
Abstract
Autogenous dissimilar welding of oxygen-free copper to austenitic stainless steel AISI316 was successfully performed by electron beam welding (EBW) using strategic base metal plate tilt of 22 deg and beam shift. The effect of focus distance, beam current, and travel speed on the tensile strength, percent elongation, and impact strength of the welded joints was investigated. The maximum tensile strength was achieved to be 282 MPa at a focus distance of 20 mm, a beam current of 40 mA, and a travel speed of 400 mm/min. Elemental integrity was examined through a continuous energy-dispersive spectroscopy (EDS) scan across the joint for all the welded samples. It was observed that the concentration of elements Fe, Cr, and Ni increased, and that of Cu decreased from the copper region to stainless steel (SS) in the weld zone. The microstructures and microhardness profile of the welded joint were studied. A lower microhardness value was present in the weld region due to a higher fraction of Cu in the weld compared with that of SS. Thus, the balance of energy over the dissimilar materials effectively allowed autogenous welding of a pair of materials which is challenging to join.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Several components of complex products with widely different attributes such as shape, size, and material are often required to join together. It has been acknowledged that a combination of different materials with divest properties brings about a great deal of design efficiencies, weight savings, improved in-service performance, and product reliability.[1] This imbibes the versatility of functions in a single product as well. Welding is often the best option to join such components, which are made of dissimilar materials too.[2,3] For instance, dissimilar welding of Inconel 617 alloy and SS304L was sought to contribute toward higher thermal efficiency and cost-effectiveness of power plants.[4] Moreover, as the transportation systems are transferring toward electricity, dissimilar welding is required for different electrode joints.[5] However, dissimilar material joining often poses serious challenges, to such an extent that the joint is sometimes not at all possible. This problem is mainly because of differences in mechanical, physical, chemical, and metallurgical properties of materials being joined.[6] Hence, even the selection of the welding process to be used for a particular pair of materials is crucial.[7] Specifically, the difference in the thermophysical properties such as melting point, thermal expansion coefficient, thermal conductivity, etc. may cause failure even during welding.[8]
A combination of copper with stainless steel typically finds important applications in transducers and actuators used in vehicular controllers such as automotive, locomotive, and aerial vehicles, electrical and electronics systems, mobile systems, and electric power and nuclear power systems.[9,10] In some sectors related to nuclear power, aerospace, oil, and gas, components with a common interface between copper and stainless steel are also common. There is a trend wherein both the number of parts and their complexity are increasing, including new combinations of dissimilar materials.[11,12] The electrical and thermal conductivities of copper, and the strength, wear, and corrosion resistance of stainless steel provide a synergy of exotic properties in the composite parts made by joining copper with stainless steel.[13]
The properties of stainless steel and copper differ considerably as the melting point of the latter is ~ 40 pct lower, the electrical conductivity is ~ 30 times higher, and the thermal conductivity is ~ 25 times higher.[13] Such distant properties make the control of simultaneous melting and mixing on both sides during welding difficult; consequently, joint consolidation and welding becomes difficult. Furthermore, the Fe–Cu system shows that these metals are miscible in the liquid state, yet there exists a wide metastable immiscibility at the under-cooling stage.[14,15,16,17] This also contributes to porosity, segregation, and hot cracking in the heat-affected zone (HAZ) of steel due to liquid copper penetrating into the grain boundaries of steel.
On account of difficulties in joining Cu-to-SS and other such dissimilar materials, various processes such as roll bonding, pressure welding, friction welding, friction stir welding, ultrasonic welding, diffusion bonding, laser welding, electron beam welding, and explosive welding are used.[18,19,20] Conventional arc welding processes such as GTAW are also used to weld these alloys but an intermediate layer of compatible materials i.e., interface-layer/buttering must be employed. For instance, bronze and nickel-base superalloy was used as filler materials to weld copper and alloy steel using shielded metal arc welding.[21]
Kaya et al.[22] successfully welded an unspecified grade of austenitic stainless steel to copper alloy (brass) by using solid-state diffusion bonding. They proposed a hybrid conventional heating coupled with electrical resistive heating at a temperature of 875 °C for 30 minutes under a pressure of 3 MPa. The authors did not specify the base metal (BM) strength but reported the highest strength of merely 170 MPa in regions next to the interface. Kore et al.[23] welded a 0.5-mm-thick copper sheet to a 0.25-mm-thick stainless steel sheet using a solid-state electromagnetic welding process. They showed that the shear strength of the joint was better than parent stainless steel metal (the thickness of the SS sheet that they used was, however, half that of the copper sheet). Bina et al.[24] welded AISI 304 stainless steel to pure copper using a solid-state explosive welding process. They subsequently heated the welded joints at 300 °C for 8 to 32 hours and established that the diffusion thickness increased with the increase in heating time. They explained the effect of heat treatment through tensile testing (plates used by them were 1 mm thick and the scheme of tensile test sample preparation was not reported) and microstructural evaluation. They reported a peak strength of 550 MPa viz-a-viz an unheated strength of 440 MPa and maximum elongation of 60 pct viz-a-viz elongation of the unheated specimen as 30 pct.
Weigl and Schmidt[13] joined pure copper to AISI 304 stainless steel using laser welding under the protection of Argon and investigated the effects of feed rate and a strategic lateral shift in the beam. They used shift as a strategy to compensate for the diverse absorption capacities of laser radiation for copper and stainless steel. The effects were explained through full weld-section micrographs and microhardness plots only; lack of penetration was, however, clearly observed in the micrographs. They reported that the weldment area, weld width, and penetration, all reduced with increasing feed rate. They further revealed that the bead was asymmetric when the beam shifted toward stainless steel. They attributed this to high absorption and melting rate, and low conductivity of stainless steel. A highly symmetric bead was observed with a beam shift toward copper. To compensate for the high melting point and lower thermal conductivity of stainless steel, the authors recommended a lateral beam displacement of 100 μm toward copper.
The literature survey reveals that there are inherent difficulties in joining copper-stainless steel dissimilar combinations which otherwise have great potential in promising areas. Earlier studies have been able to join this pair using solid-state methods such as diffusion bonding, explosive welding, electromagnet welding, etc. However, these processes have their own limitations in terms of the shape and size of base materials, joint configuration, and process control. Arc welding processes provide some success in joining this pair of materials; but the welding is possible by using a third compatible material in the form of interlayer/interface/buttering, etc. The interlayer, however, compromises with the elemental integrity in and around the joint. Table I summarizes the challenges in joining the dissimilar Cu–SS pair using different welding strategies.
Great opportunities are present in high energy density welding processes such as laser welding and electron beam welding (EBW). The high energy density enables quick and intense heating coupled with subsequent rapid cooling. Some success has been reported using these techniques, but laser welding has issues such as absorptivity and weld contamination. Merits of EBW have been exploited to successfully weld exotic material combinations such as bulk metallic glass and Ti metal.[28] Given this situation, EBW appears to be a distinctive process, which possesses enormous potential in producing autogenous welds of high purity between copper and stainless steel dissimilar material pairs.[14] Some literature is available that reports copper-to-stainless steel welding using EBW, but most of the research mainly focuses on studies on microstructure and microhardness and very few report mechanical characterization. Guo et al.[29] investigated the effect of beam offset (toward Cu) during EBW of Cu-AISI304 and reported detailed microstructural characterization. The authors also performed mechanical characterization and reported the tensile strength ranging between 140 MPa and a peak strength of 250 MPa, with an average strength of ~ 200 MPa. In some of the above-mentioned literature, even full penetration welds were not seen and a comprehensive testing regime involving microstructural and mechanical testing was not employed to ensure the soundness of the joint and the clear success of the process and technique.
The EBW uses the particulate kinetic energy of speeding and helixing electrons, which melts and vaporizes the interface. The beam is extremely intense, giving a narrow and deep weld profile enabling quick heating coupled with consolidation and a subsequent quicker cooling.[3] This keeps the metastable liquid phase of separation present in the Fe–Cu system at bay and provides better control during the mixing of liquid stainless steel and copper.[14] Even during EBW, special measures/strategies (e.g., beam offset and beam oscillation) were adopted by the researchers to enable acceptable joints.[29,30] Kar et al.[31] also reported that beam oscillation helps reduce porosity and assists grain refinement. Due to these reasons, the EBW process was chosen in this investigation to produce the Cu-to-SS joints. It is important to note that the SS to Cu autogenous dissimilar welding is extremely difficult because of the vast difference in their properties. To accomplish sound joints, a novel strategy was used in which the BM plates were arranged normal to XZ-plane and at an angle to the XY-plane of the machine table. The SS plates were kept down the slope. Such an arrangement was aimed to exploit the lower melting point and higher thermal conductivity of Cu. In this way, Cu being nearer to the incident beam received more intense heat and could effectively transfer it down to SS. Further, the SS having low thermal conductivity will melt effectively at the Cu interface and remain hot. While Cu will experience gravity-assisted downward flow into SS, the helixing action of the electrons is expected to assist in mixing. This strategy also allows just a sufficient amount of copper to go into SS and favorably control the mixing ratio.[32,33] The heat flux distribution under this novel arrangement is analyzed in the following section.
In the present study, a successful and novel strategy was employed, achieving full-depth welding between AISI 316 stainless steel and oxygen-free copper (OFC) plates. Microstructural characterization including microstructure, energy-dispersive X-ray spectroscopy (EDS), and electron backscatter diffraction (EBSD) was performed. Mechanical testing was performed on the dissimilar welded joints including hardness profile, tensile, and impact tests.
2 Mathematical Formulation
The strategic slope of the BM plates and the beam shift result in the formation of an elliptical beam spot in such a way that the spot size in the Cu and SS regions is different. Even an intense electron beam, when impinges on an inclined plate, creates an elliptical spot instead of a circular spot which is formed when the plate is placed normal to the beam. This also changes the intensity of energy, which is incident on the Cu and SS regions of the spot. If the flux of electrons is considered to follow Gaussian distribution and absorbed at the top surface, the total energy received by the spot can be estimated as per the following.
The energy incident on the elliptical spot tilted at an angle α (with respect to horizontal or XY-plane) can be found using standard expression for intensity distribution of a Gaussian beam[34,35] as given in Eq. [1]
where
If the ellipse had been horizontal, the total energy ‘Et’ is given by Eq. [2],[36]
where ‘I’ is current, and ds is the area element in the elliptic region. The integral may be solved by employing polar coordinates “\(r,\varphi\).” In this case, the Cartesian and polar coordinates are related by Eq. [3],[36]
The integral (Eq. [2]) then becomes[36]
where from the ellipse equation, \(r_{m}\) for a given \(\varphi\) is calculated as per Eq. [5],
A straightforward calculation recasts Eq. [4] as,
Then, Eq. [6] may be solved approximately up to order \(r_{m}^{4}\) as per Eq. [7],
Now, consider a case of an elliptical spot tilted to XY-plane (and hence to the beam axis as well), where the major axis may or may not coincide with the x-axis, and subsequently, if the ellipse is rotated by angle \(\delta\) (in horizontal or XY-plane), the ellipse is then tilted with an angle α (with respect to the horizontal plane) as shown in Figure 1.

A typical schematic of the beam spot to the scale (all dimensions are in mm)
The defining expression for total energy (instead of Eq. [2]) can now be written as Eq. [8],
where \(I\left( \alpha \right)\) is given by Eq. [1] and ds by Eq. [9],
where “\(r^{\prime},\varphi^{\prime}\)” are polar coordinates in the plane of the tilted elliptical spot.
The calculation can be done by expanding \(I\left( \alpha \right)\) using Taylor expansion up to the second order as per Eq. [10],
where the subscript “\({\text{o}}\)” corresponds to \(\alpha = 0\).
This can be calculated in a similar way used in Eqs. [4] and [6]. The result for total energy is given in Eq. [11],
where \(E_{t}\) is given by Eq. [7] and,
The total energy incident on a titled elliptical spot from a vertical coherent electron beam can be estimated from Eq. [13]. It should be noted that the Taylor expansion has been applied up to the second order, which can possibly result in deviations between the current model and the experimental results. Likewise, the solution of Eq. [6] is approximate which can result in similar nonconformities.
In the present work, the welding was performed in defocus mode with a beam shift toward the Cu side. In such a case, the size of the elliptical spot on the Cu and SS sides will be different. Additionally, the beam focus will be nearer the Cu side spot centroid as compared with the SS side spot centroid. Consequently, the heat on the Cu side will be more intense than on the SS side.
Consider a typical case of experiment No. 1 (typical dimension shown in Figure 1); in this, as compared to no slope, spot size was measured as 3.4 mm. The elliptical spot enlarges (major axis) in SS by 12.35 pct (by 0.21 mm) and in Cu by 2.9 pct (0.05 mm). Further, the spot in the Cu side is also nearer to the focus. The distance of the region from the beam focus can be calculated using Eq. [14]. It is nearer to the focus by an average value of 0.27 mm (1.35 pct), while in the SS side, it is farther by 0.31 mm (1.55 pct). The area of the spot, calculated by using Eq. [15], is 9.35 mm2 on the Cu side, whereas it is 10.2 mm2 on the SS side, i.e.,
where ‘a’ is the radius of no slope circular spot (semi-minor axis) and ‘b’ is the length of the semi-major axis. Thus, in the present strategy, the energy balances its distribution, spot geometry, and material properties effectively which facilitated autogenous joining of a combination of base materials which is difficult to join. The plate tilt transforms the incident electron beam spot from a circular to an elliptical shape, thus overcoming the thermal imbalance caused due to disparate thermal properties of the participating materials. Nevertheless, the detailed validation of various elements of the above mathematical formulation using finite element methods and experimental approaches remains under scope for future work.
3 Experimental Methods
3.1 Materials Employed
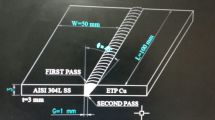
Austenitic stainless steel AISI 316 and oxygen-free copper (OFC) plates of dimensions 120 mm × 30 mm × 3 mm were used for the EBW experiment. Notably, OFC offers the benefits of having high corrosion resistance, low hydrogen permeability, non-magnetic nature, and good thermal and electrical conductivities.[37] Moreover, the austenitic nature of stainless steel provides ductility, allowing contractions and expansions without cracking.[38] In comparison to the BCC ferritic stainless steels, the austenitic FCC structure exhibits more slip systems which can be activated for deformation, which also enhances the drawability. In this study, cold rolled plates of AISI316 were employed for electron beam welding. The mechanical and thermal properties of the two materials are shown in Table II.
The edges of the plates were milled to obtain intimate contact. This is needed as the maximum permissible gap between the abutting plates for EBW is of the order of 0.1 mm. The milled faces of the plates were de-burred and polished with fine-grade emery paper. They were subsequently cleaned in ultrasonic cleaner with de-ionized water and soap solution to remove oil and dirt. The copper plates were also soaked in Nitric acid to get the virgin surface. Milled and cleaned Cu and SS plates were clamped in a welding fixture and mounted on the EBW machine table at an angle of 22 deg to the XY-plane. The EBW experiments were performed under a vacuum of 2 × 10−3 mbar.
3.2 Welding Procedure
To obtain sound and acceptable welds, initially, several trial runs were made to determine the feasibility of autogenous dissimilar welding between SS and Cu and a feasible range of EBW process parameters. It was found that the focus distance in the range from 20 to 28 mm, beam current in the range from 40 to 42 mA, and welding speed in the range from 350 to 400 mm/min were suitable. Further, a slope angle of 22 deg was selected as a novel strategy (also see Figure 1). The effect of tilt given to the plates (i.e., the slope at a particular angle with the XY-plane of the machine table) is analyzed and is given in Section II. Cu plates were placed up the slope and the parameters which were not varied and kept constant are acceleration voltage (50 kV), beam shift (0.5 mm toward Cu), gun-to-work distance 340 mm, focus current (1.74A), and slope (22 deg). The EB welded samples were made with varying combinations of EBW parameters as shown in Table III.
The welds fabricated were sound and had excellent face and root appearance as shown in Table III. Moreover, the transverse section across the joints reveals that all joints were full penetration welds (as discussed in Section IV–A).
3.3 Microstructural Observations
Specimens were cut from the welded sheets to observe the microstructural characteristics in BM and weld region and to measure bead geometry. For every experiment, a condition spot was also obtained, and its spot size was taken as the average of the minor and major axes of the ellipse. A scanning electron microscope (SEM) JSM-6380LV along with an Oxford energy-dispersive X-ray spectroscopy (EDS) system were used to observe microstructures. EBSD measurements were carried out at a step size of 2 µm using Oxford integrated AZtecHKL advanced EBSD system with NordlysMax2 and AZtecSynergy along with a large area analytical silicon drift detector. The samples were initially ground using 400, 600, 1200, 2000, and 2500 grit sandpapers followed by diamond polishing using 1.5 and 0.5 μm following standard metallographic techniques. Specimens for the EBSD examinations were first mechanically polished and then electro-polished in an electrolyte of 90 mL ethanol and 10 mL perchloric acid at 20 V for ~ 15 seconds at room temperature. For the EBSD analysis, an acceleration voltage of 20 kV, a working distance of 15 mm, and a tilt angle of 70 deg were used to collect the data, which were evaluated by Oxford integrated AZtecHKL advanced software.
3.4 Mechanical Testing
Test coupons for the tensile and impact testing were machined from successful weld samples using a CNC wire cut EDM as per the scheme shown in Figure 2. Vickers microhardness was measured on the polished cross-section of the metallographic samples welded at a focus distance of 25 mm and beam current of 40 mA, with the help of a computerized Buehler microhardness tester. The load applied was 100 gmf with a dwell time of 15 seconds, in consistency with the authors’ previous studies on and involving investigations on copper[39] and welding[40] hardness of the base metals was also measured using the same methodology. The indentations were adequately spaced so that any potential effect of strain field caused by adjacent indentations could be avoided. The tensile tests were performed at a crosshead speed of 2 mm/min on a computerized tensometer. As per the ASTM E8[41] standard, the permissible strain rate for the machined specimen was 0.3 mm/min to 3 mm/min. Thus, an intermediate value of 2 mm/min, which is also commonly used for tensile tests of the welded specimen,[40,42] was employed in this study. The impact tests were performed on the Charpy impact testing machine.

Block diagram (not to scale) showing scheme of machining the test coupons
4 Results and Discussion
4.1 Weld Microstructure
Figure 3 depicts the EDS mapping and distribution of elements in the weld nugget of sample #4. Incidentally, the joint strength for sample #4 is weakest and yet showed excellent elemental integrity. In comparison to other welds (Table III), sample #4 has an intermediate focus distance of 25 mm. As shown later in Table VI, a larger focus distance results in greater spot sizes. This is evident from the observation that only the welds with a focus distance of 22 mm and 20 mm, i.e., samples 3 and 5, have a spot size smaller than 3 mm. Thus, the larger spot size already possesses a smaller energy density, which is further decreased in case of sample #4 due to least beam current of 40 mA. Furthermore, the least welding speed does not allow fast supercooling, thus increasing the scope for the weld pool to enter the miscibility gap of the Fe–Cu system. All three varied process parameters thus contribute toward the least strength of sample #4 in comparison to other welds.

(a) SEM BSE image of the weld macrostructure (b to e) corresponding EDS mapping
It is evident from Figure 3 that the concentration of elements Fe, Cr, and Ni increased, and that of Cu decreased from the copper region to stainless steel in the weld zone. It also indicates that there is excellent joint integrity (even though it was weakest among the compared welds) from one BM to the other and no segregation is witnessed. Further, Figure 3 reveals that the joint integrity is more uniform at and near the face (top) of the weld. This is due to the higher temperature present at the top, as the EBW was performed with a defocused beam in conduction mode.
The cross-section of all welds (for example, experiment No. 4, as shown in Figure 3) confirms that all joints were full penetration defect-free joints. Figure 3(a) shows the cross-section of the weld including the SS (dark contrast) and Cu (bright contrast) sides. The presence of each base material in the fusion boundary on the other side indicates adequate intermixing which may attributed to beam pressure, effect of slope, thermo-convective wave (Marangoni flow[43]), and gravity. Notably, the temperature variation in the weld pool leads to surface tension gradients, generating motion in the molten metal, also known as the Marangoni flow. The Marangoni effect aids intermixing during welding, thus improving the weld quality.[44,45] Various regions were selected in the various weld zones to study the microstructure as presented in Figure 4(b) through (g). The distinct microstructure is evident in the weld pool with fine Cu regions dispersed in the SS matrix forming a swampy appearance, as shown in Figures 4(b), 4(c), and 4(e). Such a distribution of Cu confirms melting and its integration in the steel matrix. The anchoring due to “teeth-like” or “fish-hook-like” features at the Cu-weld nugget interface in Figure 4(c) represents (i) good weld integrity, and (ii) the melting interface of Cu during welding. Such features have also been described as a “jagged interface” between Cu and liquid metal, arising due to the strong fluid flow of the molten pool during the welding.[14] Furthermore, the elongated Cu droplets in Figures 4(b), 4(c), and 4(e) depict the gravitational flow of Cu in the matrix due to the tilt angle and thermo-convective wave. Notably, the top region (Figure 4(a)) and the bottom region (Figures 4(d) and (g)) of the weld depict the reverse intermixing, i.e., SS inter-dispersed in the Cu matrix. A special feature similar to the human ribcage can be seen at the weld nugget-SS interface in Figure 4(f). A summary of different microstructural features of the weld at different locations is shown in Table IV.

(a) SEM BSE image of the weld macrostructure, (b) weld nugget center, (c) Cu/weld nugget interface, (d, e) AISI316/weld nugget interface, (f, g) weld nugget bottom
Several specific spectra were also obtained in the BM, Cu-to-weld, and SS-to-weld interfaces, between the interfaces in the weldment, and at the weld center, as depicted in Figure 5. A comparison of spectra 4 and 8 reveals that the transfer of Cu to the weld-to-SS interface is greater than the transfer of SS constituents to the weld-to-Cu interface. Thus, the magnitude of the strategic slope coupled with the beam shift resulted in the gravity-assisted flow of copper. This assists the mixing of Cu and SS, which is evident from the presence of copper in good concentration well up to the SS interface.

(a) SEM image depicting locations of EDS Spectra, (b) EDS Spectrum 1, (c) EDS Spectrum 3, (d) EDS Spectrum 4, (e) EDS Spectrum 5, (f) EDS Spectrum 6, (g) EDS Spectrum 7, (h) EDS Spectrum 8, (i) EDS Spectrum 9. (Note: all compositions are in “at. pct”)
There is a significant difference in the thermal conductivities of Cu and SS and the melting point of Cu is considerably lower than that of SS. This strategy might have resulted in keeping liquid Cu extremely hot. Also, gravity may have assisted the flow of Cu into liquid SS and in mixing as well. A closer look at the Cu-liquid interface specified by spectrum 4 (as shown in Figure 5) indicates the penetration of SS droplets into the copper region. As observable from Figure 5a, the spectra 1 to 9 are taken orderly from Cu to SS. Table V summarizes the composition change in the major elements across the weld. The general decrease in Cu content and increase in the contents of Fe, Cr, and Ni (i.e., constituents of austenitic stainless steel AISI316) are reasonably clear upon moving from Cu to SS sides of the weld.
A typical Cu-droplet in the SS matrix is depicted in Figure 6(a), along with corresponding EDS mapping in Figure 6(a1-4). Also, the reverse intermixing, i.e., SS dispersed in Cu matrix in the top section of the weld as indicated in Figure 4(a), is magnified in Figure 6(b) with EDS mapping in Figure 6(b1-4). The EDS maps in Figure 6(a1-4) and 6(b1-4) further corroborate the sound integrity of the weld from the elemental perspective.

(a) SEM BSE image of Cu-droplet in weld nugget, (a1-4) corresponding EDS mapping, (b) SEM BSE from top section of weld nugget as indicated in Fig. 3, and (b1-4) corresponding EDS mapping
4.2 EBSD Analysis
The EBSD results of the welded samples are presented in Figure 7. Figure 7(c) presents an EBSD-IPF orientation map of the weld cross-section, obtained via Oxford AztecHKL software, along with its color legend. It is of interest to see that the grains in the SS region were smaller, compared with the weld region. This could be due to two reasons: (1) the amount of Cu fraction in weld nugget is higher than SS making the grains coarse, and (2) because of grain growth at higher temperatures induced by welding energy. The equiaxial grains in the SS transition into columnar grains in the weld pool, growing epitaxially from the interface, as also observed previously for EBW of high-alloy steels.[46] Figure 7(b) presents the misorientation angle histogram near the weld interface region. A significant number of 60° coincident site lattice (CSL) boundaries were observed. Figure 7(c) presents the pole figure of the dissimilar weld sample in {100}, {110}, and {111} planes, depicting random crystallographic texture. Along with the presence of copper in the weld zone, the large-sized grain resulted in the reduction of microhardness values in the weld zone (Section IV–C).

EBSD results of Cu–SS dissimilar weld: (a) EBSD-IPF orientation map along with the color legend, (b) the misorientation angle histogram, and (c) {100}, {110}, and {111} pole figures (Color figure online)
4.3 Mechanical Properties
The microhardness profile of the welded sample is shown in Figure 8. The weld nugget is marked with dashed lines. The hardness on the SS side is observed to be higher than that on the Cu side. The microhardness of the weld sample on the copper side was obtained to be ~ 80 HV in the base metal region. However, the microhardness significantly increased in the weld nugget region but was lower than that in the base metal region of the SS side. It is observed that the microhardness measured ~ 0.5 mm away from the interface on the Cu side was constant and close to the base metal hardness value. Similarly, on the SS side, the hardness was constant 1 mm away from the interface and close to the base metal value. In the weld region, the grains are larger with a significant presence of Cu. Thus, the microhardness value is lower in the weld region compared with SS. Similar results were earlier reported as well.[47,48] Moreover, high heat generated during the welding resulted in grain growth and the subsequent decrease in the hardness value compared with the SS side.

Hardness profile measured on the cross-section of Cu–SS dissimilar weld
Fractured tensile specimens are shown in Figure 9, which reveals that several tensile test samples failed outside the weldment, suggesting a robust welded joint; and to establish the joint strength, sub-sized samples were tested. Notably, the failure of the welded specimen from the Cu side is reasonable due to its lower strength. The results presented in Table VI show that for sample No. 1 and 3, the joint strength surpassed the weaker BM strength, whereas barring sample No. 2 and 3, the joint strength was very close to the weaker BM strength. The results also reveal that, as the focus distance increases, the elongation increases but ultimate tensile strength (UTS) and impact strength decrease (Figure 10(a)). Similarly, on increasing the beam current, all the mechanical properties were observed to decrease (Figure 10(b)). Furthermore, an increase in weld speed caused both elongation and UTS to increase (Figure 10c) but the impact strength showed no significant change. Poor values of elongation may be attributed to the internal stresses induced during welding stemming from differences in the thermal expansion coefficients. Additionally, one of the welds attempted without the strategic tilt angle, i.e., at a slope angle of 0 deg is shown in Figure 11. Throughout the abutting line, negligible joining was obtained on the faying surfaces, which separated with minimal forces upon removal from the weld fixture. Upon comparison with the welds shown in Table III obtained at a tilt of 22 deg, it is confirmed that the strategic slope angle during electron beam welding considerably aids in attaining sound Cu–SS welds.

Tensile test samples after the test (pictures on left are of sub-sized samples)

Effect of (a) focus distance, (b) beam current, and (c) welding speed on mechanical properties of EB welds

Dissimilar austenitic steel AISI316-oxygen-free Cu electron beam weld attempted at zero slope angle
4.4 Effect of Focus Distance on Mechanical Properties
The selection of distance between the work surface and beam focus (also commonly known as focus distance) depends on the electronic optic system of the gun and it is controlled by adjusting the focusing-coil current. The value of focus distance (FD) alters the spot size on the work surface and consequently controls the power density.[49] The need for real-time focusing control arises from changes in the electronic–optical systems of an electronic gun due to cathode wear and tear. Hence, in a properly planned experimentation, the current should be adjusted based on trials with various materials, values of thickness, and types of electronic-beam guns. Real-time adjustments are also important for welding large objects, especially in the context of cathode electron emission and adjustments of the gun. Too small FD may result in poor surface quality of the bead and excessive spatter. The value of FD significantly influences the probability of various defects such as spiking, underfill associated with excess penetration, cavitation, under cut, medial cracks, etc. In the present work, the welding was performed in conduction mode and the FD was set above the work surface.
In the present case, at FD equal to 20 and 25 mm (at a beam current of 40 mA and welding speed 400 mm/min) produced welds that possessed a strength better than Cu base metal. Further, as the values of FD increased from 20 to 25, all properties follow a decreasing trend except elongation as shown in Table VII. Notably, the increase in FD from 20 to 25 mm increases the spot size. Moreover, at the travel speed of 400 mm/min, increased spot size would not supply sufficient energy, which is required for weld consolidation, and consequently, the strength (282 MPa to 268 MPa) follows a decreasing trend.
4.5 Effect of Beam Current on Mechanical Properties
The beam current significantly affects the energy transfer[50] (as is also given by Eq. [2]) to the weld zone as the number of electrons per second emitted from the gun directly relates to the beam current. Consequently, at fixed values of voltage and travel speed, an increase in beam current may cause an increase in penetration, spatter, and width of weld. Furthermore, the electron density across the beam cross-section increases with increasing beam current, which results in a greater divergence of the beam cross-section along the beam length. Notably, the electron beam diameter has been reported to increase with the beam current, thus forming wider weld pools.[51,52]
The mechanical test results given in Table VI reveal that the weakest joints are made at the average value of focus distance and minimum values of beam current and travel speed (i.e., at FD = 25 mm, beam current = 40 mA, and travel speed of 350 mm/min for experiment No 4 as given in Table III). Importantly, experiment No. 4 also gave the largest spot size (3.44 mm) and hence the energy density was smallest in this case. These parameter combinations were thus responsible for the smallest energy density. Whereas, in the selected range of EBW parameters, experiment No 3 was performed with such parameters which gave the smallest spot (spot size = 2.41 mm), and the joints were made with the highest energy density.
An observation of variations of beam current at fixed values of FD and welding speed is given in Figure 10 and Table VIII. It shows that an increase in beam current results in a decrease in all mechanical properties. Although the difference in the current change is very small (~1 mA) and so is the change in strength and other mechanical properties.
4.6 Effect of Weld Speed on Mechanical Properties
The welding speed affects the energy supplied to the weld per unit length. Thus, a higher welding speed translates into a lower heat input to the weld. In the present experiment conditions, if one compares the effect of change in speed from 350 mm/min to 400 mm/min at fixed values of FD and beam current (25 mm and 40 mA as in experiments No. 1 and 4, respectively), the tensile properties are observed to increase, whereas the impact energy remains basically constant (Figure 10 and Tables VI or Table IX). The spot size for the sample corresponding to experiment 4 is measured to be the largest, i.e., 3.44 mm (as given in Table VI). The selected range of FD is relatively high, the range of beam current is low, and the change in welding speed (from 350 to 400 mm/min) is approximately 14 pct. Higher welding speed supports faster supercooling as well.[14]
Apart from the energy density and spot size, during weld consolidation in the Fe–Cu system, metastable phase segregation during solidification and cooling plays a very important role. At a slow cooling, the loss of heat is compensated by the release of the heat of fusion during solidification and brings the solidification gently entering the miscibility gap.[14] But a higher welding speed (and a smaller pool size which is typically formed during EBW) causes supercooling of the weld pool in the depth. The high conductivity of Cu on one side coupled with the poor conductivity of SS on the other side produces strong convection currents which homogenizes entire pool when the weld pool enters a miscibility gap during supercooling and assists in mixing and better weld consolidation.[14] Its action is similar to beam oscillation, which is reported to be employed as a strategy to better mix the dissimilar materials in the weld pool.[30,53] Thus, an increase in strength with increasing welding speed during SS-Cu dissimilar welding may be attributed to a suitable combination of energy input into the weldment and adequate cooling. A summary of all the changes in process parameters and their corresponding effects is given in Table X.
5 Conclusions
Autogenous dissimilar oxygen-free copper to austenitic stainless steel AISI316 electron beam butt-welds of sound quality having a thickness of 3 mm were fabricated by employing a strategic base metal plate tilt of 22 deg and beam shift. All EBW welds were defect-free and had full-depth penetration. Three main process parameters, namely beam current, focus distance, and welding speed, were varied between 40 and 42 mA, 20 and 28 mm, and 350 and 400 mm/min, and corresponding effect on mechanical properties was investigated.
The welds were made in defocus mode and an increase in focus distance from 20 mm to 25 mm is observed to decrease UTS and impact energy from 282 MPa and 20 J to 268 MPa and 13 J, respectively. An increase in the beam current from 40 to 41 mA resulted in a decrease in the mechanical properties. The effect of plate tilt on the energy balance incident on the plate surface was also theoretically analyzed. It showed that the plate tilt results in a more intense hot spot in the Cu region, which is expected to support joint consolidation compensating for higher conductivity and lower melting point of Cu in comparison with stainless steel. The maximum UTS of 282 MPa was obtained for the smallest spot size of 2.41 mm, whereas the largest spot size of 3.44 mm resulted in a minimum UTS of 228 MPa. The maximum impact energy of 20 J and the highest elongation of 9.6 pct were obtained for the electron beam welds.
The microstructural analysis showed that the welds possessed excellent elemental integrity from Cu BM through the weld to stainless steel BM. It was expected that the rapid and intense heating during EBW coupled with gravity assistance on liquid Cu and a suitable subsequent cooling supported effective mixing and avoided the supercooling segregation typically found in the Fe–Cu system. The microhardness of the weld was measured as ~ 250 HV marking a momentous enhancement from Cu base metal (~80 HV) and a reasonable decrease from AISI316 base metal (~352 HV), due to intermixing in the weld pool.
Data Availability
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also form part of an ongoing study.
References
K. Pańcikiewicz, A. Świerczyńska, P. Hućko, and M. Tumidajewicz: Materials, 2020, vol. 13, p. 4540.
L. Squires, E. Roberts, and A. Bandyopadhyay: Nat. Commun., 2023, vol. 14, p. 3544.
H. Schultz: Electron Beam Welding, 1st ed. Woodhead Publishing, Cambridge, 1994.
A. Kumar, K. Guguloth, S.M. Pandey, D. Fydrych, S. Sirohi, and C. Pandey: Metall. Mater. Trans. A., 2023, vol. 54A, pp. 3844–70.
H. Yamagishi: Metall. Mater. Trans. A., 2023, vol. 54A, pp. 3519–36.
C. Pandey: Metall. Mater. Trans. A., 2020, vol. 51A, pp. 2126–42.
A.K. Maurya, R. Chhibber, and C. Pandey: Metall. Mater. Trans. A., 2023, vol. 54A, pp. 3311–40.
P.S. Wei and F.K. Chung: Metall. Mater. Trans. B., 2000, vol. 31B, pp. 1387–1403.
S. Sato, K. Furuya, T. Hatano, T. Kuroda, M. Enoeda, Y. Ohara, and H. Takatsu: Development of ITER Shielding Blanket Prototype Mockup by HIP Bonding, Tokyo, 2000.
S. Sato, T. Hatano, K. Furuya, T. Kuroda, M. Enoeda, and H. Takatsu: DSCu/SS Joining Techniques Development and Testing, Tokyo, 1998.
Y. Li, Y. Shen, M.C. Leu, and H.-L. Tsai: Acta Mater., 2018, vol. 144, pp. 810–21.
K. Mori, N. Bay, L. Fratini, F. Micari, and A.E. Tekkaya: CIRP Ann., 2013, vol. 62, pp. 673–94.
M. Weigl and M. Schmidt: Phys. Procedia, 2010, vol. 5, pp. 53–59.
S. Chen, J. Huang, J. Xia, H. Zhang, and X. Zhao: Metall. Mater. Trans. A, 2013, vol. 44A, pp. 3690–96.
I. Magnabosco, P. Ferro, F. Bonollo, and L. Arnberg: Mater. Sci. Eng. A, 2006, vol. 424, pp. 163–73.
M.A. Turchanin, P.G. Agraval, and I.V. Nikolaenko: J. Phase Equilibria, 2003, vol. 24, pp. 307–19.
I.A. Bataev, D.V. Lazurenko, S. Tanaka, K. Hokamoto, A.A. Bataev, Y. Guo, and A.M. Jorge: Acta Mater., 2017, vol. 135, pp. 277–89.
S.M.A.K. Mohammed, Y.D. Jaya, A. Albedah, X.Q. Jiang, D.Y. Li, and D.L. Chen: Int. J. Fatigue, 2020, vol. 141, 105869.
N. Kahraman, B. Gülenç, and F. Findik: J. Mater. Process. Technol., 2005, vol. 169, pp. 127–33.
D. Bajaj, A.N. Siddiquee, N. Zaman Khan, A.K. Mukhopadhyay, S.M.A. Khan Mohammed, D. Chen, and N. Gangil: Proc. Inst. Mech. Eng. B, 2020, p. 095440542097008.
M. Velu and S. Bhat: Mater. Des., 2013, vol. 47, pp. 793–809.
Y. Kaya, N. Kahraman, A. Durgutlu, and B. Gülenç: Proc. Inst. Mech. Eng. B, 2012, vol. 226, pp. 478–84.
S.D. Kore, P.P. Date, S.V. Kulkarni, S. Kumar, D. Rani, M.R. Kulkarni, S.V. Desai, R.K. Rajawat, K.V. Nagesh, and D.P. Chakravarty: Int. J. Adv. Manuf. Technol., 2011, vol. 54, pp. 949–55.
M.H. Bina, F. Dehghani, and M. Salimi: Mater. Des., 2013, vol. 45, pp. 504–09.
H. Shen and M.C. Gupta: J. Laser Appl., 2004, vol. 16, pp. 2–8.
A. Sadeghian and N. Iqbal: Opt. Laser Technol., 2022, vol. 146, 107595.
J. Li, Y. Cai, F. Yan, C. Wang, Z. Zhu, and C. Hu: Opt. Laser Technol., 2020, vol. 122, 105881.
J. Kim and Y. Kawamura: Scr. Mater., 2007, vol. 56, pp. 709–12.
S. Guo, Q. Zhou, J. Kong, Y. Peng, Y. Xiang, T. Luo, K. Wang, and J. Zhu: Vacuum, 2016, vol. 128, pp. 205–12.
J. Kar, S.K. Roy, and G.G. Roy: J. Mater. Process. Technol., 2016, vol. 233, pp. 174–85.
J. Kar, S.K. Dinda, G.G. Roy, S.K. Roy, and P. Srirangam: Vacuum, 2018, vol. 149, pp. 200–06.
T.A. Mai and A.C. Spowage: Mater. Sci. Eng. A, 2004, vol. 374, pp. 224–33.
C. Yao, B. Xu, X. Zhang, J. Huang, J. Fu, and Y. Wu: Opt. Lasers Eng., 2009, vol. 47, pp. 807–14.
H. Kogelnik and T. Li: Appl. Opt., 1966, vol. 5, p. 1550.
S.A. Self: Appl. Opt., 1983, vol. 22, p. 658.
S.R. Seshadri: J. Opt. Soc. Am. A, 1998, vol. 15, p. 2712.
D. Liu, Z. Zhang, J. Feng, Z. Yu, F. Meng, G. Xu, J. Wang, W. Wen, and W. Liu: Nanoscale Adv., 2022, vol. 4, pp. 4263–71.
M. Alhajhamoud, L. Candan, M.A. Ilgaz, I. Cinar, S. Ozbey, S. Čorović, D. Miljavec, and E. Kayahan: Materials, 2022, vol. 15, p. 2248.
N.F. Lone, D. Bajaj, N. Gangil, T. Khan, M.H. Abidi, A. Al-Ahmari, and A.N. Siddiquee: Manuf. Lett., 2023, vol. 36, pp. 46–51.
M. Ubaid, D. Bajaj, A.K. Mukhopadhyay, and A.N. Siddiquee: Met. Mater. Int., 2020, vol. 26, pp. 1841–60.
ASTM E8: Standard Test Methods for Tension Testing of Metallic Materials.
N. Sharma, Z.A. Khan, A.N. Siddiquee, and M.A. Wahid: Proc. Inst. Mech. Eng. C, 2019, vol. 233, pp. 6473–82.
Y. Wu, X. Yuan, M. Zhong, J. Ma, and C. Wang: Metall. Mater. Trans. A, 2023, vol. 54A, pp. 4573–78.
A.H. Faraji, C. Maletta, G. Barbieri, F. Cognini, and L. Bruno: Int. J. Adv. Manuf. Technol., 2021, vol. 114, pp. 899–914.
X. He, P.W. Fuerschbach, and T. DebRoy: J. Phys. D, 2003, vol. 36, pp. 1388–98.
L. Halbauer, R. Zenker, A. Weidner, A. Buchwalder, and H. Biermann: Steel Res. Int., 2016, vol. 87, pp. 436–44.
X. Li, D. Zhang, C. Qiu, and W. Zhang: Trans. Nonferr. Met. Soc. China, 2012, vol. 22, pp. 1298–1306.
A. Durgutlu, B. Gülenç, and F. Findik: Mater. Des., 2005, vol. 26, pp. 497–507.
P.N. Siddharth and C. Sathiya Narayanan: J. Phys. Conf. Ser., 2020, vol. 1706, 012208.
K. Das, A. Ghosh, A. Bhattacharya, H. Lanjewar, J.D. Majumdar, and M. Ghosh: Mater. Charact., 2021, vol. 179, 111318.
C. Körner: Int. Mater. Rev., 2016, vol. 61, pp. 361–77.
X. Ding, Y. Koizumi, D. Wei, and A. Chiba: Addit. Manuf., 2019, vol. 26, pp. 215–26.
S.K. Dinda, S.K. MdBasiruddin, G.G. Roy, and P. Srirangam: Mater. Sci. Eng. A, 2016, vol. 677, pp. 182–92.
Acknowledgments
The authors wish to posthumously thank Professor Mohammad Rafat, Department of Applied Science, Jamia Millia Islamia, New Delhi, India for his help in the mathematical formulation. The authors also thank Prof. Zahid Akhtar Khan for his goodwill and support.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Siddiquee, A.N., Khan, N.Z., Gangil, N. et al. Autogenous Dissimilar Welding of Copper-to-Stainless Steel via Electron Beam Welding: A Novel Strategy for Achieving Defect-Free Joints. Metall Mater Trans A 55, 635–651 (2024). https://doi.org/10.1007/s11661-023-07274-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-023-07274-8