks, M. A. Rhamdhani: ISIJ Int., 2011, vol. 51, pp. 1102-1109.
M. Lv, R. Zhu, Y. G. Guo, Y. W. Wang: Metall. Mater. Trans. B, 2013, vol. 44B, pp. 1560-1571.
Y. Li, W. T. Lou, M. Y. Zhu: Ironmaking Steelmaking, 2013. vol. 40, pp. 505-514.
X. Zhou, M. Ersson, L. Zhong, J. Yu, P. Jönsson: Steel Res. Int., 2014, vol. 85, pp. 273-281.
M. Ersson, L. Höglund, A. Tilliander, L. Jonsson and P. Jönsson: ISIJ Int., 2008, vol. 48, pp. 147-153.
H. J. Odenthal, J. Kempken, J. Schluter, W. H. Emling: Iron & Steel Techn., 2007, vol. 4, pp. 71-89.
Y. Doh, P. Chapelle, A. Jardy, G. Djambazov, K. Pericleous, G. Ghazal, P. Gardin: Metall. Mater. Trans. B, 2013, vol. 44B, pp. 653-670.
N. Dogan, G. A. Brooks, M. A. Rhamdhani: ISIJ Int., 2011, vol. 51, pp. 1086-1092.
N. Dogan, G. A. Brooks, M. A. Rhamdhani: ISIJ Int., 2011, vol. 51, pp. 1093-1101.
Y.Lytvynyuk, J. Schenk, M. Hiebler, A. Sormann: Steel Res. Int., 2013, vol. 85, pp. 537-543.
Y.Lytvynyuk, J. Schenk, M. Hiebler, A. Sormann: Steel Res. Int., 2013, vol. 85, pp. 544-563.
H. Y. Hwang and G. A. Irons: Metall. Mater. Trans. B, 2011, vol. 43B, pp. 302-315.
M. Lee, V. Whitney and N. Molloy: Scan. J. Metall., 2001, vol. 30, pp. 330-336.
M Alam, J Naser, G Brooks and A Fontana: ISIJ Int., 2012, vol. 52, pp. 1026-1035.
M. Ersson, A. Tilliander, L. Jonsson and P. Jönsson: ISIJ Int., 2008, vol. 48, pp. 377-384.
R.B. Banks and A. Bhavamai: J. Fluid Mech., 1965, vol. 23, pp. 229-240.
F.R. Cheslak, J. A. Nicholls and M. Sichel: J. Fluid Mech., 1969, vol. 36, pp. 55-63.
F. Qian, R. Mutharasan and B. Farouk: Metall. Mater. Trans. B, 1996, vol. 27B, pp. 911-920.
A. Chatterjee and A. V. Bradshaw: Journal of Iron Steel Institute, 1972, vol. 210, pp. 179-187.
S.C. Koria: Can. Metall. Quart., 1992, vol. 8, pp. 105-112.
T. Kumagai and M. Iguchi: ISIJ Int., 2001, vol. 41, pp. S52-55.
N.A. Molloy: Journal of Iron Steel Institute, 1970, vol, 56, pp. 943-950.
E. Berberovic, N. P. Van Hinsberg, S. Jakirlic, I. V. Roisman, C. Tropea: Phys. Rev. E, 2009, vol. 79, pp. 036306.
H. Y. Hwang, G. A. Irons: Metall. Mater. Trans. B, 2011, vol. 42B, pp. 575-591.
N. Asahara, K. Naito, I. Kitagawa, M. Matsuo, M. Kumakura, M. Iwasaki: Steel Res. Int., 2011, vol. 82, 587-594.
F. Memoli, C. Mapelli, P. Ravanelli and M. Corbella: ISIJ Int., 2004, vol. 44, pp. 1342-1349.
N. Huda, J. Naser, G. Brooks, M.A. Reuter and R.W. Matusewicz: Metall. Trans. B, 2009, vol. 41B, pp. 35-50.
J. Solórzano-López, R. Zenit and M.A. Ramírez-Argáez: Applied Mathematical Modelling, 2011, vol. 35, pp. 4991-5005.
H. Milosevic, S. Stevovic and D. Petkovic: International Journal of Heat and Mass Transfer, 2011, vol. 54, pp. 4275-4279.
D. Muñoz-Esparza, J.-M. Buchlin, K. Myrillas and R. Berger: Applied Mathematical Modelling, 2012, vol. 36, pp. 2687-2700.
H. Wang, R. Zhu,Y.L.Gu and C. J. Wang: Canadian Metallurgical Quarterly, 2014, vol. 53, pp. 367-380.
Q.G. Reynolds: Proceedings of 9th South African Conference on Computational and Applied Mechanics, Somerset West, 14–16 January, 2014.
C.W. Hirt and B. D. Nichols: J. Comp. Phys., 1981, vol. 39, pp. 201-225.
J.U. Brackbill, D.B. Kothe and C. Zemach: J. Comp. Phys., 1992, vol. 100, pp. 335-354.
O. Ubbink and R.I. Isssa: J. Comp. Phys., 1999, vol. 153, pp. 26-50.
B. E. Launder, D. B. Spalding: Lectures in Mathematical Model of Turbulence, Academic Press, London, England 1972, p. 124.
M. J. Luomala, T. M. J. Fabritius, E. O. Virtanen, T. P. Siivola, J. J. Harkki: ISIJ Int., 2002, vol. 42, pp. 944-949.
B.T. Maia, R.K. Imagawa, C.J. Batista, A.C. Petrucelli, and R.P. Tavares: 2013 AISTech Conference Proceedings, Warrendale, PA, 2013, http://digital.library.aist.org/pages/PR-364-200.htm.
Q. Li, M. X. Feng, Z. S. Zou: ISIJ Int., 2013, vol. 53, pp. 1365-1371.
M. M. Li, Q. Li, L, Li, Z. S. Zou: Ironmaking Steelmaking, 2014, vol. 41, pp. 699-709.
D. I. Pullin: J. Fluid Mech., 1982, vol. 119, pp. 507-532.
S. Sabah and G. Brooks: Metall. Mater. Trans. B, 2014, (DOI: 10.1007/s11663-014-0238-1).
S. Sabah, G.A. Brooks, and J. Naser: 2013 AISTech Conference Proceedings, Warrendale, PA, 2013, p. 2083, http://digital.library.aist.org/pages/PR-364-202.htm.
S. Sabah, G.A. Brooks: ISIJ Int., 2014, vol. 54, pp. 836-844.
G.A.B. Subagyo, G.A. Brooks, K.S. Coley, and G.A. Irons: ISIJ Int., 2003, vol. 43, pp. 983–989.
Acknowledgments
The authors are grateful to the National Natural Science Foundation of China (Grant No. 51104037) and the Fundamental Research Funds for the Central Universities of China (Grant No. N120402010) for the financial supports.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted March 23, 2014.
Rights and permissions
About this article

Cite this article
Li, Q., Li, M., Kuang, S. et al. Numerical Simulation of the Interaction Between Supersonic Oxygen Jets and Molten Slag–Metal Bath in Steelmaking BOF Process. Metall Mater Trans B 46, 1494–1509 (2015). https://doi.org/10.1007/s11663-015-0292-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-015-0292-3